端子压接规范
合格连接器端子压接规范
介绍
1. 压接高度过小
2. 压接高度过大
3. &
4. 绝缘压接过小或过大
5. 松散的线芯
6. 剥线长度过短
7. 线缆插入过深
8."香蕉"(过度弯曲) 端子
9. 压接过于靠前
10. 喇叭口过小
11. 喇叭口过大
12. 尾料过长
13. 弹性片弯曲
准则
介绍
正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
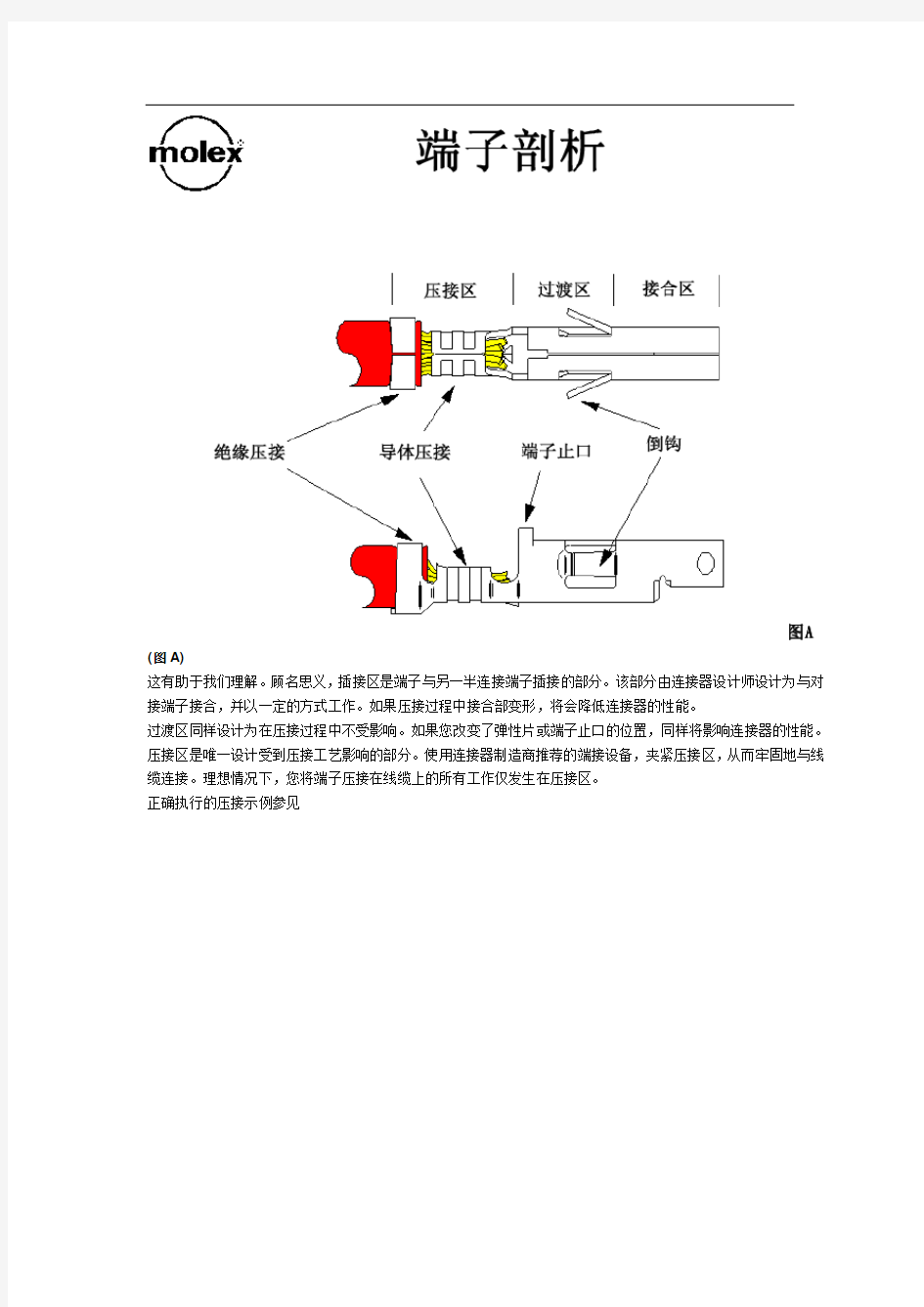
首先,了解端子具有三个主要部分:插接区、过渡区和压接区
(图A)
这有助于我们理解。顾名思义,插接区是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。压接区是唯一设计受到压接工艺影响的部分。使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见
图B[/b]
。绝缘压接区压缩绝缘层,但不会刺穿。线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。例如,18 AWG线缆应伸出至少.040"。在绝缘和导体压接区之间的部分可以看见绝缘层和导体。导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
如果您的压接端子看起来和
图B[/b]
中的端子不同,可能是因为在压接工艺中出现了错误。这里是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。
1. 压接高度过小
压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。连接器制造商提供了为端子设计的每种线缆尺寸的压接高度。给定线缆的正确压接高度范围或公差可能小达0.002"。在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过小
(图I)或过大
(图II)
的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。过小的压接高度还会压断线芯或者折断导体压接区的金属。
2. 压接高度过大
过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和端子金属之间没有足够的金属间接触。
问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。在首次使用压接机进行工作时,使用
图B
中所示的游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
3. &
4. 绝缘压接区过小或过大
图III 和
图IV
由于绝缘类型和厚度的多样性,连接器制造商一般不会提供绝缘层的压接高度。绝缘压接为导体压接区提供应力释放,这样在线缆弯曲时不会使线芯折断。过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。
大多数类型的压接工具可以独立于导体压接高度而调节绝缘压接高度。正确的调节使得端子夹紧绝缘层至少180度,并且不会刺穿绝缘层。在端子的绝缘压接件的外径与线缆绝缘层的外径接近相同时,最好的方法是IDT技术。
5. 松散的线芯
(图V)
是导致压接问题的另一个常见原因。如果所有线芯没有完全封闭于导体压接区,压接件的强度和电流负载能力都会大幅降低。要获得良好的压接,您必须满足连接器制造商指定的压接高度。如果并非所有线芯都对压接高度以及压接强度起到作用,那么压接件的性能将无法达到规定要求。一般来说,松散线芯的问题是很容易解决的,只需重新收拢线缆成束,然后插入进行压接的端子中。如果从线缆上剥下绝缘层是单独的操作过程,在处理或集束过程中可能会不小心将线芯分离。使用剥线并保持工艺去除绝缘层,这样绝缘套并没有完全从线缆上去除,直至准备用端子压接在线缆上,有助于最大限度减小线芯松散问题问题。
6. 剥线长度过短
如果剥线长度过短,或者线缆没有完全插入导体压接区,端接可能不能达到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。如
图VI
, 所示,线缆的剥线长度过短(注意绝缘层处于正确位置),伸出导体压接区前部的距离无法获得要求的一个线缆外径。解决方法很简单:增大剥线设备的剥线长度至该端子的规定值。
7. 线缆插入过深
与过短的剥线长度相关的另一个压接问题,出现在线缆插入压接区过深的情况下。如
图VII
所示,绝缘层向前过深地插入绝缘压接区,导体伸出至过渡区。在实际应用中,这可能引起三种失效模式。其中两种是由于导体压接区中金属间接触减少,使得额定电流和线缆拉拔力降低。金属与塑料的接触没有金属间接触牢固,而且它不导电。
第三种失效模式在连接器接合时可能出现。如果线缆伸出至过渡区过深,插针端子的尖端碰撞上线缆,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。这种情况称为端子碰撞。
在极端情况下,即使端子在外壳内完全就位,但是会被推出外壳背部。要解决这个问题,确认没有使用过大的力将线缆插入压接机而使之越过压接机的线缆止口,或者调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。
8. "香蕉" (过度弯曲) 端子
最形象的压接问题之一称为"香蕉"压接
(图VIII)
,因为压接端子呈香蕉形状。这使得端子很难插入外壳中,可能引起端子碰撞。这个问题很容易解决,调节压接机上的限制销的位置即可。这个小销位于压接机中,在压接区压接在线缆上时接触端子的接合区。在压接过程中,端子一端的大量金属(在压接区中)移动。如此大的作用力趋向于强迫端子的前部上翘,除非被适当的"限制销"所限制。
9. 压接过于靠前
比较明显的一个压接问题是过渡区的局部被损坏,如
图IX
所示。在图示的端子中,竖直的突起部分是称为"端子止口"的设计特征。其功能是防止端子过深地插入外壳。如果止口被完全损毁,实际端子会被推向一直穿过外壳。
解决方法比较简单。引起这一问题的原因是端子和金属条