车间异常处理流程图
生产异常处理时效及流程图
2
首件
异常
3
4
5
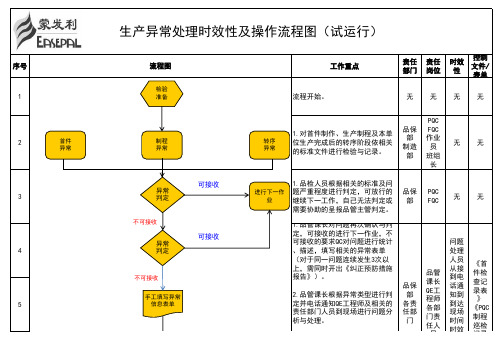
生产异常处理时效性及操作流程图(试运行)
流程图
检验 准备
工作重点 流程开始。
责任 部门
责任 岗位
时效 性
控制 文件/ 表单
无无无无
制程 异常
异常 判定
不可接收
异常 判定
可接收 可接收
不可接收
手工填写异常 信息表单
PQC
转序 异常
1.对首件制作、生产制程及本单 位生产完成后的转序阶段依相关 的标准文件进行检验与记录。
各责 任部 门
任人 员
各部ห้องสมุดไป่ตู้门责 任人 员
品管 课长
各部 门责 任人 员
时间 时效 要 求: 20分 钟内
30分 钟内 制定 临时 改善 对策
无
24小 时内 回复 该异 常的 永久 改善 截止
巡检 记录 表》
《制 程质 量异 常处 理单 》
1.制造部经理对异常问题的处理 各制 部门
结果进行了解与审核。
需指定代理人处理)。
注:现场的所有异常直接对口品
1管.各课异长常,问由题品所管涉课及长的统责一任知部会门相
人员需对异常情况进行现场确认
、分析并与计划部、制造部/采购
部等提前沟通订单紧急情况及物 各责
料处理方案,制定异常处理的临 任部
时对策方案并经品保、制造部人 门
员会签确认(该单据只签到相应
主管即可,对于责任人无法判定
2.品管课长根据异常类型进行判 定并电话通知QE工程师及相关的 责任部门人员到现场进行问题分 析与处理。
3.各部门问题处理人员接到电话 通知后需在规定时间内达到现场
品保 部 各责 任部 门
品质异常处理作业流程图
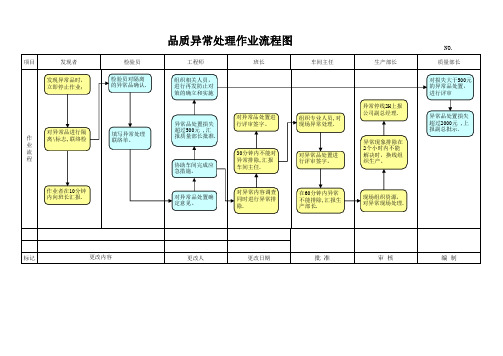
异常品处置损失 超过500元 ,汇 报质量部长批准.
对异常品处置进 行评审签字。
组织专业人员,对 现场异常处理.
异常品处置损失 超过2000元 ,上 异常现象排除在 2个小时内不能 解决时,换线组
30分钟内不能对 异常排除,汇报 协助车间完成应
对异常品处置进 行评审签字。
作业者在10分钟 内向班长汇报.
品质异常处理作业流程图
项目 发现者
发现异常品时, 立即停止作业;
NO.
车间主任 生产部长 质量部长
检验员
检验员对隔离 的异常品确认.
工程师
班长
组织相关人员, 进行再发防止对 异常停线2H上报 公司副总经理.
对损失大于500元 的异常品处置,
作 业 流 程
对异常品进行隔 离\标志,联络检
填写异常处理 联络单。
对异常品处置确 定意见。
对异常内容调查 同时进行异常排 除.
在60分钟内异常 不能排除,汇报生
现场组织资源, 对异常现场处理.
标记
更改内容
更改人
更改日期
批Hale Waihona Puke 准审 核编 制
品质异常处理作业流程图

对异常品处置确 定意见。
对异常品处置进 行评审签字。
30分钟内不能对 异常排除,汇报 车间主任.
对异常内容调查 同时进行异常排 除.
组织专业人员,对 现场异常处理.
对异常品处置进 行评审签字。
在60分钟内异常 不能排除,汇报生 产部长.
生产部长
异常停线2H上报 公司副总经理.
项目
发现者
发现异常品时, 立即停止作业;
对异常品进行隔
作
离\标志,联络检
业
流
程
作业者在10分钟 内向班长汇报.
检验员 检验员对隔离 的异常品确认.
填写异常处理 联络单。
品质异常处理作业流程图
工程师
组织相关人员, 进行再发防止对 策的确立和实施
班长
车间主任
异常品处置损失 超过500元 ,汇 报质量部长批准.
异常现象排除在 2个小时内不能 解决时,换线组 织生产。
现场组织资源, 对异常现场处理.
NO.
质量部长
对损失大于500元 的异常品处置, 进行评审
异常品处置损失 超过2000元 ,上 报副总批示.
标记
更改内容
更改人
更改日期
批准
审核
编制
IQC_进料检验及异常处理流程图

IQC_进料检验及异常处理流程图进料检验异常处理流程图Incoming inspection abnormal handling flow chartCreate By:Kevin Wu2014.03.05IQC 进料检验IQC Inspection仓库来料确认Good receipt检验结果判定Judgement供货商质量确认是否可有条件释放Supplier quality manager.verify ifrelease检验员发送不良信息给供货商质量Inspector send detail failure info to Supplier quality manager报废/退回Reject / Return to supplier开立MRB 会判, 确认原材料不良是否影响产品品质,必须取得总经理签字后方可特採Start MRB meeting , verify if检验员在仓库进料单以及每一箱上面加盖合格章并在BABTEC 系统中进行记录Inspector will to stamp"Pass" chop on identification tag & each carton通知仓库入库Inform W/H move to specific合格ACC不合格REJ.根据BABTEC 检验规范进行来料检查Base on BABTEC test plan判定有条件合格不能接受REJ.检验员在仓库进料单以及每一箱上面加盖合格章并在BABTEC 系统中进行记录Inspector will to stamp"Pass" chop on identification tag & each carton供货商质量BABTEC 创建不良记录并通知供应商改善Create "Failure Hint" in BABTEC and informsupplier to improve特採使用,检验员在每箱贴上特採使用标签Waive ,inspector attch "waive" label on each供货商质量BABTEC 创建抱怨通知供应商2个星期内回复8D 报告Create "complaint" in BABTEC and inform supplier to feedback 8D report within two weeks相关信息给采购部门和物流部门是否需特採Inform purchase dept. & logistic Dept. that if need to需要跑特採流程不需要特採使用needn't waive use。
部门间异常联络处理流程图
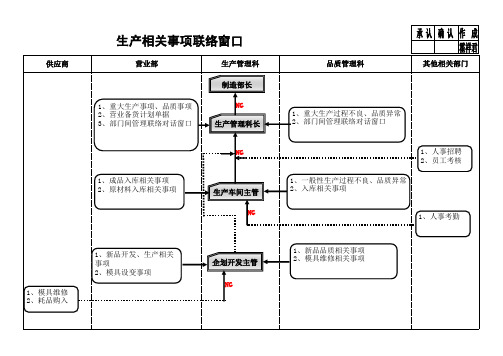
品质管理科
其他相关部门
1、重大生产过程不良、品质异常 2、部门间管理联络对话窗口
1、人事招聘 2、员工考核 1、一般性生产过程不良、品质异常 2、入库相关事项
1、人事考勤
1、新品品质相关事项 2、模具维修相关事项
供应商
生产相关事项联络窗口
营业部
生产管理科
1、重大生产事项、品质事项 2、营业备货计划单据 3、部门间管理联络对话窗口
制造部长 NG
生产管理科长
NG
1、成品入库相关事项 2、原材料入库相关事项
生产车间主管 NG
1、模具维修 2、耗品购入
1、新品开发、生产相关 事项 2、模具设变事项
企划开发主管 NG
品质异常处理相关流程PPT课件( 12页)

•
16、人生在世:可以缺钱,但不能缺德;可以失言,但不能失信;可以倒下,但不能跪下;可以求名,但不能盗名;可以低落,但不能堕落;可以放松,但不能放纵;可以虚荣,
但不能虚伪;可以平凡,但不能平庸;可以浪漫,但不能浪荡;可以生气,但不能生事。
•
17、人生没有笔直路,当你感到迷茫、失落时,找几部这种充满正能量的电影,坐下来静静欣赏,去发现生命中真正重要的东西。
•
4、心中没有过分的贪求,自然苦就少。口里不说多余的话,自然祸就少。腹内的食物能减少,自然病就少。思绪中没有过分欲,自然忧就少。大悲是无泪的,同样大悟
无言。缘来尽量要惜,缘尽就放。人生本来就空,对人家笑笑,对自己笑笑,笑着看天下,看日出日落,花谢花开,岂不自在,哪里来的尘埃!
•
5、心情就像衣服,脏了就拿去洗洗,晒晒,阳光自然就会蔓延开来。阳光那么好,何必自寻烦恼,过好每一个当下,一万个美丽的未来抵不过一个温暖的现在。
•
8、有些事,不可避免地发生,阴晴圆缺皆有规律,我们只能坦然地接受;有些事,只要你愿意努力,矢志不渝地付出,就能慢慢改变它的轨迹。
•
9、与其埋怨世界,不如改变自己。管好自己的心,做好自己的事,比什么都强。人生无完美,曲折亦风景。别把失去看得过重,放弃是另一种拥有;不要经常艳羡他人,
人做到了,心悟到了,相信属于你的风景就在下一个拐弯处。
来自 中国最大的资料库下载
B 组织及人事管理
1. 所属人员工作督导 2. 厂内宣导/通知事宜 3. 客户合理建议或要求处理 4. 内部人员管理 5. 员工试用期满前考核 6. 员工定期考核作业
来自 中国最大的资料库下载
C 日常管理
1. 文管中心/稽核运作督导 2. 实验室及仪器评鉴与督导 4. 品质保证工作督导
来料异常处理流程图 Incoming Abnormal Flow

- 連續追蹤3批次
1,IQC 填寫<進料檢驗結果報告表>,并依核決結果作好標識。 2,SQE 開出《廠商品質改善報告》要求供應商作分析改善。 3,環境(GP)異常,需提交環境管理者代表。 4,異常品可能流至客戶端,須通知客戶。必要時召回處理。原因分析及Fra bibliotek善效果確認
NG
OK
結案
- 《進料檢驗結果報告表》 - 《廠商品質改善報告》要求 供應商在3個工作日回復。 - 《外部聯絡單》
責任單位
來料異常处理流程圖
來料異常源
1,原材料、半成品、庫存品不良數或項目(現象)超過本廠AQL允 收水準。 2,供應商提出的其制程品質異常或環境管理、測定異常。 3,來料XRF檢測異常。 4,供應商審查時,發現潛在的品質、環境異常。
使用表單、文件、說明
- IQC - SQE
- 供應商 - SQE
- IQC - SQE
OCAP品质异常处理流程图-经典

分析造成异 常現象的 原
因
拟定临时对策
拟定永久对策
NG
供应 商改 善对 策
总经理
总经理核 准
作业指导
1、生产部门主导品质异常的提出; 2、品质部判定异常是否正确,NG继续生 产,OK进入第2段落; 3、异常标准: 1h内同种不良超10﹪;
1、品质部判定异常是否要停线,OK则停线进入第 3段落,NG由QE主导品质异常的处理; 2、停线标准: 见《LED生产车间质量问题停线制度》
段落
1 2 3
生产部
品质异常联 络单
停线并开出
品质部
判定是否
开异常单 NG
OK
OK
判定是否
停线
NG QE主导异常会议
异常原因分析 及确认
4
产线开始
5
试做或返工
不合格品
6
继续生产 7
8
生产制作流程
9
NG 确认对策 是否有效
OK
品质异常 联络单
结束
技术部
OCAP工作流程图
开发部
采购部
分析造成异 常現象的原
1、总经理负责改善对策的核准; 2、生产部按有效的改善对策继续生产, 停线通知废除;
1、生产部开始转入正常的《生产制作流 程》; 2、品质部负责《品质异常联络单》上传 、归档。
流程结束。
1、技术部负责对责任部门拟定临时改善 对策进行纠正,措施包含原材料、在制品 、成品等的处理方式; 2、如是原材料问题导致品质异常,采购 部负责落实供应商改善对策及改善效果追 踪; 3、技术部负责对责任部门拟定永久改善 对策进行预防,措施包含原材料、在制品 、成品等的处理方策是否有效,验证OK进入第7段落, NG则逐级返回第5段落重新拟定临时/永 久对策;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间异常处理流程图
这个功能理清了编程者的思绪,也帮助代码增强了可读性,方便
了维护者的阅读和理解。 异常处理(又称为错误处理)功能提供了处理
程序运行时出现的任何意外或异常情况的方法。以下是店铺为大家整
理的关于车间异常处理流程图,给大家作为参考,欢迎阅读!
车间异常处理流程图
处理生产异常情况
1、生产计划的异常
如若出现生产计划异常,生产车间应根据计划进行调整,迅速合
理的做出工作安排,保证生产效率,确保总产量不变;安排因计划调整
而遗留的产品、半成品、原材料的盘点、入库、清退等处理工作;安排
因计划调整而闲置的人员做前加工工作;安排人员以最快速度做计划更
换的物料、设备等准备工作;利用计划调整的时间做必要的教育训练。
2、物料计划的异常
接到生产计划后,相关人员要立即确认物料状况,查验物料有无
短缺,随时掌控各种物料信息,反馈给相关部门,避免异常的发生;物
料即将告缺前30分钟,用警示灯、电话或书面形式反馈给采购、资财、
生产管理部门;物料告缺前10分钟必须确认物料何时可以接上;如属短
暂断料,可安排闲置人员做前加工、整理整顿或其它零星工作,如断
料时间较长,可安排教育训练,或与生管协调做计划变更,安排生产
其他产品。
3、设备异常
立即通知工程维修部门协助排除,安排闲置人员整理整顿或做前
加工工作。如排除故障需要教长时间的,应与生管部门协调另作安排。
4、制程品质异常
对有品质不良记录的产品,应在产前做好重点管理,异常发生时,
迅速用警示灯、电话或其他方式通知品管部及相关部门;协助品管、责
任部门一起研究对策,配合临时对策的实施,以确保生产任务的达成,
在对策实施前,安排闲置人员做前加工或整理整顿工作,如果异常暂
时无法排除时,与生管协调做生产变更。
5此外,如遇到设计工艺异常应迅速通知品管、生技或开发部。水
电异常则要迅速采取措施降低损失,通知工程动力维修部门抢修,对
于闲置人员可做其他安排。生产异常排除后,一定要坚持“三不”原
则进行处理,以避免类似问题的重复发生。