新疆金属探伤仪十大品牌及厂家
工程测绘仪器种类都有哪些,工程测绘仪器生产厂家有哪些
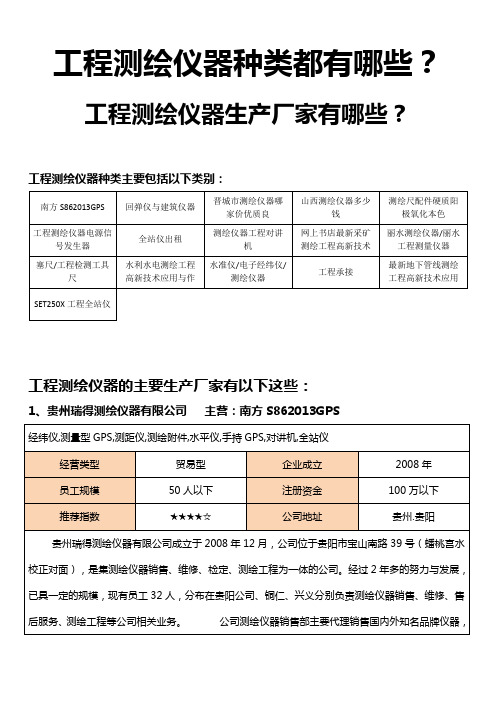
工程测绘仪器种类都有哪些?工程测绘仪器生产厂家有哪些?工程测绘仪器种类主要包括以下类别:工程测绘仪器的主要生产厂家有以下这些:1、贵州瑞得测绘仪器有限公司主营:南方S862013GPS2、沈阳卓丰仪器有限公司主营:回弹仪与建筑仪器3、晋城市城区天一测绘仪器经销部主营:晋城市测绘仪器哪家价优质良4、山西盛鑫凯仪器设备有限公司主营:山西测绘仪器多少钱5、深圳恒生金属表面处理有限公司主营:测绘尺配件硬质阳极氧化本色6、广东中建普联科技有限公司论坛主营:工程测绘仪器电源信号发生器7、南京鼎建测绘仪器有限公司主营:全站仪出租8、福建省南安多美声电子有限公司主营:测绘仪器工程对讲机9、英才图书文化发展有限公司主营:网上书店最新采矿测绘工程高新技术10、丽水市金维测绘仪器有限公司主营:丽水测绘仪器/丽水工程测量仪器11、南昌金辉测绘仪器有限公司主营:塞尺/工程检测工具尺12、北京慧博文化交流有限公司主营:水利水电测绘工程高新技术应用与作13、苏州华瑞科技仪器有限公司主营:水准仪/电子经纬仪/测绘仪器14、河南益友测绘仪器有限公司主营:工程承接15、北京天韵图书有限公司主营:最新地下管线测绘工程高新技术应用16、深圳市博飞仪器有限公司主营:SET250X工程全站仪因篇幅限制以及信息时效性原因,仅仅只上传前面的一部分排名靠前的工程测绘仪器知名企业。
需要查看更多新的完整工程测绘仪器商家信息,请登陆一呼百应网进行搜索查阅。
点击工程测绘仪器查阅/p/B9A4B3CCB2E2BBE6D2C7C6F7.html出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
橡胶硬度计十大品牌及厂家

无损检测资源网 橡胶硬度计十大品牌及厂家橡胶硬度计又称为邵氏硬度计、邵尔橡胶硬度计、硅胶硬度计、塑料硬度计、LX-A橡胶硬度计,本橡胶硬度计排名是无损检测资源网整理根据中国市场销售品牌中筛选出来,根据市场占有率、品牌知名度、用户口碑、质量保障、售后服务五大要素进行排名评选,本排名不代表任何官方立场,仅供参考。
排名品牌国家代表型号1OUPU中国LX-A双针2TECLOCK日本GS-709N3OUPU中国OU27004艾德堡中国LX-A5华银中国LX-A单针6TIMES中国TH2007DEISK德国SHORE A8Bareiss德国HP9SUDOO 中国LX-D10上申中国LX-A感谢以下网站对本资料的大力支持:测厚仪 超声波测厚仪钢板测厚仪 金属测厚仪管道测厚仪 钢管测厚仪厚度测量仪 超声测厚仪高温测厚仪 壁厚测量仪覆层测厚仪 膜厚仪涂层测厚仪 镀层测厚仪油漆测厚仪 漆膜测厚仪锌层测厚仪 防腐层测厚仪麦考特测厚仪 尼克斯测厚仪磁感应测厚仪 涡流测厚仪膜厚测试仪 覆层测厚仪 电镀层测厚仪 涂镀层测厚仪镀锌层测厚仪 电解测厚仪氧化膜测厚仪 磁性测厚仪干膜测厚仪 湿膜测厚仪镀铬测厚仪 超声波探伤仪超声波探伤仪 超声探伤仪数字超声波探伤仪 电火花检测仪焊缝探伤仪 超声波探伤仪金属探伤仪 便携式探伤仪钢结构探伤仪 磁粉探伤仪邵氏硬度计 橡胶硬度计便携式硬度计 便携式硬度计尼克斯测厚仪 里氏硬度计轧辊硬度计 巴氏硬度计韦氏硬度计 w-20韦氏硬度计模具硬度计 超声波硬度计洛氏硬度计 金属硬度计硬度测试仪 布氏硬度计肖氏硬度计 铸件硬度计轧辊硬度计 硬度仪钢板硬度计 铝合金硬度计电火花检测仪 电火花检漏仪电火花检测仪 漆膜划格器表面粗糙度仪 粗糙度测量仪粗糙度测试仪 喷砂粗糙度仪光洁度仪 便携式粗糙度仪粗糙度仪 附着力测试仪百格刀测试 百格刀 LED观片灯 黑白密度计光泽度仪 特价机票无损检测资源网 无损检测仪器无损123 网站目录标线测厚仪 硬度计超声波测厚仪 涂层测厚仪硬度计http://www.yingduji.top 无损检测http://www.wusunjiance.top探伤仪http://www.tanshangyi.top 硬度计测厚仪http://www.cehouyi.top 布氏硬度计洛氏硬度计 便携硬度计钢管硬度计 磷化膜测厚仪934-1巴氏硬度计 钢轨探伤仪lx-a邵氏硬度计 邵氏橡胶硬度计 涂层测厚仪 防腐层检测仪橡胶硬度计 工业观片灯油漆测厚仪 粗糙度检测仪。
漆膜附着力试验仪

产品概述附着力测试仪又叫附着力检测仪、附着力如何检测、附着力测试仪价格、附着力测试仪厂家、百格检测仪、百格法检测仪、百格法测试、百格法附着力检测、漆膜划格刀价格、漆膜划格刀厂家、漆膜划格仪、百格刀、百格测试刀、百格测试仪、附着力测试仪、划格式检测仪、百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器、百格测试刀价格、百格测试刀厂家、百格刀标准、百格刀测试仪、百格刀价格、百格刀品牌、百格刀厂家、百格刀测试、附着力检测仪、百格刀测试仪、附着力划格器、拉拔式附着力测试仪、涂层附着力测试仪、附着力测试、百格刀、附着力检测仪、附着力测试标准、附着力、油漆附着力测试、拉力测试仪、涂层附着力测试仪、拉脱法附着力测试仪是用来测量油漆,涂料,防腐层,电镀层粘结在基材的牢固程度的一款仪器。
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
一、产品用途OU4000百格测试仪测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151、BS 3900 E6/ASTM D3359 注:产品颜色银灰色.二、产品说明该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm。
5.漆膜厚度:60um/120um/250um 。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
涡流探伤仪的原理

涡流探伤仪的原理
涡流探伤仪是用于金属在线、离线探伤的新一代涡流设备。
它采用了先进的数字电子技术以及微机技术,操作简单、方便。
为用户提供可靠、稳定的操作平台,具备高灵敏的性能指标。
涡流探伤仪基本原理:
涡流检测是以电磁感应为基础的,它的基本原理可以描述为:当载有交变电流的检测线圈靠近导电试件时,由于线圈中交变的电流产生交变的磁场,从而试件中会感生出涡流。
涡流的大小、相位及流动形式受到试件导电性能等的影响,而涡流的反作用磁场又使检测线圈的阻抗发生变化,因此,通过测定检测线圈阻抗的变化,就可以得出被测试件的导电性差别及有无缺陷等方面的结论。
具有相对独立的检测通道,可分别连接不同规格的检测探头,用于同时检测金属纵向裂纹或横向缺陷(如驳口)的缺陷信号,因此,该仪器特别适用于在线以及离线检测,并且可以在无磁饱和器的条件下进行调试检测。
采用计算机中英文菜单人机对话,大屏幕双踪信号显示,多模式报警技术,以及独特的数字电子平衡技术,使得仪器操作更加容易、可靠。
智能金属涡流探伤仪具有64Hz~2MHz测试频率范围,能够适用于各种不同金属的检测要求,并且由于采用全数字化设计,因此,能够在仪器内建立标准检测程序,方便用户在改换金属管道规格时灵活调用。
可配耦合间隙要求很低的穿过式探头,亦可配接只有香烟盒大小的组合式平面探头,探头的选择完全根据用户的检测要求而定,且仪器能够适用于几乎所有厂家生产的涡流探头。
此外,仪器可配置高精度延时打标模块,实现在线自动探伤。
标签:
涡流探伤仪。
金属结构磁粉探伤仪安全操作及保养规程

金属结构磁粉探伤仪安全操作及保养规程1. 前言金属结构磁粉探伤仪是一种用于检测金属材料中表面和近表面裂纹、缺陷的设备。
本文档旨在提供金属结构磁粉探伤仪的安全操作规程和保养要点,以确保使用者的安全和设备的长期稳定运行。
2. 安全操作规程2.1 环境要求在操作金属结构磁粉探伤仪时,应确保以下环境要求:•温度范围:5°C至40°C•相对湿度:不高于80%•无腐蚀性气体和湿度较高的环境2.2 防护措施在操作金属结构磁粉探伤仪时,应采取以下防护措施:1.佩戴防护眼镜和手套。
2.避免将手指及其他物体放入探伤机构内。
3.避免触摸机器的高温部件。
4.避免长时间暴露于强磁场区域。
2.3 操作步骤根据金属结构磁粉探伤仪的不同型号和品牌,操作步骤可能会有所不同。
下面是一般的操作步骤:1.确保电源线正确连接,并处于正常工作电压范围内。
2.打开磁粉探伤机并等待预热时间。
3.将待检测的金属工件放置在探伤机构内,并固定好。
4.调整探测参数,包括磁场强度、观察窗口、扫描速度等。
5.按下开始按钮开始探测过程。
6.检查结果并记录必要的信息。
2.4 故障处理在操作金属结构磁粉探伤仪时,可能会遇到一些故障情况。
下面是一些常见的故障及其处理方法:1.电源故障:检查电源连接和开关是否正常,若问题仍未解决,请联系专业维修人员。
2.显示屏故障:检查连接线是否松动,若问题仍未解决,请联系专业维修人员。
3.控制按钮失灵:检查按钮是否损坏,若是,请联系专业维修人员。
3. 保养规程为确保金属结构磁粉探伤仪的正常使用和延长其使用寿命,请按以下保养规程进行维护:1.清洁:定期清洁金属结构磁粉探伤仪的外部表面和控制面板。
使用柔软的干布擦拭,避免使用酸性、碱性或有机溶剂。
2.磁场校准:定期校准磁粉探伤机的磁场强度,以确保其准确性和灵敏度。
3.电源检查:定期检查电源线和插头是否损坏,如有磨损或损坏,请及时更换。
4.存放:在金属结构磁粉探伤仪长期不使用时,应妥善保管,存放于干燥、通风良好的地方,避免受潮或过度暴露于阳光直射。
河南布氏硬度计十大品牌及厂家

河南布氏硬度计十大品牌及厂家
目前市场上什么牌子的布氏硬度计好?请参阅无损检测资源网整理十大布氏硬度计品牌榜中榜。
布氏硬度计又叫布式硬度计、布氏硬度机、布氏硬度测试仪、淬火硬度计、紫铜硬度计、便携式硬度测试仪等多种名称。
本布氏硬度计排名是根据中国市场销售品牌中筛选出来,根据市场占有率、品牌知名度、用户口碑、质量保障、售后服务五大要素进行排名评选,本排名不代表任何官方立场,仅供参考。
排名品牌国家代表型号
1沧州欧谱 OUPU中国OU2200
2联尔中国HBE-3000A
3华银中国HB3000
4时代之峰中国THB-3000D
5集敏中国HBD-3000D1 6研润中国HBE-3000C
7天星中国PHB-150
8沃威中国WHB-3000
9莱洛特中国HB-3000B
10AFFRI意大利LD3000。
结合力测试仪
产品概述结合力测试仪又叫百格刀标准、百格刀测试仪、结合力测试仪价格、结合力测试仪品牌、结合力测试仪厂家、百格刀测试、附着力检测仪、百格刀测试仪、附着力划格器、拉拔式附着力测试仪、涂层附着力测试仪、附着力测试、百格刀、附着力检测仪、附着力测试标准、附着力、油漆附着力测试、拉力测试仪、涂层附着力测试仪、拉脱法附着力测试仪是用来测量油漆,涂料,防腐层,电镀层粘结在基材的牢固程度的一款仪器。
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
一、产品用途OU4000百格刀测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151、BS 3900 E6/ASTM D3359 注:产品颜色银灰色.二、产品说明该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm。
5.漆膜厚度:60um/120um/250um 。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
2、将试片放置在有足够硬度的平板上。
3、手持划格器手柄,使多刃切割刀垂直於试片平面。
4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
6、用软毛刷刷格阵图形的两边对角线轻轻地向后5次,向前5次的刷试片。
2024年磁粉探伤仪市场需求分析
磁粉探伤仪市场需求分析一、引言磁粉探伤仪是一种可以检测金属零件表面或近表面缺陷的非破坏性检测仪器。
它通过磁场在被测零件表面形成磁极化,并结合磁粉的吸附作用,可以快速准确地发现裂纹、夹杂、孔洞等缺陷。
在制造业、航空航天、汽车、船舶等领域广泛应用。
本文将对磁粉探伤仪市场需求进行分析,包括市场规模、市场发展趋势、市场竞争态势等方面。
二、市场规模分析根据市场调研数据显示,近年来磁粉探伤仪市场呈现稳定增长的趋势。
主要原因包括以下几个方面:1.制造业需求增加:制造业是磁粉探伤仪的主要应用领域之一,随着制造业的快速发展,对零部件质量的要求也越来越高,因此对磁粉探伤仪的需求也在增加。
2.航空航天行业需求增长:航空航天行业对零部件的缺陷检测要求非常严格,磁粉探伤仪作为一种高效、敏感的检测手段,受到航空航天行业的青睐。
3.汽车工业发展迅猛:随着国内汽车工业的迅速发展,对零部件的质量要求也越来越高,磁粉探伤仪在汽车制造过程中的应用日益广泛。
根据数据分析,磁粉探伤仪市场在未来几年仍有增长空间,预计将保持稳定增长。
三、市场发展趋势分析1.技术创新:随着科技进步和市场需求的变化,磁粉探伤仪技术不断创新,新型磁粉探伤仪具有更高的检测精度、更快的检测速度和更小的体积。
技术创新将推动市场发展。
2.自动化趋势:随着制造业向智能化、自动化方向发展,对磁粉探伤仪的要求也在提高。
自动化磁粉探伤仪具有自动加载、自动检测和数据处理等功能,能够提高生产效率和产品质量。
3.环保要求:环保意识的提高对磁粉探伤仪市场也产生了影响。
传统磁粉探伤仪使用的磁粉对环境有一定污染,因此研发无污染的磁粉探伤仪成为行业发展的趋势。
综上所述,市场发展趋势主要集中在技术创新、自动化趋势和环保要求三个方面。
四、市场竞争态势分析磁粉探伤仪市场竞争激烈,主要竞争者包括国内外知名品牌和一些初创企业。
具体来看,市场竞争态势表现在以下几个方面:1.技术领先:知名品牌在磁粉探伤仪技术方面具有较高的研发实力和技术优势,产品性能稳定可靠,因此在市场上具有竞争优势。
超声检测培训选择题2
超声检测培训选择题(二)无损检测资源网整理100.被放大的信号幅度与缺陷的反射面积成正比关系,放大器这一非饱合的放大区域称为(b)a.灵敏度范围b.线性范围c.选择性范围d.分辨范围101.超声检验中,脉冲的持续时间称为(c)a.脉冲振幅b.脉冲形状c.脉冲宽度d.上述三种都不对102.在超声波检测法中,用工件底面作为探伤灵敏度校正基准时,可以(d)a.不考虑探伤面的声能损失补偿b.不考虑材质衰减的补偿c.不使用校正试块d.以上都是103.金属中粗大的晶粒在超声波检测中会引起(d)a.底面回波降低或消失b.信噪比降低c.穿透能力下降d.以上都是104.超声波探伤中采用较高的探伤频率有利于提高(d)a.对小缺陷的检出能力b.对缺陷的定位精度c.相邻缺陷的分辨能力d.以上都是105.材料晶粒尺寸大于多少个波长时,超声波的散射会影响检验结果?(c)a.1λb.λ/2c.λ/10d.λ/100106.从长棒一端进行纵波检查时,纵向分布的缺陷最可能发生的影响是(c)a.使底波显著降低b.在始波和底波之间产生回波,无法确定反射体的位置c.底波后面的迟到波间距改变或波幅降低d.在时基线上产生较多的杂波107.厚度均为400mm但材质衰减不同的两个锻件,各自采用底波校正灵敏度(Φ2mm平底孔),在工件中间相同声程处发现相同波高的缺陷,则(b)a.两个缺陷当量相同b.衰减大的锻件中缺陷当量小c.衰减小的锻件中缺陷当量小d.不一定108.用单探头发现与声束取向不良的缺陷,应该采用的频率(c)a.越高越好b.越低越好c.适当偏低的频率d.较平常为高的频率109.在液浸探伤时可消除探头近场影响的方法是(c)a.提高频率b.用大直径探头c.改变水层距离d.用聚焦探头探测110.用双晶直探头在棒材上扫查时,应尽可能使探头隔声层的放置与棒材轴线(b)a.平行b.成45°角c.垂直d.成60°角111.用一台时基线已准确校正的超声波仪器和斜探头探测圆心无切槽的半圆试块,第一次回波位于满刻度为10的水平刻度2处,则圆弧面的第三次回波必定出现在水平刻度的(d)处:a.5 b.7.5 c.8 d.10112.在超声波检测法中,用工件底面作为探伤灵敏度校正基准时,可以(d)a.不考虑探伤面的声能损失补偿b.不考虑材质衰减的补偿c.不使用校正试块d.以上都是113.金属中粗大的晶粒在超声波检测中会引起(d)a.底面回波降低或消失b.信噪比降低c.穿透能力下降d.以上都是114.超声波探伤中采用较高的探伤频率有利于提高(d)a.对小缺陷的检出能力b.对缺陷的定位精度c.相邻缺陷的分辨能力d.以上都是115.被检材料表面过分粗糙会导致(d)a.来自内部缺陷的反射幅度下降b.使声束指向性变差c.使前表面回波的宽度增大d.以上都是116.表面波探伤时,仪器荧光屏上出现缺陷波的水平刻度值通常代表(b)a.缺陷深度b.缺陷至探头距离c.缺陷声程d.以上都可以117.采用底波高度法(F/B百分比法)对缺陷定量时,下面哪种说法正确?(b)a.F/B相同,缺陷当量相同b.该法不能给出缺陷的当量尺寸c.适于对尺寸较小的缺陷定量d.适于对密集性缺陷的定量118.对某厚度为50mm的上下面平行的钢锻件采用纵波垂直入射探伤时,发现某局部位置处的底波前沿不在50mm刻度处,而是在46mm刻度处,这可能是(c)a.下表面局部有凹坑造成厚度有变化b.有缺陷存在c.以上两种情况都有可能119.对于形状复杂的锻件,较好的处理方法是(c)a.用C-扫描法对精加工好的锻件进行水浸自动探伤b.对成品件进行手工接触法探伤c.对锻前的坯料进行检验,精加工后对形状许可的部位再做检验d.只对锻前坯料进行检验120.在钢板的水浸探伤中,如果入射角为33°(sin33°=0.545),在板中将会产生(b)a.纵波b.横波c.纵波与横波两种都有d.没有纵波,也没有横波121.用板波法探测薄钢板时,能否把荧光屏上的反射波区分出是内部缺陷还是表面缺陷?(b)a.能b.不能c.有时能d.观察不到表面缺陷波122.用单斜探头检查厚壁焊缝时最容易漏检的缺陷是(d)a.条状夹渣b.横向裂纹c.密集气孔d.与探测面垂直的大而平的缺陷123.管子的超声波探伤槽形参考标准,应把槽加工在管子的(a)a.内外表面b.只在内表面c.只在外表面d.从内表面到壁厚的1/2深度124.水浸法比直接接触法优越,主要是由于(d)a.不受工件表面光洁度影响b.容易调节入射角度c.可以实现声束聚焦d.以上都是125.以下几种说法哪种是正确的?(a)a.若出现缺陷的多次反射波,缺陷尺寸一定较大b.正常波形表示钢板中无缺陷c.无底波时说明钢板中无缺陷d.钢板中不允许存在的缺陷尺寸主要是用当量法测定的126.为实现钢管的横波探伤,要求入射角在(a)之间a.第一、二临界角b.第一、三临界角c.第二、三临界角d.与临界角无关127.管材水浸聚焦探伤,如果聚焦点不能调整到被检管件的中心轴线上,而是偏离中心轴线一定距离,则管壁内将出现(c) a.盲区增大b.无底波反射c.多种波型传播128.在锻件探伤中,出现草状回波的原因很有可能是由于(c)a.工件内有大缺陷b.灵敏度过高c.晶粒粗大和树枝状结晶129.锻件探伤时调节灵敏度的方式是(b)a.没有特定方式b.大平底方式和试块方式c.槽形反射孔方式130.锻件探伤中,若缺陷垂直于探测面且缺陷面有曲折或较粗糙时,若采用高灵敏度探伤,其反射波特征是(c) a.反射波峰尖锐b.反射波稳定但较波幅低c.反射波幅低,宽度较大131.直接用缺陷波高来比较缺陷的大小时,仪器的“抑制”和“深度补偿”旋钮应置于(a)的位置:a.关b.开c.任意132.斜探头测焊缝时,必须正确调整仪器的水平或深度比例,主要是为了(e)a.识别焊道回波和缺陷波b.判定缺陷的大小c.判定缺陷的长度d.判断缺陷的位置e.a和d133.厚板上进行焊缝探伤时,如焊缝磨平,为发现焊缝的横向缺陷,应在焊缝上沿焊缝的(a)方向探测: a.纵b.横c.斜134.某超声波探伤仪出厂指标中给出"钢中纵波始波占宽15mm",则(d)a.在铝中应大于15mmb.在水中应小于15mmc.在任何情况下都是15mmd.这是一个参考指标,具体数值与灵敏度和检测对象及条件有关135.超声波检测作业中,都要求校正时基扫描线(俗称"定标"),这是为了(c)a.评定缺陷大小b.判断缺陷性质c.确定缺陷位置d.测量缺陷长度136.超声波检验中,选用晶片尺寸大的探头的优点是(c)a.曲面探伤时减少耦合损失b.减少材质衰减损失c.辐射声能大且能量集中d.以上都对137.下面有关用试块法调节锻件探伤灵敏度的叙述中哪点是正确的?(c)a.对厚薄锻件都适用b.对平面和曲面锻件都适用c.应作耦合及衰减差补偿d.以上全部138.用底波法调节锻件探伤灵敏度时,下面有关缺陷定量的叙述中哪点是错误的?(d)a.可不考虑探伤面耦合差补偿b.可采用计算法或AVG曲线法c.可不使用试块d.可不考虑材质衰减修正139.用直探头检验钢锻件时,引起底波明显降低或消失的因素有(d)a.底面与探伤面不平行b.工件内部有倾斜的大缺陷c.工件内部有材质衰减大的部位d.以上全部140.用水浸法超声波纵波垂直入射探测钢板,要使第二次水层界面回波与钢板第二次底波重合,则水层厚度与钢板厚度之比应为(c):a.1:1 b.1:0.25 c.1:2 d.2:1141.在对接焊缝的超声波横波检测中,若探头的折射角度过于偏小,可能出现的问题是(b)a.探伤灵敏度达不到要求b.焊缝中心部位出现扫查盲区镀锌层测厚仪十大品牌及厂家,沧州欧谱c.焊缝上下表面附近出现扫查盲区d.容易产生透过波142.软保护膜探头适合用于(c)的工件表面a.光洁表面b.粗糙表面c.a和bd.视具体情况,有时a有时b143.用双晶直探头对平面工件探伤时,最好的操作方法是(a)a.使隔声层垂直于探头扫查方向b.使隔声层垂直于探头扫查方向c.使隔声层与探头扫查方向呈45°夹角d.以上均可144.在铸件超声波检测中经常会遇到的问题是(d)锌层测厚仪十大品牌及厂家,沧州欧谱a.由于机械加工面少,常常要在铸态的毛糙表面上进行探伤b.形状可能较复杂,底面不一定与探伤面平行c.晶粒较粗,超声波衰减大,杂波较多d.以上都是145.与表面光滑的零件相比,表面粗糙的零件作超声波检测时,通常使用(a)a.频率较低的探头和粘度较高的耦合剂b.频率较高的探头和粘度较低的耦合剂c.频率较高的探头和粘度较高的耦合剂d.频率较低的探头和粘度较低的耦合剂涂镀层测厚仪十大品牌及厂家,沧州欧谱146.在利用实心轴上圆柱面底波按AVG方法校正探伤灵敏度时,轴的直径应不小于(b)a.1.67Nb.3.7Nc.6Nd.以上都不对147.在焊缝的超声波检测中,为了防止遇到垂直于底面的缺陷时回波声压太低,一般都尽可能避免使用折射角为(c)的斜探头:a.30° b.45° c.60° d.70°148.提高近表面缺陷的探测能力的方法是(d)a.用TR探头b.使用窄脉冲宽频带探头c.提高探头频率,减小晶片尺寸d.以上都是149.用水浸探伤法检查厚度为T的钢板,为使钢板的第四次底波与水层界面的第二次回波重合,水层厚度应为(b)a.0.75T b.1T c.1.5T d.2T漆膜测厚仪十大品牌及厂家,沧州欧谱150.设D2为管子外径,D1为管子内径,C L1为入射介质的纵波速度,C S1为入射介质的横波速度,C L2为管子的纵波速度,适合于管子水浸横波探伤的折射角βS应当满足(c)a.D1/D2≥sinβS≥C S1/C L1b.D1/D2≥sinβS≥C L1/C L2c.D1/D2≥sinβS≥C S2/C L2d.D1/D2≥sinβS≥C L1/C S2膜厚仪十大品牌及厂家,沧州欧谱151.目前在检验形状复杂的锻件中常采用的方法是(d)a.锻造前认真做好锻坯的检验b.锻造后应在粗加工过程中至少进行一次完整的检验c.精加工后应对形状许可的部位尽可能再进行复检d.以上都需要152.在下列方法中,适合于粗晶材料探伤的是(a)a.采用大直径、低频、纵波、窄脉冲探头探伤b.将接触法探伤改为液浸法探伤c.采用小直径探头探伤d.以上都是哪个品牌的百格刀质量好,百格刀十大品牌与厂家价格,百格测试刀生产厂家,油漆划格器十大品牌与厂家沧州欧谱153.用AVG方法进行定量评定时,不考虑材质衰减的缺陷定量结果比考虑材质衰减的缺陷定量结果(a) a.偏大 b.相同c.偏小d.在允许的误差范围以内154.利用测定底波下降范围来计算缺陷大小的方法,目前达到的现状是(d)a.在我国的探伤标准中已得到广泛应用b.优于AVG方法c.可用于小缺陷的测定d.以上都不对155.用直探头从端部探测直径为d的细棒状工件时,在底波后面出现的迟到波是由于声束射到工件侧面产生波型变换所致,其迟到波间距对于钢材为(c)da.0.15b.0.36c.0.76d.0.9156.当用一个探头探测某缺陷时,如果该缺陷会给出多个回波显示,则所用探头的主声束可能存在下述情况(d)a.横向声压不均匀b.纵向声压不均匀c.声束有歪斜现象d.以上都不对157.检查焊缝中横向裂纹的最好方法是(d)a.探头在前后移动的同时兼作10-15°的摆动b.选用折射角较小的探头c.应使用转动式扫查d.把焊缝打磨平,在焊缝上作平行于焊缝的扫查158.适用于接触式焊缝超声波检测的ASTM标准是(b)a.ASTM E317b.ASTM E164c.ASTM E500d.ASTM A418159.超声波共振测厚仪的测量范围可以用哪种方法扩大?(c)a.使用大尺寸换能器b.在基频上工作c.在谐频上工作d.提高发射电压160.超声波检测分散的气孔缺陷时,反射波较低,这是因为(c)a.气孔表面通常是光滑的b.气孔内充满了空气c.气孔通常是或近似圆球形,其反射波是发散的d.以上都不是161.表示压电晶体发射性能的参数是(c)a.压电电压常数g33b.机电耦合系数Kc.压电应变常数d33d.以上全部162.窄脉冲探头和普通探头相比(d)a.Q值较小b.灵敏度较低c.频带较宽d.以上全部163.下图所示CSK-ⅢA试块上的φ1x6mm横孔,在超声远场,其反射波高随声程的变化规律与(d)相同。
铜管、铝管、钛管、不锈钢管涡流探伤技术
非铁磁性管/棒涡流探伤技术探伤方法的选择铜、铝、不锈钢、钛等材料归属于非铁磁性材料,高精度的非铁磁性管棒(以下简称金属管棒)表面质量要求不得有裂缝、裂纹、孔洞、焊缝未熔焊等缺陷,不得有超标的划痕、压伤等缺陷。
涡流探伤在生产企业总体分为在线和离线两种模式。
金属管棒在生产线上(简称在线)具有连续、快速生产的特点,利用制管机组的传动和固定,涡流探头直接安装在生产线上进行探伤(即在线探伤),在线探伤影响因素较多,常见有振动、高频等干扰。
在线生产速度较快,一般每分钟在几十到几百米不等,一方面因速度引起的振动会具有一定的干扰,这对生产设备要求较高,需要保证探伤位置工件平稳。
另一方面因为在线速度快,涡流探伤检测频率不能太低,这样采样率下降导致漏检,一般在线探伤选择相对较高的频率检测(致使检测深度浅)。
金属管棒下线后(简称离线),可以单独制作一套机械装置配合涡流仪进行探伤(即离线探伤),具备自动上下料、自动检测、自动报警、打标、分选等功能。
此种方法可以有效避免在线检测中的各种干扰因素,检测效果比较好,检测可靠性高,有利于成品质量控制。
不足之处是,检测速度相对在线较慢,需要单独场地和自动化设备进行辅助,一般厂家设置检测车间。
厂家可以根据自身实际情况进行选择探伤方法。
无论在线探伤还是离线探伤,系统都可以实现缺陷的实时检测、记录、报警及延时打标/报警功能,检测报告数据可以长期保存在电脑硬盘里,如需要可以进行打印输出。
焊管局部在线探伤铜棒穿过式在线探伤探头的选择不论在线探伤还是离线探头,主要涉及的探头有两种:穿过式(针对整个圆周)和局部式(只针对焊管焊缝)两种。
穿过式是指管棒从探头内孔穿过,可对管棒整个圆周面进行检测,一般多采用普通差动式线圈结构。
此种方式优点在于焊缝和母材可同时检测,但灵敏度上有所欠佳。
我司针对这个缺点,进行了系统升级,首先探伤机软硬件部分进行了信号的优化,其次把探头结构进行可改进,使信号有了两次优化放大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新疆金属探伤仪十大品牌及厂家
目前市场上什么牌子的金属探伤仪好、价格是多少?请参阅无损检测资源网整理十大金属探伤仪品牌榜中榜。
金属探伤仪又叫数字式超声波探伤仪、便携式金属探伤仪、焊缝探伤仪、手持式探伤仪、金属裂纹探伤仪、无损探伤仪等多种名称。
本金属超声波探伤仪排名是根据中国市场销售品牌中筛选出来,根据市场占有率、品牌知名度、用户口碑、质量保障、售后服务五大要素进行排名评选,本排名不代表任何官方立场,仅供参考。
排名品牌国家代表型号
1沧州欧谱 OUPU中国OU5100
2汕头超声中国CTS-1010
3Krautkramer德国USM GO
4OLYMPUS日本EPOCH 600
5时代之峰(TIMES)中国TUD290
6友联中国PXUT-360B+ 7中科中国HS620
8硕德科技中国UFD-Z6W
9美泰科仪中国MUT800C
10卡尔德意志(KD)德国ECHOGRAPH 1090。