铝合金材料的组织与性能研究
CVC8铝合金电子束改性的组织与性能的研究

铝合金( 包括铝基复合材料) 具有很多 的优异性 能 , 应用在 汽车构件 、 航空 、 铁路 客车等很多 方面『 但 铝合 金也存在诸 】 I 。
《 装备 制造技 术} 00年第 1 21 期
C C V 8铝 合 金 电子束 改性 的组 织与 性 能 的研 究
魏 德强 , 卫坡 , 信 王 荣
淮 林 电子科技大学 机电工程学 院 , 广西 桂林 5 1 面进行 改性试验研 究 , VC 以便提高铝合金表 面的硬度和 耐磨性 。 本文对铝合金 电子
周 春 华 等 对 添 加 不 同 合 金 化 元 素 的铸 造 铝 合 金 试样 表 面 ,
空室 中 , 真空度 为 l。P , 用 电子 束扫描 进行表 面处理 , O’ a利 电
子束参数如表 2 所示 。
表 2 试样表面处理的电子束工艺参数表
进 行电子束 改性 试验研究[, 果表 明 , 6结 1 电子束改性使 普通铸 造 铝合金 表面组织更加细化 ,并 在合金化时出现许多非平衡
组织 , 显著提 高耐磨性 。王英等采用 电子束表 面合 金化技术 ,
对 Z 19铝 硅合金进行表 面强化 处理 , L0 结果表 明 , 铝硅合金
经 电子 柬 表 面 合 金 化 处 理 后 , 织 高度 细 化 , 形 成 具 有 网状 组 并
电子束扫描完成后 , 利用铝合金基 体的传热进行 冷却 , 用
的 频 率 为 : 3k z 0— H ,聚 焦 电 流 为 0~1 A。 实 验 材 料 为 : m k
Er_和Ce_对铸造ZL101A_铝合金组织与力学性能的作用对比研究
基金项目:云南省社会发展科技计划-科研院所技术开发研究专项(2011CF009)。
作者简介:闫洪(1961-),男,云南大理人,正高级工程师,主要从事金属材料研究工作。
收稿日期:2023-04-15Er 和Ce 对铸造ZL101A 铝合金组织与力学性能的作用对比研究闫洪1,2(1.昆明冶金研究院有限公司,昆明650031;2.中铝集团中央研究院昆明分院,昆明650031)摘要:在ZL101A 铝合金中分别加入稀土元素Er 和Ce ,比较加入两种稀土后合金的组织和力学性能方面的差异。
结果表明:在α-Al 和共晶Si 方面,Er 的细化作用明显优于Ce ,加入Er 可在ZL101A 铝合金中形成更加细小和弥散分布的稀土化合物相,使合金的力学性能有较大程度的提高,其ZL101A (Er )合金的抗拉强度达到188MPa ,伸长率是6.7%,高于ZL101A (Ce )合金。
关键词:ZL101A 铝合金;Er ;Ce ;组织结构;力学性能中图分类号:TG146.21,TG292文献标识码:A文章编号:1005-4898(2023)06-0017-03doi:10.3969/j.issn.1005-4898.2023.06.040前言铝合金的晶粒细化处理是工业生产中重要的工艺方法。
细小均匀的晶粒组织能提高铝合金的力学性能和增强组织致密性,在铝合金中加入稀土元素已成为晶粒细化的有效方法。
Ce 是铝合金常用的稀土元素,但Ce 化合物存在聚集和长大的问题,其细化作用有限;而稀土Er 不仅能提高铝合金的强度,而且能较大程度地改善铝合金的塑性。
目前,国内已分别研究了Ce 和Er 对铝合金的细化作用[1-2],但二者对ZL101A 铝合金的组织和性能的对比研究极为少见,尤其是Er 和Ce 在铝合金中产生稀土化合物的差别还未见报道。
由于稀土有各自的优点和不足,采用合适的稀土元素至关重要,对此,本文以ZL101A 铝合金为基体合金,研究了稀土Er 和Ce 的影响,并对二者的作用进行对比和分析探讨,为进一步优化合金性能提供参考。
铸造铝合金a356焊接接头组织和性能研究
2.2 接头显微组织
2.1 母材显微组织
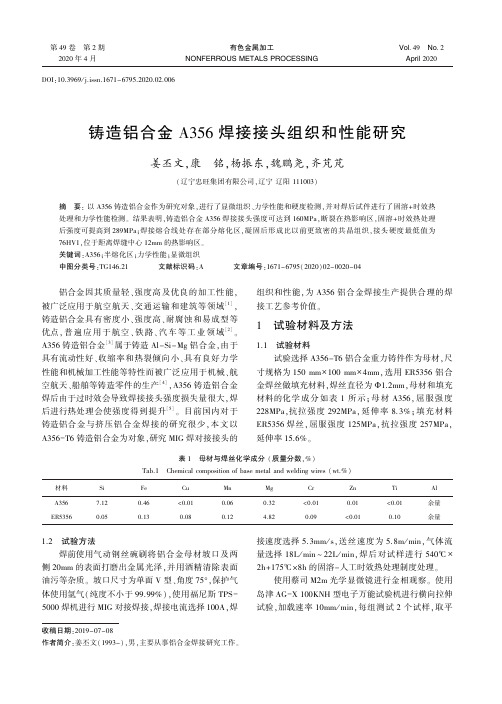
图 1 为铸铝 A356 母材不同位置的金相组织ꎬ图
焊接接头分为焊缝区、熔合区、热影响区、母材ꎮ
图 2 为焊接接头的横截面照片ꎮ
图 1 A356 基体的金相组织
Fig. 1 Metallographic structure of matrix
白色组织交错区域ꎬ靠近母材侧为一白亮区域ꎮ 本试
验对黑白交错区域进行了研究观察ꎬ发现其实际为母
材 α -Al 未熔化ꎬ而晶界发生熔化的区域ꎬ暂称作部分
熔化区ꎮ 图 3 为该区域的 200 倍放大图片ꎬ其中大晶
粒是部分熔化区的原始晶粒ꎮ 在接头的部分熔化区ꎬ
图 2 A356 焊接接头 50X 放大拼图
Fig.2 A356 welded joint 50X enlargement puzzle
有色金属加工
第2期
21
均值作为测试结果ꎮ 使用岛津 SSX - 550 型 SEM 对拉
中白色部分为 α - Al 基体ꎬ黑色球状或细小片层状组
焊接接头的近上表面进行硬度测试ꎬ测试点从一侧热
成分的数量是不同的ꎮ 由于 Al 在 Si 中的溶解度非常
伸断口形貌观察ꎮ 使用 FV - 810 型维氏显微硬度计对
作者简介:姜丕文(1993-) ꎬ男ꎬ主要从事铝合金焊接研究工作ꎮ
量选择 18L / min ~ 22L / minꎬ焊后对试样进行 540℃ ×
使用蔡司 M2m 光学显微镜进行金相观察ꎮ 使用
岛津 AG -X 100KNH 型电子万能试验机进行横向拉伸
试验ꎬ加载速率 10mm / minꎬ每组测试 2 个试样ꎬ取平
0.05
Fe
0.46
用于车辆焊接的铝合金接头组织及性能研究
用于车辆焊接的铝合金接头组织及性能研究摘要:轻量化是车辆实现高速运行的必要条件,轻量化技术的主要措施之一便是采用铝合金车体,铝合金作为重要的金属材料大量应用于车辆制造,以提高车辆运行速度。
本文对铝合金结构的6005A和6060两种铝合金材料的钨极氩弧焊(TIG)焊接接头的显微组织和力学性能进行了研究。
关键词:车辆铝合金钨极氩弧焊力学性能焊接裂纹1前言轻量化是车辆实现高速运行的必要条件。
运载工具轻量化是国内外运载工具设计和使用者长期追求的目标, 因为由此可节能和提高运行速度, 增加运输质量, 减少能源消耗, 减少大气污染。
轻量化技术的主要措施之一便是采用铝合金车体,之所以铝合金材料可以在车辆制造业中能够得到迅速的发展,这主要取决于铝合金所具有低密度、高强度、良好的挤压性能、良好的焊接性和高回收利用率[1-3]。
2接头组织性能铝合金母材的几种性能指标比钢低,铝合金的线膨涨系数a是钢的一倍,其导热系数也比钢大得多,这些重大差异将对焊接变形和应力有重要影响。
铝合金的强度TS和屈服强度TYS分别比钢低33%和25%,但密度g只有钢的33%,由此得出比强度分别比钢高1倍和3.1倍,所以在减轻焊接结构重量方面有重要作用,是运载工具结构轻量化的首选材料。
但另一方面,铝合金的弹性模量E也只有钢的33%,在板厚相同或结构高度相同时会使刚度大大降低。
同时屈强比(TYS/TS)比钢高24%,这说明加载变形时塑性储备和韧性储备都不如钢,对焊接接头和焊接结构的断裂过程有重要影响。
3强度分析3.1拉伸实验焊接接头拉伸力学性能试验按照GB/T228-2002《焊接接头拉伸试验方法》进行。
本文中拉伸试验所采用的拉伸机为WDWS100微机控制电子万能试验机,加载速度为1mm/min,6005A-T6铝合金拉伸试件标距为60mm,6060铝合金拉伸试件标距为70mm。
6005A-T6铝合金的拉伸试验结果见表2-1所示。
从表中可以看出,6005A-T6铝合金TIG焊接接头的拉伸试验均断裂在离熔合线15~20mm处,说明在焊接热的作用下,熔合线及热影响区的组织和性能发生了较大的变化,接头的强度损失较为严重,在焊接热循环的作用下,焊接接头的焊缝、熔合线及热影响区的组织和性能发生了较大的变化,焊缝和熔合线区域的强度高于热影响区,在热影响区部分,发生了强度急剧下降,最终在软化严重的地方发生断裂。
热处理对铝合金材料的力学性能和耐蚀性能的影响研究

热处理对铝合金材料的力学性能和耐蚀性能的影响研究铝合金作为一种重要的结构材料,在工业应用中具有广泛的应用前景。
热处理作为一种常见的工艺手段,具有显著的改善材料性能的效果。
本文将从力学性能和耐蚀性能两个方面,探讨热处理对铝合金材料的影响,并分析其原因。
一、热处理对铝合金材料力学性能的影响铝合金材料的力学性能主要包括强度、塑性和韧性等指标。
热处理可以通过改变材料的晶体结构和晶粒尺寸,来对其力学性能进行调节。
1.1 强度热处理能够显著提高铝合金的强度。
常见的热处理方式包括时效处理和固溶处理。
时效处理通过固溶加热和时效淬火,可以使铝合金材料的强度得到显著提高。
固溶处理则通过高温固溶和快速冷却,使合金元素溶解在基体中,形成均匀的固溶体,从而提高了合金的抗拉强度。
1.2 塑性与强度相对应的是材料的塑性,也就是其变形能力。
热处理对铝合金的塑性影响较大。
通过合适的热处理,可以改变材料的晶粒尺寸和形状,提高晶界的稳定性,从而增加材料的塑性。
此外,热处理还可以使材料的晶界扩散减缓,减少晶界的局部胀大和局部松弛,提高了材料的塑性。
1.3 韧性热处理对铝合金材料的韧性也有一定的影响。
合适的热处理可以改变材料内部的组织结构,使其具有更好的断裂韧性。
例如,通过合理的时效处理,可以使合金元素在晶界上析出过饱和的析出相,形成均匀分布的细小析出相颗粒,增加了材料的断裂韧性。
二、热处理对铝合金材料耐蚀性能的影响铝合金作为一种常用的结构材料,其耐蚀性能对其工作环境的适应能力起着至关重要的作用。
热处理可以通过调控材料组织结构,来改善材料的耐蚀性能。
2.1 抗氧化性铝合金在高温氧化环境中容易形成致密的氧化膜,这种氧化膜能够起到一定的保护作用。
热处理能够改变材料的晶界结构和化学成分,形成更加致密、稳定的氧化膜,从而提高铝合金材料的抗氧化性。
2.2 耐腐蚀性热处理通过改变材料的晶界结构和析出相的形态,改变了材料的微观组织,提高了其耐腐蚀性能。
快速凝固铝合金的组织与性能
快速凝固铝合金的组织与性能摘要:速凝固技术;过去对凝固过程的模拟只考虑在熔融状态下的热传导和凝固过程中潜热的释放,很少考虑金属熔体在型腔内必然存在的流动以及金属熔体在凝固过程中存在的流动,目前,快速凝固技术作为一种研制新型合金材料的技术一开始研究合金在凝固时的各种组织形态的变化以及如何控制才能到符合实际生活,生产要求的合金着重研究高的温度梯度和快的凝固速度的快速凝固技术正在走向逐步完善阶段。
快速凝固原理及凝固组织:快速凝固是指通过对合金熔体的快速冷却(≥104-106k/s)或非均质形核备遏制,是合金在很大过冷度下,发生高生长速率(≥1-100cm/s)凝固。
由于凝固过程的快冷,起始形核过冷度大,生长速率高是古冶界面偏离平衡,因而呈现出一系列于常规合金不同的组织和结构特征,加快冷却速度和凝固速率所应起的组织及结构特征可以近似用表来表示。
本实验利用真空系统下的金属熔液快速凝固装置,获得高真空后,充入一定压力的惰性气体,熔炼铝合金在熔融状态下以细直径金属液柱方式喷射到铜模具中,液流发生横向铺展并在纯铜模具中快速凝固。
由于整个过程的浇注时间在很大程度上被分散、延迟,热耗散可以快速、充分进行,从而可获得层状铝合金。
关键词:铜模具;射流沉积;亚稳块体材料;层状复合材料The Study on the Aluminum Alloy by Rapid Solidification Based on Reciprocate MotionCooling ModelAbstract:Rapid solidification is the way to get the non-steady state metal by the rapid cooling much more fast than the cooling rate for the equilibrium materials, and amorphous, nano-crystalline and some limiting structural or functional materials can be obtained.In this work, jet solidification in the cooling model with the computer controlled reciprocating motion protected under vacuum or inert gas was used to obtain the layer Al alloys. After the Al alloy was molten in a quartz tube, the alloy liquid was jet out ofa little hole under the tube inside a copper die by high pressure Ar gas, and alloy liquid lateral spread and solidify in the model. The process were repeated foe many times, and accumulation like a wall growing up. Since the pouring time of the entire process was delay and dispersed, heat was quickly and fully dissipated, so the bulk layer Al alloy was obtained. The alloy be with the high density and fine structure.Microstructure observation, hardness testing, tensile test were carried out for the alloy. The aluminum alloyBy precise control of the working parameter, the test was adjust to obtained the needed materials. The interface of multi-layer homogeneous composite was studied, such as superheat of the molten metal, the relationship between the liquid jetting parameters and solidification process, metallurgical complex process, heat dissipation process and control of the materials deposition growth process were also analyzed. The experiences was obtained for the fabrication of multi-layer deposition composites of high melting point metals and alloys.Keywords:reciprocating motion; jetting sediment; metestable bulk materials;composite materials目录第1章绪论 (1)1.1 引言 (1)1.2 铝合金及其主要分类 (1)1.2.1 铝合金的分类 (1)1.2.2 变形铝合金 (2)1.2.3 铸造铝合金 (2)第2章实验方法 (2)2.1实验原理 (2)2.2实验设备 (3)2.3实验过程 (4)第3章实验结果与讨论 (5)3.1铝合金试样的制备 (5)3.2层状铝合金的组织 (6)3.3硬度测试实验结果 (6)3.4快速凝固的冷速 (6)第4章结论 (7)第1章绪论1.1非晶材料简介非晶合金具有长程无序、短程有序的结构,与晶态合金相比,具备许多特有的性能,如高硬度、高强度、高电阻、耐蚀及耐磨等,为材料科研工作者开发高性能的功能材料和结构材料提供了巨大的潜力。
2024铝合金零件T62热处理工艺及组织性能研究

2024铝合金零件T62热处理工艺及组织性能研究作者:赵钊冯朝辉来源:《有色金属材料与工程》2016年第06期摘要:2024-O铝型材成形后,需要进行热处理才能达到最终的T62状态.合适的热处理工艺参数会得到性能较理想的最终型材,但是热处理工艺的最佳参数对热处理的工艺控制要求很高,因此很难确定.首先经由2024-O铝型材热处理工艺试验,系统地研究了固溶处理制度、淬火和人工时效制度等工艺因素对合金显微组织和力学性能的影响.其次,采用透射电子显微镜(TEM)和X射线衍射仪(XRD),在微观上研究不同制度下,型材微结构的变化与增强相的析出.最后确定了实验室条件下2024-O状态铝型材T62热处理的最佳工艺参数,即(490~505)℃×(20~40)min+(185~195)℃×(8~14)h.在该制度下,型材合金具备较优的综合性能.关键词:2024型材料; T62热处理工艺;显微组织;力学性能中图分类号: TS 912+.3-文献标志码: AStudy on Microstructure and Properties of 2024 AluminumParts by T62 Heat TreatmentZHAO Zhao1, FENG Zhaohui2(1.College of Engineering and Applied Sciences, Nanjing University, Nanjing 210023,China;2.Beijing Institute of Aeronautical Materials, Beijing 100095, China)Abstract:In order to get relatively ideal property of T62 state on 2024-O aluminum alloy,it needs to be heat treatment with appropriate parameters after molded.It is not easy to get the optimal parameters from the heat treatment which is still very challenge as it require highly control.In this study,2024-O aluminum alloy was systematically studied on microstructure and mechanical properties under variousprocessing,such as solution temperature,holding time,quenching,and artificial aging system.The microstructure has been changed and the precipitate phase has been enhanced where observed by using TEM and XED.Finally,the alloy with better comprehensive performance was obtained by the confirmed parameters of (490-505)℃/(20-40)min+(185-195)℃/(8-14)h,which is the most suitable parameter for 2024-O aluminum alloy with T62 state inlaboratory condition.Keywords:2024-O aluminum alloy; T62 heat treatment; microstructure; mechanical property2024铝合金广泛应用于航空、航天、雷达等高科技产品的制造[1-4],而且目前在科研领域,2024铝合金材料的组织、第二相析出、性能的热处理形成规律的研究也取得了较多的成果[5-7].在工业生产领域中,形状复杂的2024铝合金航空零件一般会采用O状态材料,之后热处理至T62状态[2].研究使用何种热处理制度可得到最佳综合性能的铝合金型材,一直是工程技术领域的研究重点[8-9].2024-T62铝合金零件的热处理方式,主要由固溶淬火与人工强制时效两个步骤组成,这两个步骤涉及大量影响第二相析出的因素[10-14],从而导致了性能的变化[15-16],因而2024-T62铝合金零件热处理的第二相析出及性能会随着这些因素的变化而有规律地改变.研究2024-T62零件热处理工艺参数对第二相析出及性能形成规律对航空复杂零件的生产具有非常重要的指导意义.因此,本文研究了2024铝合金O状态型材T62热处理工艺关键参数对材料性能及第二相析出的规律.1 试验材料及方法试验选用飞机窗框用2.0 mm规格O状态2024铝合金型材,研究不同固溶温度对零件性能的影响,确定较优的固溶温度.首先通过研究不同固溶时间对2024铝合金试样拉伸性能的影响,确定较优的固溶处理制度,研究人工强制时效工艺对零件性能及第二相析出的影响,确定2024铝合金试样的T62时效制度.采用透射电子显微镜(TEM)和X射线衍射仪(XRD)研究析出的第二相.1.1 固溶处理对型材性能的影响2024铝合金为可热处理强化铝合金,固溶处理对力学性能的影响很大[17].所以,试验首先研究不同固溶制度下型材拉伸性能的变化.试验采用规格为2.0 mm的O状态型材,合金型材热差分析确定2024铝型材的过烧点低于508 ℃.因此,试验选取固溶制度为480,485,490,495,500,503和505 ℃,分别固溶35 min.根据试验结果,选用495 ℃为固溶温度,保温时间为20~50 min,每隔5 min取1个时间点,对试样进行拉伸测试,研究固溶时间对型材力学性能的影响.1.2 时效制度对型材组织及性能的影响设定固溶制度为495 ℃×35 min,选用室温水为淬火介质,选择不同时效温度和时效时间进行试验,研究不同时效制度下型材组织和性能的变化.具体时效参数为:175,785,190,195和200 ℃分别时效6,7,8,9,10,11,12,13和14 h.随后,将190 ℃×9 h,190 ℃×16 h和200 ℃×9 h时效的试验合金进行TEM观察和XRD分析.2 结果与分析2.1 固溶处理对试验合金性能的影响根据固溶处理的方案,测定每个试样的结果,绘制曲线,如图1所示.从图1中可以看出,固溶温度在480~490 ℃时,试验合金的室温力学性能不稳定;而在490~505 ℃时,试验合金的室温力学性能趋于稳定.在490~505 ℃时,强度随温度升高稳步提高,伸长率(δ10)没有明显波动.因此在490~505 ℃固溶,可以满足试验合金的室温力学性能要求.图2为固溶时间对试验合金力学性能的影响.从图2中可以看出,试验合金的强度和伸长率在保温20~40 min时,性能稳定,保持着较好的强韧匹配.当固溶时间>40 min时,试验合金的力学性能随保温时间的延长而波动较大.试验合金的室温拉伸强度随固溶时间的变化而变化,并且围绕固定值波动,而20~40 min内的屈服强度、抗拉强度和伸长率变化不大,与总体平均值相近.因此,固溶时间为20~40 min,可满足试验合金的室温力学性能的要求.综上所述,2024铝合金型材较优的固溶制度为(490~505)℃×(20~40) min.2.2 时效制度对试验合金组织性能影响2.2.1 室温拉伸性能2024铝合金型材经过不同时效处理后的屈服强度如图3所示.当时效温度为175 ℃,时效6~16 h后,试验合金的屈服强度均处于较低的水平.当时效时间为16 h时,屈服强度为360 MPa,略高于标准的规定.当时效温度为185 ℃时,时效后的屈服强度均高于标准规定的345 MPa.随着时效时间的延长,屈服强度不断提高.时效时间为14 h时,达到最高393 MPa,随后屈服强度逐渐降低.当时效温度为190 ℃时,在整个时效过程中,材料的屈服强度均保持在较高的水平,为379~403 MPa,比退火态提高300 MPa左右.当时效10~12 h时,屈服强度达到最高,约为403 MPa.随时效时间的延长,试验合金的过时效响应较慢,时效16 h后,屈服强度仍可达到380 MPa左右.当时效温度为195 ℃时,时效仅6 h,屈服强度即达到400 MPa左右.随时效时间的延长,试验合金的屈服强度逐渐降低.时效14 h后,过时效响应加快,屈服强度显著降低.当时效温度提高到200 ℃时,随时效时间的增加,材料的屈服强度逐渐降低,而且降低的速度较快.当时效10 h时,屈服强度为337 MPa,不满足标准要求.2024铝合金型材不同时效处理后的伸长率如图4所示.当时效温度为175~200 ℃、时效时间为6~16 h时,试验合金的伸长率随时效时间的弛豫均呈降低趋势.时效温度升高后,降低的速度放缓.不同制度下的伸长率均与标准要求相符.比较之下,175 ℃时效,试验合金的伸长率略高,韧性较好.综上所述,时效温度为190 ℃、时效时间为8~14 h时,试验合金具有较好的力学性能,工艺参数范围较宽.考虑到试验合金时效后的强度,以及强韧的匹配程度和工业化生产的工艺控制,2024铝合金型材较优的T62热处理制度为(185~195)℃×(8~14) h.2.2.2 组织TEM观察及分析试验合金经190 ℃×9 h、190 ℃×16 h和200 ℃×9 h时效后的TEM明场像见图5. 特征析出相的电子衍射花样见图6.由图5可以看出,试验合金经过不同温度和时间时效后,析出相的大小、形状及分布有明显的差别.当时效制度为190 ℃×9 h时,析出相以长棒状为主,也有少量较粗的短棒状和片状析出相弥散分布,如图5(a)所示.时效时间延长至16 h,棒状析出相数量减少、粗化,细长薄片状析出相数量增加,并沿同一方向分布,如图5(b)所示.当时效温度升高到200 ℃时,棒状析出相明显减少、粗化;细长薄片状析出相增多,长度增加,粗化,沿3个方向互成60 °析出,交错分布,如图5(c)所示.由电子衍射花样分析表明,长棒状析出相为Al2CuMg,即S(或S ′ )相,如图6(a)所示.S(或S ′ )相为正交结构,空间群Cmcm,点阵参数a=0.4 nm,b=0.923 nm,c=0.714 nm.S 相和S ′ 相的晶体结构、点阵参数以及位向关系均完全一致,只在某个方向上的错配有所不同,因而通常无法区分.较粗的短棒状析出相为Al7Cu2Fe相,如图6(b)所示.Al7Cu2Fe相属于四方结构,空间群为P4/mnc,点阵参数a=0.633 6 nm,c=1.487 0 nm.在图6(a)中,除了Al的[122]衍射谱和Al2CuMg的[011]衍射谱外,还可找出另一套很弱的电子衍射花样,从拉长的斑点及其拉长方向来看,来自细长薄片状析出相.2.2.3 试验合金的XRD分析试验合金的XRD图谱如图7所示.两个试样中均含有Al基体、Al2CuMg和Al7Cu2Fe相.经过高温时效后,在200 ℃×9 h时效的试样中发现了Al2Cu的衍射峰,见图7(b),表明在TEM分析中未能标定出的细长薄片状析出相可能是Al2Cu相,即θ(或θ ′ )相.在高温时效后,Al2Cu相增多,使得在XRD图谱中出现其衍射峰,这与图5中200 ℃×9 h时效制度下,试样中的细长薄片状析出相变多、粗化的现象一致.2XXX系铝合金强化主要靠细小弥散分布的强化相,试验中2024铝合金型材晶内的主要析出相为S ′ (主要强化相)+θ ′ (θ).试验结果表明,随着时效时间的延长和时效温度的升高,S ′ +θ ′ (θ)相粗化,并且密度减小,导致试验合金的屈服强度及塑性降低.当进行190 ℃×9 h时效后,试验合金的屈服强度均保持在较高的水平,析出相以长棒状为主,且细小弥散.当时效温度提高到195~200 ℃时,随时效时间的延长,试验合金的屈服强度逐渐降低,棒状析出物数量减少、粗化,细长薄片状析出物数量增多,晶内析出相主要是S ′ +θ ′ ,由于时效温度较高,导致析出相形核及长大速度明显加快,200 ℃时效9 h,析出相明显粗化,因而屈服强度低于190 ℃时效后.3 结论(1) 2024铝合金型材T62热处理制度为:(490~505)℃×(20~40)min+(185~195)℃×(8~14)h,该制度下型材的性能最为理想,其屈服强度、抗拉强度和伸长率分别为377、481 MPa和11.0%.(2)主要强化相是细小弥散分布的正交结构长棒状析出相Al2CuMg,即S(或S ′ )相;次要强化相是细长薄片状析出相Al2Cu,即θ(或θ ′ )相.这两种相的共同存在,使得材料的屈服强度均保持在较高的水平.参考文献:[1] 陈高红,刘洲,陈军洲,等.2024铝合金转动制件的失效分析[J].金属热处理,2013,38(5):118-122.[2] 李晗.2024铝合金薄板的热处理工艺与性能的研究[D].西安:西北工业大学,2007.[3] 宁爱林,刘志义,曾苏民.时效制度对大冷变形2024铝合金力学性能的影响[J].特种铸造及有色合金,2006,26(8):529-531.[4] SINGH S,GOEL D B.Thermomechanical ageing(TMA) of 2014 aluminium alloy for aerospace applications[J].Bulletin of Materials Science,1991,14(1):35-41.[5] 刘静安.国内外铝加工技术的发展特点与趋势[J].轻合金加工技术,2000,28(9):1-3.[6] KAUFMAN J G.Aluminum alloys[M]∥KUTZ M.Handbook of Materials Selection.New York:John Wiley & Sons,2002.[7] TOTTEN G E,MACKENZIE D S.Handbook of aluminum,volume 1:physical metallurgy and processes[M].New York:CRC Press,2003.[8] LU K.The future of metals[J].Science,2010,328(5976):319-320.[9] 赵云龙,杨志卿.时效时间对冷轧2024铝合金组织和力学性能的影响[J].金属热处理,2015,40(3):136-139.[10] WANG S C,STARINK M J,GAO N.Precipitation hardening in Al-Cu-Mg alloys revisited[J].Scripta Materialia,2006,54(2):287-291.[11] WINKELMAN G B,RAVIPRASAD K,MUDDLE B C.Orientation relationships and lattice matching for the S phase in Al-Cu-Mg alloys[J].Acta Materialia,2007,55(9):3213-3228.[12] ZHU A W,STARKEJR E A.Strengthening effect of unshearable particles of finite size:a computer experimental study[J].Acta Materialia,1999,47(11):3263-3269.[13] STARINK M J,WANG P,SINCLAIR I,et al.Microstrucure and strengthening of Al-Li-Cu-Mg alloys and MMCs:II.Modelling of yield strength[J].Acta Materialia,1999,47(14):3855-3868.[14] KHAN I N,STARINK M J,YAN J L.A model for precipitation kinetics and strengthening in Al-Cu-Mg alloys[J].Materials Science and Engineering:A,2008,472(1/2):66-74.[15] 刘静,冯振海,张雅玲.2024铝合金(包铝)薄板T3、T361、T81、T861状态热处理工艺制度研究[J].轻合金加工技术,2003,31(8):46-47.[16] 李晗,张建国,席守谋.热处理工艺对2024铝合金薄板力学性能的影响[J].热加工工艺,2007,36(4):55-57.[17] 黄光杰,汪凌云.热处理对2024铝合金组织和性能的影响[J].重庆大学学报(自然科学版),2000,23(4):99-102.龙源期刊网 。
铸造A356铝合金的微观组织及其拉伸性能研究

相的尺寸 、形态及其分布 。没有经过 Sr改性和热等静 压处理的铸造 A356 铝合金 ,其具有优异的加工性能 和制备成本低等特点 ,因此 ,对该类合金的研究在工业 生产上具有重要意义 。但目前关于该合金的微观组织
的空隙将导致其疲劳寿命降低 50% ,疲劳极限降低 20% [ 728 ] 。所以研究构件中缺陷的性质 、数量 、尺寸和 分布位置对力学性能的影响具有重要意义 。A l2Si72 M g (A356)铸造铝合金通常用来制备汽车气缸盖及发 动机滑块构件 [ 9 ] 。目前关于热等静压 、Sr改性等工艺
L 为穿过二次枝晶臂任意截线总长 , n 为截线所截二
次枝晶臂的总间隔数或二次枝晶臂个数 。其它特征参
数值由图像分析系统自动测得 。
采用线切割在铸造 A356和 A3562T6合金板中切
割出 1 mm 厚的薄片 ,先在不同粗细的金相砂纸上磨 制使试样两面制成镜面 ,待薄片厚度减薄到 60 μm 左
右后 ,利用甲醇溶液进行双喷 ,制备出透射电子显微镜
铸造 A356铝合金的微观组织及其拉伸性能研究
冉 广 ,周敬恩 ,王永芳 ,席生岐 (西安交通大学 材料科学与工程学院 金属材料强度国家重点实验室 ,陕西 西安 710049) 摘要 :采用 T6工艺对消失模铸造的 A356铝合金进行了热处理 ,并对其微观组织形貌 、显微组织特征值 、拉伸性 能及其断口形貌进行了测试和分析 。结果表明 ,铸造 A3562T6铝合金基体中分布着约 2 μm 长 , 100 nm 宽 ,小者 只有几个纳米的针状 M g2 Si粒子 ,并且发现经 T6工艺热处理后在铸造 A356铝合金中存在椭圆状 A l8 Si6M g3 Fe金 属间化合物 。定量金相分析表明 ,铸造 A356铝合金的平均枝晶胞尺寸 (DCS) 、二次枝晶臂间距 ( SDAS) 、共晶 Si 的长 、宽值分别为 55μm、63μm、20μm 和 10μm;热处理后 A356合金的这些参数值分别变为 50μm、75μm、30 μm 和 13μm。铸造 A3562T6铝合金试样的拉伸断口显示其断裂为韧性断裂与脆性断裂的混和模式 。屈服强度 、 抗拉强度和伸长率分别为 240 M Pa、25418 M Pa和 1116%。 关键词 :铸造 A356铝合金 ;定量金相 ;拉伸性能 ;微观组织 中图分类号 : TG14612; TG11311; TG11312 文献标识码 : A 文章编号 : 025426051( 2007) 0320013206
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金材料的组织与性能研究
随着现代制造技术的不断提升,铝合金材料由于其优异的力学性能和轻质化特性,开始被广泛应用于航空、汽车、建筑等领域。
铝合金材料的组织和性能研究是目前热门的学术课题之一,本文将从材料组织、加工工艺和性能三个方面来介绍铝合金材料的当前研究进展。
一、材料组织
铝合金材料的性能受到其组织结构的影响。
目前,研究者们广泛关注的是其晶
粒尺寸、含量和分布。
晶粒尺寸的减小可以提高材料的强度和塑性,但晶粒尺寸过小也会降低材料的韧性。
同时,需要注意的是,晶粒的尺寸属于微观尺度。
为了观测晶粒尺寸的变化,科研人员通常都采用电子显微镜和散射光谱等仪器设备。
在铝合金材料中,含有大量非金属夹杂物,比如氧化物、硅等,这些夹杂物对
材料的力学性能和电学性能都会产生一定影响。
因此,夹杂物的含量和分布也是目前许多学者所关注的焦点。
为了控制夹杂物的含量,科研人员通常采用粹炼、脱气等方法。
除了晶粒尺寸和夹杂物含量外,材料中还有一些比较重要的组织结构,比如析
出物、晶界和位错等。
在铝合金材料中,人们常用各种方法来控制析出物的尺寸和分布,例如采用时效处理来促进析出物的形成,通过路径调整来增加析出物的数量,等等。
而晶界和位错的研究,则通常通过人工制备样品并使用离子梳理法和电镜等仪器来进行观察。
二、加工工艺
除组织结构之外,铝合金材料的加工工艺也对其性能具有一定影响。
现代制造
业中,常用的加工工艺有折弯、拉伸、锻造等。
在这些加工过程中,材料会发生塑性变形、冷变形等现象,对其微观组织结构和宏观性能都会产生影响。
目前,关于铝合金材料塑性变形机制和加工硬化原理等问题也引起了科研人员的广泛关注。
国内外的很多研究表明,塑性变形的强度和程度决定了材料的结构、性能和加工过程,因此,在铝合金材料的制造工艺中更加注重塑性变形的研究和掌握。
三、性能表现
最后,铝合金材料的重要性能指标包括强度、塑性和韧性等。
这些性能受到材料组织和制造工艺的影响。
近年来,研究人员也通过深入的试验和模拟研究,提高材料的强度和韧性,同时考虑到其实际应用中的环境限制,加强材料的耐腐蚀性和疲劳寿命等方面的研究。
总体来说,当前铝合金材料的组织与性能研究已进入了一个全新的发展阶段。
未来,科研人员可以继续加深对铝合金材料组织和加工工艺的理解,继续探索新的制造方法和工艺过程,以满足不同领域对铝合金材料更高性能需求的要求。