90、QJL J164003-2009 汽车制动盘技术条件
乘用车碳陶制动盘产品标准及测试方法

按附录 A.5.3 的规定进行扭转疲劳强度试验后,整体式碳陶制动盘不应出现 A.3.1 所述
4
失效,非整体式碳陶制动盘不应出现 A.3.2 所述失效。 7.4 热疲劳性能
按附录 A.5.4 的规定进行热疲劳试验后,整体式碳陶制动盘不应出现 A.3.1 所述失效, 非整体式碳陶制动盘不应出现 A.3.2 所述失效。 7.5 高负载试验
碳陶复 合材料
≥120
≥240
≥12
≥20
≥80
2.0~ 2.5
开孔率 %
≤10
物相质量比 %
Si≤10, C:20~60, SiC:30~70
5.2 盘毂材料性能
对于非整体式碳陶制动盘,盘毂材料为金属材料,其力学性能应满足抗拉强度≥150MPa。 盘毂材料及力学性能参数也可由供需双方协商确定。
6 尺寸公差和形位公差
3 术语及定义
下列术语和定义适用于本文件。
3.1
整车零部件防腐技术条件

制动硬管总 镀锌 Fe/Ep·Zn18,橄榄绿,按 QC/T 625-1999 的规定;盐雾试验在
成
120h 以上,无腐蚀现象。
制动管
40
路装置 制动软管总 金属接头及支架表面处理 Fe/Ep•Zn12•c1B,按 QC/T 625-1999 执行,
盐雾试验要求大于 240h,其余金属件 96h 以上中性盐雾试验后均不
Q/JLY J721060-2009
表 1(续)
序号 所属系统
零部件名称
防腐设计要求
下摆臂焊接 焊接完毕后表面应进行阴极电泳涂漆处理,按 QC/T 484-1999 TQ6 执
总成
行,耐盐雾试验大于 240h,试验后零件表面无起泡、腐蚀等异常现象。
前悬架
30
下摆臂 下摆臂球头 黑色亚光电泳漆,盐雾试验大于 240h 无腐蚀现象,铆接部位除外;
时。
43
粘贴式平衡块
表面镀锌并喷罩光漆或喷塑,耐盐雾试验 480h 无红锈。
45
钢轮平衡块
表面喷塑均匀,盐雾试验 480h 无红锈。
Fe/Ep·Cr10,按 QC/T 625-1999 执行,酸性盐雾试验(CASS)48h
46
车轮螺母
后外表面腐蚀等级 8 级以上。
横拉杆:表面黑色电泳漆,按 QC/T 484-1999 TQ6 规定执行,盐雾试
镀锌,盐雾试验 72h,不出现白锈。
共7页 第1页
GEELY
CE-1/2 整车零部件防腐技术条件
Q/JLY J721060-2009
表 1(续)
序号 所属系统
零部件名称
防腐设计要求
3
车身车Leabharlann 铰链镀锌,盐雾试验 96h,不出现白锈。
汽车底盘标准

十六、底盘标准GB/T 4783—1984 汽车悬挂系统的固有频率和阻尼比测定方法GB/T 4969—1985 万向节和传动轴名词术语GB/T 5180—1985 汽车悬架术语及定义GB/T 5333—1985 汽车驱动桥术语及定义GB/T 5728—1985 汽车离合器术语及其定义QC/T 25—2014 汽车干摩擦式离合器总成技术条件QC/T 25—2004QC/T 27—2014 汽车干摩擦式离合器总成台架试验方法QC/T 27—2004QC/T 293—1999(2009) 汽车半轴台架试验方法ZB T21 003—1989* QC/T 294—1999(2009) 汽车半轴技术条件ZB T21 004—1989* QC/T 298—1999(2009) 微型货车整车悬架静负荷特性测定方法ZB/T T22 004—1990* QC/T 483—1999(2009) 汽车前轴疲劳寿命限值JB 4285—1986*QC/T 491—1999(2009) 汽车筒式减振器尺寸系列及技术条件JB 1459—1985*QC/T 494—1999(2009) 汽车前轴刚度试验方法JB 4230—1986*QC/T 513—1999(2009) 汽车前轴台架疲劳寿命试验方法JB 3605—1984*QC/T 523—1999(2009) 汽车传动轴总成台架试验方法JB 3741—1984*QC/T 533—1999(2009) 汽车驱动桥台架试验方法JB 3803—1984*QC/T 534—1999(2009) 汽车驱动桥台架试验评价指标JBn 3804—1984*QC/T 545—1999(2009) 汽车筒式减振器台架试验方法JB 3901—1985*QC/T 584—1999(2009) 汽车底盘产品质量检验评定办法QCn29008.5—1991 QC/T 696—2011 汽车底盘集中润滑供油系统QC/T 696—2002QC/T 1010—2015 离合器液压气助力系统助力器技术要求和台架试验方法QC/T 1011—2015 离合器液压气助力系统总泵技术要求和台架试验方法QC/T 1020—2015 汽车等速万向节及其总成试验方法QC/T 1021—2015 汽车独立悬架球头销总成性能要求及台架试验方法QC/T 29035-1991(2009) 汽车钢板弹簧技术条件原QCn 29035—1991(代替JB 523—1985、JB 4046—1985)QC/T 29082-1992(2009) 汽车传动轴总成技术条件*********JB/T 5312—2001汽车离合器分离轴承及其单元JB/T 5312—1991。
TJJW 044-2014 交流传动机车单元制动器暂行技术条件.

8. 2 气密性试验
8.2.1 常温低压气密性试验
2
TJ/JW 044-2014 在常温条件下 , 分别向单元制动器的制动缸、停放制动缸充入 100 kPa 的压缩空气 ,保压 3 min ,
测定 3 min 漏泄量。
8 .2.2 常温高压气密性试验 在常温条件下,分别向机车单元制动器的制动缸、停放制动缸充入 500 kPa 的压缩空气 ,保压 3 min ,
测试结果均应符合本文件 6. 2 、 6. 3 、 6. 5 及 6.6 、 6. 7 中常温条件下的规定,防尘套应无破损。
6. 11 有横移量要求的单元制动器(一般用于中间车轴〉的横移量要求应符合图样要求, 6.12 机车单元制动器的振动冲击试验应符合 GB/T 21563-2008 规定的 2 类试验工况。 6.13 铸钢件未注铸造尺寸公差按 GB/T 6414-1999 的 CT7 级执行。 6.14 传动零部件及机加工件未注形位公差按 GB/T 1184- 1996 的 k 级执行。 6.15 传动零部件及机加工件未注尺寸公差按 GB/T 1804-2000 的 m 级执行。
与
x
图 1 一次调整量、缓解间隙试验示意图
3
TJ/JW 044-2014 8.3.1.3 缓解间隙试验
缓解间隙测试应在闸瓦托组成推出 30 mm......80 rnrn 范围内进行,按 8. 3. 1. 2 测得的 13 与 12 的差值即
为缓解间隙。当闸瓦托组成推出量小于 30 mm 或大于 80 rnrn 时,测得的数据不作为判别依据。
l 范围. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1 2 规范性引用文件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1 3 术语和定义. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 4 分类. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 5 应用环境....... . ...... . ....... ... ....... ... ..... .............. . .......... . I …… … …………….... 1 6 技术要求. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 7 制造要求. ... .... . .. . . . . .. ..... .. .. ..... ...... . . . .... .. . .. .. . .. .. . .. . .. . ., . ..... ... 2 8 试验方法.... .. .. ... .. . .... . ... ... ... . . . .... . . ...... . ....... ..... . .. . .. . . ... ....... 2 9 检验规则.... .. ......... ..... ........ . ... . .. . .. ..... . . ..... . ....... .... . . . ...... ... 5
制动标准

制动标准GB 12676—1999 汽车制动系统结构、性能和试验方法GB/T 12676—1990GB 16897—2010 制动软管的结构、性能要求及试验方法GB 16897—1997GB 21670—2008 乘用车制动系统技术要求及试验方法GB/T 5335—2008 汽车液压制动装置压力测试连接器技术要求GB/T 5335—1985GB/T 5345—2008 道路车辆石油基或非石油基制动液容器的标识GB/T 14168—1993、GB/T5345—1985GB/T 5620—2002 道路车辆汽车和挂车制动名词术语及其定义GB/T 5620.1—1985、GB/T5620.2—1985GB/T 5921—1986 汽车和挂车气压制动系部件上接口的识别标记GB/T 5922—2008 汽车和挂车气压制动装置压力测试连接器技术要求GB/T 5922—1986GB/T 7361—1987 半挂牵引车的制动及电路连接位置GB/T 7362—1987 全挂牵引车和货车的制动及电路连接位置GB/T 13594—2003 机动车和挂车防抱制动性能和试验方法GB 13594—1992GB/T 14171—1993 汽车气制动系管路螺纹孔和管接头外螺纹GB/T 30513—2014 乘用车爆胎监测及控制系统技术要求和试验方法QC/T 35—1992(2009) 汽车与挂车气压控制装置台架试验方法QC/T 36—1992(2009) 汽车与挂车气压控制装置通用技术条件QC/T 37—1992(2009) 汽车与挂车气压调节保护装置通用技术条件QC/T 38—1992(2009) 汽车与挂车气压调节保护装置台架试验方法QC/T 77—1993(2009) 汽车液压制动轮缸技术条件QC/T 79.1—2008 道路车辆牵引车和挂车之间气制动连接用螺旋管总成第1部分:尺寸QC/T 79—1993QC/T 79.2—2008 道路车辆牵引车和挂车之间气制动连接用螺旋管总成第2部分:性能要求QC/T 79—1993QC/T 200—1995(2009) 汽车气制动装置用储气筒技术条件QC/T 201—1995 (2009) 汽车气制动用热塑管接头尺寸QC/T 237—1997(2009) 汽车驻车制动器性能台架试验方法QC/T 239—1997(2009) 货车、客车制动器性能要求QC/T 307—1999(2009) 真空助力器技术条件QC/T 311—2008 汽车液压制动主缸性能要求及台架试验方法QC/T 311—1999QC/T 316—1999(2009) 汽车行车制动器疲劳强度台架试验方法QC/T 479—1999(2009) 货车、客车制动器台架试验方法QC/T 556—1999(2009) 汽车制动器温度测量和热电偶安装QC/T 564—2008 乘用车制动器性能要求及台架试验方法QC/T 564—1999QC/T 592—2013 液压制动钳总成性能要求及台架试验方法QC/T 592—1999QC/T 593—1999(2009) 液压感载比例阀技术条件QC/T 764—2006※汽车液压制动系金属管、内外螺纹管接头和软管端部接头GB/T 11611—1989(国标转行标)QC/T 788—2007 汽车踏板装置性能要求及台架试验方法QC/T 789—2007 汽车电涡流缓速器总成性能要求及台架试验方法QC/T 790—2007 制动气室性能要求及台架试验方法QC/T 958—2013 汽车真空泵性能要求及台架试验方法QC/T 959—2013 机械式驻车制动操纵杆总成性能要求及台架试验方法QC/T 960.1—2013 道路车辆液压制动系统第1部分:双喇叭金属管、螺纹孔、螺纹管接头和管座QC/T 961—2013 液压制动系统塑料储液罐性能要求及台架试验方法QC/T29078—1992(2009)汽车用空气压缩机技术条件QC/T29101—1992(2009)汽车用拉索总成*********GB 5763—2008 汽车用制动器衬片GB 5763—1998 GB/T 5766—2007 摩擦材料洛氏硬度试验方法GB/T 5766—1996 GB/T 17469—2012 汽车制动器衬片摩擦性能评价小样台架试验方法GB/T 17469—1998 GB/T 18849—2011 机动工业车辆制动器性能和零件强度GB/T 18849—2002 GB/T 22309—2008 道路车辆制动衬片盘式制动块总成和鼓式制动蹄总成剪切强度试验方法GB/T 22310—2008 道路车辆制动衬片盘式制动衬块受热膨胀量试验方法GB/T 22311—2008 道路车辆制动衬片压缩应变试验方法GB/T 26736—2011 道路车辆制动衬片耐水、盐水、油和制动液性能试验方法GB/T 26737—2011 道路车辆制动衬片锈蚀对铁偶合面粘结影响的试验方法GB/T 26738—2011 道路车辆制动衬片摩擦材料产品确认和质量保证GB/T 26739—2011 道路车辆制动衬片材料内剪切强度试验方法GB/T 26740—2011 道路车辆制动衬片盘式制动衬块试验后表面和材料缺陷的评价方法GB/T 26741—2011 机动三轮车用制动器衬片GB/T 29063—2012 道路车辆制动衬片摩擦材料气制动商用车性能试验方法GB/T 29064—2012 道路车辆制动衬片摩擦材料汽车制动系统摩擦性能评价方法GB/T 29065—2012 道路车辆制动衬片摩擦材料涂漆背板和制动蹄耐腐蚀性能评价方法GB/T 29066—2012 道路车辆制动衬片摩擦材料气制动商用车磨损试验方法。
我国汽车技术论坛-刹车制动力分配试验方法09
以上;
记 录 … … … … … … … … … … … … 刹车踏板踏力(液压)及刹车减速度;
3.2.3. 车辆制动扭力分配试验
(1)前轮及后轮装着车轮扭力计(Wheel Torque meters)
制动初速度…………
50±3km/h(乘用车、商用车);
制动前刹车温度……………………
80±5℃;
编制部门: 技术部
文件编号:SAF-P009
XXXX 汽车工业有限公司
刹车制动力分配试验方法
第(1)版
编制: 审核: 批准:
日期: 日期: 日期:
年月日 年月日 年月日
发布日期:2004 年 月 日
实施日期:2004 年 月 日
版次
第一版
刹车制动力分配试验方法修订一览表
日期
2004/11/4
修订人
Km/h GVW
试验日期 天气 供试车
车 1 名乘 重 GVW 刹车 前 式样 后
M/V M/C 减压阀 轮胎 真空压 制动前温度 走行阻力的 减速度 试验路
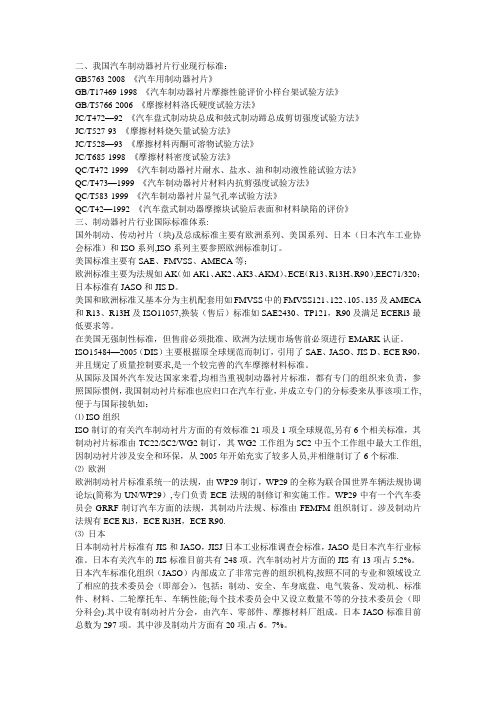
减速度(g)
0.6 0.5 0.4 0.3
0.2
0.1
0 0
10
20
30
40
50
60
70
踏板踏力(kg)
附表 3
前后制动力分配
结果 条件 0. 3g 相当 (W= kg)
SEM
文件类别(标准、规定、规范类) 刹车制动力分配试验方法
编号 版次 页次
STS-P003 1 3/3
h
g
(b)制动途中产生锁死时,取锁死之中间位置 g 值((B+C)/2)
C B A
(c)前 2 轮锁死或 4 轮锁死,而得到如下波形时,取 A=A-0.03 为锁死点,并请记录 C 值作 为参考
刹车片检测标准
二、我国汽车制动器衬片行业现行标准:GB5763-2008 《汽车用制动器衬片》GB/T17469-1998 《汽车制动器衬片摩擦性能评价小样台架试验方法》GB/T5766-2006 《摩擦材料洛氏硬度试验方法》JC/T472—92 《汽车盘式制动块总成和鼓式制动蹄总成剪切强度试验方法》JC/T527-93 《摩擦材料烧矢量试验方法》JC/T528—93 《摩擦材料丙酮可溶物试验方法》JC/T685-1998 《摩擦材料密度试验方法》QC/T472-1999 《汽车制动器衬片耐水、盐水、油和制动液性能试验方法》QC/T473—1999 《汽车制动器衬片材料内抗剪强度试验方法》QC/T583-1999 《汽车制动器衬片显气孔率试验方法》QC/T42—1992 《汽车盘式制动器摩擦块试验后表面和材料缺陷的评价》三、制动器衬片行业国际标准体系:国外制动、传动衬片(块)及总成标准主要有欧洲系列、美国系列、日本(日本汽车工业协会标准)和ISO系列,ISO系列主要参照欧洲标准制订。
美国标准主要有SAE、FMVSS、AMECA等;欧洲标准主要为法规如AK(如AK1、AK2、AK3、AKM)、ECE(R13、R13H、R90),EEC71/320;日本标准有JASO和JIS D。
美国和欧洲标准又基本分为主机配套用如FMVSS中的FMVSS121、122、105、135及AMECA 和R13、R13H及ISO11057,换装(售后)标准如SAE2430、TP121,R90及满足ECERl3最低要求等。
在美国无强制性标准,但售前必须批准、欧洲为法规市场售前必须进行EMARK认证。
ISO15484—2005(DIS)主要根据原全球规范而制订,引用了SAE、JASO、JIS D、ECE R90,并且规定了质量控制要求,是一个较完善的汽车摩擦材料标准。
从国际及国外汽车发达国家来看,均相当重视制动器衬片标准,都有专门的组织来负责,参照国际惯例,我国制动衬片标准也应归口在汽车行业,并成立专门的分标委来从事该项工作,便于与国际接轨如:⑴ ISO组织ISO制订的有关汽车制动衬片方面的有效标准21项及1项全球规范,另有6个相关标准,其制动衬片标准由TC22/SC2/WG2制订,其WG2工作组为SC2中五个工作组中最大工作组,因制动衬片涉及安全和环保,从2005年开始充实了较多人员,并相继制订了6个标准.⑵欧洲欧洲制动衬片标准系统一的法规,由WP29制订,WP29的全称为联合国世界车辆法规协调论坛(简称为UN/WP29),专门负责ECE法规的制修订和实施工作。
制动硬管技术要求及试验性能

制动硬管技术要求及试验性能发布实施发布目录前言 (1)1 范围 (2)2 规范性引用文件 (2)3 结构型式及尺寸 (2)4 技术要求 (5)5 试验方法 (8)6检验规则 (10)7包装,运输,贮存 (10)前言本标准按照GB/T 1.1—2020给出的规则起草。
本标准由提出。
本标准由归口。
本标准起草部门:本标准主要起草人:本标准为首次发布。
制动硬管技术条件及试验性能1 范围本标准规定了汽车制动硬管技术要求、试验内容。
本标准适用于汽车的制动硬管。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
SAE J463-2002 锻铜和铜合金SAE J527-2000 铜焊双层壁低碳钢管SAE J533-1999 管的扩口SAE J1290-2002 汽车液压制动系统——公制管联接件YB/T 4164-2007 双层铜焊钢管3 结构型式及尺寸3.1 A 型制动硬管总成的型式按图 11—双层扩口式硬管 2—管接头3.1.1双层扩口式硬管形状及尺寸按图 2 所示图2双层扩口式硬管形状及尺寸3.1.2管接头尺寸按图 3 所示图3管接头尺寸型式3.2 B 型制动硬管总成的型式按图 4图4 B 型制动硬管总成的型式前锥鼓式硬管尺寸按图 5 所示。
图5 前锥鼓式硬管尺寸3.2.1管接头尺寸及尺寸按图 6 所示图6 管接头尺寸型式及尺寸3.3 锥面密封的管路螺纹孔/内螺纹尺寸锥面密封的管路螺纹孔的形式及尺寸应符合图7的规定。
图7锥面密封的管路螺纹孔的形式及尺寸4 技术要求4.1 一般要求4.1.1 制动硬管总成应符合本标准规定,并按照经规定程序批准的技术图样及文件制造。
制动硬管总成商标标记执行公司标准,产品标记方法执行公司标准。
4.1.2 制动硬管总成的坐标尺寸应符合图样要求。
4.1.3 制动硬管内外表面应清洁、光滑,并不得有对使用有害的缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I Q/JL 浙江吉利控股集团有限公司企业标准 Q/JL J164003-2009
汽车制动盘技术条件
2009-01-10发布 2008-02-10实施 浙江吉利控股集团有限公司 发 布 Q/JL J164003-2008 Ⅰ 前 言 为了规范制动盘的生产、检验及使用,特制定本标准。 本标准附录A为规范性附录。 本标准由浙江吉利控股集团有限公司提出。 本标准由浙江福林国润汽车零部件有限公司负责起草。 本标准主要起草人:庄道松、王志妙。 本标准于2009年01月10日首次发布。 Q/JL J164003-2008
1 汽车制动鼓技术条件 1 范围 本标准规定了乘用车盘式制动器用制动盘的结构型式及参数、技术要求、检验规则、包装、运输和贮存。 本标准适用于乘用车盘式制动器用制动盘,以下简称为制动盘。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用与本标准。 GB/T 7216-1987 灰铸铁金相 JB/T 7945-1999 灰铸铁 力学性能试验方法 GB/T 9439-1988 灰铸铁件 GB/T 13384-1992 机电产品包装通用技术条件 JB/T 6050-2006 钢铁热处理零件硬度检验通则 JL 100003-2007 汽车零部件永久性标识规定
3 结构型式及参数 3.1 结构型式 制动盘按其结构,可以分为通风制动盘和实心制动盘。 3.2 基本参数 3.2.1 通风制动盘见图1。(具体参数值按产品图样) Q/JL J164003-2008
2 b2b3b1
D1D2
D3D4d1d2
B4
图1 3.2.2 实心制动盘见图2。(具体参数值按产品图样) d1
b2b1
b3
D1
D3D4d2b4
图2 4 技术要求 4.1 基本要求 4.1.1 产品应符合本标准要求,并按规定程序批准的图样与技术文件制造。 4.1.2 铸件应无裂纹、砂眼、气孔等缺陷。 4.1.3 通风盘应很好的清理通风槽内部。 4.1.4 铸件须经时效处理,经100%探伤检测。 4.1.5 制动盘摩擦表面厚度的允差:同一圆周上≤0.007mm,同一半径上≤0.05mm。 4.1.6 与转向节带轮毂总成装配时,制动盘摩擦表面不允许接触油脂类物质,制动盘和轮毂结合面不 得有夹杂物。 4.1.7 制动盘装配后,应转动灵活、滑顺,不能有卡滞现象。 Q/JL J164003-2008 3 4.2 材料要求 4.2.1 制动盘材质为HT250,硬度HB190~240,符合GB/T 9439-1988的规定。 4.2.2 材料内在质量控制要求见附录A。 4.3 性能要求 4.3.1 制动盘动不平衡量≤0.1kg.cm。 4.3.2 制动盘以轮毂安装面为基准,检测制动盘端面跳动,其值应≤0.03mm。 4.3.3 加工后的制动盘,其加工表面须作防锈处理,非摩擦表面喷银灰色漆,中性盐雾试验72小时不 得生锈。
5 检验规则 5.1 每件产品经检验部门检验合格后才能出厂,并附有证明产品质量合格的文件。 5.2 出厂检验 检验项目见表1,抽检数量不大于交检数量的5%,但不少于2件。在抽检的样件中有一件不合格,可加倍抽检,如仍有一件不合格,则判定为抽检不合格,每批抽检一次。
表1 序号 检验项目 出厂检验 型式检验 1 基本要求 1-⑴ 尺寸公差 △ △ 1-⑵ 外观检查 △ △ 2 材料要求 2-⑴ 硬度 △ △ 2-⑵ 力学性能 △ △ 2-⑶ 金相 △ △ 2-⑷ 探伤检测 △ △ 3 性能要求 3-⑴ 动平衡 △ △ 3-⑵ 端面跳动 △ △ 3-⑶ 耐腐蚀性 △ Q/JL J164003-2008 4 5.3 型式检验 5.3.1 产品在下列情况之一时,应进行型式检验: a) 新产品试制定型鉴定时; b) 正式生产后,产品在设计、材料、工艺等方面有重大改变时; c) 连续生产的产品,每年进行一次; d) 产品停产一年以上,恢复生产时; e) 出厂检验结果与上次型式检验有较大差异时; f) 国家质量监督机构提出型式检验要求时。 5.3.2 型式检验应包括本技术条件所规定的全部试验项目,见表1。 5.3.3 型式检验的样品应从检验合格的产品中随机抽样,但不少于2件,其中每个样本经检验后都合 格,则判定此次型式检验合格;若有任何一项不合格,再加倍取样复验,复验结果如仍有一项不合格,则判定此此次型式检验为不合格。
6 标志、包装、运输和贮存 6.1 标志 制动盘上应有永久性标识,并符合JL 100003-2007规定。 6.2 包装 制动盘包装应符合GB/T 13384-1992的规定,并必须随带产品合格证。 6.3 运输 在运输装卸过程中,严禁磕碰并应用防止雨、雪和水侵袭的措施,保证制动盘不受损伤和锈蚀。 6.4 贮存 制动盘贮存在清洁通风,温度在-25℃~40℃,能防止雨、雪和水等侵袭的地方。不得在日光下长期曝晒,不允许锈蚀。
7 质量保证 行驶里程不超过3万公里而因制动盘质量问题发生损坏或不能正常工作,供应商应负责免费修理或更换零部件。 Q/JL J164003-2008
5 附录A (规范性附录) HT250灰铸铁件内在质量控制规程
A.1 范围 本规程适用于现生产的汽车制动鼓和制动盘用HT250灰铸铁件的硬度和金相等内在质量控制。 本规程是质量检验部门进货检验和质量仲裁的依据,也是供应商检验发交的依据。
A.2 质量控制规范内容 A.2.1 拉伸试验 A.2.1.1 铁水试棒和拉力试样(炉号) 每炉铁水(3000kg~5000kg)为一批。每批至少进行一次拉伸试验。供方每批提供三只附铸试棒做拉伸试验,浇铸附铸试棒的铁水必须是每炉铁水的最后一桶铁水。 附铸试棒和拉力试样的尺寸标准按GB/T 9439-1988中第5条的具体规定执行。未尽事宜由供方和我方双方共议。 A.2.1.2 拉伸试验步骤 拉伸试验步骤按JB/T 7945-1999的具体规定进行。 A.2.1.3 试验结果的评定和复验 先用一根拉力试样进行试验,如抗拉强度σh≥250Mpa为合格,则该批铸铁材质合格。如若试验结
果达不到要求,用另外两根进行复验,复验结果达到要求,则该批铸铁材质仍为合格。若复验结果仍有一根达不到要求,则该批铸铁材质不合格。并按不合格品规定程序处理。 注:试样如有铸造缺陷或切削加工不当或操作不当,造成试验结果不符合要求时,则该试验无效。 A.2.2 硬度检验 A.2.2.1 硬度检验通则见JB/T 6050-2006。灰铸铁件的硬度检验方法和规则按GB/T 9439-1988附录A的规定进行。 A.2.2.2 用布氏硬度检验,载荷用7360N(750kg),压头用直径¢5mm钢珠。 A.2.2.3 硬度检验位置应该在实物工作面或最大受力点,制动鼓在轮毂根部易断裂部位取样打硬度,制动盘在边部摩擦部位打硬度。以试样中间或心部硬度为准。 A.2.2.4 硬度检验的频次为每批1~3件,先用一件进行硬度试验,如硬度在190~240HB,则该批铸件Q/JL J164003-2008 6 硬度合格,反之,则解剖另外两件进行复验,复验结果合格,则该批铸件硬度仍为合格。若复验结果中仍有一件达不到要求,则该批铸件硬度不合格。并按不合格品规定程序处理。 A.2.3 探伤检验 探伤检验目前在供方进行。制动鼓和制动盘是安全件,应100%探伤,可以进行超声探伤或射线探伤。供方每次送货都要向质量部提供探伤检验合格报告。铸件不允许有裂纹,缩孔,缩松,冷隔等缺陷。 A.2.4 金相组织检验 A.2.4.1 金相组织检验取样,制动盘在边部摩擦部位。 A.2.4.2 金相组织检验在光镜下按大多数视场所示图,对照GB/T 7216-1987相对应的级别图进行认真评定。 A.2.4.3 石墨分布形状 石墨分布形状共有6种,即A、B、C、D、E、F,每种形状所占的比例如下所示。试验在未受侵蚀, 放大100倍下检验评定。 ——A型石墨(片状石墨均匀分布)≥85%; ——C型石墨允许≤10%; ——D型石墨(片状与点状石墨集成菊花状分布)5~15%; ——B、E、F型石墨允许≤5%。 A.2.4.4 石墨长度 石墨长度共分为8级,试验在未受侵蚀,放大100倍下检验评定。在代表性的三个视场中取最长三 条片状石墨平均值评定。 4级(石墨长度12~25mm)到5级(石墨长度6~12mm)为合格。(参照PSA标准) A.2.4.5 基体组织特征 基体组织特征在放大500倍下检验。 基体组织特征是片状珠光体,且珠光体片间距1~3级为合格(1级为铁素体和渗碳体难以分辨;2级为片间距小于等于1mm;3级为片间距大于1~2mm)。 A.2.4.6 珠光体数量 珠光体数量百分比(珠光体+铁素体=100%),在放大100倍下检验,按GB/T 7216-1987珠光体数量薄壁件分级图片进行评定。 1~2级合格(1级为珠光体量≥98%;2级为珠光体量<98%~95%);珠光体量90%~95%让步接收,