极压半合成切削液选用
切削油配方

切削油配方1. 引言切削油是在金属切削加工过程中起到润滑和冷却作用的重要润滑剂。
合理的切削油配方可以提高切削过程的效率和表面质量,延长切削工具的使用寿命,并减少切削过程中产生的废弃物。
本文将介绍切削油的组成成分,常见的切削油配方以及它们的应用。
2. 切削油的组成成分切削油主要由基础油和添加剂两部分组成。
2.1 基础油切削油的基础油是实现润滑和冷却效果的基础。
常见的切削油基础油有矿物油和合成油两种。
•矿物油:具有较高的稳定性和承载能力,适用于一般的切削过程。
•合成油:具有优异的抗氧化性能和高温稳定性,适用于高速、高温、重负荷的切削过程。
2.2 添加剂为了增强切削油的性能,常常需要添加一些化学添加剂。
•抗乳化剂:防止切削油与水发生乳化,保持切削液的稳定性。
•极压添加剂:提高润滑膜的承载能力,减少摩擦和磨损。
•抗氧化剂:延长切削油的使用寿命,防止氧化变质。
•防锈剂:保护金属切削表面,防止产生氧化层。
3. 常见的切削油配方根据不同切削过程的要求,切削油配方可以有所差异,下面介绍几种常见的切削油配方。
3.1 通用切削油配方•基础油:矿物油或合成油•抗乳化剂:2-5%•极压添加剂:5-8%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量3.2 钢铁材料切削油配方•基础油:矿物油•抗乳化剂:2-5%•极压添加剂:10-15%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量3.3 铝合金材料切削油配方•基础油:合成油•抗乳化剂:2-5%•极压添加剂:5-8%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量4. 切削油的应用根据不同切削过程的需求,切削油的应用也会有所不同。
•一般切削过程:通用切削油配方可满足大多数金属切削的需求。
•高速切削:选择优质的合成油基础油和高性能的添加剂,以提高润滑和冷却效果。
•重载切削:采用添加剂中含有高极压性能的切削油,以提高润滑效果和减少磨损。
•高温切削:使用具有较高稳定性和抗氧化性能的合成油基础油。
螺纹的磨削方法与磨削液的选用
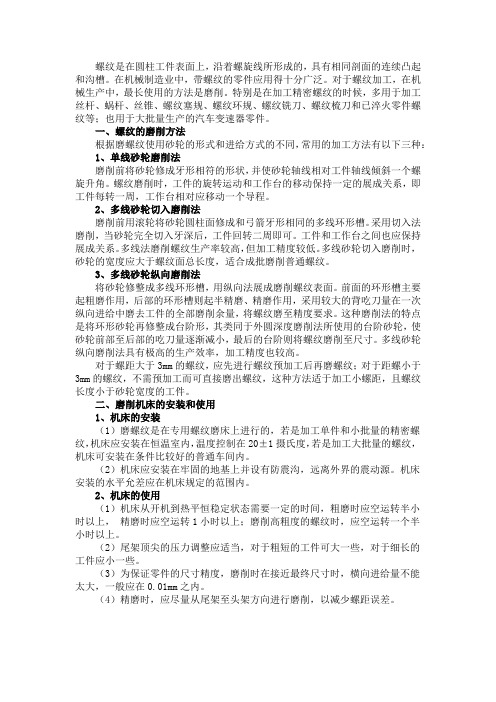
螺纹是在圆柱工件表面上,沿着螺旋线所形成的,具有相同剖面的连续凸起和沟槽。
在机械制造业中,带螺纹的零件应用得十分广泛。
对于螺纹加工,在机械生产中,最长使用的方法是磨削。
特别是在加工精密螺纹的时候,多用于加工丝杆、蜗杆、丝锥、螺纹塞规、螺纹环规、螺纹铣刀、螺纹梳刀和已淬火零件螺纹等;也用于大批量生产的汽车变速器零件。
一、螺纹的磨削方法根据磨螺纹使用砂轮的形式和进给方式的不同,常用的加工方法有以下三种:1、单线砂轮磨削法磨削前将砂轮修成牙形相符的形状,并使砂轮轴线相对工件轴线倾斜一个螺旋升角。
螺纹磨削时,工件的旋转运动和工作台的移动保持一定的展成关系,即工件每转一周,工作台相对应移动一个导程。
2、多线砂轮切入磨削法磨削前用滚轮将砂轮圆柱面修成和弓箭牙形相同的多线环形槽。
采用切入法磨削,当砂轮完全切入牙深后,工件回转二周即可。
工件和工作台之间也应保持展成关系。
多线法磨削螺纹生产率较高,但加工精度较低。
多线砂轮切入磨削时,砂轮的宽度应大于螺纹面总长度,适合成批磨削普通螺纹。
3、多线砂轮纵向磨削法将砂轮修整成多线环形槽,用纵向法展成磨削螺纹表面。
前面的环形槽主要起粗磨作用,后部的环形槽则起半精磨、精磨作用,采用较大的背吃刀量在一次纵向进给中磨去工件的全部磨削余量,将螺纹磨至精度要求。
这种磨削法的特点是将环形砂轮再修整成台阶形,其类同于外圆深度磨削法所使用的台阶砂轮,使砂轮前部至后部的吃刀量逐渐减小,最后的台阶则将螺纹磨削至尺寸。
多线砂轮纵向磨削法具有极高的生产效率,加工精度也较高。
对于螺距大于3mm的螺纹,应先进行螺纹预加工后再磨螺纹;对于距螺小于3mm的螺纹,不需预加工而可直接磨出螺纹,这种方法适于加工小螺距,且螺纹长度小于砂轮宽度的工件。
二、磨削机床的安装和使用1、机床的安装(1)磨螺纹是在专用螺纹磨床上进行的,若是加工单件和小批量的精密螺纹,机床应安装在恒温室内,温度控制在20±1摄氏度,若是加工大批量的螺纹,机床可安装在条件比较好的普通车间内。
切削液成分表

切削液成分表普通型⽔溶性玻璃切削液成分配⽐组份名称①投料量(g/L)⽢油2%~3%⼆⼄⼆醇丁醚4%~5%三⼄醇胺5%~6%65014%~5%NP-103~5%乌洛托品1%~2%亚硝酸钠4%~5%⽔余量组份名称②投料量(g/L)矿物油4%~10%妥尔油1~3%⼆⼄⼆醇4%~5%三⼄醇胺5%~6%⼆⼄醇胺1~4%AEO-93%~5%NP-103~5%⼄⼆胺四⼄醇1%~2%有机硅消泡剂1~2%亚硝酸钠4%~5%⽔余量1、切削液按油品化学组成分为⾮⽔溶性(油基)液和⽔溶性(⽔基)液两⼤类。
⽔基的切削液可分为乳化液、半合成切削液和合成切削液。
乳化液的成分:矿物油50-80%,脂肪酸0-30%,乳化剂15-25%,防锈剂0-5%,防腐剂<2%,消泡剂<1%半合成:矿物油0-30%,脂肪酸5-30%,极压剂0-20%,表⾯活性剂0-5%,防锈剂0-10%全合成:表⾯活性剂0-5%,胺基醇10-40%,防锈剂0-40%2、油基切削液和⽔基切削液的区别油基切削液的润滑性能较好,冷却效果较差。
⽔基切削液与油基切削液相⽐润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,⼀般来说,切削速度低于30m/min时使⽤切削油。
含有极压添加剂的切削油,不论对任何材料的切削加⼯,当切削速度不超过60m/min时都是有效的。
在⾼速切削时,由于发热量⼤,油基切削液的传热效果差,会使切削区的温度过⾼,导致切削油产⽣烟雾、起⽕等现象,并且由于⼯件温度过⾼产⽣热变形,影响⼯件加⼯精度,故多⽤⽔基切削液。
乳化液把油的润滑性和防锈性与⽔的极好冷却性结合起来,同时具备较好的润滑冷却性,因⽽对于⼤量热⽣成的⾼速低压⼒的⾦属切削加⼯很有效。
与油基切削液相⽐,乳化液的优点在于较⼤的散热性,清洗性,⽤⽔稀释使⽤⽽带来的经济性以及有利于操作者的卫⽣和安全⽽使他们乐于使⽤。
实际上除特别难加⼯的材料外,乳化液⼏乎可以⽤于所有的轻、中等负荷的切削加⼯及⼤部分重负荷加⼯,乳化液还可⽤于除螺纹磨削、槽沟⿇削等复杂磨削外的所有磨削加⼯,乳化液的缺点是空易使细菌、霉菌繁殖,使乳化液中的有效成分产⽣化学分解⽽发臭、变质,所以⼀般都应加⼊毒性⼩的有机杀菌剂。
微乳切削液配方成分,微乳切削液制作工艺及作用机理
微乳切削液配方组成,制作工艺及作用机理导读:本文详细介绍了微乳切削液的研究背景,理论基础,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。
微乳切削液广泛用于金属加工及光伏等制造行业,禾川化学引进国外配方破译技术,专业从事微乳切削液成分分析、配方还原、研发外包服务,为切削液相关企业提供一整套配方技术解决方案。
一.切削液背景切削液是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配伍而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前最领先的磨削产品。
切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。
水基润滑剂的优点是冷却性好, 价廉易得, 加工件易清洗, 主要用于高速切削加工工序中。
由于水基润滑剂的组分的改进, 大大提高了它的润滑性能和防腐蚀能力, 因而需求量日渐增大, 尤其在对铝和铜材加工方面。
水基润滑添加剂可分为油溶性和水溶性两种。
油溶性添加剂的使用性能同矿物油中的一样。
为使油溶性添加剂分散到水中需加入表面活性剂。
水溶性添加剂可在油溶性添加剂分子中引入水溶性基团而制得。
水溶性切削液可以分成乳化液, 化学合成液和半合成液三类, 都可用于轻中高负荷的切削加工。
禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。
样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。
有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案!1.1切削液的分类及区别1.1.1切削液的分类切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
切削液组成表

普通型水溶性玻璃切削液成分配比组份名称①投料量(g/L)甘油2%~3%二乙二醇丁醚4%~5%三乙醇胺5%~6%65014%~5%NP-103~5%乌洛托品1%~2%亚硝酸钠4%~5%水余量组份名称②投料量(g/L)矿物油4%~10%妥尔油1~3%二乙二醇4%~5%三乙醇胺5%~6%二乙醇胺1~4%AEO-93%~5%NP-103~5%乙二胺四乙醇1%~2%有机硅消泡剂1~2%亚硝酸钠4%~5%水余量1、切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
水基的切削液可分为乳化液、半合成切削液和合成切削液。
乳化液的成分:矿物油50-80%,脂肪酸0-30%,乳化剂15-25%,防锈剂0-5%,防腐剂<2%,消泡剂<1%半合成:矿物油0-30%,脂肪酸5-30%,极压剂0-20%,表面活性剂0-5%,防锈剂0-10%全合成:表面活性剂0-5%,胺基醇10-40%,防锈剂0-40%2、油基切削液和水基切削液的区别油基切削液的润滑性能较好,冷却效果较差。
水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
含有极压添加剂的切削油,不论对任何材料的切削加工,当切削速度不超过60m/min时都是有效的。
在高速切削时,由于发热量大,油基切削液的传热效果差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。
与油基切削液相比,乳化液的优点在于较大的散热性,清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。
实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟麻削等复杂磨削外的所有磨削加工,乳化液的缺点是空易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
水基切削液

水基切削液一、名词解释:水基切削液:是将油剂或浓缩液---也就是我们通常所说的原液---用大量的水稀释的切削液,我们现在接触的水基切削液配比一般是100(水):3~8(原液),某些切削液的配比也会达到100:20。
水基切削液一般分为三大类,即乳化液、半合成切削液和全合成切削液。
乳化液:由乳化油与水配置而成。
乳化油主要是由50%~80%的矿物油、乳化剂、防锈剂、油性剂、极压剂和防腐剂等组成。
稀释液不透明,呈乳白色。
半合成切削液:半合成切削液也称微乳化切削液,它的浓缩液由少量矿物油(含量为5%~30%),油性剂、极压剂、防锈剂、表面活性剂和防腐剂等组成。
稀释液油滴直径小于1µm,稀释液呈透明状或半透明状全合成切削液:合成切削液浓缩液不含矿物油,由水溶性防锈剂、油性剂、极压剂。
表面活性剂和消泡剂等组成。
稀释液呈透明状或半透明状。
二、水基切削液的特性乳化液润滑极压性较好,清洗性能较好。
但乳化液中的油相油滴较大,导致金属加工冷却性较差。
同时由于乳化液稳定性差,所以乳化液在使用一段时间后,会出现变味变臭的现象,这种情况在夏天温度高的时候尤为明显。
另外,由于乳化液呈乳白色不透明,所以在加工过程中很难观察切削状况,但是乳化液在三种水基切削液中是最便宜的一种。
半合成切削液与乳化液很相似,但是由于半合成切削液添加了更多的表面活性剂,所以油滴分散得更细小,更稳定,所以相对于乳化液来说更不容易变质,使用的时间更长。
加工过程中的冷却性、润滑性都比较好,清洗性也很好。
全合成切削液中不含任何油基(如矿物油)成分,而采用具有润滑作用的水溶性合成酯类添加其他成分配制而成。
全合成切削液除的润滑性、加工冷却性和清洗方面的性能尤为优异。
但是全合成切削液容易洗掉机床部件上的润滑油,而对机床的润滑造成影响,并且能够在一些接触面上形成锈蚀,所以使用全合成切削液对机床的防锈管理提出了更高要求。
三、使用水基切削液中需要注意的问题1、选择首先是安全,关注切削液的MSDS(Material Safety Data Sheet即化学品安全说明书),它提供化学品的理化参数、燃爆性能、对健康的危害、安全使用贮存、泄漏处置、急救措施以及有关的法律法规等十六项内容,避免使用者受到化学品的潜在危害。
_切削液
2.乳化液的维护与管理 乳化液的维护保养比油基切削液复杂得多。当配制乳化液 时,要先将水加满水箱,然后边搅拌边加入乳化油。要避 免将水加入油中或用少量的水稀释乳化油,否则会得到油 包水型乳化液,这类乳化液的粘度大,不适合一般的切削 使用。 配制乳化液所用的水十分重要,含各种矿物质和盐的硬水 常会妨碍乳化过程。用硬水配制的乳化液常会迅速分层, 析出大量的油和不溶于水的皂,影响使用效果。另一方面, 如水质太软,泡沫就有可能增多。所以配制乳化液时要预 先了解水质的情况,如水质太硬必须经过预处理,可在水 中加入0.1%-0.3%的三聚磷酸钠或二乙胺四醋酸钠便可 起到降低水质硬度的作用。但加入三聚磷酸钠过多会导致 细菌、霉菌的繁殖。所以如果当地的自来水硬度过大,最 好使用去离子水。
1. 切削液的维护与管理:
1) 因混入水份而引起润滑性、防锈性下 降。 2) 因混入漏油使有效成分减少而费起性 能降低。 3) 微细切屑、铁粉、淤渣的堆积导致切 削液的使用性能变差。 4) 机床轴承部件和供液泵中使用的铜合 金产生变黑、腐蚀。
切削液在使用过程中存在较大的问题是微细切屑、铸铁粉、 淤渣等沉积在油箱内加速切削油的劣化变质,使油的粘度 增高或生成胶状物质等。所以在切削过程中,不仅要除去 大切屑,连细微粉也要定期清除,便可减轻切削液的污浊, 延长切 液的使用寿命。在枪钻加工、磨削加工中,金属 粉混入切(磨)浮液不但会损伤供液泵,而且会使已加工 表面粗糙度恶化,所以必须采用过滤法排除切屑。枪钻机 床要求使用10μm的滤纸进行切削液过滤。另外切削液的 油箱也要足够大,使切削液在循环过程中保持足够的油量, 减少切削液的温升。此外,定期补充新液,使供液箱内保 持足够的液量对减少切削液的温升也很重要。切削液的湿 度过高,不 影响工件的加工精度,也会加快切削液的劣 化。
浅述数控车削加工中刀具和切削液的选择
3
洲
岫或动 物 形成跆
车削精密螺皱
1切 断 刀; 9 " 刀 ;_ 0右偏 刀 ; 弯头 车 一 2 0左偏 - 39。 4 - 刀 ; 直头车 刀 ; 成 形车 刀;一 5 一 6 一 7 宽刃精车 刀;一 8 外螺纹 车刀 ; 端 面车刀 ; 一 9 一 1 内螺纹 车刀 ;1 0 1一 内槽车刀 ;2 通孔车刀 ;3 盲孔车刀 1_ 1一 图 3常用车刀类型 袁 1常用车刀的基本 用途
示
乳化油 ,用 4  ̄S 0 O倍的水稀释而成, 车削、钻孔 冷却和清洗性能好 轧{ 也液 2 )以矿物油为主,少量 表面话性剂的 车削 、攻螺纹 乳化油,用 1 ~2 O 0倍的水稀释而成 , 冷却和润滑性能好 3 、在乳化液中加^极压添加剂 高速车削
、
钻孔
1 )矿 2 . 1切削液 的作用 2 .冷却作 用 .I 1 切 削液 可以将 切削过程 中所产生 的热量迅 速地 从切 削区带走 , 切削温度降低 。 使 切削液 的 流动 性越好 , 、 系数 和汽化热等 参数越 比热 导热 高, 则冷却性能越好 。 2 . 滑作用 .2润 1 切 削液能在刀具的前后刀面 与工 件之间形 成一 层润滑薄膜 , 以避 免刀具与工件 或切屑 可 间的直接接触 , 减轻摩擦 和黏结程度 , 因而可减 轻刀具 的磨 损 , 高工件 表面的加工质量。 提 其润 滑性 能取决于切削液 的渗透能力 、 形成 润滑膜 的能力 和强度 。 2- 1 3清洗作用 切 削液 可以冲走切 削 区域和 机床上的细碎 切屑 和脱落的磨粒 , 而避免切屑时黏 附刀具 、 从 堵塞排 屑和划 伤已加 工表面 。 因此 , 要求切削液 有 良好 的流动性 ,并且在 使用时有足够 大的压 力和流 量。 2. .4防锈作用 1 为减轻 工件 、 刀具和机床受周 围介质 ( 如空 气、 水分等 ) 的腐蚀 , 要求切 削液 具有 一定 的防 锈作用 。 防锈作 用的好坏 , 取决于切削液本身 的
切削液成分表
普通型水溶性玻璃切削液成分配比组份名称①投料量(g/L)甘油2%~3%二乙二醇丁醚4%~5%三乙醇胺5%~6%65014%~5%NP-103~5%乌洛托品1%~2%亚硝酸钠4%~5%水余量组份名称②投料量(g/L)矿物油4%~10%妥尔油1~3%二乙二醇4%~5%三乙醇胺5%~6%二乙醇胺1~4%AEO-93%~5%NP-103~5%乙二胺四乙醇1%~2%有机硅消泡剂1~2%亚硝酸钠4%~5%水余量1、切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
水基的切削液可分为乳化液、半合成切削液和合成切削液。
乳化液的成分:矿物油50-80%,脂肪酸0-30%,乳化剂15-25%,防锈剂0-5%,防腐剂<2%,消泡剂<1%半合成:矿物油0-30%,脂肪酸5-30%,极压剂0-20%,表面活性剂0-5%,防锈剂0-10%全合成:表面活性剂0-5%,胺基醇10-40%,防锈剂0-40%2、油基切削液和水基切削液的区别油基切削液的润滑性能较好,冷却效果较差。
水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
含有极压添加剂的切削油,不论对任何材料的切削加工,当切削速度不超过60m/min时都是有效的。
在高速切削时,由于发热量大,油基切削液的传热效果差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。
与油基切削液相比,乳化液的优点在于较大的散热性,清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。
实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟麻削等复杂磨削外的所有磨削加工,乳化液的缺点是空易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
高性能铝合金半合成切削液的研制与应用
高性能铝合金半合成切削液的研制与应用魏朝良;邵腾飞;董莹;杨超【摘要】根据铝及铝合金材料加工的特点,研制一种铝合金半合成切削液,通过防锈、腐蚀、消泡试验评价其防锈、抗腐蚀性能和消泡性能,通过攻丝扭矩试验和摩擦磨损试验评价其润滑性能,通过实际应用评价其加工性能.结果表明,该半合成切削液具有良好的润滑、冷却、防锈、抗腐蚀性能,可满足铝及铝合金材料的加工需要.%According to the processing characteristics of aluminum alloy,a semi-synthetic cutting fluid of aluminum alloy processing was prepared.Its anti-rust,anti-corrosion and anti-foaming characteristics were tested byrust,corrosion,antifoaming tests and its lubricating properties were tested by tapping torque and friction wear tests.Its processing performance was evaluated through the practical application.The results show that the prepared semi-synthetic cutting fluid has good lubrication,cooling,anti-rust and anti-corrosion properties,it can meet the requirement of aluminum alloy processing.【期刊名称】《润滑与密封》【年(卷),期】2013(038)004【总页数】6页(P102-107)【关键词】金属加工液;半合成切削液;铝合金【作者】魏朝良;邵腾飞;董莹;杨超【作者单位】中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032【正文语种】中文【中图分类】TH117.1;TG502.16目前,铝合金材质被广泛应用于汽车发动机、变速器、航空设备和其他机械设备行业,因而对铝合金加工专用切削液的需求也日益增长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
极压半合成切削液选用
江苏加美极压半合成切削液,具有优秀的润滑性能,防锈性能和冷却性能。废屑沉淀快,含
有特效防氧化成份,可有效杜绝铜合金和铝合金工件在加工后出现白斑或发黑等氧化变色现
象,适用于铝合金、铜合金、不锈钢、合金钢、铸铁、高碳钢等材料的切削、磨削、钻孔、
冲压等金属加工方式。【加美润滑油全国招商火热进行中,诚邀您的加盟!】
一、极压半合成切削液选用参数:
二、极压半合成切削液相关推荐:
三、极压半合成切削液知识分享:
切削液使用应注意的3点
1、更换机床切削液时,一定要将原切削液倾倒干净,并进行彻底的清洗;否则已变质