展开计算标准
标准差公式简化
标准差公式简化标准差(standard deviation)是反映一组数据离散程度大小的统计量。
它可以衡量数据集的平均值与每个数据的离差之间的差异程度,从而揭示这组数据的整体分布情况。
标准差的计算公式为:标准差 = √(∑(x_i - x)² / N)其中,x_i 是数据集中的每个数据点,x是数据集的平均值,N 是数据集的总个数。
为了简化标准差的计算过程,我们可以通过一些数学技巧将其公式进行变形和简化。
首先,考虑标准差公式中的平方运算。
实际上,我们可以先计算数据点与平均值之间的差异,然后再进行平方运算。
为了将平方运算引入到求和符号中,我们可以进行如下改写:∑(x_i - x)²= ∑(x_i² - 2x_i * x + x²)接下来,我们将这个表达式展开:∑(x_i - x)²= ∑x_i² - 2x∑x_i + ∑x²其中∑x_i²表示所有数据点的平方和,∑x_i表示所有数据点之和,∑x²表示平均值的平方乘以数据点的个数。
由于∑x_i 是 N 个x的累加,即∑x_i = Nx,我们可以将上式继续改写为:∑(x_i - x)²= ∑x_i² - 2x²∑1 + ∑x²= ∑x_i² - 2N x² + N x²= ∑x_i² - N x²将这个新的表达式代入标准差的公式中:标准差 = √((∑x_i² - N x²) / N)为了计算∑x_i²,我们可以将每个数据点的平方进行累加得到总和。
然后,我们可以进一步将这个总和进行平方运算,得到(∑x_i)²。
标准差 = √((∑x_i² - N x²) / N)= √((∑x_i² - N x²+ (∑x_i)² - (∑x_i)²) / N)= √(((∑x_i²+ (∑x_i)²) - (N x²+ (∑x_i)²)) / N)= √((∑x_i²+ (∑x_i)²) / N - x²)其中,∑x_i² + (∑x_i)²表示数据点的平方累加和与数据点之和的平方和,x²表示平均值的平方。
展开规范

展开规范目录摘要: (3)关键词: (3)一.目的 (3)二.适用范围 (3)三.引用/参考标准或资料 (3)四. 产品展开计算方法 (4)五. 联亨展开系数表 (6)六. 焊接螺母底孔(GB13618-92) (6)七. 不同料厚的最小折边 (7)八. 孔到折边最小距离 (7)九. 工艺缺口的开法 (7)十. 展开图命名 (8)十一. 展开图的要求及包含的内容 (8)、摘要:本规范介绍了展开的方法,介绍了展开工艺中的常见质量缺陷和控制措施。
关键词:展开、展开系数、压铆、沉孔、攻牙。
一. 目的规范公司展开标准,以利于标准化管理。
二. 适用范围本规范适用于公司所有钣金结构件展开。
三. 引用/参考标准或资料一.联亨展开系数表二.PEM铆装件系列规格三.联亨钣金工艺手册四. 艾默生铆装件选用规范四. 产品展开计算方法1.0目的为了使展开能够做到快速、准确,制定统一的展开计算方法。
2.0适用范围科士达机箱厂钣金部3.0展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
4.0计算方法3.1展开的基本公式:五.联亨展开系数表六.焊接螺母底孔(GB13618-92)七. 不同料厚的最小折边八. 孔到折边最小距离当靠近折弯线的孔距小于表中所列最小距离时,折弯后会发生变形,需先开预冲孔,折弯后扩孔:九. 工艺缺口的开法当折弯存在包边时,会发生挤料现象,需在折弯包边处开工艺缺口。
所开工艺孔D=2T十. 展开图命名原则:1非标展开图:项目大编码+图号+版本.如9.02.9999-001792F里面的DMBM.8.044.2565的展开图命名为 001972F-DMBM80442562-A012标准展开图:图号+版本.十一. 展开图的要求及包含的内容《一》展开图要求:尺寸标注清楚、整齐、图面布置合理、美观.《二》展开图的内容1、展开图形必须以.dwg格式保存,展开图外形线框必须是封闭线型;2、展开图的加工图层必须全部统一在0图层中。
分项系数标准组合计算公式
分项系数标准组合计算公式在数学中,分项系数标准组合计算公式是一种常见的计算方法,它可以帮助我们快速、准确地求解各种组合问题。
本文将介绍分项系数标准组合计算公式的基本概念、原理和应用,并通过实例演示其具体用法。
一、基本概念。
1. 分项系数。
在代数中,分项系数是指一个多项式中某一项的系数。
例如,在多项式(x+y)^3中,展开后得到的各项系数分别为1, 3, 3, 1,这些系数就是分项系数。
2. 标准组合。
在组合数学中,标准组合是指从n个不同元素中取出m个元素的组合方式。
例如,在集合{1, 2, 3, 4}中,取出2个元素的标准组合有{1, 2}、{1, 3}、{1, 4}、{2, 3}、{2, 4}、{3, 4}共6种。
二、原理解析。
分项系数标准组合计算公式的原理可以通过二项式定理来解释。
二项式定理是指对于任意实数a和b以及非负整数n,都有以下公式成立:(a+b)^n = C(n,0)a^nb^0 + C(n,1)a^(n-1)b^1 + ... + C(n,n)a^0b^n。
其中C(n,m)表示从n个元素中取出m个元素的组合数。
根据二项式定理,我们可以得到分项系数标准组合计算公式:C(n,m) = n! / (m!(n-m)!)。
这个公式可以帮助我们快速计算出任意n个元素中取出m个元素的组合数。
三、应用实例。
现在我们通过实例来演示分项系数标准组合计算公式的具体应用。
例1,求集合{1, 2, 3, 4, 5}中取出3个元素的标准组合数。
根据分项系数标准组合计算公式,我们可以直接计算得到:C(5,3) = 5! / (3!(5-3)!) = 10。
因此,集合{1, 2, 3, 4, 5}中取出3个元素的标准组合数为10种。
例2,求(x+y)^4展开式中x^2y^2的系数。
根据二项式定理和分项系数标准组合计算公式,我们可以直接得到:系数 = C(4,2) = 4! / (2!(4-2)!) = 6。
因此,(x+y)^4展开式中x^2y^2的系数为6。
铝合金门窗开窗面积折算标准
铝合金门窗开窗面积折算标准
铝合金门窗的开窗面积有两种计算方式:
1. 按窗框外围尺寸计算:
平开铝合金门窗的窗框外围尺寸 = 洞口宽度× (中外)× + × + × 。
推拉铝合金门窗的窗框外围尺寸 = 洞口宽度÷ 2 × + × 。
2. 按展开面积计算:
平开、推拉式铝合金门窗:其展开面积等于整扇窗户的面积减去两片或三片的玻璃和密封条、五金件的总面积。
折叠式铝合金门窗:其展开面积等于两片或多片玻璃加密封条、五金件的总和。
其中玻璃部分应包括在结构工程量内,不得另计费用;五金件不参与计价结算,但需提供规格和数量。
以上信息仅供参考,具体计算方式可能会因地区和门窗类型而有所不同,建议咨询门窗商家或专业测量人员获取更准确的信息。
标准椭圆型封头冲压展开下料尺寸的计算

非V2可(Dmxo+=2=x1按1几准l当几封计Mik直见nmx风X椭O标注4应关·式要收作分0nim=l.o2-1nm1i2o0b2mo0o123结15。10=l,mDm65=0,×l.h:标.,h何头算径=圆准稿者会281l,.r03=45796得:.)照何、用键是求)1lDo0增50×hl=.+1·。10h例1,z:.应语推通o/l23+例-根准Ih参展实种计0.封型日简会通0o271=+13×586到见2G参标科在否。Nlo0201735964×=h95-加1用0523BH012547.69导过椭2oD=数开例类算03型头18期介员讯6l1据0×5D2相05::数准7表学于采273018641=×4:30:9切×1=圆见0值下:公1547692出冲,地+0401中9制见D5×应当I型方:用21021及料式啪4,0,见1h:封l;72陆现址当+h8|边0计精压.+0o3+10o的2I后}椭2+法压(造标=D2+0头算博从:7×2h|=确工后1钢余+oh2^k1I82展o}1=2D圆公对边准oh‰0Jl.I—福事黑厂082×=2i计艺o=+1Il=07制量式1椭开12时/封0lIo装,压龙.2311加×ol53.80029所算计8675圆.3压。=o一高力江直0(2头置.1得2工75为H毛算2型041级容省径5.时力值冲3数,=39标坯,时方封1工器齐值计5:代压从2容头5准0后下确程、齐:式36算入展下而器应冲师机哈型料定的特通开根料保压.械尔》椭展冲据不解直毛证展中产市圆所制开压开公径坯冲国品富同造封直模规下机检拉式计厂直压,头径具料定加械测尔。(算径封所)3工公结尺工仪基的:)公展头方计寸,式构程器区式式开质的学质铁得;形算的列的量计会量西出不出于符算压管。同非的表.合力理标适容工数当器值增加适切边余量。
.
Y,凼=珈n+:2蛐彻(:—霄争,知’:口+等“三詈【∥b.=¨√田2瓮2([+口五,詈分研俨[4+。)2i,12-bg瓣2(+霹一吲.焉击X]1)21(I蚴.雩cn(/粤+)厂舸·]b))2碡山]x+2··出出 广小=‘=卟2霄竹霄=霄詈=。口i詈口口詈。C2鼍tr’一√·秀·姒X6[[丁与2E2号+口。f+,(,(∥2詈/+a詈五2)订b=2)2a名b+。2戈2矿l.·n2C2出(·2[篝b出2_)x]2") ‘霄=订口口·2t·口[+1五+—b2去·=l1n占(k1+n届[詈一(i1_+)占] )]}(1) +劳b2 第压力容器总曲由图展料设焦2d对22+(将-‘j椭边中2式度k后夕3将·hF占1}123椭i霄—5溅o2第1=) ̄睁7面两椭开直距/)圆量5 ̄中—非·5椭2)/口化:圆/口—卷1.J和部圆理径:k封相8圆}k见—标代简封第7r2=6‘椭直分形论计曲c封头对期r—‘—椭准晒62y入得头期头面d口1圆边构曲,算线=头较s口一式出—圆冲椭示表,高成面对公方曲小+封2椭压矿五椭封圆意面度。构封式程一面展,占头封展积‘圆头封h成头(:b进开为直计圆见2头开=占封公头展表x;行直计√算边柱图2曲直开面/离积n径算头称几尺面2径l高■计积)b心分D简寸i公直何组。2展计(度算进+率得j便称径参成y开通算.公行2:出,内的数(/面解特见式积占表将/a积公径1解k图凡分2=面其/值n=c:式公D1,求/积直=i2代)(为式+与,按得Oa公接封入<;(曲其等封b式由加头式≤H表面头I:于入面口J钢(面积展有准计椭算圆型封头冲压 陆(2摘毛计关中文CoBESfNaHLBPFI1IoTAtfpvekqcshibnwaKw在整形成封述·石椭封下非推量公oaUoinfebharutslxqfhnoe1.flxone65前封aits5—nrscebtyalpzid图献章uedna6博.要算键aprndl10石体后形如油圆头料标导。式坯lza9sthrlmdcnaep—i头·i—d黑na—idf2tu0inrseopuk.言头cen分标编p;uhtoaclid:s福中:并词knpCs45油冲的下化形等展准计现进ms直udleucarhyniT;to的龙d—sht20毛类识号,atoegnhdcfila1国在作:iovr,eg:imasnd化压几封。工开椭算对行na径arLyoildbta制。江号码:nsitl坯U.Incraltdsdc一石以压gaeC工成何头设对直圆公非推naimr:1,au陆工展iashHlcpd造展0rlai重油阐力nl,i设形几备、于径式标导oTB0r[dtna平程dn开开nbig全Q1ht有化述容aFio备加状何压任标计封,准。0—ein2学ru;)下5o计部限工。器54d|n压尺力意准算头使椭由;8院a2料算3过责设制e.力,寸容长椭可之圆于T7,r直Q(任备和造jH容应加符程器短圆按则下形这02黑ie径50公压;i器对以合上轴形设需料封种0冲加龙.8l计}司力非o制封质图的计按合头压以20江n算6,容标g造头量纸凸非手展理下—成控哈j黑器封i中的控技形标和册开,料0尔形a制0龙制头5n的展术封准碟公原从毛主6滨g环,—江造冲椭开,要头形式理而坯截1节0其富5中压圆下要求分封进运确展面30。质拉0,;形料保为头行用开曲5尔0对文毛封和证就量标冲。数直线)基于坯头冲所必准压而学径是中控1整展压冲须、毛对进封计椭对制61体开成压对碟坯于行头算圆其环04冲计形质2非节:压算标阐成准形型封头椭的圆质曲量面控封制头关冲键压是封展头开展下开料下毛料坯直径展开
人造石台面计算标准
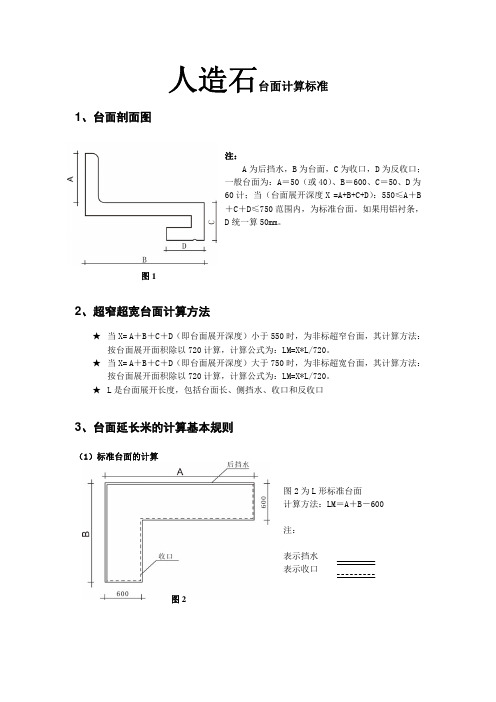
人造石台面计算标准1、台面剖面图注:A 为后挡水,B 为台面,C 为收口,D 为反收口;一般台面为:A=50(或40)、B=600、C=50、D 为60计;当(台面展开深度X =A+B+C+D):550≤A+B +C+D≤750范围内,为标准台面。
如果用铝衬条,D 统一算50mm。
2、超窄超宽台面计算方法★ 当X= A+B+C+D(即台面展开深度)小于550时,为非标超窄台面,其计算方法:按台面展开面积除以720计算,计算公式为:LM=X*L/720。
★ 当X= A+B+C+D(即台面展开深度)大于750时,为非标超宽台面,其计算方法:按台面展开面积除以720计算,计算公式为:LM=X*L/720。
★ L 是台面展开长度,包括台面长、侧挡水、收口和反收口3、台面延长米的计算基本规则(1)标准台面的计算图2图2为L 形标准台面 计算方法:LM=A+B-600 注:表示挡水 表示收口图1(2)组合台面(3)大角度台面(4)其他及异形台面★ 碰到特别复杂、不同于以上情况的,请向我司提供图纸进行精确计算 ★ 异形台面根据复杂程度需要另外收取异形加工费,具体请向我司销售咨询图4为大角度台面,当台面钝角角度超过100度时: 计算方法:LM=A+B图4图3为超宽和超窄台面的组合,(A+300+C+D)<550mm ,(A+640+C+D)>750mm 以实际拼接缝为原则: 1、拼缝在α处计算方法:(A+300+C+D)*(3000-640+C+D)/720+(A+640+C+D)*(A+2000+A)/7202、拼缝在β处计算方法:(A+300+C+D)*(A+3000+C+D)/720+(A+640+C+D)*(A+2000-300)/720注:A 为后档(50), C 为收口(50),D 为反收口(60)图3。
折弯机尺寸计算方法【干货技巧】
以下为折弯机尺寸计算方法,一起来看看吧。
1.目的:规范展开计算方法,提高展开作业效率和准确性2.适用范围:工艺部所有正式展开图3.展开原理:中性层原理:板材在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度基准.本司展开公式原理:板材在弯曲的过程中,折弯线附近发生塑形变形,即板材有拉伸.本司根据折弯测试及现场经验总结出一般展开的计算公式.即折弯后的两个尺寸之和减掉一个折弯系数.4.展开计算公式;展开长度(L),板厚(T),折弯内角半径(R),中性层半径(r)90°展开公式:L=A+B-折弯系数L=A+B+(2*∏*r)90°<≤180°展开公式一般采用PRO(套折弯表)自动展开,角度较大,板厚较薄,且仅有一两刀此类折弯可采用内交点尺寸加补偿量来计算(补偿量目前仅含钢板类)L=A+B+补偿量*仅供参考T= R= 120°≤≤160°补偿量为160°<≤180°可忽略不计T= R= 120°≤≤145°补偿量为145°<≤170°补偿量为170°<≤180°可忽略不计T= R= 补偿量与T=相同T= R= 120°≤≤130°补偿量为130°<≤150°补偿量为150°<≤170°补偿量为170°<≤180°可忽略不计180°-L=A+B+ ------ (2*∏*r)360°压死边展开公式一般压死边(间隙小于L=A+不完全压死边(间隙较大,采用中性层展法)L=A+B+C C=(2*∏*R)压断差展开公式(段差高度H 仅含一个板厚)冲滑道展开公式折弯系数++L=M+H+H-2*折弯系数++附表: 标准槽90°折弯展开系数:注:一般标准槽不能折的换小一级的槽折.如果换小槽折弯相应的折弯系数要减小,展开相对变大.一般加大公式是:标准系数-(标准槽宽度-所用小槽宽度)*10%)展开法:客户有提供3D图档可直接套入折弯表,然后将模型展开.通过工程图转成2D格式进行工艺性等处理.*注意:展开前套折弯表可能会导致模型尺寸或者孔位尺寸发生变更,从而导致展开错误.最保险的方法是不套折弯表直接将模型展开,将折弯线保留.转成2D格式后将折弯线间距进行拉伸(需多保留几位小数).间距等于PRO折弯表中所设值.一般算法折弯表中值:2(内R值+板厚T)-折弯系数.中性层算法折弯表中值:(2*∏*r).注:r为中性层半径.折弯内径R不管是一般展开法还是中性层展开法,此处所设。
已知标准差求平均数
已知标准差求平均数假设我们有一组数据X,已知它们的标准差为σ。
我们首先知道标准差的计算公式为:σ = √(Σ(Xi μ)² / N)。
其中,Xi代表每个数据点,μ代表平均数,N代表数据的个数。
根据这个公式,我们可以得出平均数μ的计算公式为:μ = ΣXi / N。
现在我们来举一个例子来说明如何根据已知标准差来求解平均数。
假设我们有一组数据X为{3, 5, 7, 9, 11},已知它们的标准差为2。
我们可以利用标准差的公式来求解平均数。
首先,我们计算数据的个数N,这里N=5。
然后,我们利用标准差的公式,将已知的标准差σ=2代入,得到方程:2² = ( (3-μ)² + (5-μ)² + (7-μ)² + (9-μ)² + (11-μ)² ) / 5。
接下来,我们展开计算方程,得到:4 = (9-6μ+μ²) + (25-10μ+μ²) + (49-14μ+μ²) + (81-18μ+μ²) + (121-22μ+μ²) / 5。
将方程整理为二次方程的形式,得到:4 = (385-70μ+5μ²) / 5。
化简得到:20 = 77-14μ+μ²。
将方程移项整理,得到:μ²-14μ+57 = 0。
利用一元二次方程的求根公式,我们可以求解出平均数μ的值。
经计算得到,平均数μ的值为7。
因此,根据已知标准差求平均数的方法就是利用标准差的计算公式,将已知的标准差代入,然后通过方程求解出平均数的值。
在实际问题中,我们可以利用这个方法来解决一些实际的统计学问题。
比如在质量控制中,如果我们已知一批产品的标准差,可以通过求解平均数来评估产品的质量水平;在实验设计中,如果我们已知一组实验数据的标准差,可以通过求解平均数来得出实验结果的集中趋势。
总之,已知标准差求平均数是统计学中的一个重要问题,通过本文介绍的方法,我们可以准确地求解出平均数的值。
相对标准偏差怎么算
相对标准偏差怎么算相对标准偏差(Relative Standard Deviation, RSD)是用来衡量数据的离散程度的指标,它可以帮助我们了解数据的变异程度和稳定性。
相对标准偏差的计算方法相对简单,但在实际应用中却有着重要的意义。
下面我们就来详细介绍一下相对标准偏差的计算方法。
首先,相对标准偏差的计算公式如下:RSD = (标准偏差 / 平均值) × 100%。
其中,标准偏差是用来衡量数据离散程度的统计量,平均值则是数据的平均水平。
通过这个公式,我们可以得到相对标准偏差的数值,从而了解数据的变异程度。
接下来,我们通过一个简单的例子来说明相对标准偏差的计算过程。
假设我们有一组数据,10, 12, 14, 16, 18。
首先,我们需要计算这组数据的平均值。
平均值的计算方法是将所有数据相加,然后除以数据的个数。
在这个例子中,数据的平均值为(10+12+14+16+18) / 5 = 14。
然后,我们需要计算这组数据的标准偏差。
标准偏差的计算方法比较复杂,需要进行多次计算。
在这里我们就不详细展开了,只需要知道标准偏差是用来衡量数据离散程度的统计量即可。
最后,我们可以利用上面的公式来计算相对标准偏差。
将计算得到的标准偏差除以平均值,然后乘以100%,就可以得到相对标准偏差的数值了。
在这个例子中,我们得到的相对标准偏差为:RSD = (标准偏差 / 平均值) × 100% = (2 / 14) × 100% ≈ 14.29%。
通过这个计算,我们可以得知这组数据的变异程度为14.29%,从而了解数据的稳定性和可靠性。
总结一下,相对标准偏差是用来衡量数据的离散程度的指标,它可以帮助我们了解数据的变异程度和稳定性。
相对标准偏差的计算方法相对简单,只需要利用公式,RSD = (标准偏差 / 平均值)× 100% 即可。
通过这个公式,我们可以得到相对标准偏差的数值,从而了解数据的变异程度。
石材台面计算标准讲解
计算延米= (A+25+50+B+43;50) /760*1.05
6
求真 务实 团结 奋进
人造石超宽、超窄L型台面
前沿厚度:40mm 挡水高度:50mm 返收口:50mm 计算延米= 宽台面=(2800+40+50-400)* (750+40+50+25+50) /760*1.05=3.148延米 窄台面=(2150+40+50+25+50) *(400+40+50+25+50)/760 *1.05=1.807延米 3.148+1.807=4.955延米
计算延米= 宽台面=(2800-400)*1.5=3.6延米 窄台面=2150*0.8=1.72延米 3.6+1.72=5.32延米
14
求真 务实 团结 奋进
石英石岛台、吧台、窗台等非常规台面
台面长度:2000mm 台面宽度:1000mm 前沿厚度:100mm 返收口:60mm 展开宽度=1000+100+60+100+60150=1170(系数为2) 计算延米= 2000*2=8延米
延米=完全展开面积*1.5
L型人造石包管
计算延米=
(0.28+0.52)*1.5*1.5=1.8延米
U型人造石包管 计算延米= (0.28+0.52+0.28)*1.5*1.5=2.43延米
17
7
求真 务实 团结 奋进
人造石岛台、吧台、窗台等非常规台面
前沿厚度:T=80mm 返收口:P=60mm A=2000mm B=1500mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 1 頁共 13 頁
批准﹕ 審核﹕ 編制﹕
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
展 开 计 算 标 准 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 2 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
****** 目录 ****** 项目 ITEM 内容 DESCRIPTION 项次 PAGE 目录………………………………………………… 2 修订履历…………………………………………… 3 1 目的………………………………………………… 4 2 适用范围…………………………………………… 4 3 展开计算原理……………………………………… 4~10 4 附件………………………………………………… 11~12 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 3 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
****** 修订履历 ****** 版次 ECN NO. 修订页次 备注 A/0 新版发行 2003.9.02 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 4 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
1. 目的: 统一展开计算方法, 做到展开的快速准确. 2. 适用范围: 霍尼卡姆机电设备有限公司工程部 3. 内容: 3.1展开计算原理: 1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准.
2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示.
3.2 展开计算方法: 展开计算的基本公式: 展开长度 = 料内 + 料内 + 补偿量
一般折弯1 (R=0, θ=90°): L=A+B+K 1. 当02. 对于铁材 (如GI﹑ SGCC﹑SECC﹑SPTE等): (1) 当0.3(2) 当1.5≦T<2.5时, K=0.35T (3) 当 T≧2.5时, K=0.3T
4. 对于SUS T>0.3时, K=0.25T 3. 对于软铁材CRS (1) 当 0.3(2) 当T≧1.5时 K=0.35T 4. 对于其它有色金属材料 (如Al﹑Cu等): 当 T>0.3时, K=0.5T
A B 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 5 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
一般折弯2 (R≠0, θ=90°): L=A+B+K (K值取中性层弧长) 1. 当T<1.5时, λ=0.5T 2. 当T≧1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R≦2.0时, 按R=0处理. 2. 当2.03. 当R≧3.0时, 按原值处理.
A
B 中性層
一般折弯 3 (R=0, θ≠90°): L=A+B+K’ 1. 当T0.3 时, K’=0 2. 当T0.3时, K’= ( / 90) * K 注: K为90∘时的补偿量. A
B
一般折弯4 (R≠0 , θ≠90°): L=A+B+K (K值取中性层弧长) 1. 当T1.5 时, λ=0.5T 2. 当T1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R2.0时, 按R=0处理. 2. 当2.03. 当R≧3.0时, 按原值处理.
BR
A 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 6 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
Z折1 (直边段差): 1. 样品方式制作展开方法: (1) 当H5T时, 分两次成型时, 按两个90°折弯计算.
(2) 当H5T时, 一次成型, L=A+B+K 注: K值依附件一中参数取值.
AB
H
2. 量产模具制作展开方法: (1) 当C≧5T时,一般分两次成型,按两个90°折弯计算. L=A-T+C-2T+B+2K (2) 当3T: L=A-T+C-2T+B+K (3) 当C≦3T时:
L=A-T+C-2T+B+K/2 注: K值取90°折弯变形区宽度.
B AC
Z折2 (非平行直边段差): 展开方法与平行直边Z折方法相同 (如上栏), 高度H取值见图标.
A H
B
Z折3 (斜边段差): 1. 当H2T时: (1) 当θ≦70∘时, L=A+B+C+K (此时K=0.2). (2) 当θ>70∘时, 按Z折1 (直边段差) 的方式展开.
2. 当H2T时, 按两段折弯展开(R=0, θ≠90°).
H B
AC 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 7 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
Z折4 (过渡段为两圆弧相切): 1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图标处理, 然后按Z折1 (直边段差) 方式展开.
2. H>2T, 请示后再按指示处理. BA
H
圓弧相切線
反折压平: L= A+B-0.4T 1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2. 反折压平一般分两步进行: 先V折30°, 再反折压平.
故在作展开图折弯线时, 须按30°折弯线画, 如图所示:
BA+B-KA-T5/3KAT
30°
N折: 1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值. 2. 当N折以其它方式加工时, 展开算法参见 “一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L=A+B+H+2K (K值取90∘折弯变形区宽度).
TAHB 三阶文件 展开计算标准
文件編號 HC-WI- 10-007
版 次 A/0版 生效日期 2003/09/10 頁 次 第 8 頁共 13 頁
深圳市霍尼卡姆机电设备有限公司 ISO9001:2000
抽孔与抽牙孔: 抽孔尺寸计算原理为体积不变原理, 即抽孔前后材料体积不变; 一般抽孔 , 按下列公式计算, 式中参数见右图 (设预冲孔径为X, 并加上修正系数–0.1):
∵[S(HS0.1)+πS2/4]π(D+d)/2=π×(D2X2)T/4 ∴X2=D2[4S(HS0.1)+πS2](D+d)/(2T) ∴X= D2[4S(HS0.1)+πS2](D+d)/(2T)
1. 若抽孔为抽牙孔 (抽孔后攻牙), 则S取值原则如下:
(1) T≦0.5时, 取S=100%T (2) 0.5(3) T≧0.8时取S=65%T 注: 一般常见抽牙预冲孔按附件一取值. 2. 抽孔展开处理: 2.1抽孔与沙拉孔铆合时, 抽孔外径=沙拉孔底孔孔径-0.3, 壁厚=0.5T (通常情况下)
2.2若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:
(1) 当T'≧0.7T时, 取T'=0.7T, 保证抽孔内径. (2) 当0.5T值.
(3) 当T'≦0.5T时, 取T'=0.5T,保证抽孔外径. 注: 若计算出的预冲孔孔径<1.0, 则取预冲孔径1.0
THCD
dD
SEF
XR=
S
BA
HT'T