光纤连接器生产流程图001
光纤材料

国内现状
1963年 1963年 开始光通信的研究 1977年 第一根短波长(0.85mm)阶跃型石英光纤问世, (0.85mm)阶跃型石英光纤问世 1977年,第一根短波长(0.85mm)阶跃型石英光纤问世,损耗 为300dB/km 1978年 阶跃光纤的衰减降至5dB/km 5dB/km。 1978年,阶跃光纤的衰减降至5dB/km。研制出短波长多模梯 度光纤, G.651光纤 度光纤,即G.651光纤 1979年 研制出多模长波长光纤,衰减为1dB/km 建成5.7 1dB/km。 1979年,研制出多模长波长光纤,衰减为1dB/km。建成5.7 km、8Mb/s光通信系统试验段 km、8Mb/s光通信系统试验段 1980年 1300nm窗口衰减降至0.48dB/km,1550nm窗口衰减 窗口衰减降至0.48dB/km 1980年 1300nm窗口衰减降至0.48dB/km,1550nm窗口衰减 0.29dB/km。 为0.29dB/km。 1981年多模光纤活动连接器进入实用 1981年多模光纤活动连接器进入实用 1984年 武汉、天津34Mb/s市话中继光传输系统工程建成( 34Mb/s市话中继光传输系统工程建成 1984年 武汉、天津34Mb/s市话中继光传输系统工程建成(多 模) 1990年 研制出G.652标准单模光纤,最小衰减达0.35dB/km G.652标准单模光纤 1990年,研制出G.652标准单模光纤,最小衰减达0.35dB/km 1992年降至 年降至0.26dB/km 1992年降至0.26dB/km
14
§1.3 现代光纤通信技术
光纤通信技术特点 传输容量大。 传输容量大。 传输损耗小, 传输损耗小,中继距离长 抗干扰性好,保密性强, 抗干扰性好,保密性强,使用安全 材料资源丰富,可节约金属材料 材料资源丰富, 重量轻,可挠性好, 重量轻,可挠性好,敷设方便 缺点:例如组件昂贵,光纤质地脆、机械强度低, 缺点:例如组件昂贵,光纤质地脆、机械强度低,连接比
odf光纤配线架制造工艺流程

odf光纤配线架制造工艺流程好的,以下是为您生成的一篇关于“odf 光纤配线架制造工艺流程”的文章:---# 【odf 光纤配线架制造工艺流程】## 一、历史回顾其实啊,ODF 光纤配线架的出现可不是一蹴而就的。
在通信技术还没有这么发达的时候,我们传递信息的方式那叫一个简单粗暴。
后来,随着科技的进步,对信息传输的速度和质量要求越来越高,ODF 光纤配线架也就应运而生了。
早期的通信线路就像是一条条狭窄的小路,能传输的信息非常有限。
而光纤的出现,就好比把这些小路拓宽成了高速公路。
但有了高速公路,还得有规范的出入口和服务区,ODF 光纤配线架说白了就是这个“出入口和服务区”,让光信号能够有条不紊地进出和调度。
它的发展也是经历了多个阶段。
从最初的简单结构,只能容纳少量光纤,到现在的复杂、高效、大容量的设计,每一次改进都是为了更好地满足不断增长的通信需求。
## 二、制作过程### 1. 材料准备制作 ODF 光纤配线架,首先得准备好各种材料。
这就好比做菜,得先把食材都准备齐全。
材料包括高质量的金属板材,比如钢板、铝板,用于制作框架和外壳,保证配线架的坚固耐用;还有各种塑料组件,用于隔离和保护光纤;当然,最重要的是各种精密的光纤连接器件,这可是核心部件。
比如说,金属板材就像是房子的框架,得结实稳固,能承受各种外界的影响;而塑料组件呢,就像是房子里的隔断,把不同的区域划分得清清楚楚。
### 2. 框架制造有了材料,接下来就是制造框架。
通过切割、冲压、折弯等工艺,把金属板材变成我们需要的形状和尺寸。
这一步可需要非常精准的操作,就像是裁缝做衣服,尺寸稍有偏差,衣服就不合身了。
比如说,切割得不准确,框架可能就拼接不起来;折弯的角度不对,整个结构就会不稳定。
### 3. 表面处理框架做好后,还得进行表面处理。
这包括喷漆、镀锌等,一方面是为了美观,另一方面也是为了防锈、防腐蚀,延长使用寿命。
打个比方,这表面处理就像是给框架穿上一层防护服,让它能在各种恶劣环境下都能“坚守岗位”。
PCN变更管理制度(A0)ZT-GZYF-001

1、目的为加强对产品变更的监控,确保提高产品质量和生产有序进行,特制定本制度。
2、适用范围适用于本公司接头盒、终端盒、光纤快速连接器和光分路器产品变更的管理。
3、定义3.1工程变更:主要包括供方和公司内部的设计、工艺、材料、设备、关键人员等变更。
3.2擅自变更:未经过相关部门确认及领导审批的。
4、职责4.1研发部:负责工程变更申请,并就变更内容与供方或客户进行沟通、确认。
4.2质管部、制造部和物控部、市场部负责内部变更申请的相关会签。
4.3副总经理:负责对有争议的变更申请进行裁决。
5、操作流程见第3页6、程序说明6.1供方提出的工程变更6.1.1 PCN的申请、审批、实施具体参照《PCN控制协议》执行。
6.1.2PCN审批由采购部SQE组织相关人员审批,提交研发部主管批准,有争议的应在2个工作日内由副总经理裁决。
申批时需确认如下影响:1)此变更对本公司产品重要性及HSF风险评估;2)变更是否会影响零件外型,配合及功能;3)AQL状态是否需要更改;4)是否会影响生产,库存如何处理,何时实施;5)是否涉及到材料价格的变更;6)是否涉及到相关技术文件的更新;7)各部门认为其它需要确认的事项。
6.2 内部提出的工程变更6.2.1工程变更的提出内部变更统一由研发部填写《变更申请及变更通知单》提出申请。
6.2.2工程变更的审批经部门经理审批后,组织质管部、制造部等相关部门对变更内容评审会签。
会签的方式可以是书面/会议,任一部门不同意,可由副总经理裁决。
涉及与客户联合开发的产品,还应得到客户的书面确认后方可执行变更,具体见 6.2.4。
内部《变更申请及变更通知单》由研发部存档。
6.2.3工程变更的实施《变更申请及变更通知单》经批准后,研发部分发各相关部门,各部门按要求和审批意见执行;涉及相关文件变更的,必须在3个工作日内完成相关文件的变更并下发最新修改后文件。
6.2.4客户沟通研发部负责与客户进行变更过程前、过程中、变更后各阶段的确认工作,保留相关确认邮件,在得到客户书面确认回复后方可执行变更,同时向客户发放书面的(可传真)《变更申请及变更通知单》。
光纤跳线制作过程
光纤跳线制作过程
光纤跳线是一种用于连接光纤设备的电缆,通常用于将光纤设备与光纤终端连接起来,以传输高速的光信号。
光纤跳线的制作过程需要经过以下几个步骤:
1.材料准备
2.光缆剥皮
将光缆的外皮剥离,通常是使用剥线工具轻轻切开外皮,然后撕去外皮,露出里面的光纤。
3.清洁光纤
用光纤清洁纸轻轻擦拭光纤的裸露部分,确保光纤干净无尘。
这一步非常重要,因为尘埃和污垢可能会影响光信号的传输效果。
4.熔接连接器
将光纤连接器插入压接工具中,然后将光纤插入连接器的空腔中。
然后使用热缩管或其他方式将光纤连接器与光纤绳固定在一起。
5.热缩处理
将连接好的光纤连接器放入加热器中进行热缩处理。
热缩处理可以使连接器更加牢固,同时保护光纤免受损坏。
6.标记和测试
7.包装和存储
最后,将制作好的光纤跳线进行包装,并将其储存到合适的地方,以便后续使用。
光纤跳线的制作过程需要经验丰富的技术人员进行操作,因为光纤跳线的质量直接影响到光信号的传输效果。
在制作过程中,需要高度注意光纤的清洁、连接器的精确安装以及后续的测试和包装工作。
另外,制作光纤跳线的工艺过程也可能会因为不同厂商或不同型号的光缆而有所差异。
因此,在实际操作过程中,可以根据具体的光缆和连接器的要求及厂商提供的制作手册进行操作。
光纤跳线制作过程
光纤跳线制作过程第一步:准备工作在制作光纤跳线之前,需要先准备好所需材料和工具。
材料包括光纤连接模块、光纤连接器、光纤以及相应的配件,如套管、保护管等。
工具包括镊子、裁剪刀、清洁剂等。
第二步:清洁连接器光纤连接器是光纤跳线中最关键的部件之一,因此在制作光纤跳线之前,需要将连接器进行清洁,保证其表面的纤维光洁净。
可以使用专门的光纤连接器清洁剂和纤维布进行清洁,确保连接器表面没有灰尘和污垢。
第三步:剥除光纤外皮接下来需要将光纤外皮进行剥离,露出内部的纤芯和包覆层。
使用裁剪刀轻轻划开外皮,然后用镊子握住外皮一端,用力将其剥离。
注意要小心操作,避免损坏纤芯和包覆层。
第四步:修剪光纤在剥离外皮之后,需要根据需要修剪光纤末端,使其长度适合连接模块和连接器。
使用裁剪刀将光纤末端剪断,注意要剪得平整,以保证光纤连接质量。
第五步:清洁光纤末端剪断光纤之后,需要将光纤末端进行清洁,以确保纤维表面的洁净度。
使用光纤连接器清洁剂和纤维布轻轻擦拭光纤末端,去除残留的污垢和油脂。
第六步:安装连接模块将光纤末端插入光纤连接模块中,确保与模块的纤芯对齐。
根据不同的连接模块类型,可能需要进行一些特殊的安装操作,如旋转或按下等。
请参考连接模块的使用说明书进行操作。
第七步:安装连接器将光纤连接器插入连接模块中,并确保与连接模块的纤芯对齐。
将连接器轻轻旋转和推入,直到连接器完全插入模块。
确保连接器与模块的连接牢固,以防止断裂或松动。
第八步:固定连接器为了保护连接器和光纤,需要在连接器和连接模块之间安装一些配件,如套管、保护管等。
这些配件可以固定连接器和模块之间的连接,同时还能提供一定的保护和防护作用。
第九步:测试连接质量制作完光纤跳线之后,需要通过光纤测试仪对连接质量进行测试。
测试可以包括光损耗测试、插旋测试、反射损耗测试等。
根据测试结果,可以判断制作的光纤跳线是否合格。
第十步:完成制作当所有测试结果都正常之后,光纤跳线制作就完成了。
H3C WCM V100R001&WA2100V100R001系列无线产品配置手册
产品名称密级内部公开H3C WCM V100R001&WA2100V100R001版本(国内版)产品版本共23页V100R001H3C WCM V100R001 &WA2100V100R001系列产品配置手册(国内版)(仅供内部使用)拟制: 张弛日期:2007-02-11审核: 汲哲日期:yyyy-mm-dd审核: 周国军日期:2007-03-22批准: 日期:yyyy-mm-dd华为三康技术有限公司版权所有侵权必究《配置手册》写作原则:请务必按照产品BOM清单结构进行编写,先列出产品清单,再对清单中各项目的配置原则、配置算法、配置注意事项进行详细说明。
一定要根据产品实际的研发状态,明确当前能提供的和不能提供的、存在的局限性、相关产品配合关系或要求、市场部门注意事项(要用红色字体醒目标出),不得有任何夸张与超前宣传。
对于资料修订的,一定要在修订记录里写清楚本文档的资料版本号,与上一资料版本号的文档相比增加、删除、修订了哪些主要内容。
《配置手册》模板使用说明:本模板是公司统一使用的模板,各产品在写作过程中可结合自身特点,在遵循写作原则的基础上,对章节作适当的调整和修改。
修订记录日期修订版描述作者本2007-02-11 V1.00 H3C版本配置手册张弛目录1电信网络系统总体介绍 (8)1.1企业网络典型组网 (8)1.2运营商热点覆盖 (9)2产品基本配置说明 (9)2.1主机布置 (9)2.1.1H3C WX5002系列无线控制器 (9)2.1.2H3C LS8M1WCM128A0无线控制器业务板模块 (10)2.1.3H3C WA2110-AG无线接入点 (11)2.1.4基本配置说明 (12)2.2H3C WCM V100R001&WA2100V100R001产品配置清单及配置说明 (12)2.2.1产品配置清单 (12)2.2.2配置说明 (13)2.3H3C WCM V100R001&WA2100V100R001系列国内版整机配置说明 (13)2.3.1整机配置清单 (13)2.3.2整机配置说明 (14)2.4H3C WX5002系列无线控制器光模块配置说明 (14)1)千兆多模光接口模块(850nm,0.55km) (14)2)千兆单模光接口模块(1310nm,10km) (15)3)千兆单模光接口模块(1310nm,40km) (15)4)千兆单模光接口模块(1550nm,40km) (15)5)千兆单模光接口模块(1550nm,70km) (15)3外部电缆(光缆)配置说明 (15)3.1各种外部光缆配置清单 (15)3.2各种外部电缆的配置清单 (18)4发货附件配置说明 (18)5发货附件清单安装成套件配置说明 (19)6配套设备配置说明 (19)7相关服务器的配置说明 (19)8终端系统配置说明 (19)9网管系统配置说明 (19)9.1网管系统连接示意图 (19)图10 无线控制器网管系统连接示意图 (19)9.2网管系统的配置清单控制器 (20)9.3网管系统配置说明 (20)10扩容和升级改造方法与配置说明 (20)10.1扩容方法与配置说明 (20)10.2升级改造方法与配置说明 (20)10.2.1升级改造方法 (20)10.2.2升级设备的清单 (20)10.2.3可升级部分的说明 (21)10.2.4更换部件注意事项 (21)11其它配置说明 (21)11.1附录I:配置计算模板 (21)11.2附录II:产品性能指标 (21)11.3附录III:缩略语清单 (22)表目录表1 H3C WCM V100R001&WA2100V100R001国内版产品清单 (13)表2 成套光纤清单 (15)表3 外部电缆/光缆列表 (21)图目录图1 企业无线局域网典型组网图 (8)图2 热点覆盖典型组网 (9)图3 H3C WX5002系列无线控制器前面板示意图 (9)图4 H3C WX5002系列无线控制器后面板示意图 (10)图5 H3C WX5002系列无线控制器外观示意图 (10)图6 H3C LS8M1WCM128A0无线控制器业务板模块前面板示意图 (10)图7 H3C LS8M1WCM128A0无线控制器业务板模块外观示意图 (11)图8 H3C WA2110-AG接口示意图 (11)图9 H3C WA2110-AG正视图 (12)图10 无线控制器网管系统连接示意图 (19)H3C WCM V100R001&WA2100V100R001系列无线产品配置手册关键词:无线控制器(AC)、Fit AP摘要:本文介绍了H3C WCM V100R001&WA2100V100R001系列无线产品的组成和配置原则,保证产品的正确组网,报价和正确发货。
光纤熔接技术介绍

多模与单模的区分:1、多模(MM)是橘红色的,单模(SM)是黄色的;2、你能看见A4b,A8b...表示多模4芯,多模8芯,而B4b,B8b,B48B...表示单模4,8,48芯SO:A表示多模,B表示单模另外单模上还有个标计9/125多模为62.5/125或50/125 tttta007 2009-11-22 22:45:04 前面的回答不尽正确单模光缆表面一般印有G652B或者G652D,或者有芯数+B1.x,如24B1.1 表示含有24芯B1.1光纤即G.652B光纤,如48B1.3 表示含有48芯B1.3光纤即G.652D光纤多模光缆一般芯数都比较小,一般印有芯数+ A1b或A1a(注意大小写,A1a代表50/125多模光纤,A1b代表62.5/125多模光纤),或者直接印有50/125或者62.5/125 以及其它类似MM、OM1、Om2、OM3之类的标识等等型式由5个部分构成,各部分均用代号表示S是指光纤松套被覆结构;GYSTA有松套结构,而GYTA没有这种结构;光缆型号组成代号含义一分类GY 通信用室外(野外)光缆GM 通信用移动光缆GJ 通信用室(局)内光缆GS 通信用设备用光缆GH 通信用海底光缆GT 通信用特殊光缆二加强构件无金属加强构件F 非金属加强构件G 金属重型加强构件三S 光纤松套被覆结构J 光纤紧套被覆结构D 光纤带结构光缆结构特性无层绞式结构G 骨架槽结构X 缆中心管(被覆)结构T 填充式结构B 扁平结构Z 阻燃C 自承式四护套Y 聚乙烯V 聚氯乙烯F 氟塑料U 聚氨酯E 聚酯弹性体A 铝带--聚乙烯粘结护层S 钢带--聚乙烯粘结护层W 夹带钢丝的钢带--聚乙烯粘结护层L 铝G 钢Q 铅五外护层铠装层0 无铠装2 双钢带3 细圆钢丝4 粗圆钢丝5 皱纹钢带6 双层圆钢丝外被层或护套1 纤维外护套2 聚氯乙烯护套3 聚乙烯护套4 聚乙烯护套加敷尼龙护套5 聚乙烯管六光纤芯数直接由阿拉伯数字写出七光纤类别A 多模光纤B 单模光纤如:GYTA-12B1为GYTA 室外用金属重型加强构件聚乙烯粘结护层铝带屏蔽通信光缆,后面12表示12芯,B表示单模,B1代表G.652类是常规单模光纤。
E-2000连接器工艺说明
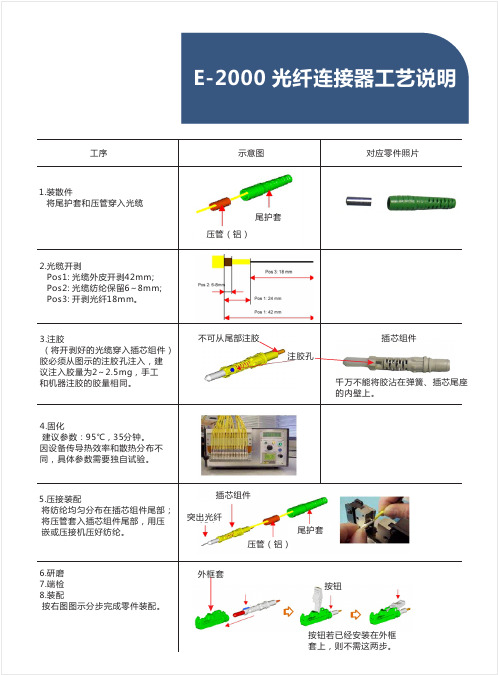
工序
示意图
对应零件照片
Hale Waihona Puke 1.装散件 将尾护套和压管穿入光缆
2.光缆开剥 Pos1: 光缆外皮开剥42mm; Pos2: 光缆纺纶保留6~8mm; Pos3: 开剥光纤18mm。
尾护套 压管(铝)
3.注胶 (将开剥好的光缆穿入插芯组件) 胶必须从图示的注胶孔注入,建 议注入胶量为2~2.5mg,手工 和机器注胶的胶量相同。
不可从尾部注胶
注胶孔
插芯组件
千万不能将胶沾在弹簧、插芯尾座 的内壁上。
4.固化 建议参数:95℃,35分钟。 因设备传导热效率和散热分布不 同,具体参数需要独自试验。
5.压接装配 将纺纶均匀分布在插芯组件尾部; 将压管套入插芯组件尾部,用压 嵌或压接机压好纺纶。
插芯组件
突出光纤
尾护套 压管(铝)
6.研磨 7.端检 8.装配 按右图图示分步完成零件装配。
外框套
按钮
按钮若已经安装在外框 套上,则不需这两步。