螺丝质量检验手册
螺丝质量检验手册
发布时间: 2007-10-13 12:13:02 浏览次数:287
前言
本质量检验手册是根据本工厂生产的产品的品种和外协产品,按照JIS(日本标准)和GB (国家标准)或本工厂所需的包装要求所编写的,阐述了本工厂对原材料、产品、包装材料、工模具、测量器材、设备维修和衡器检查标准,手段与方法,此手册是本工厂质量检验的重要文件,生产部和技术部必须贯彻执行。
本手册对产品的图号编写与JIS标准(参照电子部SJ标准)国家标准相一致,尺寸数具上可对参阅。
原材料检验
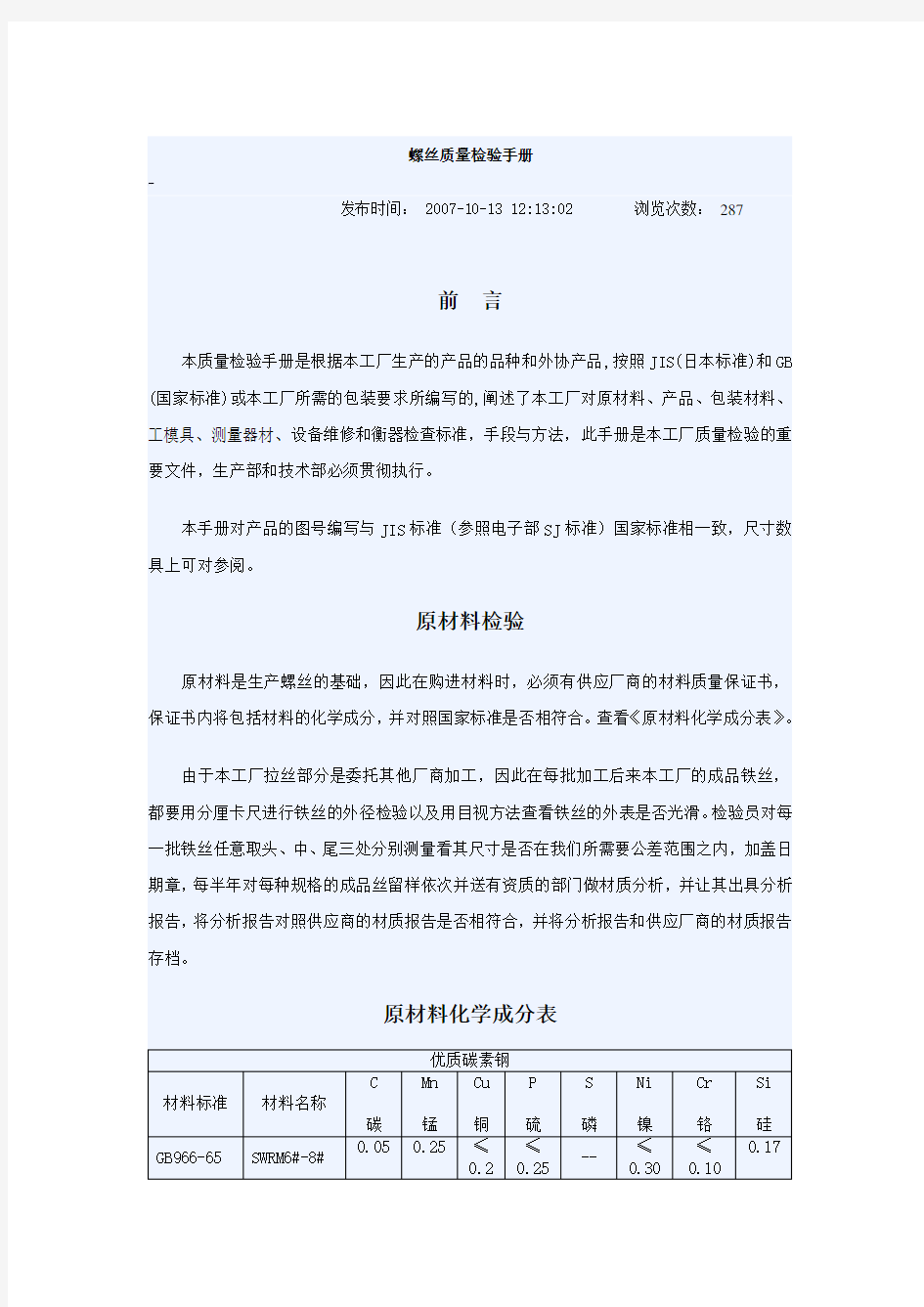
原材料是生产螺丝的基础,因此在购进材料时,必须有供应厂商的材料质量保证书,保证书内将包括材料的化学成分,并对照国家标准是否相符合。查看《原材料化学成分表》。
由于本工厂拉丝部分是委托其他厂商加工,因此在每批加工后来本工厂的成品铁丝,都要用分厘卡尺进行铁丝的外径检验以及用目视方法查看铁丝的外表是否光滑。检验员对每一批铁丝任意取头、中、尾三处分别测量看其尺寸是否在我们所需要公差范围之内,加盖日期章,每半年对每种规格的成品丝留样依次并送有资质的部门做材质分析,并让其出具分析报告,将分析报告对照供应商的材质报告是否相符合,并将分析报告和供应厂商的材质报告存档。
原材料化学成分表
优质碳素钢
材料标准材料名称
C
碳Mn
锰
Cu
铜
P
硫
S
磷
Ni
镍
Cr
铬
Si
硅
GB966-65 SWRM6#-8# 0.050.25≤
0.2
≤
0.25
--
≤
0.30
≤
0.10
0.17
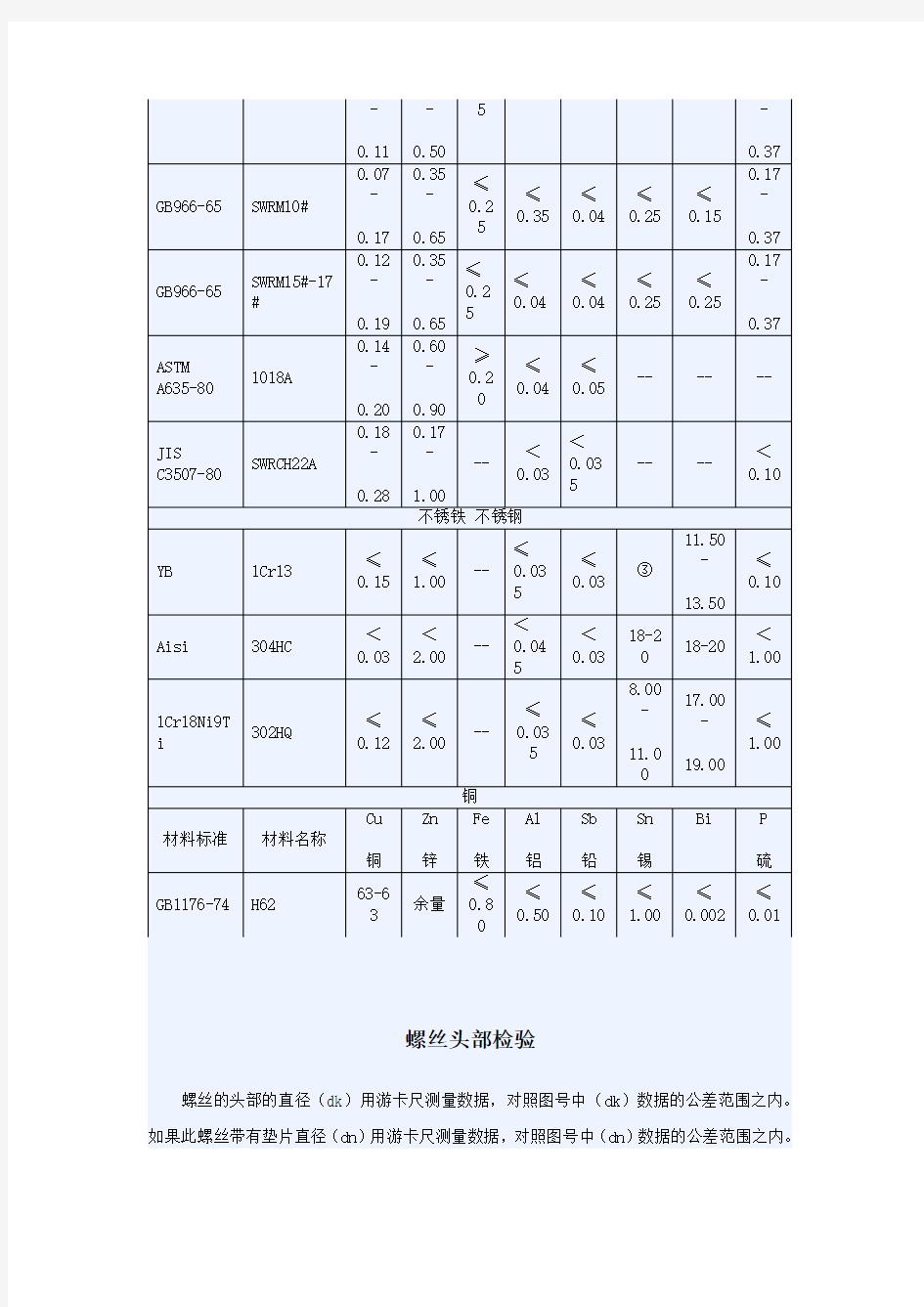
垫片的厚度(S)用游表卡尺测量数据,对照图号中(S)数据的公差范围之内。螺丝的头部高度(K)用头部高度分厘卡尺测量数据,对照图号中(K)数据的公差氛围之内。十字槽测量深度根据不同的槽号采用不同的十字规测量深度,对照图号中(Q)数据的公差范围之内。
检验员应按国标GB90-85标准每批按AQL1.5级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。
螺丝丝杆检验
螺丝丝杆长度(L)用游表尺测量数据,对照图号中(L)数据的公差范围之内。自攻螺丝丝杆直径(d1)用分厘卡尺测量数据,对照图号中(d1)数据的公差范围之内。机牙螺丝的外径螺纹用相同规格6G级通止规检验。自攻螺丝丝杆底径(d2)用游表卡尺测量数据,对照图号中(d2)数据的公差范围之内。自攻螺丝F型或BT 型丝杆尾部(d3)用游表卡尺测量数据,对照图号中(d3)数据的公差范围之内。
检验员应按国标GB90-85标准每批按AQL1.5级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。
螺丝机械性能检验
自攻螺钉的机械性能包括JIS标准、GB标准操作方法一致。
将螺钉不用的丝杆直径放置不同大小孔径的试验块内,使螺钉头部和丝杆的斜度达到1 5度,看螺钉头部和丝杆结合处是否开裂,如果开裂为不合格品,将查原因,如果不开裂为合格品。
将螺钉放入螺钉机专用夹具内,放置螺钉机夹紧,采用扭力扳手慢慢顺势扳动直至螺钉扭断为止,看扳力扳手上面的读书表,指针在哪位数上,此螺钉的扭力为此数据,对照图号中的扭力数据是否相符。
将螺钉测试扭力后最小数据和最大数据的螺钉在金相试样磨光机上进行磨光,放置显微硬度机上专用夹具夹紧,每粒螺钉在不同的位置上各做二点芯部硬度和表面硬度的数据是否
相符。
检验员应按国标GB90-85标准每批按AQL1.5级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。
外包装、内包装检验
1.外包装丐塑箱丐塑箱检验
外包装丐塑箱尺寸为28*17*40厘米,检验员每批有供应商丐塑箱送货至本厂后,用尺来测量丐塑箱尺寸是否达到我厂所需的尺寸,丐塑箱的接缝处装订是否牢靠,然而再检验丐塑箱扎成装箱形状,用双手用力向下压,看丐塑箱时候会压扁,丐塑箱无上述情况,丐塑箱为材质合格。然而再检验丐塑箱外面印刷的字样是否是我厂所订购的字样和字迹是否清晰,如果都符合要求此丐塑箱为合格品。
2.内包装小盒检验
内包装小盒根据客户提供的尺寸(见附表),检验员每批有供应商送货的内包装小盒至本厂后,用尺来测量内包装小盒尺寸是否达到供应商所提供的尺寸,内包装小盒接缝处装订是否牢靠,如达到尺寸和接缝处牢靠此批包装小盒为合格品。
上海海烽装潢纸品厂
标准件螺钉小盒尺寸表
本厂的所有衡器将每年有区级以上计量检测部门来检测校对,并有区级以上计量检测部门在衡器上帖上检测合格证。
外协件检验方法
1.外协件渗碳检验:
由于本工厂是旋转式渗碳炉,产品在40毫米以上螺钉会变形是不能加工,因此将送外协网带炉上加工,根据外协厂商提供的产品质量保证书上的数据,按照<螺丝机械性能检验方法>进行检验,参照国标GB90-85标准,按照AQL1.5方法进行抽样,查看外协厂商产品质量保证书上的数据是否与本厂检验数据相同,并且对照此产品的标准数据和检验产品数据是否相同.并填写《上海顶豪五金制品厂外协检验单》。
2.外协件电镀检验:
螺钉的电镀有检验员参照国标GB90-85标准,按照AQL1。5方法进行抽样,查看电镀后的螺钉表面光亮,表面颜色是否于我厂要求一致,是否加工后有不同规格的螺钉混杂,然后每个规格螺钉过磅,查看外协厂商的送货单上的规格数量是否在合理的损耗范围之内。并填写《上海顶豪五金制品厂外协检验单》。
如果客户需要盐雾试验方面的验证,我厂将要求外协厂商提供盐雾方面的书面证明材料:如果客户对我厂的产品在电镀方面提出异议,我厂将要求外协厂商索要质保书以次为证明。
检验器具允收标准
北国风光,千里冰封,万里雪飘。望长城内外,惟余莽莽;大河上下,顿失滔滔。
山舞银蛇,原驰蜡象,欲与天公试比高。
须晴日,看红装素裹,分外妖娆。江山如此多娇,引无数英雄竞折腰。惜秦皇汉武,略输文采;唐宗宋祖,稍逊风骚。
一代天骄,成吉思汗,只识弯弓射大雕。
俱往矣,数风流人物,还看今朝。
铁路工程质量检测技术手册
?铁路工程质量检测技术手册?----E vd动态平板载荷试验一. 概述 E vd 动态平板载荷试验是检测路基的承载力,即动态变形模量E vd 指标,而路基 的承载力在决定线路的平顺与稳定,保证列车能快速、安全运行及路基的耐用性 能上起着重要作用。传统的检测路基承载力指标是通过静态平板载荷试验测得,而路基实际承受的荷载不仅有静荷载,还有列车运行时对路基产生的动荷载。特别是随着列车提速和高速铁路的出现,动荷载产生的冲击力对路基的影响更为明显,也就是说,路基的稳定性和变形问题主要是由于动荷载引起的,所以,采用模拟列车运行时产生的动应力及动应变指标作为路基的填筑质量检测标准将更科学、更符合实际情况。 二. 工作原理 E vd 动态平板载荷试验是利用一定质量的落锤,从一定高度自由落下,模拟列车高速运行时对路基面产生的动荷载效应冲击路基面,在冲击能相同的条件下,测试路基面的垂直变形值,以此计算路基的动态变形模量值。也就是采用一定质量的落锤,从一定高度自由落下,通过阻尼装置、承力罩、承载板,对路基面产生瞬间冲击,使路基面产生沉陷,这种沉陷变形反映了路基土的抗力性能。从理论 上讲,路基碾压越密实,沉陷值越小,路基的动态变形模量值E vd 越高;反之, 路基的E vd 越低。根据平板压力公式,动态变形模量: E vd =1.5×r×σ/s (MN/m2) 其中:1.5——承载板形状影响系数 r——承载板的半径,150mm σ——路基面最大动应力 s——承载板的沉陷值(mm) 此公式表示按照弹性各向同性半空间理论,并假定横向变形系数υ=0.21时,圆形刚性板在竖向集中荷载作用下的地面沉陷。 根据公式计算的动态变形模量E vd 值即代表被测点的承载力。冲击力(动应力)由落锤的落高和阻尼装置控制,它的大小及延时时间要符合列车高速运行时对路基产生的冲击力,?京沪高速铁路线桥隧站设计暂规?中规定,路基面最大设计动应力为0.1Mpa。路基在动应力作用下,产生的沉陷值,即路基面产生的垂
标准件速查手册
标准件速查手册 标准件速查手册 (第一版) 2006年5月11日
标准分享网 https://www.360docs.net/doc/9e15677758.html, 免费下载 标准件速查手册 紧固件的常用规格目录 一 螺纹紧固件综合 1.GB/T2-2001 紧固件 外螺纹零件未端------------------------------------1 2.GB/T152.2-1988 紧固件 沉头用沉孔----------------------------------------2 3.GB/T152.3-1988 紧固件 圆柱头用沉孔-------------------------------------- 4.GB/T152.4-1988 紧固件 六角头螺栓和六角螺母用沉孔------------------------ 5.GB/T5277-1985 紧固件 螺栓和螺钉通孔------------------------------------ 二 螺栓 6.GB/T8-1988 方头螺栓C级--------------------------------------------- 7.GB/T37-1988 T形槽用螺栓---------------------------------------------- 8.GB/T799-1988 地脚螺栓-------------------------------------------------- 9.GB/T5780-2000 六角头螺栓 C级------------------------------------------- 10.GB/T5781-2000 六角头螺栓 全螺纹 C级----------------------------------- 11.GB/T5782-2000 六角头螺栓----------------------------------------------- 12.GB/T5783-2000 六角头螺栓 全螺纹---------------------------------------- 三 螺柱 13.GB/T897-1988 双头螺柱 bm=1d------------------------------------------ 14.GB/T898-1988 双头螺柱 bm=1.25d---------------------------------------- 15.GB/T899-1988 双头螺柱 bm=15d------------------------------------------ 16.GB/T900-1988 双头螺柱 bm=2d------------------------------------------- 17.GB/T901-1988 等长双头螺柱正B级--------------------------------------- 18.GB/T9953-1988 等长双头螺柱C级----------------------------------------- 四 螺母 19.GB/T41-2000 六角螺母C级--------------------------------------------- 20.GB/T56-1988 六角厚螺母----------------------------------------------- 21.GB/T810-1988 小圆螺母------------------------------------------------- 22.GB/T812-1988 圆螺母--------------------------------------------------- 23.GB/T6170-2000 Ⅰ型六角螺母--------------------------------------------- 24.GB/T6172.1-2000 六角薄螺母----------------------------------------------- 25.JB/T7382-1994 吊环螺母------------------------------------------------- 五 螺钉
螺丝的规格及国家标准
2000版紧固件国家标准 标准号标准内容备注 GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999 GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹 ISO898-2:1992 GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998 GB/T3098.4-2000 紧固件机械性能螺母细牙螺纹 ISO898-6:1994 GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992 GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997 GB/T3098.7-2000 紧固件机械性能自挤螺钉 ISO7085:1999 GB/T3098.14-2000 紧固件机械性能螺母扩孔试验 ISO10484:1997 GB/T3098.15-2000 紧固件机械性能不锈钢螺母 ISO3506-2:1998 GB/T3098.16-2000 紧固件机械性能不锈钢紧定螺钉 ISO3506-3:1997 GB/T1237-2000 紧固件标记方法 ISO8991:1986 字串9 GB/T 41-2000 六角螺母 C级 ISO4034:1999 GB/T 65-2000 开槽圆柱头螺钉 ISO1207:1992 GB/T 67-2000 开槽盘头螺钉 ISO1580:1994 GB/T 68-2000 开槽沉头螺钉 ISO2009:1994 GB/T 69-2000 开槽半沉头螺钉 ISO2010:1994 GB/T 70.1-2000 内六角圆柱头螺钉 ISO4762:1997 GB/T 70.2-2000 内六角平圆头螺钉 ISO7380:1997 GB/T 70.3-2000 内六角沉头螺钉 ISO10642:1997 GB/T 77-2000 内六角平端紧定螺钉 ISO4026:1993 GB/T 78-2000 内六角锥端紧定螺钉 ISO4027:1993 GB/T 79-2000 内六角圆柱端紧定螺钉 ISO4028:1993 GB/T 80-2000 内六角凹端紧定螺钉 ISO4029:1993 GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求 ISO6157-1:1988 GB/T 5779.2-2000 紧固件表面缺陷螺母 ISO6157-2:1995 GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988 字串3 GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999 GB/T 5781-2000 六角头螺栓全螺纹 C级 ISO4018:1999 GB/T 5782-2000 六角头螺栓 ISO4014:1999 GB/T 5783-2000 六角头螺栓全螺纹 ISO4017:1999 GB/T 5785-2000 六角头螺栓细牙 ISO8765:1999 GB/T 5786-2000 六角头螺栓细牙全螺纹 ISO8676:1999 GB/T 6170-2000 1 型六角螺母 ISO4032:1999
螺丝,紧固件,标准件词汇的中英文对照
高脚螺帽 Hex Coupling Nuts(High Nuts) 圆螺帽 Round Nuts 四角螺帽 Square Nuts 管用螺帽 Pipe Nuts 轮壳螺帽 Wheel Nuts 蝶型螺帽 Wing Nuts U形螺帽 U Nuts T形螺帽 T Nuts 环首螺帽 Eye Nuts 齿形螺帽 Kep Nuts 齿花螺帽 Clinch Nuts 耐候钢六角重型螺帽 Corten Steel Heavy Hex Nuts 焊接螺帽 Weld Nuts 高张力螺帽 Heigh Strength Nuts 建业用螺帽 Structural Nuts 不锈钢螺帽 Stainless Steel Nuts 铜螺帽 Brass Nuts 铝螺帽 Aluminum Nuts 合金钢螺帽 Alloy Steel Nuts 重型车螺帽 Heavy Duty Wheel Hub Nuts 铁器焊接袋帽 Acorn Cap Nuts 金属预置扭矩式螺帽 All-Metal Prevailing Torque Type Nuts 壁虎螺帽 Anchor Nuts 大尺寸螺帽 Big Size Nuts
铁盖袋帽 Closed End Acorn Nuts 盘形华司螺帽 Conical Washer Nuts 铁盖+尼龙圈组合盖帽 Din 986 Domed Cap Nuts 突缘尼龙盖帽 Flange Nylon Insert Lock Nuts 平面华司螺帽 Flat Waser Nuts 六角割沟螺帽 Hex Slotted Nut 自锁螺帽 Self-Locking Nuts 制止螺帽 Sliding Nuts Sln-自动防松螺帽 Sln Self-Locking Nuts 其它特殊螺帽 Special Nuts 弹簧螺帽 Spring Nuts 不锈钢突缘螺帽 Stainless Steel Flange Nuts 不锈钢六角轮缘尼龙螺帽 Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽 Stainless Steel Heavy Hex Nuts 不锈钢六角螺帽 Stainless Steel Hex Nuts 不锈钢尼龙嵌入螺帽 Stainless Steel Nylon Insert Lock Nuts 锌压属螺帽 Zinc Die Casting Nuts 普通六角螺帽 Hex Nuts 六角重型螺帽 Heavy Hex Nuts 薄型螺帽 Hex Jam Nuts 尼龙嵌入防松螺帽 Nylon Insert Lock Nuts 机械螺丝用六角螺帽 Hex Machine Screw Nut 合金钢线材盘元 Alloy Steel Wire Rod 球状化线材 Annealing Wire And Rod
常用螺栓实用标准及规格表(终审稿)
常用螺栓实用标准及规 格表 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
常用螺栓的标准及规格表 国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D 或L>150(按较小值)的螺栓 外六角螺栓尺寸规格(如图) 钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级
螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 常用螺丝规格表
强度等级所谓级和级 是指螺栓的抗剪切应力等级为和 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用""表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量
质量检验规范实用手册
质量部检验规范实用手册 1.目的 为了规范检验作业流程,指导检验部门的日常工作。 2.范围 适用于乐多机械内部所有检验流程(来料检验、制程检验、工序检验、成品检验、发货检验、生产自检)3.职责 3.1检验员的检查工作由QC组长统一安排,分派,调控。 3.2 QC组长在安排检验员工作时,须具体分析工件的检查难度,并结合检验员的工作经验加以考虑来分派。3.3 组长在分派检验员工作时,应留意被分派的工件以往是否出现过质量问题,提醒检验员注意,以防止相同的 问题再次出现。 3.4检验员工作时应注意力集中,认真负责。如有疑问要及时反映,由QC组长实施指导。 4.检验方案的确定 4.1全检:要求外观表面处理(镀锌、镀镍、镀铬、发黑、磷化、发黑、喷(烤)漆、喷塑、喷环氧等工艺)色差相 同,尺寸保持一致性的产品或部分尺寸。 4.2抽检:进料、工序及出货检验,以及批量产品或尺寸控制性较高且客户没有特别要求,抽样检验的标准执行。 4.3检验的依据: 成品及出货检验:第一为客户原图、客户技术标准,第二为工艺图纸,第三为本检验规范。 工序及过程检验:第一为工艺图纸,第二为客户图纸,第三为本检验规范。 4.4 检验的优先顺序: 第一是外观,第二是重要尺寸,第三是一般尺寸 5.检验的具体步骤 5.1识别图纸要求之材料,是否与实物相符。 5.2清点工艺卡要求之数量,是否与实际相符 5.3对照图纸要求的零件,是否与实物一致。 5.4看清楚图纸的技术要求,留意: a.是否有对称件。 b.不同类型的热处理、光洁度等对加工的要求。 c.外文的注解说明。 d.未注的公差标准及倒角要求。 5.5按照图纸的尺寸、形位公差、外观要求、光洁度等,决定检查方法,合理选用量具,保证检测质量。 5.6 给图纸上的尺寸编号,按照从左到右,从外到内,先尺寸后技术要求的原则进行图纸编号工作。 5.7检验员按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏检。 5.8检出不良品,将不良报告交QC组长由技术部确认是否返修,报废。 5.9检验完毕签署检验记录,检验过的零件按要求进行清洗,粘贴标识,清点数量后包装,入库或出货。 6.注意事项 6.1审图时注意图纸是否模糊不清、是否漏盖工艺章。 6.2实际零件数量比工艺卡数量理论上只许多不能少。 6.3审核所有材料,避免错料,混料。 6.4检查是否有漏加工之处。 6.5图纸要求热处理,氧化的,关注是否除锈,留量,堵孔,氧化淬火前的攻牙加工等。
质量管理手册范本
质量管理手册范本重庆公司 200 年月日 -1- 目录 0企业概况 1(质量管理职责 1.1组织领导 1.1.1组织结构图 1.1.2任命书 1.1.3管理手册发布令 1.1.4 关于设立质管科的决定 质管科职责和权限 1.1.5相关记录 1.2质量目标 1.3管理职责 1.3.1质量管理制度 1.3.2部门职责、权限及考核办法 1.3.3岗位职责1.3.4不合格品的控制管理办法 1.3.5 相关记录 a《不合格报告》 b《纠正措施处理单》 2.生产资源提供 2.1生产场所
2.1.1 企业区位图 2.1.2生产布局平面示意图 -2- 2.1.3 防尘、防鼠、防蝇控制管理办法 2.1.4生产车间卫生管理制度 2.1.5相关记录 《卫生检查表》 2.2生产设备 2.2.1设施、设备卫生管理制度 2.2.2管道、设备清洗消毒管理制度 2.2.3设备和容器清洁控制程序 2.2.4相关记录 a《设施设备清单》 b《保养、检修、维护计划》 c《保养、检修、维护记录》 2.3人员要求 2.3.1岗位人员任职要求 2.3.2人员健康卫生控制管理制度 2.3.3 相关记录 a《员工登记表》 b《人员培训记录》 3.技术文件管理 3.1技术标准 3.1.1相关记录 a《标准清单》 3.2工艺文件 3.2.1工艺流程图 -3- 3.2.2工艺作业指导书 3.3文件管理
3.3.1技术性文件管理制度 3.3.2相关记录 a《文件清单》 b《文件借阅、发放、回收记录》 c《记录清单》 4.采购质量控制 4.1采购制度 4.1.1采购管理制度 4.2采购文件 4.2.1采购原材料的管理办法 4.2.2采购合同 4.2.3食品添加剂的使用规定 4.2.4相关记录 a《合格供方名录》 b《采购计划》 c《采购清单》 4.3采购验证 4.3.1相关记录 a《原辅材料进货验证记录汇总表》 b《原辅材料验证记录》 c《原辅材料不合格处理单》 d《包装物进货验证记录汇总表》 -4- e《包装物验证记录》 j《添加剂的验证记录》 5.过程质量管理 5.1过程管理 5.1.1生产过程质量管理及考核办法 5.1.2 相关记录 a《过程记录》 5.2质量控制
最新品质人员工作手册
品质管理人员工作手 册
品质管理人员工作手册 一、序言 二、质量方针 三、部门职责及岗位分工 四、跟单员检验原则 五、跟单员工作流程 六、产品检验流程 七、质量控制 八、六道检验把关制度 九、质量问题的处理 十、部门沟通及协调 十一、检验标准 一、序言 制定本手册的初衷,是为了明确质检人员的工作目的、合理有序地按排每一位品控人员的工作职责和工作流程;规范、协调好各成员之间的工作,促进本部门持续改进和发展。以此确保公司所出货物,品质符合客人要求,避免或减少质量事故的发生,最终达到向客户提供最佳的产品和服务的目的。 质检部需要每一位成员在各自的岗位上,精诚合作,相互激励,兢兢业业,力争达到公司的标准,增强企业的竞争能力。 质检部全体员工务必全面了解本手册各项内容并切实遵行。希望您以本
手册为指南,自我管理,不断进取。 二、质量方针 质量是我们部门所有活动的基础。质量保证是我们公司管理系统的一个基本要素,质量与质量保证是公司宗旨的体现,今天的质量就是明天的市场是我们旺盛公司的宗旨。 我们的目标是向我们的客户提供最佳的产品和服务。我们要使我们的客户满意,并保持对我们产品与服务的信任。客户的满意度是对我们质检工作的最终评价。 不断改进、争创最好是质检部每一位成员永无止境的工作任务和目标。 三、部门职能及分工职责 1.部门职能: 制定质量工作标准、产品质量检验标准,确定检验与监督管理方式、组织质量管理培训、逐步推进企业生产活动全过程的质量管理工作,并对所承担的工作负责; 负责建立和完善质量保证体系。制定并组织实施公司质量工作纲要,健全质量管理网络,制定和完善质量管理目标负责制,确保供应商产品质量的稳定提高; 负责对本公司及外发单位的产品质量进行控制、检验;
检验检测机构质量管理手册资料
1 前言 法定计量检定机构是各级政府计量行政部门依法设臵或受权建立并经政府计量行政部门组织考核合格的,为政府计量行政部门依法实施计量监督提供技术保证并为国民经济和社会生活提供技术服务的计量技术机构。 根据JJF 1069-2012《法定计量检定机构考核规范》和2001年1月21日颁布的国家质量技术监督局令第15号《法定计量检定机构监督管理办法》等相关规章的规定修定本质量手册。 本质量手册包括了管量体系的范围、组织机构说明、职责和权限界定、管理体系过程和相互作用的表述、与程序文件的关系等内容。通过本质量手册使管理体系形成文件,对内、外起到如下作用:对内,显示机构的质量管理、质量策划、质量控制、质量保证、质量改进和持续改进的能力,以获得管理者和员工的信任;对外,显示机构的管理体系及其过程和活动以及对它们的控制要求,证实检定、校准和检测的结果满足顾客要求,并持续改进有效性,以获得顾客或第三方的信任。
本质量手册通过本中心最高管理者签署发布令后成为本机构的法规性文件,是指导我中心建立并实施质量管理体系的纲领和行为准则,全体职工必须遵照执行。 主任: 年月日
2 引用文件及规范 编制本手册引用了以下文件、规范: JJF 1069-2012《法定计量检定机构考核规范》; JJF 1069-2012《法定计量检定机构考核规范》实施指南 GB/T 8170-2008《数据修约规则与极限数值的表示和判定》 GB/T 19023-2003《质量管理系统文件指南》 GB/T 10012-2003《测量管理体系测量过程和测量设备的要求》
3 主任令 主任令 本中心依据JJF1069-2012《法定计量检定机构考核规范》的要求,修定本中心质量手册,经主任办公会批准,现予以颁布。自二○一五年九月十日起实施。 本手册是我中心质量管理体系的法规性文件,是指导我中心建立并实施质量管理体系的纲领和行为准则,全体职工必须遵照执行。 ------检验检测机构 主任: 二○一五年九月十日
规范 常用螺栓的标准及规格表
常用螺栓的标准及规格表 国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D或L>150(按较小值)的螺栓 外六角螺栓尺寸规格(如图) 钢结构连接用螺栓性能等级分 3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称 为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺 栓材料的公称抗拉强度值和屈强比值。 例如,性能等级 4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级
性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 常用螺丝规格表 类别规格牙距 成品外径线径 类 别 规格 牙数 (每 英 寸) 成品外径线径最大最小±0.02mm 最大最小±0.02mm 国 标 粗 牙60° M1.4 0.30 1.38 1.34 1.16 英 制 粗 牙 55° 1/8 40 3.145 3.03 2.70 M1.7 0.35 1.68 1.61 1.42 5/32 32 3.945 3.795 3.38 M2.0 0.40 1.98 1.89 1.68 3/16 24 4.732 4.592 4.00 M2.3 0.40 2.28 2.19 1.98 1/4 20 6.32 6.165 5.45 M2.5 0.45 2.48 2.38 2.15 5/16 18 7.905 7.737 6.94 M3.0 0.50 2.98 2.88 2.60 3/8 16 9.49 9.312 8.40 M3.5 0.60 3.47 3.36 3.02 7/16 14 11.07 10.88 9.84 M4.0 0.70 3.98 3.83 3.40 1/2 12 12.66 12.46 11.22 M4.5 0.75 4.47 4.36 3.88 9/16 12 14.25 14.04 12.81 M5.0 0.80 4.98 4.83 4.30 5/8 11 15.83 15.61 14.27 M6.0 1.00 5.97 5.82 5.18 美 制 粗 牙 60° 4# 40 2.824 2.695 2.37 M7.0 1.00 6.97 6.82 6.18 5# 40 3.154 3.026 2.69 M8.0 1.25 7.96 7.79 7.02 6# 32 3.484 3.333 2.91 M9.0 1.25 8.96 8.79 8.01 8# 32 4.142 3.991 3.57 M10 1.50 9.96 9.77 8.84 10# 24 4.8 4.618 4.05 M11 1.50 10.97 10.73 9.84 12# 24 5.461 5.279 4.70 M12 1.75 11.95 11.76 10.7 1/4 20 6.322 6.117 5.45 M14 2.00 13.95 13.74 12.5 5/16 18 7.907 7.687 6.93 M16 2.00 15.95 15.74 14.5 3/8 16 9.491 9.254 8.40 M18 2.50 17.95 17.71 16.2 7/16 14 11.08 10.82 9.83 M20 2.50 19.95 19.71 18.2 1/2 13 12.66 12.39 11.32 国 标 细 牙60° M4.0 0.50 3.97 3.86 3.58 9/16 12 14.25 13.96 12.80 M4.5 0.50 4.47 4.36 4.07 5/8 11 15.83 15.53 14.26 M5.0 0.50 4.97 4.86 4.57 美 制 粗 牙 60° 4# 48 2.877 2.713 2.44 M6.0 0.75 5.97 5.85 5.41 5# 44 3.157 3.036 2.73 M7.0 0.75 6.97 6.85 6.41 6# 40 3.484 3.356 3.02 M8.0 1.00 7.97 7.83 7.24 8# 36 4.145 4.006 3.63 M9.0 1.00 8.97 8.83 8.24 10# 32 4.803 4.651 4.23 M10 1.00 9.97 9.82 9.23 12# 28 5.461 5.296 4.81 M10 1.25 9.96 9.81 9.07 1/4 28 6.324 6.16 5.68
锻件质量检验手册
表3-33 维氏硬度试验方法与规程试验内容维氏硬度(HV) 试验方法 采用维氏硬度计 用两个相对面夹角为136°的正立方棱锥金刚石压头,在一定的负荷作用下,压入试样,经规定的负荷F和保持时间,卸除负荷后,测出棱形压痕两对角 线的长度,取其平均值为d,计算出方棱形压痕的表面积A,以F/A的 比值作为维氏硬度值,以HV表示,量纲为MPa。 维氏硬度计算公式为: 式中 F—试验力,kgf(N); d—压痕两对角线d1和d2的算术平均值(mm) 当试验力的单位用牛顿表示时: 试验规程 1)试样的试验面一般为光滑平面,不应有氧化皮及外来污物,试验面的粗糙度必须保证压痕对角线能精确地测量,一般不应高于R a0.2um,试样或试验层的厚度至少应为压痕对角线平均长度的1.5倍,检验后,试样背面不应出现可见变形痕迹。 2)试验一般在10-35℃温度下进行,对温度有较严要求的试验,应控制在(23±5)℃之内 3)一般应选用下表中规定的试验力进行试验: 硬度符号试验力/kgf(N)硬度符号试验力/kgf(N)HV5 5(49.03)HV30 30(294.2) HV10 10(98.07) HV50 50 (490.3) HV20 20(196.1) HV100 100(980.7) 4)试样支撑面、压头表面及符台应清洁,试样应稳固地放置于试台上,保证在试验过程中不发生位移和挠面。 5)应均匀平稳地施加试验力,不得有冲击和振动,试验力作用方向应与试验面垂直。 6)施加试验力的时间为2-8s,对钢铁材料,试验力保持时间一般为10-15s;对有色金属为(30±5)S。如另有要求,保持时间可以延长,其偏差为±2S。 7)对钢铁材料,两相邻压痕中心间距或任一压痕中心距试样边缘距离应不小于压痕对角线平均值的2.5倍;对有色金属,上述距离应不少于压痕对角线平均值的5倍。 8)卸除试验力后,测量压痕两对角线长度,两对角线长度之差不应超过短对角线长度的2%,各向异性明显的材料可不受此限制,但应在有关标准中规定。 9)用压痕对角线平均值计算或从GB/T4340.1-1999中查得维氏硬度值 2 d F × 1.8544 = HV 2 d F × 0.1891 = HV
医院检验科质量手册(标准版)
科室:检验科文件名:质量手册试行 起草:xx xx 文件编号:共页 xx 科室初审:xx 组长审核:批准:执行日期: 质量手册 文件编号: 编制:xx xx xx 审核: xx 批准: xx 生效日期:2012年01月01日 xx市人民医院检验科
授权书 为确保检验科的运作符合《医疗机构临床实验室管理办法》,现授权给本院检验科负责本院的医学检验工作,由此引起的法律责任由法人单位承担。 授权检验科主任xx负责检验科的日常运作和质量管理体系的有效运行。本院对检验结果的公正性、独立性不进行不恰当的干预,同时要求院属各相关科室对检验科的工作予以配合。 xx市人民医院院长: 年月日
批准令 本手册依据《医疗机构临床实验室管理办法》的规定而制定,它阐述了xx市人民医院检验科的质量方针和质量目标,并对xx市人民医院检验科的质量管理体系提出了具体要求,适用于xx市人民医检验科全面质量管理工作。 本手册已经审定,现予批准,并于批准之日起生效。 批准人签字: 批准人职务:xx市人民医院检验科主任 批准日期:年月日
01目录02 修订
序号文件编号页码需更改的内容更改内容批准人批准日期1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 03 检验科概况
xx市人民医院检验科集医疗、教学、科研为一体,多次被卫生部和安徽省临床检验中心评为优秀实验室,在省内具有较高的知名度,承担着医院门诊和病房1200余床位的日常临床检验工作。 全科下设临检、生化、免疫、发光免疫、微生物、血液与凝血、门诊、PCR、急诊等专业组;现有工作人员48人,学历组成为本科11人、本科在读8人,大专22人、中专14人;拥有诸多国内外先进检测设备与实验仪器,可开展400余项检验项目。 为了不断提高本专业的学术水平,检验科在每个专业设立了技术关键岗,建立了一支高水平、多层次的医疗、科研、及教学队伍。同时承担着蚌埠医学院、安徽理工大学等高等院校的教学工作,为全省各地培养了大量优秀的现代化检验医学人才。此外,我科注重学术氛围的培养,积极策划并组织了多次省内、外检验学界的大型学术会议,为检验领域的学术交流提供了良好的平台。 人文与创新的理念贯穿始终在我科管理过程中。在人员管理上,尽可能使每个人都能最大限度地发挥潜能,让每位职工都可因尽职而得到充分的尊重和回报,尤其重视对青年工作人员的培训和培养。为了全面提高整体素质,检验科非常重视基础教育,重视检验基本技能和基本理论的学习,科室每周开设业务讲座。在质量管理上,检验科始终将优良的质量和服务视为检验工作的生命。本着“规范、高效、准确、真实”的原则,我科建立了一整套质量控制和服务管理体系;为了衡量自身质量水准,我科各专业组定期与省内各大实验室进行横向质量对比,并得到了省内同行的好评。在经济管理上,我科引入竞争、成本核算等科室经营管理机制,率
检验员培训手册1
检验员培训资料 基 础 部 分 编辑:程勇 2012年2月 陕西华秦新能源质量保证部 寄语:我的品质心得 第一次就把事情做对 减少浪费,降低成本,提升品质----这是当今每个企业所追求的目标,然而要达到这个目标光靠哪一个部门是不行的,讲究的是团队合作第一次就把事情做对,降低成本才是硬道理。不管是技术部、品质部还是生产部,都别想哪一个部门能减少浪费,降低成本。 从技术部门来说,一接到图纸再到工艺安排,都是极其细致的工作。这是在正确的指导别人做事,如果在图纸下发后发现这个尺寸标注不全,那个尺寸标注错误。这对生产和检验无疑是最大的困扰,一旦图纸错误将是批量报废。有些生产工艺安排不合理,造成加工出来的产品品质也存在隐患,随时都会返工、报废的可能。这样无形中在增加加工成本,公司的利益也在无形中被损害。象这样的工艺安排,闭门造车、凭空想象是大忌。这样的例子在我们公司也比较常见,为了能第一次把事情做对,图纸标注清楚、工艺安排合理、有效是第一个关键,因为这是在正确的指导别人做正确的事。 从品管部门来说,这是执行标准的部门,如果标准没弄清,而盲目执行错误的标准也谈不上第一次就能把事情做对。从来料到出货,整个过程都要求我们的检验员清楚各个产品的品质标准及要求。也只有这样才能做到零缺陷,才能第一次把事情做好,才能尽可能减少废品,保证质量。一旦判定失误,返工、报废也将随之而来,公司的成本也在无形中增加。再到各个区域的检验部分,各个区域的检验看似不相干,实际是紧密相连的。如果在前工序因粗心而没发现不良,而流入下一工序,那么下一工序发现的机会就会减少,就这样不良品最终就会流入客户手中。不管是哪道工序,哪个区域,从首检开始,再到巡检,最后终检,只要我们认认真真按照相关标准一次检验到位,就能一次做对每件事,完全是有可能的。为了达成这个目标,这就要求我们的检验员对产品的标准了如指掌,胸有成竹。所以不管我们在检验什么产品之前,为了能确保第一次做好,最急需了解的就是各类产品的各项检验标准。
螺丝质量检验手册
前言 本质量检验手册是根据本工厂生产的产品的品种和外协产品,按照JIS(日本标准)和GB(国家标准)或本工厂所需的包装要求所编写的,阐述了本工厂对原材料、产品、包装材料、工模具、测量器材、设备维修和衡器检查标准,手段与方法,此手册是本工厂质量检验的重要文件,生产部和技术部必须贯彻执行。 本手册对产品的图号编写与JIS标准(参照电子部SJ标准)国家标准相一致,尺寸数具上可对参阅。 原材料检验 原材料是生产螺丝的基础,因此在购进材料时,必须有供应厂商的材料质量保证书,保证书内将包括材料的化学成分,并对照国家标准是否相符合。查看《原材料化学成分表》。 由于本工厂拉丝部分是委托其他厂商加工,因此在每批加工后来本工厂的成品铁丝,都要用分厘卡尺进行铁丝的外径检验以及用目视方法查看铁丝的外表是否光滑。检验员对每一批铁丝任意取头、中、尾三处分别测量看其尺寸是否在我们所需要公差范围之内,加盖日期章,每半年对每种规格的成品丝留样依次并送有资质的部门做材质分析,并让其出具分析报告,将分析报告对照供应商的材质报告是否相符合,并将分析报告和供应厂商的材质报告存档。 原材料化学成分表
螺丝头部检验 螺丝的头部的直径(dk)用游卡尺测量数据,对照图号中(dk)数据的公差范围之内。如果此螺丝带有垫片直径(dn)用游卡尺测量数据,对照图号中(dn)数据的公差范围之内。垫片的厚度(S)用游表卡尺测量数据,对照图号中(S)数据的公差范围之内。螺丝的头部高度(K)用头部高度分厘卡尺测量数据,对照图号中(K)数据的公差氛围之内。十字槽测量深度根据不同的槽号采用不同的十字规测量深度,对照图号中(Q)数据的公差范围之内。 检验员应按国标GB90-85标准每批按级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。 螺丝丝杆检验 螺丝丝杆长度(L)用游表尺测量数据,对照图号中(L)数据的公差范围之内。自攻螺丝丝杆直径(d1)用分厘卡尺测量数据,对照图号中(d1)数据的公差范围之内。机牙螺丝的外径螺纹用相同规格6G级通止规检验。自攻螺丝丝杆底径(d2)用游表卡尺测量数据,对照图号中(d2)数据的公差范围之内。自攻螺丝F型或BT 型丝杆尾部(d3)用游表卡尺测量数据,对照图号中(d3)数据的公差范围之内。 检验员应按国标GB90-85标准每批按级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。 螺丝机械性能检验 自攻螺钉的机械性能包括JIS标准、GB标准操作方法一致。 将螺钉不用的丝杆直径放置不同大小孔径的试验块内,使螺钉头部和丝杆的斜度达到15度,看螺钉头部和丝杆结合处是否开裂,如果开裂为不合格品,将查原因,如果不开裂为合格品。 将螺钉放入螺钉机专用夹具内,放置螺钉机夹紧,采用扭力扳手慢慢顺势扳动直至螺钉扭断为止,看扳力扳手上面的读书表,指针在哪位数上,此螺钉的扭力为此数据,对照图号中的扭力数据是否相符。 将螺钉测试扭力后最小数据和最大数据的螺钉在金相试样磨光机上进行磨光,放置显微硬度机上专用夹具夹紧,每粒螺钉在不同的位置上各做二点芯部硬度和表面硬度的数据是否相符。 检验员应按国标GB90-85标准每批按级抽样方案进行检验,应将测量检验结果数据做好记录,并保留存档。 外包装、内包装检验 1.外包装丐塑箱丐塑箱检验 外包装丐塑箱尺寸为28*17*40厘米,检验员每批有供应商丐塑箱送货至本厂后,用尺来测量丐塑箱尺寸是否达到我厂所需的尺寸,丐塑箱的接缝处装订是否牢靠,然而再检验丐塑箱扎成装箱形状,用双手用力向下压,看丐塑箱时候会压扁,丐塑箱无上述情况,丐塑箱为材质合格。然而再检验丐塑箱外面印刷的字样是否是我厂所订购的字样和字迹是否清晰,如果都符合要求此丐塑箱为合格品。 2.内包装小盒检验
质量检验流程及操作指南
质量检验流程及操作指南 一、质量检验主要功能 (2) 二、采购管理与质量管理接口图及说明 (3) 三、库存管理与质量管理接口图及说明 (3) 四、质量检验业务流程描述(主要指来料检验流程) (4) 1、检验项目 (4) 2、检验指标 (5) 3、质量检验方案 (6) 3.1、方案的增加 (6) 3.2、方案的复制 (7) 4、来料检验单 (8) 4.1检验单的录入 (8) 4.2样本的填写 (11) 五、自定义抽检规则设置 (15) 六、检验平台的运用 (17) 1、生成来料检验单 (17) 2、检验平台 (19)
一、质量检验主要功能 质量管理可以处理八种类型的检验:来料检验(采购检验、进口检验、委外检验)、产品检验、工序检验、工序委外检验、在库检验、发货检验、退货检验、其他检验。还可以进行留样的处理,并记录留样的检验情况。 1.来料检验:处理采购到货、进口到货和委外到货存货的检验。 2.产品检验:处理企业中自制品在完成生产、入库前的检验。 3.在库检验:处理在库存货的复检。 4.发货检验:处理销售/出口发货的检验。 5.退货检验:处理销售/出口退货存货的检验。 6.工序检验:处理生产过程中工序及工序委外检验。 7.其他检验:处理流程制造行业的生产过程检验、处理临时性非程序性检验业务的检验。 8.留样单:用于记录检验过程中留样的过程和留样检检情况。 注:在存货档案卡片的“控制”页签中,将“质检”和“来料须依据检验结果入库”勾打上的存货才会进入到质量管理的来料报检单中。如下图: (检验规则:选择‘按指标检验’)
二、采购管理与质量管理接口图及说明 ?采购到货单报检生成来料报检单。 ?来料不良品处理单的退货数量回写到货单的"拒收数量",根据到货单生成到货拒收单。 ?来料检验单、来料不良品处理单回写到货单的合格数量、不合格数量、拒收数量。 ?根据在库不良品处理单的处理流程为退货的记录生成采购退货单。 三、库存管理与质量管理接口图及说明
成型钢筋质量检验手册
钢筋原材料及制成品检验手册 总则 一、编制目的 为保证本公司产品质量,明确质量检验工作任务、范围、职责,特制定本手册。本手册在本公司范围内实施,质检部负责监督执行。 二、编制内容 本手册包含:公司质量方针及目标、质检部(检测中心)职责、产品质量检验制度及检验方法、钢筋原材料的自(复)检、委托检验、钢筋制成品的检验及不合格品管理制度。 三、编制依据 1、国家标准 GB1499.1-2008 《钢筋混凝土用钢第一部分:热轧光圆钢筋》GB1499.2-2007 《钢筋混凝土用钢第二部分:热轧带肋钢筋》GB1499.3-2010 《钢筋混凝土用钢筋焊接网》 GB13788-2008 《冷轧带肋钢筋》 GB13014-2013 《钢筋混凝土用余热处理钢筋》 GB/T2101-2008 《型钢验收、包装、标志及质量证明书的一般 规定》 GBT 232-2010 《金属材料弯曲试验方法》 GB/T20066-20066《化学成分测定用试样的取样和制样方法》 GB/T223 《钢铁及合金化学分析方法系列国家标准》
GB/T4336-1984 《碳素钢和中低合金钢的光电发射光谱分析方 法》 GB/T228.1-2010 《金属材料拉伸试验第1部分:室温试验方法》GB/T 6394-2002 《金属平均晶粒度测定法》 GB/T13298-91 《金属显微组织检验方法》 GB/T17505-1998 《钢及钢产品交货一般技术要求》 GB50204-2011 《混凝土结构工程施工质量验收规范》 《混凝土结构成型钢筋应用技术规程》(网上征求意见稿) 2、行业标准 JGJ18-2012 《钢筋焊接及验收规程》 JGJ107-2010 《钢筋机械连接技术规程》 YB/T4260-2011 《高延性冷轧带肋钢筋》 YB/T5126-2003 《钢筋混凝土用钢筋弯曲和反向弯曲试验方法》JGJ/T27-2014 《钢筋焊接接头试验方法标准》 YBT4162-2007 《钢筋混凝土用加工成型钢筋》 3、地方法规 《宁夏回族自治区成型高强钢筋应用管理暂行规定》(宁夏住建厅颁布,自2014年3月1日起实行)。 四、检验设备及工器具配置 依据《混凝土结构成型钢筋应用技术规程》(征求意见稿)中第3.3.2条,以及《宁夏回族自治区成型高强钢筋应用管理暂行规定》的要求:钢筋加工配送单位应配备钢筋力学性能试验设备和相应的理