三芯电缆冷缩式中间接头制作工艺
电缆接头的制作工艺有哪些
电缆接头的制作工艺有哪些
电缆接头的制作工艺主要包括以下几种:
1. 压接工艺:采用专用的压接工具将导体和绝缘层与接头套管进行压接连接,主要适用于低压电缆接头的制作。
2. 焊接工艺:通过采用电弧焊接或气焊等方法,将导体与接头套管进行焊接连接。
该方法适用于中低电压和中高电压电缆接头的制作。
3. 冷压接工艺:通过机械力作用将导体和接头进行连接,无需加热,适用于低压、中低电压和中高电压电缆接头的制作。
4. 冷缩接工艺:采用特定的热收缩套管将导体和接头进行缩合连接,可以提供良好的绝缘性能和密封性能,适用于低压和中低电压电缆接头的制作。
5. 热缩接工艺:使用热缩套管将导体和接头连接,通过加热使套管收缩,形成紧密的连接和绝缘,适用于低压、中低电压和中高电压电缆接头的制作。
需要根据具体的电缆类型、电压等情况选择合适的制作工艺,确保接头在连接过程中能够达到良好的电气性能和机械强度。
电缆头制作(热缩和冷缩)

冷缩电缆头, 热缩电缆头1交联电缆头的设计原理首先,所有交联电缆头的设计原理都应遵循恢复电缆本体结构为原则。
因此,就其接头的设计思想应符合中国的GB12706-4和IEC60502-4:1997的电气标准,并且必须要满足其电气、物理及化学性能,以确保电缆头长时间的正常运行及电器设备的安全运作。
2冷缩电缆头与热缩电缆头的差别2.1结构交联电缆是由电缆的外护套、金属铠装、内护套、填充物、铜屏蔽层、外半导层、绝缘层、内半导层、导体、钱芯等组成。
因此,有什么样的电缆结构就需要有什么样的材料及其工艺的电缆附件和它一一对应与配套。
2.2原理电缆头的设计原理应满足与达到的要求:使电缆在任何自然环境下能够安全运行。
为了实现这一点,就需要重视四大关键因素,即:(1)密封,(2)绝缘,(3)电场,(4)工艺等要素,这也是解决电缆头的四大重要问题。
2.3差别2.3.1密封1)由于大部分的电缆头都是安装在户外架空,直埋等环境里,因此防水及防潮气就成为确保电缆头安全运行的关键之一,也就要考虑其密封性能及方法。
目前密封的方法通常有两种:一种是用沥青或环氧树脂灌封的方法,这种方法工艺复杂,不好控制,也不利于维护;另一种新的方法也是目前国内、国外专业厂家首选的方法,就是使用高弹性的密封胶,其工艺简单、性能可靠、维护安装方便,这些独特优点也使之成为使用的主流。
使用这种新方法,首先就是要考虑密封胶的性能。
因为密封胶的质量和性能直接影响到接头的密封性能,选择一种即能和电缆体的表面、还能与附件材料表面黏结都很牢固的胶,同时还能满足在不同的温度变化环境里都能使用的胶是十分重要的。
2)由于全冷缩电力电缆附件实际上就是弹性电缆附件;也就是说利用液体硅橡胶本身的弹性在工厂预先扩张好放入塑料及支撑条。
到现场套到指定位置,抽掉支撑条使其自然收缩。
这种技术就是冷缩技术,这种附件就是冷缩的电缆附件,因此这种冷缩附件具有良好的“弹性”,可以避免由于大气环境、电缆运行中负载高低产生的电缆热胀冷缩。
35kv电缆冷缩中间接头

还与施工时的环境条件如(湿度、灰尘等)有关,湿度不宜过大,施工现场应有防雨防尘的帐篷,绕包时应戴
橡皮手套等。
浇铸式电缆附件
浇铸式电缆附件所用的材料有环氧树脂、聚氨酯和丙烯酸酯等,在挤包绝缘电缆上使用较多的是聚氨
酯,主要用作直通式接头和分支式接头。固化后的聚氨酯具有较高的弹性,其膨胀系数也比较接近挤包电
企业通过 ISO9001-2008 质量体系认证,是全国知名高压企业(电网合作输配电服务商| MINRONG 民熔)
惠立于民 责熔于心
上海民熔电气:
种接头。即使 35kv 电缆接头,因为绕包式和预制式接头工艺都比较方便,模塑式接头也用得不多了。
35kv 电缆模塑式接头是现场绕包成型的,因此,除了要求操作人员严格按图纸规定的尺寸和要求施工,
IEC60055《额定电压 18/30kV 及以下纸绝缘金属护套(带有铜或铝体,但不包括压气和充油电缆)》第 1 部
分“电缆及附件试验”中第七章:附件的型式试验
IEC61442《额定电压 6kV(Um=7.2kV)到 30kV(Um=36kV)电力电缆附件试验方法》
第二层次:国家标准(GB 标准)
GB/Z18890《额定电压 220kV(Um=250kV)交联聚乙烯绝缘电力电缆及其附件》
套管长度相适配)。内护层留 10mm,钢带留 25mm。然后将电缆端部约 50mm 长一段外护层擦洗干净。 (2)安装接地线。在钢带以上约 65mm 处的线芯铜屏蔽上分别安装接地铜环,并用恒力弹簧将接地编织
铜线和三条铜带一起固定在钢带上。若要求钢带与线芯屏蔽分开接地,则应另取 10mm2 编织铜线用恒力弹 簧固定在钢带上,然后用绝缘带绕包覆盖,再将线芯屏蔽接地编织铜线与三根线芯接地铜带连接引出。
冷缩电缆中间接头制作安装

冷缩电缆中间接头制作安装作业指导书编码:DLFJAZ-031适用范围...................................................................................................................................... ..115 2编写依据...................................................................................................................................... ..115 3作业流程图.................................................................................................................................. ..115 4安全风险辨析与预控................................................................................................................. ..115 5作业内容...................................................................................................................................... ..1161适用范围1.1电压等级35kV及以下配电网工程1.2电气类别冷缩电缆中间接头制作安装2编写依据表2-1编写依据3作业流程图施工准备4安全风险辨析与预控表4-1工作前安全风险辨析及预控措施表请您认真检查并签名确认,您的签名意味着将承担相应的安全质量责任。
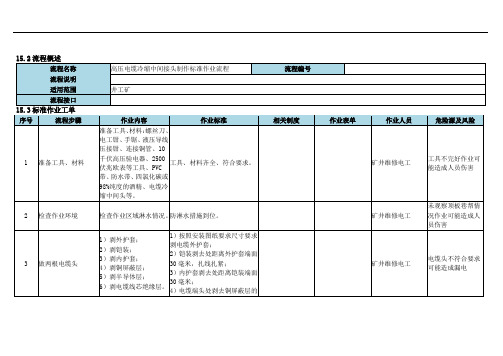
高压电缆冷缩中间接头制作标准作业流程
2)铜网套绑扎PVC胶带;
3)固定铜网套。
1)铜网套搭接铜屏蔽层的长度大于50毫米;
2)PVC胶带拉紧、扎实;
3)铜网套两端绑接紧固,弹簧抱箍紧固。
矿井维修电工
铜网套两端绑接未紧固可能造成设备损坏
8
绕第一层防水带
1)用PVC带扎紧电缆;
2)用防水带包扎电缆。
1)电缆绑扎牢固;
2)防水带拉长1.5倍,半搭叠方式绕包,绑扎牢固;
2)手摇式摇表摇动手柄的速度均匀至每分钟120转后读取电阻值(电子式摇表表笔搭接牢固,待读数稳定无变化后读取电阻值);
3)10千伏高压电缆绝缘值不低于1000兆欧;
4)电缆绝缘值达不到规定值时进行处理。
《煤矿矿井机电设备完好标准》第四章第二十一节
矿井维修电工
摇遥测绝缘时与接线桩子接触不良好可能造成人员伤害
工具、材料齐全、符合要求。
矿井维修电工
工具不完好作业可能造成人员伤害
2
检查作业环境
检查作业区域淋水情况。
防淋水措施到位。
矿井维修电工
未观察顶板巷帮情况作业可能造成人员伤害
3
做两根电缆头
1)剥外护套;
2)剥铠装;
3)剥内护套;
4)剥铜屏蔽层;
5)剥半导体层;
6)剥电缆线芯绝缘层。
1)按照安装图纸要求尺寸要求剥电缆外护套;
2)铠装剥去处距离外护套端面30毫米,扎线扎紧;
3)内护套剥去处距离铠装端面30毫米;
4)电缆端头处剥去铜屏蔽层的长度为200毫米,不能划伤芯线绝缘层;
5)电缆端头处剥去半导电层的长度为157毫米;
6)电缆线芯剥去绝缘层的长度为铜连接管的一半。
矿井维修电工
10kV电缆冷缩中间接头制作作业标准

10kV电缆冷缩中间接头制作作业标准主要包括以下内容:
1. 材料准备:根据设计要求,准备冷缩套管、绝缘套管、界面填料、绝缘填料等各种所需材料。
2. 设备准备:准备热风枪、剥线钳、绝缘剥皮剪、绝缘剥线钳、钢丝刷等所需设备。
3. 材料检查:对即将使用的冷缩套管、绝缘套管等材料进行外观检查和尺寸检查,确保其符合要求。
4. 线缆准备:用绝缘剥皮剪和绝缘剥线钳依照设计要求剥去电缆绝缘层,确保裸露的导体长度和裸露电缆长度符合要求。
5. 清洁处理:使用钢丝刷等工具清洁导体表面,确保表面干净无杂质。
6. 接头组装:根据设计要求,将绝缘套管、冷缩套管等材料按顺序套在导体上,并将界面填料和绝缘填料填充至套管内。
7. 加热处理:使用热风枪对接头进行加热,使冷缩套管收缩并与导体、绝缘套管密封稳固。
8. 绝缘性能测试:对制作好的接头进行绝缘电阻测试、介质损耗测试、局部放电测试等,确保接头的绝缘性能符合要求。
9. 记录报告:对接头制作过程中的各项参数和测试结果进行记录和整理,形成接头制作作业报告。
以上是一般的10kV电缆冷缩中间接头制作作业标准,具体标准还需根据项目和用户要求进行调整和制定。
第 1 页共 1 页。
电缆中间接头施工工艺技术标准
电缆中间接头施工工艺技术标准2.1适用范围本节适用于10kV电缆工程冷缩型中间接头的设计和施工。
2.2引用标准GB 50168 电气装置安装工程电缆线路施工及验收规范GB 50217 电力工程电缆设计规范GB 50303 建筑电气工程施工质量验收规范DL/T 5161 电气装置安装工程质量检验及评定规程DL/T 5221 城市电力电缆线路设计技术规定DLGJ 154 电缆防火措施设计和施工验收标准《中国南方电网有限责任公司电网建设施工作业指导书第四部分:配网工程》2.3设计要求2.3.1 电缆在下列情况下应有中间接头:(1)敷设长度超过其单条制造长度时;(2)需延长已敷设竣工的电缆时。
2.3.2 10kV电缆接头应符合下列要求:a)型式、规格应与电缆类型(如电压等级、芯数、截面、护层结构等)和环境要求一致;b)结构应简单、紧凑,便于安装;c)所用材料、部件应符合技术要求;d)主要性能应符合现行国家标准的要求。
2.3.3 电缆接头须连接牢固,并不应受到机械拉力。
2.3.4 采用的绝缘材料应与电缆本体绝缘具有相容性。
两种材料的硬度、膨胀系数、抗张强度和断裂伸长率等物理性能指标应接近。
2.3.5 电缆接头应采用加强绝缘、密封防潮、机械保护等措施,并应有改善电缆屏蔽端部电场集中的有效措施,且确保外绝缘相间和对地距离。
2.3.6 电力电缆金属层必须直接接地。
交流系统中三芯电缆的金属层,应在电缆线路中间接头实施接地。
三芯电缆接头两侧电缆的金属屏蔽层(或金属层)、铠装层应分别连接良好,不得中断,跨接线的截面不应小于下表的规定。
表3-3-1 接地线截面2.3.7 直埋电缆接头的金属外壳及电缆的金属护层应做防腐处理。
2.3.8 电缆接头应有防潮措施。
2.4 施工工艺要点2.4.1 施工准备施工前应仔细阅读产品安装图纸和说明书,检查施工工具是否齐备,验收、核对接头材料以及配件是否完整。
施工现场做好充分的准备工作与安全措施,做到施工现场文明施工。
10kV电缆冷缩中间接头制作作业标准
10kV电缆冷缩中间接头制作作业标准1. 前言10kV电缆冷缩中间接头作为电力设备的必要组成部分,起着电缆绝缘和电力传输的作用。
为了确保中间接头的质量和性能达到设计要求,在制作作业中需要遵循以下标准。
2. 材料2.1 电缆:选用符合电缆规范要求的合格电缆。
2.2 填充物:选择符合规范要求的防水、绝缘并能够耐腐蚀的填充物。
2.3 绝缘套管:选用合格的绝缘套管,并依据不同电缆直径选配合适规格的绝缘套管。
2.4 密封管:选用合适规格和材质的密封管。
3. 制作作业3.1 清洁电缆:用去污水或其他清洁剂清洗电缆表面,并擦干水分。
3.2 打开电缆:电缆在安装前需根据线路设计要求剥下适当长度的绝缘层,以方便进行终端头装配。
3.3 缩管终端头:选用匹配电缆绝缘直径的绝缘套管,套在电缆的绝缘层上,并使用火焰烤枪在绝缘套管上均匀加热,使其缩短至电缆绝缘直径大小,使绝缘套管与电缆绝缘完全贴合是为了达到绝缘的作用。
3.4 填充:用填充物将电缆中心圆柱形空洞填满,使其绝缘效果好。
将填充物加入到接头拼装处,确保填满线芯并没有任何气泡。
3.5 连接:将电缆的中心导体与另一端中心导体相接,固定好并进行焊接。
此步骤的主要目的是导通电流。
3.6 套密封管:在中间接头上套上合适规格的密封管,密封管应能够完全覆盖填充物和两端的绝缘套管,确保密封管不影响电缆的绝缘等级。
3.7 缩管密封管:使用火焰烤枪加热密封管,使其缩短至合适的大小,以密封接头,并固定保护接头。
4. 检测要求4.1 外观检验:检查接头表面是否平整,表面是否有裂纹、气泡、污渍等现象。
4.2 电气性能测试:接头制作完成后需对电气性能进行测试,包括接头绝缘电阻、介质损耗角正切、接头局部放电等指标,确保接头性能达到设计要求。
4.3 水密性实验:将制作好的中间接头放入水中浸泡,检查接头密封性能,确保接头能够防水,避免水分进入接头,造成电线绝缘与故障等问题。
4.4 力学性能测试:经过制作和测试的中间接头必须符合规定的力学性能指标,可以承受一定的拉伸力和抗压力,避免电线断裂、连接松动等问题。
35KV高压电缆冷缩终端头制作 作业指导书
35KV高压电缆冷缩终端头制作作业指导书1.适用范围 (2)2.引用文件 (2)3.作业准备 (2)4.安全注意事项 (4)5.高压电缆头冷缩终端的制作工艺 (5)6.质量标准 (7)7.注意事项 (7)附表: (8)1.适用范围适用于定边天然气存储调峰液化项目35KV高压电缆头制作2.引用文件IEC60502《额定电压1kV(Um=1.2kV)以上至30kV(Um=36kV)挤出绝缘电力电缆及其附件》IEC61442《额定电压6kV(Um=7.2kV)到30kV(Um=36kV)电力电缆附件试验方法GB5589《电缆附件试验方法》GB9327《电缆导体压缩和机械连接接头试验方法》GB14315《电线电缆导体用压接型铜、铝接线端子和连接管》GB11033《额定电压26/35kV及以下电力电缆附件基本技术要求》GB 50168—1992 电气装置安装工程电缆线路施工及验收规范GB 50127-1994 电力工程电缆设计规范GB 50150-91 电气装置安装工程电气设备交接试验标准DL 408-1991 《电业安全工作规程》(发电厂和变电所部分)DL 409-1991 《电业安全工作规程》(电力线路部分)3.作业准备3.1人员要求3.2工器具3.3危险点及其控制措施:4.安全注意事项4.1 办理安全检修作业票、变电站第二种工作票,履行工作许可手续。
4.2 工作负责人会同工作许可人检查工作现场所做安全措施是否完备。
4.3 接到工作任务后,工作负责人应明确工作任务,合理安排人员,现场是否符合工作条件和要求。
4.4 工作中加强监护,严防误碰事故发生,且监护人不得转做其它事情。
4.5 电缆头制作注意事项:a. 保持安装过程的清洁;b. 检查电缆的受潮情况,特别应检查线芯是否进水;c. 严格控制剥切尺寸,每剥除一层不可伤及内层结构;d. 半导电层断面应光滑平整,与绝缘层的过渡应光滑;e. 线芯绝缘剥离后应清除干净内半导电层,并打磨线芯上的氧化层;f. 金具压接后应清除尖角毛刺。
10kV电缆冷缩终端头制作安装作业标准
10kV电缆冷缩终端头制作安装作业标准一、前言10kV电缆的接头可分为带组合式接头和冷缩终端头两类。
相较而言,冷缩终端头具有结构简单,操作便利,绝缘绝缘性能良好等优点,因此广泛应用于10kV电缆连接中。
本文章重点介绍10kV电缆冷缩终端头的制作和安装流程,以供读者参考。
二、设备及辅材制作10kV电缆冷缩终端头所需设备及辅材如下:设备:1. 热风机:用于加热冷缩终端头2. 剥线钳:用于剥掉10kV电缆的绝缘层3. 压线钳:用于压接终端头和电缆的接触面辅材:1. 冷缩终端头:冷缩终端头标称外径应与电缆外径相搭配,电缆和终端头应配套使用2. 接地铜排:用于连接终端头的铜接地片和接地线3. 冲击钻:用于打洞4. 清洁布:用于清洁接头部位三、制作流程1. 确定终端头的型号和规格,备齐所需辅材。
2. 对接头终端做好清理工作,将电缆端子绝缘层剥离15mm-20mm,清理干净。
3. 将终端头穿过绝缘外皮套管,放到终端处,与电缆接头相搭配。
4. 用压线钳将终端头的线芯与电缆的线芯压接,接触坚固。
5. 热风枪均匀加热终端头,使其缩紧在电缆上,达到绝缘和密封的目的。
四、安装流程1. 前期准备工作:确定连接方式,测量长度、尺寸和数量,并设备全套物料和工具。
2. 断开电源,并进行接地。
将电缆端面锯齐,并用打磨机打磨平整。
3. 清洁接头的表面,确保无杂质、油污等。
4. 标记接头长度,顺便标记接线位置。
5. 将终端头穿过绝缘外皮套管,放到终端处,与电缆接头相搭配。
6. 用压线钳将终端头的线芯与电缆的线芯压接,接触坚固。
7. 将接地铜排接地线,与终端头和设备等接地。
并用钳子或电烙铁焊接。
8. 将已制作好的冷缩终端头热风枪加热,将其放置在连接部位,保持3-5s等其自然缩紧,达到绝缘和密封的目的。
9. 终端头冷却后,用绝缘胶封封头,确保接头处无氧气,避开长期接触后产生电晕现象。
10. 安装好终端头后,需进行一系列测试,保证其工作牢靠。