相信摩擦块130416A FRT PAD NP630 WEAR TEST成绩书
Adidas法马丁代尔摩擦测试GE-63Martindale abrasion 17[1].10.05 ch
![Adidas法马丁代尔摩擦测试GE-63Martindale abrasion 17[1].10.05 ch](https://img.taocdn.com/s3/m/04598bf77c1cfad6195fa7b7.png)
實驗室手冊 (鞋類)
測試方法
GE-63
马丁代尔磨擦(Martindale Abrasion)
• 适用于纺织品内里材料和纺织品鞋面材料的试样固定头(参阅图 2)。
R = 1mm
附合 DIN EN ISO 05470-2 标准的适用于纺织品内里材料 的标准试样固定头
有改动的试样固定头 (适用于鞋面纺织品材料)
測試鑒定 1. 當材料最上層經緯均被磨斷時所需的來回次數確定為極點(結果). 2. 若經緯層在未達到規定來回次數之前就被磨斷,就將試樣仍然完好無損時的最後
一個檢查時的數字作為測試結果. 3. 检查试样时,必须观察试样在磨擦范围的中央的破坏,而不是检查其边界. 4. 將兩件試樣的來回次數的平均值作為測試結果. • 注意…極點(結果)不可能一個步驟達到, 測試人員必須對材料表面作多次檢查:
實驗室手冊 (鞋類)
測試方法
GE-63
马丁代尔磨擦(Martindale Abrasion)
测试鉴定: -- 當材料最上層經緯均被磨斷時所需的來回次數確定為極點(結果). -- 若經緯層在未達到規定來回次數之前就被磨斷,就將試樣仍然完好無損時的最後
一個檢查時的數字作為測試結果. -- 检查试样时,必须检查试样在磨擦范围中央的破坏以及边界的破坏.试样的破损
實驗室手冊 (鞋類)
測試方法
加热炉用钴合金Co_20耐热垫块改进试验_彭其春
收稿日期:2003-06-09 作者简介:彭其春(1964—),男,武汉科技大学功能钢铁材料及资源利用研究中心,副教授,工学博士.加热炉用钴合金Co -20耐热垫块改进试验彭其春1,李光强1,杨成威1,顾克井2,朱伟中2,姚嘉斌2(1.武汉科技大学,湖北武汉,430081;2.酒泉钢铁公司,甘肃酒泉,735000)摘要:基于钴基合金Co -20的主要成分,采用双真空冶炼和熔模铸造,试制了铸坯加热炉用钴合金耐热垫块。
检测结果表明,试制合金的硬度、耐磨性和高温抗氧化性均优于Co -20。
试制垫块在武汉钢铁(集团)公司第一热轧厂3#加热炉试用,情况良好。
关键词:钴基合金;加热炉;垫块中图分类号:TF125.2+12 文献标识码:A 文章编号:1672-3090(2003)04-0331-03 铸坯加热炉炉内气氛温度一般高达1300~1450℃,固定在炉底支撑梁上的耐热垫块在超高温和氧化-硫化气氛及重载荷的恶劣工作条件下支撑和传递铸坯,是加热炉的关键部件。
目前国内外步进梁式铸坯连续加热炉的炉底垫块均采用钴基合金制造[1],性能尚能满足使用要求,但其缺点是塑韧性、抗高温氧化、抗热腐蚀性能等均较低,导致使用时垫块高度损耗较大,有时甚至产生严重变形和开裂,降低了使用寿命[2]。
1 武钢第一热轧厂加热炉用钴合金情况目前武汉钢铁(集团)公司(简称武钢)第一热轧厂有4座加热炉,在加热炉不同部位采用不同的耐热垫块,见表1。
一般耐热垫块在加热炉服役18个月左右后,在高度方向上磨损量约为30mm ,此时需更换垫块。
为了提高其寿命,降低热轧厂的成本,笔者对加热炉用钴合金耐热垫块进行了改进试验,在成分、冶炼、铸造、热处理工艺改进等方面做了一些工作。
表1 加热炉不同部位垫块所采用的材质部位预热段第一加热段第二加热段均热段材质Cr30Ni 20CoCo -20Co -40Co -502 试验过程试验在50kg 真空感应炉上进行。
aatcc标准摩擦布

aatcc标准摩擦布
AATCC标准摩擦布。
AATCC标准摩擦布是一种用于测试织物耐磨损性能的重要工具,它在纺织品
行业中具有广泛的应用。
本文将介绍AATCC标准摩擦布的相关知识,包括其定义、分类、使用方法以及在纺织品测试中的作用。
AATCC标准摩擦布是由美国纺织化学工程师学会(AATCC)制定的一项标准,用于评估织物的耐磨损性能。
根据不同的测试要求,AATCC标准摩擦布可以分为
干摩擦布和湿摩擦布两种类型。
干摩擦布主要用于测试织物在干燥条件下的耐磨性能,而湿摩擦布则用于测试织物在潮湿条件下的耐磨性能。
在实际测试中,使用AATCC标准摩擦布的方法非常简单。
首先,将待测试的
织物样品与摩擦布放置在摩擦试验机上,然后通过一定的摩擦力和摩擦次数进行测试。
最后,根据测试结果来评估织物的耐磨损性能,从而为产品的质量控制提供依据。
AATCC标准摩擦布在纺织品测试中起着至关重要的作用。
通过对织物的摩擦
性能进行测试,可以帮助生产厂家了解产品的耐磨损程度,从而指导生产工艺和材料选择。
同时,消费者也可以通过AATCC标准摩擦布测试结果来选择具有良好耐
磨性能的织物制品,提高购物体验。
总之,AATCC标准摩擦布是纺织品行业中不可或缺的测试工具,它为产品质
量控制和消费者选择提供了重要依据。
通过了解AATCC标准摩擦布的相关知识,
可以更好地理解纺织品的耐磨损性能测试方法,为行业发展和产品改进提供参考。
爱得文测试标准

Stella International LtdMaterial Standard SheetDesription: RUBBER OUTSOLE (橡膠大底)Stella International LtdMaterial Standard SheetDesription: PU OUTSOLE (PU大底)Stella International LtdMaterial Standard SheetDesription: TPR OUTSOLE (TPR大底)Stella International LtdMaterial Standard SheetDesription: PVC OUTSOLE (PVC大底)Stella International LtdMaterial Standard SheetDesription: EV A MIDSOLE(EV A中底)Stella International LtdMaterial Standard SheetDesription: PU MIDSOLE(PU中底)Stella International LtdMaterial Standard SheetDesription: UPPER LEATHER(鞋面皮料)Stella International LtdMaterial Standard Sheet Desription: UPPER PU LEATHER(PU皮鞋面)Stella International LtdMaterial Standard SheetDesription: UPPER FABRIC(鞋面布)Stella International LtdMaterial Standard SheetDesription: KID LEATHER(羊皮)Stella International LtdMaterial Standard SheetDesription: LINING AND SOCKLINING LEATHER(內裡皮料)Stella International LtdMaterial Standard SheetDesription: LINING AND SOCKLIING FABRIC(布類內裡)Stella International LtdMaterial Standard SheetDesription: LINING AND SOCKLINING PU(內裡PU)Stella International LtdMaterial Standard SheetDesription: COUNTER(後踝裡)Stella International LtdMaterial Standard SheetDesription: LACE(鞋帶)Stella International LtdMaterial Standard SheetDesription: VELCRO(摩術帶)Stella International LtdMaterial Standard SheetDesription: ZIPPER(拉鏈)Stella International LtdMaterial Standard SheetDesription: Hardware(飾扣)Stella International LtdMaterial Standard SheetDesription: TAPE(織帶)Stella International LtdMaterial Standard SheetDesription: GORE (鬆緊帶)Stella International LtdMaterial Standard SheetDesription: High Heels(高跟)Stella International LtdMaterial Standard SheetDesription:TOPLIFT(天皮)Stella International LtdMaterial Standard SheetDesription: THREAD(車線)Stella International LtdMaterial Standard SheetDesription: ALL LIGHT COLOR MATERIAL (所有淺顏色材料)Stella International LtdMaterial Standard SheetDesription: WHOLE SHOE (成品鞋)Stella International Ltd Performance Specifications Table of ContentsDATE:2008/05/22O-01 RUBBER OUTSOLE (橡膠大底)O-02 PU OUTSOLE(PU大底)O-03 TPR OUTSOLE(TPR大底)O-04 PVC OUTSOLE(PVC大底)M/S-01 EV A MIDSOLE(EV A中底)M/S-02PU MIDSOLE(PU中底)U-01 UPPER LEATHER(鞋面皮料)U-02 UPPER PU LEATHER(PU皮鞋面)U-03.UPPER.FABRIC(鞋面布)U-04.KID LEATHER(羊皮)L-01 LINING LEATHER(內裡皮料)L-02 LINING AND SOCKLIING FABRIC(布類內裡)L-03 LINING AND SOCKLINING PU(內裡PU)L-04 COUNTER(後踝裡)C-01 LACE (鞋帶)C-02 VELCRO (魔術帶)C-03 ZIPPER(拉鏈)C-04 HARDWEAR(飾扣)C-05 TAPE(織帶)C-06 GORE (鬆緊帶)C-07 HIGH HEEL(高跟)C-08 TOPLIFT(天皮)C-09 THEAD(車線)C-10 ALL LIGHT COLOR MATERIAL(所有淺顏色材料)T-01 WHOLE SHOE(成品鞋)。
马丁代尔耐磨测试仪
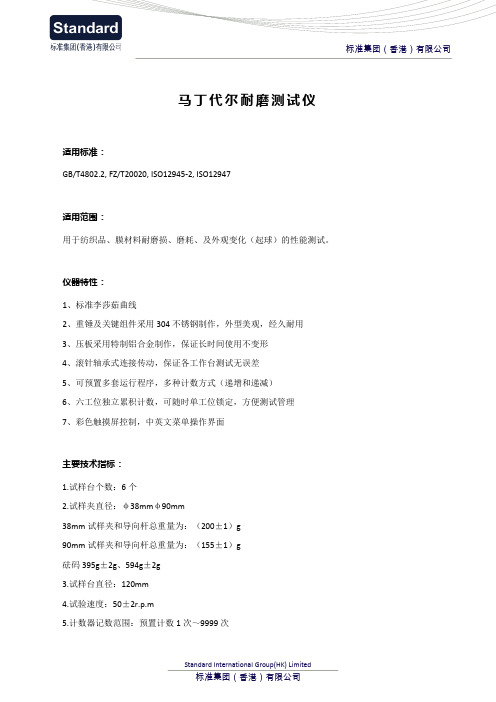
马丁代尔耐磨测试仪
适用标准:
GB/T4802.2, FZ/T20020, ISO12945-2, ISO12947
适用范围:
用于纺织品、膜材料耐磨损、磨耗、及外观变化(起球)的性能测试。
仪器特性:
1、标准李莎茹曲线
2、重锤及关键组件采用304不锈钢制作,外型美观,经久耐用
3、压板采用特制铝合金制作,保证长时间使用不变形
4、滚针轴承式连接传动,保证各工作台测试无误差
5、可预置多套运行程序,多种计数方式(递增和递减)
6、六工位独立累积计数,可随时单工位锁定,方便测试管理
7、彩色触摸屏控制,中英文菜单操作界面
主要技术指标:
1.试样台个数:6个
2.试样夹直径:φ38mmφ90mm
38mm试样夹和导向杆总重量为:(200±1)g
90mm试样夹和导向杆总重量为:(155±1)g
砝码395g±2g、594g±2g
3.试样台直径:120mm
4.试验速度:50±2r.p.m
5.计数器记数范围:预置计数1次~9999次
6.电机功率:250W,转速: 1400 r.p.m
7.电源:AC220V±10%、50Hz。
橡胶件检验报告

5
扯断强度
不小于9.8MPa
□OK
□NG
6
扯断伸长率
不小于250%
□OK
□NG
7
永久变形
不大于10%
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK□NG□Fra bibliotekK□NG
综合判定
检验
审核
橡胶件检验报告
表格编号:NO:
产品名称
公司名称
批量数
产品编号
产品型号
生产单号
样本数
日期
抽样方案
项目类别
AQL
IL
Ac
Re
填表说明
正常检验一次抽样方案
尺寸
填表时,尽可能以数据表达,其余则按“√”表示“合格”,“X”表示“不合格”,“/”表示未检或不检。当样本数≤8个,则填写全部检测记录;当样本数>8个,则只填写8个检测记录(超差的先记),其余不填写。
性能
外观
序号
检验项目
检验标准(要求)
检测数据
判定
1
2
3
4
5
6
7
8
1
产品标识
产品外包装注明生产单位,日期
□OK
□NG
2
外观
表面平滑表面光滑平整,应无气泡、缺胶、脱层、疤结、裂纹等缺陷,应无刺激性气味,允许有橡胶味
□OK
□NG
3
尺寸
符合图纸要求
□OK
□NG
4
橡胶垫片、垫圈硬度
MS210-05(中文)
适用车种技术标准ENGINEERING STANDARD 页数全车种1/10制作署材料规格规格编号非金属材料研究组MS 210-05题目:PLASTIC 成型品–内装用目次1.适用范围2. 种类及标号3. 品质3.1 一般要求事项3.2 详细要求事项4. 实验方法4.1一般条件4.2实验顺序4.3 耐热CYCLE性实验4.4 耐热老化性实验4.5 耐光性实验4.6 耐震动性实验4.7 耐药品性实验4.8 耐磨性实验4.9 耐表面损伤性实验4.10 耐冲击性实验4.11 耐FOGGING(雾化)性实验4.12 防带电性实验5. 标识6. 其它EMS30001 全面改正ALL 03.01.07 정순준EMS10145 全面改正ALL '01.07.16 정순준EMSW0103 全面改正ALL '98.10.01 강정원ESJ 058 限定值变更PAGE 3 '88.02.12 박운식ESF-043 新规作成ALL '81.12.03 김영기编号EO 编号变更细目关联 PAGE 改正日期作成者制订日期1981. 12. 03.参考资料报告书NO : THJH PL02-12-03RECY10216-021226 区分作成检讨承认职责팀원W/G장팀장原本保管处IPIS(ES/MS管理SYSTEM) 决裁연구원갑정순준12-24-02선임을최치훈12-27-02수석연구원황태원12-30-021F-SG-00002 现代ㆍ起亚汽车 1. 适用范围本规定适用于对内饰用PLASTIC (塑料)产品一般性能的评定.但是,在本规定中不涉及在其他工程规格和材料规格中已规定的产品特性与组成成分.2. 种类 及 编号分类为6种其编号参见表1.표1编 号 特 性 备 注MS 210-5-X 耐热性 120 ℃ 照射红外线 MS 210-5-A 耐热性 110 ℃ MS 210-5-B 耐热性 100 ℃ MS 210-5-C-1 耐热性 90 ℃ MS 210-5-C-2 耐热性 90 ℃ 未照射红外线 MS 210-5-D耐热性 80 ℃3. 品质3.1 及 3.2的要求事项必须满足. 此外在设定每类产品检查协定时根据该限定值进行判断.3.1 一般要求事项1) 色泽亮度在自然光照下必须在标准样本范围内.2) 在产品表面:痕迹, 亮化, 压痕, 显著的 WELD MARK, FLOW MARK, 针孔, 粘着物等均不能有. 3) 聚酰胺(尼龙)产品原则上成型1小时后,须在热水(80 ℃ 以上)浸泡1小时.3.2 详细要求事项按照4项所规定实验方法进行实验时必须满足表2所示要求事项.或者原则上耐热CYCLE 性, 耐热老化性实验依据实际车状态或与实际车相同的条件 (安装W/SHIELDGLASS 及 RR GLASS) 下实施实验.但, GLASS 与车身之间密封不严时并不影响实验的实施.表2项目要求事项实验方法耐热 CYCLE性·肉眼可见的비틀림, 变形,变色, 龟裂, 残留,剥离,显著的硬度变化,粘着物等均不能出现.·松动的连接件如螺丝螺母等不能出现.·不能出现影响内部机械性能的变形.4.3项耐热老化性 4.4项耐光性·肉眼可以确认的变形,褪色等不能出现.·GRAY SCALE 3级以上(但, 对涂装产品的情况附着性达到 M-2.5 以上)4.5项耐震动性·破裂,变形等会对产品的使用产生阻碍的,松动的螺丝螺母等均不能出现. 4.6项耐药品性·肉眼可见的变形, 剥落, CRACK, 起泡等不允许出现. 4.7项耐磨性·3级以上 4.8项耐表面损伤性·3级以上 4.9项耐冲击性·破裂, 龟裂, 变形等对外观有显著影响的缺陷不能出现. 4.10项耐 FOGGING性·CRASH PAD : 10% 以下·DR TRIM, RR SHELF, HMS LAMP 等 : 15 %以下·FLOOR CONSOLE, CARPET 等 : 15 %以下4.11项防带电性·着色 PP成型品注1)(着色品) : 表面电阻率≤ 1013Ω·其他材料参见图面要求.4.12项环境有害物质·必须满足MS 201-02的要求事项. MS 201-02 주1) 着色PP成型品 : NON-PAINT PP 成型品4. 实验方法4.1 一般条件4.1.1 实验室标准条件实验品在实验前23 ±2 ℃和 50 ±5 % RH条件下状态调整24小时并在同一理化条件下实施实验. 如果有无法达到实验室标准状态的情况应记录下实验时的温度,湿度.4.1.2 试样种类试样应从量产品中选择或在与完成品相同的制造条件下制作.但试样应经过电镀,真空蒸发,HOT STAMP(火印), 涂装等2次加工,并且2次加工面的详细要求必须遵循各自的SPEC(规格).4.2 实验顺序图纸有特别限定的情况时,在耐热老化性实验后实施耐震动性实验.4.3 耐热 CYCLE性实验4.3.1耐热 CYCLE性实验1) 实验条件按照图 1重复3次耐热CYCLE性实验.(a) 耐热性 : 产品表面温度参见表3.但, 如有特别的图面要求时遵照图面要求.(b) 耐寒性 : -30 ± 2 ℃(所有产品).(c) 耐湿性 : 50 ± 2 ℃, 90 % RH 以上(所有产品).图 1. 耐热CYCLE实验2) 热传感器设置方法根据MS 200-48, 3.4项的参考图 1设置.3) 评价3 次实验完成后应确认外观和性能.但,对耐热期间的外观变化及 3 次实验后变形量, 应测定变形量并将评价结果补充进参考资料中.4.3.2 耐 THERMAL SHOCK性实验 (适用于图面上特别指出的部位)在按照表1的耐热性温度设定的恒温中放置3分钟后, 再在室温中放置10分钟. 以此为 1CYCLE进行 5 次实验.表 3区分表面温度(℃)环境温度(℃) 适用产品举例(参考)直接经受日光照射的产品X 120 ± 2 85 ± 2酷热地区使用的C rash pad 上部,RR SHELF 上部产品(例澳大利亚)CRASH PADCLUSTER PANEL (露出TYPE)DEFROSTER GARNISHRR SPEAKER GARNISHHIGH MT’G STOP LAMP其他各种 COVERA 110 ± 280 ± 2C rash pad 上部,RR SHELF 上部产品CRASH PADCLUSTER PANEL (露出TYPE)DEFROSTER GARNISHRR SHELFRR SPEAKER GARNISHHIGH MT’G STOP LAMPRR SEAT BACK 상부 KNBOGARNISH (SHELF 부착차)PASSENGER A/BAG DOOR기타각종 COVERB 100 ± 2C rash pad 周边,STEERING WHEEL周边产品CENTER PANELCLUSTER PNL (隐藏 TYPE)COLUMN COVERSTEERING WHEELDOOR TRIM短时间经受日光照射的产品C-1 90 ± 2 PILLAR TRIM 周边产品FLOOR CONSOLESHIFT LEVER KNOBPILLAR TRIMSUN VISORSEAT BELT ASS’YKNEE BOLSTERTAILGATE TRIMC-2 - 90 ± 2顶衬及SEAT周边产品HEADLINERO/H CONSOLE/ROOM LAMPSEAT 操作 LEVER, KNOBSEALED COVER (SEAT侧面)H/REST GUIDEROOF RAIL TRIMD - 80 ± 2TRUNK TRIM 及其他产品SCUFF PLATEWHEEL HOUSE TRIMLUGGAGE SIDE TRIMTRUNK ROOM TRIMTRUNK FLOOR TRIM4.4耐热老化性实验按照表4指示条件将产品放置在炉中恒温老化后实施外观评价.对层压制品和涂装品将(遵照KS R 0014 4.15项)实施横切剥离实验(C rosscut A dhesion T est).对于CRASH PAD 主体 (包含PAD)应在CRASH PAD周边产品全部安装的状态下实施评价并且对装饰产品的变形依照当事者之间的协议进行.此外, 对使用着色(NON-PAINT) PP树脂的成型品根据表5的条件使用其它试样对表面实施外观评价.但,只在图面有特殊要求时实施实验.表4种类别条件CRASH PAD 主体 (包含PAD) 90±2 ℃× 1000 hCRASH PAD相关产品90±2 ℃× 500 hX,A,B,C-1,C-2相关产品80±2 ℃× 300 hD相关产品70±2 ℃× 300 h表5种类别条件着色 PP 树脂产品60±2 ℃× 48 h(使用TALC(滑石), GLASS FIBER等强化的PP除外)4.5耐光性实验4.5.1 CARBON ARC(炭精电弧)方法使用FADE-O-METER (根据KS R 0021 7.7项规定采用紫外线电极的1等级电弧)按照表6所示的时间进行照射. 但, 对有涂装产品的情况在表6的条件下判定变色、退色情况后,必须按照 MS 652-14 5.8.2项的横切剥离实验 (实验方法 MS 600-60)实施附着力测定.表6种类别BLACK PNL 温度 (℃) 时间 (h)X,A,B相关产品83 ± 3 500C-1,C-2相关产品83 ± 3 300D相关产品63 ± 3 1004.5.2 XENON ARC(氙弧)方法使用ISO 105或JIS L 0843规定的实验设备按照表 7的条件进行照射.表7种类别设定条件BLACK PNL 温度湿度照射强度 *) X,A,B 相关产品126 MJ/㎡89±3 ℃50±5 %RH 65∼100 W/㎡(300∼400nm)C-1,C-2 相关产品84 MJ/㎡D相关产品42 MJ/㎡*) 320 nm以下的照射强度须少于300∼400nm照射强度总量的 1.5%.4.5.3 评价方法使用CARBON ARC及XENON ARC的实验结果能够共用, 推荐使用XENON ARC进行测定.但, 2003年1月 1日起采用 XENON ARC的实验结果优先使用.4.6耐震动性实验试样应在与实际车相同的状态下根据KS R 1034 (汽车零部件振动实验方法)实施实验.但, 只在图面有特别限定的情况下才设定振动加速度为 4.4 G进行实验.4.7耐药品性实验将表8的药品用湿布在试样上涂3遍后,在满足4.1.1项规格标准状态的实验室中放置一小时后进行外观确认,并在70 ℃恒温中保存3小时后取出评价.但,有良好耐药品性的着色(NON-PAINT)PP树脂制成品除外.表8试剂Grease, Luster Wax (HMC 正品或等同品)4.8耐磨性实验将试样或与之同等限定条件下的实验片按照表9的条件进行实验并按照表10进行评价.表9项目条件荷重 (kgf) 0.5 (包含摩擦器具重量)STROKE (㎜) 100±5摩擦速度 (往复/分) 30帆布材质两面帆布 #10 (JIS L 3102)摩擦器具参考图 2摩擦次数往复500表10等级外观5 表面没有磨损的痕迹4 表面可见非常轻微的磨损痕迹3 表面可见轻微磨损痕迹但损坏不严重2 表面可见磨损痕迹1 表面可以明显地看见磨损的痕迹4.9耐表面损伤性实验将试样或与之同等限定条件下的实验片按照表11的条件进行刮擦后按照表12对表面状态进行评价.但,只在图面有特殊要求时实施实验.表11项目条件荷重 (kgf) 0.3 (包含刮擦器具重量)STROKE (㎜) 100摩擦速度 (往复/分) 0.2刮擦器具参考图3刮擦次数1回表12等级外观5 表面没有损伤的痕迹4 表面可见非常轻微的损伤痕迹3 表面可见轻微损伤痕迹但损坏不严重2 表面可见损伤痕迹1 表面可以明显地看见损伤的痕迹图 2. 摩擦器具图 3. 刮擦器具4.10 耐冲击性实验将试样从 1 m高处平行地自由坠落至铁板(厚度 10 ㎜以上)上.试样的各个面(6面)均须进行一次实验.此外实验时不要求试验面一定要垂直接触铁板.但,只在图面有特殊要求时实施实验, C/PAD 及HEATER BLOWER等重物的情况除外.4.11 耐FOGGING性根据MS 300-54的实验方法实施评价.但,只在图面有特殊要求时实施评价.4.12 防带电性将试样或与之同等限定条件下的实验片(直径 100 ㎜, 厚度 2 ~ 3 ㎜, 没有皱纹. 从生产品上截取下来的也可以)按照4.1.1项的标准状态保持 48小时以上再实施实验.与图 4一样配置导电橡胶并在试样上安装电极.接通以下回路,通电1分钟后并测定表面电阻.使用以下公式计算电阻率, 测定3枚试样并求出算术平均值.ρs = π (D + d)× R s (D – d)ρs : 表面电阻率 (Ω) D : 表面的环状电极内径d : 表面电极内圆的外径 R s : 表面电阻 (Ω)π : 圆周率 = 3.14但, 对生产企业没有相应设备的情况, 如果补充产品所使用原材料公司的保证书也可以.图 4. 电阻实验机的电路布置5. 标识本SPEC 的标识根据表1出现的耐热性实验的种类别编号表示如下:(表示根据耐热性种类别 A 进行标识) 6. 其它对本规定的全部内容请向现代·起亚研究开发本部非金属材料研究组询问.材料 MATERIALPLASTIC 成型品 MS 210-5-A。
检测报告检测报告
检测检测报告报告报告号.: SHHL1712074908BM 日期: 2018-01-05 页码: 1 / 33M 中国有限公司田林路222号下列样品由客户提供及确认为:产品名称: 3M 超固硬光蜡 SGS 参考号: SHIN1712078260PS 收样日期: 2017年12月27日 测试时间: 2017年12月27日至2018年01月05日 检测地点: 上海市浦东新区秀浦路3999弄3号楼 测试要求 : 静摩擦系数的测定-特定詹姆斯机器测试法(ASTM D 2047-2011)及客户要求测试结论 : 测试结果供客户自行分析************通标标准技术服务(上海)有限公司 授权代表签署_________________顾 琳授权签字人检测检测报告报告报告号.: SHHL1712074908BM 日期: 2018-01-05 页码: 2 / 3测试项目测试项目:: 静摩擦系数的测定-特定詹姆斯机器测试法特定詹姆斯机器测试法((ASTM D 2047-2011)及客户要求 测试项目测试项目 测试步骤测试步骤//要求要求 结果结果//评定评定静摩擦系数的测定 干态:1. 将测试样品置于测试平台上,一端靠紧限定横杆。
.轻擦样品表面去除灰尘及其他表面杂质。
2. 将橡胶模拟鞋底与模拟行走移动头装配吻合。
将整个装配装置缓慢向下移动与测试样平面保持接触。
启动机器运行。
3. 调节记录笔确保其位于记录图表的原点位置。
4. 测试平台以60英寸./分钟(1524毫米/分钟), (允差范围为±3英寸./分钟(±76毫米/分钟))的速度,匀速向前移动, 直至鞋底产生滑动,加载重物产垂直方向的跌落. 步骤2 完成后,平台的移动需在5秒内启动。
5. 读取记录图表上的曲线变化折点,(水平曲线向垂直曲线转折),将其作为静摩擦系数。
湿态:在测试前,用沾水的湿抹布 擦拭样品表面, 其余步骤与干态中测试方法相同。
检验成绩书
HS,HA,HB 重要等级 A,B,C IMPORTANCE OF PARTS 分类 INDEX
MUFFLER ASS’Y,. EXHAUST(筒体)
成品
FINISHED
半成品
HALF-FINISH
GOODS
-ED GOODS
制造 生产
MANUFAC -TURER
签名 SIGNATURE
序号
No. 1
:
: 2009.09.
SHILI
页PAGE : 2/2
重要等级
基准
IMPORTANCE OF ITEM SPECIFICATION
B
136 ±0.5
检查手段
INSPECTION METHOD
检查频率 抽样1
FREQUENCY OF INSPEC. RELATION DATA
卡尺或检具
n=2/200EA
抽样2
REMARKS
.
判定: 签字:
A
B
时间:
C
序号 No.
②
③
④
⑤
⑥ 7 8 9 10 11 8 9
10
项目
ITEM 位置数值 位置数值
位置数值 中心距离 中心距离 中心距离 位置数值 位置数值 位置数值 位置数值 其它装配尺寸 涂层性能 表面状态
表面状态
表面状态
检查成绩书(Ⅱ)
(INSPECTION STANDARD SHEETⅡ)
检查成绩书 (Ⅰ)
(INSPECTION STANDARD SHEETⅠ)
:日期 : 2009. 09.
SHILI
页PAGE : 1/2
车型
VEHICLE TYPE
附着力测试报告
3.试验要求:
在马口铁板上制备样板三块, 待漆膜干后,在恒温恒湿条件 下测定。 4.测试步骤: (1)将样板放在试验台上,固 定样板。 (2)移动升降棒使转针的尖端 接触到漆膜。
(3)若划痕未露底板,酌情加
砝码,按顺时针方向以80-100 转的转速均匀摇动手柄, (4)划痕标准图长为7.5±0.5 cm。 取下样板。 图3 附着力测定仪
图1 刀具规格
划格法
4.试验步骤:
(1).将试样放置于平整稳定的表面,以防止变形。 (2).握住刀具,均匀的以适宜间距及切割速率在形成规定数目的切割数。 (3).与原切线90°相交,进行切割,形成网格图形。 (4).用软毛刷沿对角线方向刷去碎屑。 (5).取下75mm长的粘胶带,胶带中心位于网格中心,用手指按压平整贴于表面。 (6).贴上五分钟内,以60°角在0.5s或1s内平稳的撕下胶带。 (7).参考右图2进行评级:
试验设备及材料:
a.尖角良好的金属刀具 b.金属直尺(确保划出一条直线) c.宽度为25mm的3M 610、670、710、898胶带。
d.橡皮擦
操作方法: a.选择一个干净的表面,为利于测试,表面需干燥。 b.在涂层上划两条40mm长的割痕,并且中部相交呈X形,最小角不小于30°。
c.借助金属基底在切痕处的反光来判定是否切透,若未切透则重新换位置进行切割。并用软刷刷去涂
GB/T 5270、 ASTM B 571
胶带:45g/mm
金属底材
适用于金属镀层附着强度 测试;若厚度>125μm, 则进行凿子试验
0-5级, 0级最好、 5级最差
拉 开 法
GB/T 5210-2006、 ISO 4624-2002
拉力 试验机
试住:直径 20mm,高不小 于直径一半。 胶粘剂:502或 环双氧双组分 胶粘剂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Min Av. µ 0.33 0.36 0.38 0.35 0.34 0.33 0.35 0.38 0.41 0.45 0.28 0.42 0.34 0.35
0.34 0.39 0.39 0.44 0.38 0.37 0.50 0.42 0.47 0.48 0.32 0.47 0.40 0.36
Instantaneous µ Max Speed Max Min. Inst. µ Av. µ Inst. Single stop µ 0.05 0.37 0.33 0.10 0.44 0.35 0.09 0.39 0.36 0.40 0.46 0.30 0.28 0.54 0.28 0.28 0.49 0.31 0.28 0.56 0.30 0.39 0.58 0.32 0.03 0.48 0.40 0.08 0.52 0.44 0.28 0.53 0.28 0.23 0.51 0.41 #VALUE! 0.42 ##### 0.03 0.37 0.35
700
0.6
600
0.5
500
0.4
400
0.3
300
0.2
200
0.1
100
0.0 2 5 10 50 100 150 200 250 300 350 400
2 5 10 20 40 60 80 100 2 5 10 20 40 60 80 100 120 140 160 180 200 2 5 10 20 30 40 50
1 - Purpose :
To evaluate the wear of friction material with regard to the influence of pressure, tempature, speed which simulate different driving conditions.
TEST 350)#- MEASUREMENT # WEAR # # (0 # 204 # Y01 ## ## # #
Friction material Brand name Eng. Code Batch # Shim Inner Outer Disc Size Vented New/Reground m m
Attachment 3
10 Characteristic Value 30 bar; 80->30 km/h
0.7
11 City 2 0.25g 50->5 kph
12 Road 2 0.4g; 100->5 km/h
13 Moutain 0.35g,80->5km/h
14 Characteristic Value 30 bar; 80->30 km/h
3 - Results :
a) The friction coefficient of the friction material are summarized in the following table under different driving conditioans. The test result graphs of every cycle are shown as attachment 2, and there is no abnormal things in the graphs. § Wear Items Average µ
0.7
2 Bedding 80->30 kph 15-42bar
3 Characteristic Value 30 bar; 80->30 km/h
4 Bedding 2 0.25g,100->5km/h
5 City 1 0.25g, 50->5km/h
700
0.6
600
0.5
500
0.4
400
0.3
5.03 g.
d) There is no crack on the surface of both inner and outer pads. The appearance of the tested pads and disc is good. Item mm g Pad wear Taper Tangential Taper Radial Ratio (outer/inner) mm Disc wear g Result 0.44/0.43 5.29/5.0 0.7/0.42 1.79/0.85 1.023 0.02 2.00 Spec. <=2.00 <=20.0 <=1.00% <=1.00% 0.8<x<1.2 <=0.20 <=30.0 Judgement OK OK OK NG/OK OK OK OK
0.352 mm Test specification: Test definition: Test stand: Test Duration 0204Y01350 Wear LINK D1900 187 hours
Vehicle Piston surface Friction radius Inertia
700
0.6
600
0.5
500
0.4
400
0.3
300
0.2
200
0.1
100
0
1
3
5
10
20
30
2
5
10
50 100 150 200 250 300 350 400 450 500 550 600
2
5 10 20 40 60 80 100 120 140160 180 200
2
5
10
20
30
40
50
31.67 0.1201 44.1
cm² mm kgm²
Brake: Disc: Pads: rdyn
Pad Batch: Compressibility(K6): Pad Configure: shim: Brake Number:
LSDerr: Requested data item not found LSDerr: Chamfer: Requested LSDerr: data item Requested not Slot: found data item not found Page 1 of 2
300
0.2
200
0.1
100
0 1 3 5 10 20 30
0 2 15 30 34 47 62 1 2 3 4 5 6 2 5 10 25 50 75 100 125 150 2 5 10 50 100 150 200 250 300 350 400 450 500 550 600
Brake number 6 Suburb 0.25g, 70->5km/h
0
1
2
3
4
5
6
Brake number Test no.: Date: 130416a Nl-1 Frt Pad Np630 Wear Test 13/04/22
Brake number
Brake number Comment
Brake number
Brake number
BOSCH Wear Test
Chassis Brakes
WEAR TEST REPORT
Brake : Friction Material : Customer : C.B.I Vehicle : Specification : WEAR TEST
CBI/ENG-CN
Prototype : NP630 Batch : Date : 13/04/22 Project # : 130416a Nl-1 Frt Pad Np630 Wear Test Report # :
0.7
Brake number 7 Motorway 0.4g, 100->5km/h
Brake number 8 Road 1 0.4g, 100->5km/h
Brake number 9 High speed 0.5g 0.8Vmax->80 km/h
Brake number 10 Characteristic value 30 bar; 80->30 km/h
Conclusion:
The result of wear testing exists within range of the specification.
Established by
Date
Verified by
Date
Attachment 3
1 Characteristic Value 30 bar; 80->30 km/h
#
#
CBI
CBI/ENG-CN
Dyno # Inertia Date Duration kg.m²
Pad average wear :
0.43 5.2
mm g Inner Pad
Ratio Outer / Inner :
0.96
Disc Average Wear :
0.02 2
mm g
Outer Pad 6 16.848 16.811 16.762 16.737 16.702 16.669 16.636 16.631 16.610 16.585 16.552 0.296 Average Wear 0.06 0.05 0.04 0.05 0.04 0.05 0.01 0.03 0.05 0.04 Weight (g) 435.36 435.12 434.30 434.06 433.39 432.84 432.16 432.13 431.63 431.17 430.07 Weight lost (g) 0.24 0.82 0.24 0.67 0.55 0.68 0.03 0.50 0.46 1.10 5.29 1 16.749 16.634 16.565 16.514 16.445 16.416 16.362 16.354 16.320 16.268 16.230 0.52 2 16.620 16.574 16.511 16.463 16.383 16.359 16.284 16.267 16.232 16.170 16.135 0.48 Thickness (mm) 3 4 16.655 16.754 16.557 16.692 16.479 16.642 16.410 16.617 16.328 16.572 16.262 16.557 16.212 16.531 16.189 16.522 16.156 16.497 16.108 16.470 16.071 16.429 0.58 0.33 5 16.690 16.670 16.638 16.606 16.570 16.537 16.516 16.500 16.466 16.436 16.414 0.28 6 16.655 16.612 16.564 16.520 16.470 16.410 16.382 16.372 16.341 16.311 16.284 0.37 Outer Pad Average wear Taper Wear 0.43 5.0 0.16 0.42 0.358 0.85 Average Wear 0.06 0.06 0.04 0.06 0.04 0.04 0.01 0.03 0.04 0.03 Weight 434.34 434.08 433.26 432.94 432.14 431.72 431.10 431.07 430.55 430.18 429.31 Weight lost (g) 0.26 0.82 0.32 0.80 0.42 0.62 0.03 0.52 0.37 0.87 5.03 mm g mm