电线电缆制造工艺流程图
电线电缆的主要制造工艺及流程
电线电缆的主要制造工艺及流程电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位。
所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、成缆、护层等而制成电线电缆产品。
产品结构越复杂,叠加的层次就越多。
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式,大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆的质量管理,必须贯串整个生产过程。
质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
控制电缆生产流程图

附:带△工序为关键过程
全流程产品:KVVP,KVVRP ZA- KVVP,ZA-KVVRP a产品:KVV,KVVR ZA-KVV,ZA- KVVR
一、生产流程图
二、主要生产设备技术参数
三、作业指导书
1、束丝操作工艺规范
2、挤塑操作工艺规范
3、成缆操作工艺规范
4、编织操作工艺规范
5、成圈操作工艺规范
6、成品检验包装操作工艺规范
7、成圈成盘操作工艺规范
四、产品工艺规程
1、KVV ZA-KVV
2、KVVP ZA- KVVP
3、KVVR ZA-KVVR
4、KVVRP ZA-KVVRP
五、材料消耗定额
1、KVV ZA-KVV
2、KVVP ZA- KVVP
3、KVVR ZA-KVVR
4、KVVRP ZA-KVVRP
六、检验指导书
1、计量、检测设备操作规程
2、进货检验和试验规程
3、过程检验和试验规程
4、最终过程检验和试验规程
七、技术文件管理制度
八、工艺管理制度
九、技术人员和关键工序操作人员资质评定
十、关键特性质量控制点操作控制程序
十一、塑料绝缘控制电缆返工、返修控制程序十二、产品使用说明书。
电线电缆生产工艺流程
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费。
(3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆的质量管理,必须贯串整个生产过程。
质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
2.生产工艺门类多、物料流量大电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。
电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。
因此,各种材料的用量、备用量、批料周期与批量必须核定。
电线电缆制造流程概述(总5页)

电线电缆制造流程概述(总5页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除电线电缆制造流程概述电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位。
所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、、成缆、护层等而制成电线电缆产品。
产品结构越复杂,叠加的层次就越多。
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费。
(3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆制造的基本工艺流程

• 1.铜、铝单丝拉制 • 电线电缆常用的铜、铝杆材,在常温下, 利用拉丝机通过一道或数道拉伸模具的模 孔,使其截面减小、长度增加、强度提高。 拉丝是各电线电缆公司的首道工序,拉丝 的主要工艺参数是配模技术。
• 2.单丝退火 • 铜、铝单丝在加热到一定的温度下,以再 结晶的方式来提高单丝的韧性、降低单丝 的强度,以符合电线电缆对导电线芯的要 求。退火工序关键是杜绝铜丝的氧化.
• 4.绝缘挤出 • 塑料电线电缆主要采用挤包实心型绝缘层,塑料 绝缘挤出的主要技术要求: • 4.1.偏心度:挤出的绝缘厚度的偏差值是体现 挤出工艺水平的重要标志,大多数的产品结构尺寸 及其偏差值在标准中均有明确的规定。 • 4.2.光滑度:挤出的绝缘层表面要求光滑,不 得出现表面粗糙、烧焦、杂质的不良质量问题 • 4.3.致密度:挤出绝缘层的横断面要致密结实、 不准有肉眼可见的针孔,杜绝有气泡的存在。
• 6.内护层 • 为了保护绝缘线芯不被铠装所疙伤,需要对 绝缘层进行适当的保护,内护层分:挤包内 护层(隔离套)和绕包内护层(垫层)。绕 包垫层代替绑扎带与成缆工序同步进行。
• 7.装铠 • 敷设在地下电缆,工作中可能承受一定的正 压力作用,可选择内钢带铠装结构。电缆敷 设在既有正压力作用又有拉力作用的场合 (如水中、垂直竖井或落差较大的土壤中), 应选用具有内钢丝铠装的结构型。
• 8.外护套 • 外护套是保护电线电缆的绝缘层防止环境因 素侵蚀的结构部分。外护套的主要作用是提 高电线电缆的机械强度、防化学腐蚀、防潮、 防水浸人、阻止电缆燃烧等能力。根据对电 缆的不同要求利用挤塑机直接挤包塑料护套。
电力电缆的型号及品种主要有 以下几个方面:
• • •
•
•
• •
电线电缆的主要制造工艺及流程

电线电缆的主要制造工艺及流程电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位。
所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、成缆、护层等而制成电线电缆产品。
产品结构越复杂,叠加的层次就越多。
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式,大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆的质量管理,必须贯串整个生产过程。
质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
电线电缆生产加工工艺流程介绍(太全了)
电线电缆生产加工工艺流程介绍(太全了)一. 单芯安装线1、导体→绝缘注塑→耐压试验→检验合格→成卷包装→出厂2、导体→导体绞线或束丝→绝缘注塑→耐压试验→检验合格→成卷包装→出厂二. 护套安装线1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂2、导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂三. 特种单芯安装线1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂四. 特种护套安装线1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂五. 补偿导线或补偿电缆1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂2、导体→绝缘注塑→耐压试验→合并屏蔽编织→护套注塑→检验合格→成卷包装→出厂3、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并屏蔽编织→护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂六. 电力电缆1、导体→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂2、导体→导体绞线→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂七. 特种电力电缆1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂八. 高压电力电缆1、导体→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂2、导体→导体绞线→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂九. 特种硅橡胶高压电缆导体→导体绞线→高压硅橡胶绝缘→耐压试验→成缆或加钢铠→硅橡胶护套→检验合格→成盘包装→出厂十. 控制电缆导体→绝缘注塑→耐压试验→成缆或加屏蔽→护套注塑→检验合格→成盘包装→出厂十一. 特种控制电缆导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂十二. 计算机电缆1、导体→绝缘注塑→耐压试验→对绞→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂2、导体→绝缘注塑→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂十三. 特种计算机电缆1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂十四. 变频器电缆(特种)1、导体→绝缘注塑→耐压试验→屏蔽→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂2、导体→导体绞线→绝缘注塑→耐压试验→屏蔽→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂十五. 扁平电缆(特种)1、PVC 扁平电缆导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成盘包装→出厂2、丁晴扁平电缆导体→导体绞线或束丝→丁晴绝缘注塑→耐压试验→合并丁晴护套注塑→检验合格→成盘包装→出厂3、硅橡胶扁平电缆导体→导体绞线或束丝→硅橡胶绝缘→耐压试验→合并硅橡胶护套→检验合格→成盘包装→出厂十六. 氧化镁矿物绝缘电缆(又名:特种耐火电缆)导体加镁管→灌装→加镁粉→打头→压缩→拉拔→气体保护连续退火→拉拔(反复)→气体保护连续退火(反复)→水压试验→电耐压试验→或加外护套→封口→再检验→包装→出厂。
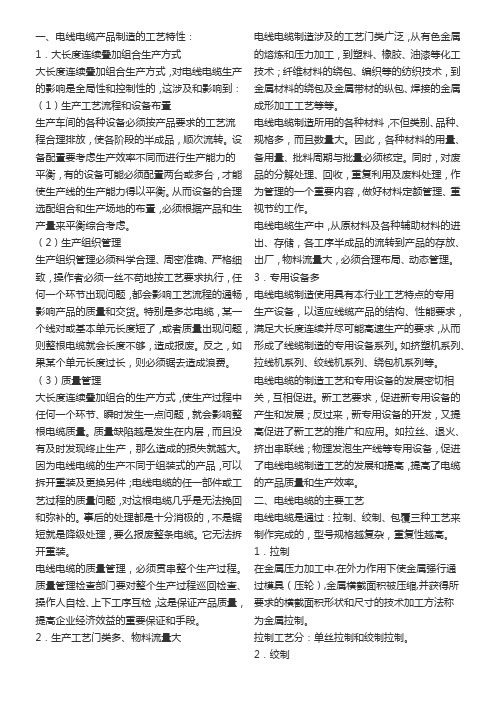
线束加工流程图
工序
来料
工序内容
所需设备
工艺要求
利用ROHS仪器进 来料不准含有铅(Pb),汞 行环保测试, ROHS测试仪 (Hg),镉(Cd),多溴联苯 设备 (PBB)多溴二苯醚(PBDE)等 测试所有来料是 有害物质 否符合ROHS标准 将所需线材放到 中转送线架上 送线架 注意切勿刮花擦伤电线表面
5
电线
气动剥皮机
6
扭线
扭线机
7
铆接
端子机
8
产品
组装塑胶插头外壳 电动螺丝批
9
导通
利用仪器进行 导通测试
导通测试仪
不准出现短路,断路,误配线, 接触不良,绝缘不良等现象
10
包装
利用胶袋封装成 品,装入纸箱
封口机 及打包机
1.封口要平整 2.打包带要紧包纸箱,不准脱落
剥皮长短误差不准超过1mm3将线材放至送线器固定送线器2将所需线材放到中转送线架上送线架注意切勿刮花擦伤电线表面1利用rohs仪器进行环保测试测试所有来料是否符合rohs标准rohs测试仪设备工序工序内容所需设备工艺要求来料不准含有铅pb汞hg镉cd多溴联苯pbb多溴二苯醚pbde等有害物质送线送线来料裁线电线扭线铆接产品导通包装
2
送线
3
送线
将线材放至 送线器固定 利用裁线机将线 材 裁剪要求长度 按SOP要求剥 除接头处电线对 应长度的绝缘外 被 对接头处导体 进行整理、扭线 将接头处导体 和插头端子进行 铆接
送线器
注意切勿刮花擦伤电线表面
4
裁线
1.不准切伤电线表面 电脑裁线机 2.不准切断铜丝 3.剥皮长短误差不准超过±1mm 1.不准压伤表面 2.剥皮长短误差不准超过±1mm 1.不准刮花擦伤电线表面 2.必须把铜丝扭紧,不准出现 散丝 1.端子不准变形 2.必须符合拉力,铆接高度,宽 度的要求 1.螺丝不准露出胶壳表面 2.必须达到产品要求的扭力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铜杆拉丝退火▲●成缆内衬层铠装挤出外护套▲●包装入库
“●”为质量控制点
注:挤出外护套▲● 无护套电缆铜单线绞线耐火电缆包云母带“▲”为关键工序
连拉退
对绞双绞线多芯无铠装电缆温水交联▲包装入库
包装入库包装入库挤出外护套▲●深圳市奔达康实业有限公司额定电压0.6/1kV及以下电线电缆生产工艺流程图成缆
包装入库内衬层包装入库铠装束绞挤出绝缘▲●单芯铠装电缆多芯铠装电缆挤出外护套▲●
单芯无铠装或平行电缆
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测
检测