硫化氢湿法制酸
硫化氢

硫化氢硫化氢H2S1.别名·英文名Hydrogen sulfide、Sulfurated hydrogen、Hydrosulfuric acid.2.用途化学分析、金属的精制、各种工业试剂、农药、医药品、萤光体、电发光、半导体光电曝光计、硫及各种硫化物的制备、有机合成的还原剂、标准气、校正气、等离子干刻。
3.制法(1)硫化铁与稀硫酸作用。
(2)从含有硫化氢的各种工业气体中回收。
(3)油脂、石油和硫黄的热分解。
(4)氢和硫黄的直接合成。
4.理化性质分子量:熔点(三相点): -85.5℃沸点: -60.3℃液体密度(-60.2℃,: 914.9kg/m3气体密度(0℃,: 1.539kg/m3相对密度(气体,空气=1,25℃,:比容(21.1℃,:0.07011m3/kg气液容积比(15℃,100kPa): 638L/L临界温度: 100.4℃临界压力: 9010kPa临界密度: 349kg/m3压缩系数:熔化热(-85.7℃,: kg气化热(-60.2℃,: kg比热容(气体,25℃,:Cp=(kg·K)Cv=(kg·K)比热比(气体,25℃,: Cp/Cv=蒸气压(-20℃):(0℃):(20℃):粘度,0℃):·S导热系数,0℃):(m·K)表面张力(气-液界面,-60.2℃): m折射率(气体,0℃,100kPa):爆炸界限(空气中):%~%燃点:: 290℃毒性级别: 3易燃性级别: 4易爆性级别:0火灾危险度:大硫化氢在常温常压下为具有臭鸡蛋味和甜味的无色有毒气体。
易燃,在空气中燃烧时发出浅蓝色火焰,并能与空气混合形成爆炸性气体。
400℃时开始分解,1700℃时完全分解成组分元素。
硫化氢比空气重,所以它容易聚积在低洼处,而且能扩散到很远,能被远处的火源引燃。
与Cl2、Br2激烈反应。
腐蚀铜和铜合金。
含水分的硫化氢腐蚀碳钢,并与几乎所有的金属起反应生成硫酸盐使其呈黑色。
硫化氢治理办法
应用吸收、吸附和催化氧化等方法对工业生产过程排放的硫化氢(H2S)进行回收、利用或无害化处理。
?概述? 硫化氢产生于天然气净化、石油炼制,以及制煤气、制革、制药、造纸、合成化学纤维等生产过程。
硫化氢是无色气体,有刺激性恶臭,易挥发,燃烧时呈蓝色火焰。
硫化氢是大气的主要污染物之一,不仅危害人体健康,还会严重腐蚀设备等。
??脱硫方法? 基本上分干法和湿法两类:?干法?包括氢氧化铁法、活性炭法、克劳斯法和氧化锌法等。
?①氢氧化铁法:将铁屑和湿木屑充分混合,加0.5%氧化钙,制成脱硫剂,湿度为30~40%。
硫化氢同脱硫剂反应而被脱除,再生的氢氧化铁可继续使用。
其反应如下:?2Fe(OH)3?3H2S─→Fe2S3?6H2O2Fe2S3?6H2O3O2─→4Fe(OH)3?6S此法脱硫效率高,适于净化硫化氢含量低的气体,但设备占地面积大,脱硫剂必须定期再生和更换,操作条件差,因而已逐渐为湿法取代,或同湿法联合用于深度脱硫。
?②活性炭法:用活性炭吸附硫化氢,通氧气转换成单体硫和水,用硫化胺洗去硫磺,活性炭可继续使用。
此法不宜用于含焦油的气体。
?③克劳斯法:先把1/3硫化氢氧化成二氧化硫,再使它在转化炉内同剩余硫化氢反应,可直接从气相制取高质量熔融硫。
?④氧化锌法:粒状的氧化锌和硫化氢反应生成硫酸锌和水。
主要用于净化硫湿法?包括溶剂法、中和法和氧化法。
?①溶剂法:常用15~20%二乙醇胺水溶液吸收硫化氢,形成“复合物”,把富液加热到100~130℃,硫化氢被解析出来,经冷凝可得到高浓度硫化氢,再制成硫磺。
溶液再生后经换热器冷却继续使用,这种工艺叫胺洗。
工艺流程见附图。
此法特点是溶剂容易生产,价格低廉,工艺成熟,脱硫效率高,降解和蒸发损失小。
广泛应用于石油炼制的脱硫。
此法还可采用环丁砜、氨基异丙醇、聚乙醇醚、磷酸酯、碳酸丙烯酯、冷甲醇等作为溶剂。
但某些溶剂不适于重烃、芳烃含量高的气体脱硫。
?②中和法:硫化氢是酸性物质,可用碱性吸收液去除。
托普索WSA湿法制酸技术(煤化工)

WSA装置供货范围划分
• License 技术转让许可 • Basic Engineering 基础工艺设计 • Supervision and on-site training技术服务现场培训 • Proprietary Equipment 专有关键设备 • Catalyst 催化剂 • Spare Parts 备品备件
Based on 8,000 hrs/year
WSA和克劳斯CLAUS硫磺回收对比
(基于日产30吨硫磺)
Claus +SCOT+尾气燃烧
硫磺, t/d
30
硫酸, t/d
-
燃料消耗., Gcal/h
1.2
电耗, kWh/h
180
蒸汽产量, t/h
3.1
相对投资对比 (基于欧洲价格) 1
WSA 90 0 200 8.9 0.7
10
学品。冷却水消耗少。
环保装置,装置区域非常干净。 装置区域污染严重,有异味; 环
11
无异味。
境差。
结 论(Conclution)
• 排放达到环保排放要求,是一个环保装置; • 没有废水、废固体污染物产生 • 技术先进; • 操作弹性大(1:4) • 工艺简单、占地面积小、投资低; • 能效好,产生高压过热蒸汽; • 处理各种各样的原料,没有对含有大量的烃类、CO2等的限制; • 产品是商品级的浓硫酸(~98%)。
WSA湿法硫酸 和 克劳斯硫磺装置对比(一)
WSA 湿法硫酸装置
克劳斯硫磺装置
硫回收率高,SO2排放满足国家最 硫回收率低,尾气排放不达标,
1
新排放标准要求(<960mg/Nm3) ,甚至更低;无需尾气处理装
需要专门的尾气处理装置。同 时尾气排放掺入了大量的空气
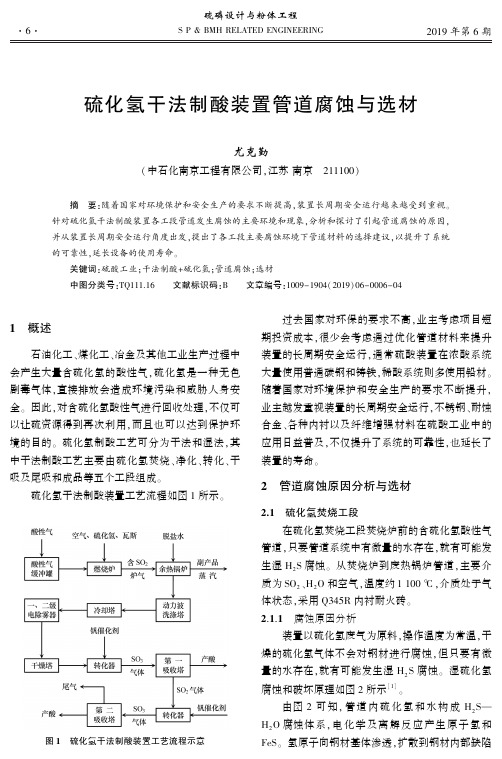
湿法硫酸工艺流程简述

湿法硫酸工艺流程简述硫回收工艺,主要包括酸性气燃烧、SO2催化氧化、硫酸蒸汽冷凝、硫酸降温及调质等工艺步骤,达到H2S酸性废气处理,满足环保标准达标排放。
具体的工艺流程为:由低温甲醇洗装置送来的酸性气,与通过硫酸冷凝器换热后的热空气经燃烧器预混后在燃烧烧炉中发生燃烧热反应。
为避免空气中灰尘在硫酸冷凝器管程中沉积,一次风机空气入口设置空气滤清器,滤除空气中的灰尘。
燃烧炉内的酸性气燃烧温度约 1050℃,经二次空气掺混后温度约 945℃。
过氧燃烧有利于促进酸性气中各种杂质的充分反应(烃、醇、氨、氢氰酸等),而这些杂质往往会造成装置运行上的不稳定问题,以及产品品质的下降。
酸性气燃烧炉与下游的废热锅炉直接连接,即燃烧后的热工艺气通过燃烧炉直接进入废热锅炉入口管箱。
SO2催化氧化为 SO3:热工艺气经废热锅炉降温后掺混高温空气,后进入 SO2反应器,在催化剂作用下,SO2催化氧化转化为 SO3,少量热空气在进反应器前补入到热工艺气中,以提高工艺气中的氧含量。
热工艺气以 420℃进入反应器第一床层,反应后温度提高至 518℃,后在第一段间换热器通过与装置所产蒸汽热量交换后降至 410℃,送入反应器第二床层,反应后温度升至 417℃,后在第二段间换热器通过与装置所产蒸汽热量交换后降至 400℃,最后进入反应器第三床层R-2103,反应后最终气体温度约为 399℃,送出反应器。
出 SO2反应器的高温工艺气通过过程气冷却器降温至 280℃,离开过程气冷却器的工艺气温度高于露点温度约 22℃,以防止硫酸蒸汽冷凝沉积而造成设备腐蚀,同时有利于保护下游硫酸冷凝器,以及保护石英玻璃换热管。
硫酸蒸汽冷凝:在高温条件下,部分 SO3将水合反应生成 H2SO4蒸汽,随温度降低,水合反应的程度将加剧,在硫酸蒸汽冷凝器内进一步降低温度,促使硫酸蒸汽冷凝成硫酸。
热工艺气进入硫酸蒸汽冷凝器,沿壳程由下向上流动。
管程内送入的空气作为冷介质与热工艺气交换热量而降低热工艺气的温度至 103℃,伴随热工艺气温度降低,硫酸蒸汽逐步冷凝于玻璃换热管上,后结成液滴,靠重力滴落在冷凝器的底部。
硫酸生产工艺

1设计任务书 (2)1.1项目 (2)1.2设计内容 (2)1.3设计规模 (2)1.4设计依据 (2)1.5产品组成、性质及用途 (2)1.6产品质量规格 (5)1.7原料方案 (6)原料:硫铁矿 (6)1.8工艺技术指标 (6)1.9生产方式 (8)2工艺线路及流程设计 (8)2.1硫酸的工艺基础 (8)2.2工艺路线选择 (10)2.3流程的设计 (10)2.4工艺操作设计 (10)3物料横算 (13)3.1转化—吸收系统的物料衡算 (13)4发烟硫酸吸收塔的设计 (15)4.1发烟硫酸吸收塔的计算 (15)4.2发烟硫酸吸收塔的设计结构图 (16)5设备一览表 (17)6车间防护 (18)6.1 有毒害性物质的防护 (18)6.2 泄漏应急处理 (18)6.3 急救措施 (18)6.4 噪声的防护 (19)6.5生产要求 (19)7经济评估 (20)7.1经济投资 (20)7.2经济分析 (20)8人员配置 (21)9三废处理 (21)9.1三废处理的意义 (21)9.2三废处理 (21)致谢: (23)参考文献: (24)年产10万吨硫酸的工艺设计1设计任务书1.1项目硫酸生产的工艺设计1.2设计内容1.2.1生产工艺设计1.2.2设计转化吸收塔1.3设计规模1.3.1 年产:10万吨1.3.2 年生产日:300天1.3.3日生产能力:10/300=333吨/天1.4设计依据该设计说明书是依据湖北远大富驰医药化工股份有限公司的生产技术资料的基础上,并结合设计任务书的内容年产10万吨硫酸技术要求。
1.5产品组成、性质及用途1.5.1硫酸组成【1】硫酸(英文名:Sulphuric acid for industrial use),H2SO4或SO3·H2O,相对分子质量98.078,是指SO3与H2O摩尔比等于1的化合物,或指100%H2SO4,外观为无色透明油状液体,密度(20℃)为1.8305g/㎝³。
湿法硫酸工艺技术

湿法硫酸工艺技术湿法硫酸工艺技术是一种将矿石原料转化为硫酸的生产方法。
在湿法硫酸工艺中,主要涉及到矿石破碎、浸出、浸出液处理、硫酸浓缩等环节。
下面将以湿法硫酸工艺技术为主线,详细介绍湿法硫酸生产的流程和关键环节。
首先,湿法硫酸工艺的前提是具备足够的硫矿石资源。
硫矿石是硫酸生产的原料,常见的硫矿石有硫化铁矿、硫化铜矿等。
在硫矿石的选矿过程中,首先需要对原料进行破碎、筛分等步骤,使其达到适宜于湿法浸出的要求。
其次,在浸出环节中,利用浸出剂将矿石中的硫化物转化为硫酸根离子。
浸出剂一般选用稀硫酸、稀硝酸等,通过控制浸出剂的浸出速度和浸出温度,使得硫酸根离子与硫化物发生化学反应,生成硫酸。
使用稀硫酸作为浸出剂的工艺称为硫酸浸出法,而使用稀硝酸作为浸出剂的工艺称为硝酸浸出法。
浸出过程中,还需考虑控制浸出液的酸碱度、浸出时间等因素,以保证浸出效果。
然后,在浸出液处理环节中,对浸出后的溶液进行净化和分离。
处理浸出液主要目的是去除杂质,以获得纯度较高的硫酸。
处理方法包括浸出液的沉淀、过滤、洗涤等步骤,通过这些步骤可以去除悬浮物、阻塞杂质等。
最后,经过浸出液处理后,还需进行硫酸浓缩环节。
硫酸浓缩的目的是提高硫酸溶液的浓度,以满足不同工业用途的需求。
硫酸浓缩可以通过蒸发法、结晶法等方法进行。
其中,蒸发法是利用热能使溶液中的水分蒸发,从而提高浓度;结晶法则是通过降低溶液的温度,使其中的硫酸结晶并分离出纯硫酸。
综上所述,湿法硫酸工艺技术是一种将硫矿石转化为硫酸的方法。
该工艺主要包括矿石破碎、浸出、浸出液处理、硫酸浓缩等环节。
通过控制工艺参数和合理设备,可以实现高效、稳定地生产出纯净的硫酸。
湿法硫酸工艺技术在很多工业领域拥有广泛的应用,例如化工、冶金、电镀等。
硫化氢干法制酸装置管道腐蚀与选材
· 8·
硫磷设计与粉体工程
S P & BMH RELATED ENGINEERING
硫磷设计与粉体工程
· 6·
S P & BMH RELATED ENGINEERING
2019 年第 6 期
硫化氢干法制酸装置管道腐蚀与选材
尤克勤
( 中石化南京工程有限公司,江苏 南京 211100)
摘 要:随着国家对环境保护和安全生产的要求不断提高,装置长周期安全运行越来越受到重视。
针对硫化氢干法制酸装置各工段管道发生腐蚀的主要环境和现象,分析和探讨了引起管道腐蚀的原因,
全。 因此,对含硫化氢酸性气进行回收处理,不仅可
业主越发重视装置的长周期安全运行,不锈钢、耐蚀
以让硫资源得到再次利用,而且也可以达到保护环
合金、各种内衬以及纤维增强材料在硫酸工业中的
境的目的。 硫化氢制酸工艺可分为干法和湿法,其
应用日益普及,不仅提升了系统的可靠性,也延长了
中干法制酸工艺主要由硫化氢焚烧、净化、转化、干
段介质腐蚀性极强,管道选材尤为重要。
属硫化物的摩尔体积与金属原子的摩尔体积的比
2.2.1 腐蚀原因分析
值,即庇林 - 贝德沃斯比( Piling - Bedworth Ratio) 较
净化工序含 SO 2 的稀硫酸对钢铁有着特别强烈
金属氧化物的庇林 - 贝德沃斯比大,且通常大于 2,
的腐蚀作用,因为除了稀硫酸的腐蚀外,SO 2 水溶液
时,SO 2 的存在可使碳钢的氧化速率增加为干空气
时的 10 倍 [2] 。
2.1.2 管道材料选择
在焚烧炉前,如果装置使用硫化氢原料为干燥
气,管道材料可以使用碳钢;相反原料气为湿硫化氢
气时,管道材料需采用应选用抗氢致开裂( HIC) 碳
硫磺制硫酸生产工艺
三、硫酸产品说明。
硫酸装置的主要产品是98%硫酸及105%硫酸。 1 、产品特性 硫酸是重要的基本化学工业产品之一,外观为无色透明的油状液体。广泛应用于化 肥、合成纤维、军工、冶金、石油化工和医药工业等部门。 2、 硫酸的化学性质 a、硫酸是一种强酸,它的化学性质非常活泼,它能与金属直接反应,生成该金属 的硫酸盐,所以它对金属有强烈的腐蚀性。例如: Zn十H2SO4=ZnSO4十H2 Fe+H2SO4=FeSO4+H2 b、硫酸与金属氧化物作用时,生成该金属的盐,利用此法可制取相应的金属盐类 Fe2O3+3H2SO4=Fe2(SO4)3十3H2O CuO十H2SO4=CuSO4十H2O C、硫酸与其它酸类的盐相作用时,可以制造很多种类的酸 如: 2NaCl+H2SO4=Na2SO4+2HCl Ca3(PO4)2+3H2SO4+2H3PO4+3CaSO4 CaF2+H2SO4=2HF十CaSO4 d、硫酸与氨及其水溶液作用生成硫酸铵 2NH3+H2SO4=(NH4)2SO4
3、工艺流程图
4、液硫贮存正常操作主要控制指标与控制
序号 序号指标名称 单位 控制范围
1
2 3
各贮槽液硫温度
地下槽液位(以槽底为基准) 低压蒸汽压力
℃
m MPa
135~145
0.8-1.6 ≥0.45
(二)、 空气的干燥
1、空气干燥的目的
空气干燥的目的使用93%酸干燥空气和硫化氢装置来的潮湿炉气, 以保证转化工序炉气的水份合格。水分本身对触媒无直接毒害作用,所 以有湿法转化———冷凝成酸的流程。但是在一般制酸过程中炉气都经 干燥除水后进入转化系统,并严格控制炉气中的水分含量指标。 这主要有几个原因:
硫化氢
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫化氢湿法制酸 一. 背景 硫化氢就是世界上重要得硫资源之一,在石油炼 制、天然气生产企业中,硫得化合物在化学加工、转 化与提炼过程中,以及处理含硫原料得有关企业,都 能产生含硫化氢得酸性气体。硫化氢气体有毒,且 易燃易爆,不能直接排放,国家排放标准最高允许排 放浓度为 10 mg / m3 。因此,对硫化氢气体进行回 收,既就是环境保护得要求,也就是资源利用得需要。如 何回收与处理含有硫化氢得酸性气,就是目前亟待解 决得一个重要课题。 在我国,从含硫化氢得酸性气中回收利用硫得 方法主要有硫回收与酸回收两种情况一般而 言,硫回收用得比较多,其工艺种类繁多,但基本就是 在克劳斯技术基础上发展起来得,主 要有加拿大 Delta 公 司 得 MCRC 法、德国鲁奇公司得 Sulfreen 法、荷兰 primo 公司得 SuperClaus 法、德国林德 公司得 Clinsulf 法等。对于 φ( H2 S) 高于 15% 得气 体,通常用克劳斯法回收生产硫磺; 对于低浓度硫化 氢气体,往往用湿式氧化法回收生产硫磺。克劳斯 法含硫尾气需要进一步处理,而湿式氧化法回收硫 磺质量较差,影响销路。与克劳斯硫磺回收工艺相 比,酸性气直接制硫酸工艺流程简单、经济效益好, 就是一个可供选择得较好得硫回收工艺。用硫化氢制 造硫酸就是 1931 年由前苏联 й、 E、 阿杜罗夫与 д、 B、 格尔涅提出来得,德国鲁奇公司首先将其付诸实施。 近年来,随着工艺技术得不断发展,拓宽了对原料气得适应范围,提高了产品浓度并回收利用了工艺反 应得废热,硫化氢制酸得方法得到了更为广泛得应 用。硫得回收直接制取硫酸省去克劳斯装置,根据 二氧化硫催化氧化得工艺条件,用硫化氢生产硫酸 有两条工艺路线: 干接触法与湿接触法。干接触法 就是将 H2 S 气体燃烧成 SO2
后,采用与传统得硫铁矿 制酸工艺相似得方法冷却净化、干燥、催化氧化与吸 收。湿接触法则由于 H2 S 在分离过程中已经进行 过洗涤,不需要进行冷却净化、干燥,在水蒸气存在 得条件下将 SO2 催化氧化成 SO3 ,并直接凝结成酸。 湿法技术比较简单,流程短,设备少,可回收废热,特 别适合处理 H2 S 浓度低得气体。选择硫回收工艺主要应考虑经济性、技术性,并 能达到国家现行得环保指标。随着环保要求日益严 格,煤化工、炼油、冶金等行业含硫化氢酸性气净化 中得硫回收工艺都存在尾气处理得问题。如果不采 用尾气处理装置,硫得回收率只有 94% 左右,大量 SO2 排入大气中,造成严重得环境污染。如果采用 尾气处理装置,则装置工艺流程复杂,操作难度大, 且生产成本高。目前国内已有 70 多套克劳斯硫磺 回收装置,有 20 多套带有尾气处理装置,但只有 l7 套能达到国家排放标准。在通常情况下,建设具 有同等处理能力得尾气处理装置投资要大于利用尾 气直接制硫酸得装置。为了避免克劳斯工艺为提高 硫转化率而增设复杂得尾气处理工艺、降低生产成 本、提高生产过程能量得综合利用,可以认为当前应 该把发展得重点放在酸性气直接制酸技术得研究上,而不就是对现有硫磺回收工艺做重大优化。 二. 流程
工艺流程如图所示,含有硫化氢、二硫 化碳或有机硫化合物得原料气在焚烧炉内进行焚 烧,使硫化合物转化成 SO2 。燃烧所需得工艺空气 通过热空气鼓风机提供,所配得空气量按含硫化氢 得酸性气体完全燃烧生成 SO2 而定。焚烧炉分为还原段、氧化段,控制还原段燃烧温度在 900 ~ 1 000℃ ,从而减少燃料型、热力型氮氧化物生成; 氧化段 温度为 1 100 ~ 1 200 ℃ ,保证含硫化氢得酸性气体 充分燃烧并转化为 SO2 。当焚烧低浓度气体时,需 要提供辅助燃料,以使燃烧室达到足够高得温度,确 保燃烧完全。焚烧炉下游设有锅炉以中压或次高压 蒸汽得形式回收焚烧热量,同时将燃烧气冷却到催化剂得工作温度 400 ~ 420 ℃ 。
制酸装置得工艺流程示意 焚烧、冷却后,仅含有二氧化硫与少量三氧化硫 得工艺气进入二氧化硫转化器。转化器分为 3 段, 每段都装有托普索 VK 系列催化剂,SO2 在转化器 内氧化生成 SO3 ,转 化 率 可 达 到 99、 7% 。 反 应 式 如下: SO2 + 1 /2O2 SO3 + 100、 2 kJ / mol
转化反应为放热反应,并随温度得上升反应速 度下降。为此,必须在两催化床层之间设有冷却器。 在确保下游床进口得工艺气具有最佳操作温度得同 时,将每段反应放出得大量反应热回收送入汽包中,副产 6、 0 MPa,250 ℃ 得饱与蒸汽。托普索公司开发 得 WSA 工艺采用熔盐作热载体,能回收气体中热量 副产中压或次高压蒸汽。随后开发得第 2 代 WSA 工艺在冷凝设备上更有所创新,采用空气冷却得石 英玻璃管降膜式冷凝器。由于熔盐在交换器内固化 会导致管道系统与阀门受到损坏,故第 3 代 WSA 工 艺利用低压蒸汽取代熔盐作热载体。在第一、二床层间,工艺气通过床层间得冷却 器与中压或次高压蒸汽换热,温度从 560 ~ 580 ℃ 降至 400 ~ 450 ℃ ; 在第二、三床层间,工艺气被 6、 0 MPa 饱与蒸汽冷却,温度从 460 ~ 480 ℃ 降至400 ~ 450 ℃ ; 工艺气离开第三段催化剂床层后进 入气体冷却器,被 6、 0 MPa 饱与蒸汽进一步冷却,温 度从 400 ~ 420 ℃ 降至 260 ~ 290 ℃ ( 硫酸蒸气露点 以上) 。 工艺气冷却器出来得气体经与酸雾控制单元来 得含硅晶核气流混合,使酸雾长大,工艺气自下而上 在管内流动,被管外得空气冷却,在 WSA 冷凝器中 冷凝成酸。反应式如下: SO3 ( g) + H2 O( g) H2 SO4 ( l) + 151 kJ / mol 冷凝器为立式管壳式降膜冷凝器,冷凝管 由多组并联得玻璃管组成。为了增加强度,提高热 交换系数,采用石英玻璃管替代原硼酸盐玻璃管。 硫酸在冷凝器管壁上冷凝向下流动,该酸在 260 ℃ 时,在硫酸冷凝器底部收集,得到 w( H2 SO4 ) 约 98%得硫酸。离开冷凝器得尾气温度约为 100 ℃ ,可直 接进入烟囱,尾气中得酸雾与二氧化硫浓度可达到 国家环保排放标准限值得要求。冷凝器中分离出得温度约为 260 ℃ 得热 成品硫酸与部分从硫酸冷却器来得低温循环酸( 温 度约 40 ℃ ) 混合后,温度降至 60 ℃ 进入硫酸中间 槽,再由酸泵送至硫酸冷却器冷却后循环利用,多 余得硫酸作为产品送入成品硫酸中间罐。 三. 计算。 1) 需要加入得空气得量。 尾气含量为 组分 H2S CO CH4 C2H6 C3H6 C2H4 CO2 N2 H2 体积(NM3/h) 30、91 0、05 1、28 0、68 0、04 2、68 62、84 0、75 0、77
已知当地气温17°c,气压为101、57kpa,根据nRTPV,可求得其摩尔流量,再根据化学反应方程式计算出需要得氧气量,进而由万能方程计算出需要得氧气。由于空气中氧气得占得比例就是21%,所以可得下表。 体积流量 摩尔流量 需要氧气 氧气体积 需要空气 实际(过量系数2、5)
组分 NM3/h mol/h mol/h m3/h(17°c) m3/h(17°c) m3/h(17°c) H2S(98%转化为SO2) 30、2918 1352、287 2028、431 51、139 243、521 608、802
H2S(2%转化为SO3) 0、6182 27、598 55、195 1、392 6、626 16、566
CO 0、05 2、232 1、116 0、028 0、134 0、335 CH4 1、28 57、142 220、532 5、560 26、476 66、189 C2H6 0、68 30、357 106、248 2、679 12、755 31、889 C3H6 0、04 1、786 8、036 0、203 0、965 2、412 C2H4 2、68 119、641 358、922 9、049 43、090 107、725 CO2 62、84 2805、305 0、000 0、000 0、000 0、000 N2 0、75 33、482 0、000 0、000 0、000 0、000 H2 0、77 34、374 17、187 0、433 2、063 5、158 总与 100 --- 2795、667 70、482 335、631 839、076 因此求得需要空气为839、076m3/h。 2)、焚烧炉得温度。 由上图计算: ∆H1+∆H2+∆H3=0,另外2,112bTbTaCTCnHppdTT
对于a,b,c由下表可查
则对于∆H1求其值为见下表。 mol/h a b c T1/、K T2/K △H1 H2S(0、98) 1352、287 30、03 0、013067 3、11E-06 298 308 463494、543
H2S(0、02) 27、598 30、03 0、013067 3、11E-06 298 308 9459、072
CO 2、232 28、69 0、000183 4、61E-06 298 308 651、076
CH4 57、142 18、15 0、0602 -4、90E-06 298 308 20537、160 C2H6 30、357 6、53 0、-5、50E-05 298 308 16184、110