焊缝焊接质量检查记录表

精心整理D45
焊缝焊接质量检查记录表
D45
焊缝焊接质量检查记录表
焊接检查记录表
焊接检查记录表 NO:1 产品名称规格型号产品编号 焊接部位焊接方法组对间隙焊缝清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺寸 焊工 姓名 检验 结果 检验员日期
焊接检查记录表 NO:1 DBH.JL-02-03/2 产品名称MHSE80(40+40)T---10.1 图号10230016-MHE 80.4.2 合同号MHE2011001 焊接工艺卡编号焊接方法组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺寸 焊工 姓名 检验 结果 检验 员 日期 DBH·J-09 手工焊2mm 良好J422 Ф 4.0mm 有320 31 合格6mm 徐关 奇 合格李海 堂 2011.5.23 DBH.J-27 埋弧焊2mm 良好H08A Ф 2.0mm 有430 32 合格6mm 徐关 奇 合格李海 堂 2011.5.23 DBH.J-28 二氧焊2mm 良好H08A Ф 1.2mm 有330 32 合格6mm 徐关 奇 合格李海 堂 2011.5.23
焊接检查记录表 NO:1 DBH.JL-02-03/2 产品名称QE100(50+50)-28.5mA5 图号QE10TF0001-M 2777 合同号QE20110001 焊接工艺卡编号焊接方法组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺寸 焊工 姓名 检验 结果 检验 员 日期 DBH·J-09 手把焊2mm 良好J422 Ф 4.0mm 5.0mm 有340 28 合格6mm 朱振 广 合格李海 堂 2011..5.24 DBH.J-27 埋弧焊2mm 良好H08A Ф 2.0mm 有490 36 合格6mm 朱振 广 合格李海 堂 2011..5.24 DBH.J-28 二保焊2mm 良好H08A Ф 1.2mm 有350 32 合格6mm 薛伟合格李海 堂 2011..5.24
钢结构焊缝外观检验标准
钢结构焊缝外观检验标准 1适用围:本标准叙述了钢结构产品焊缝外观检验所需条件、?适用围和合格标准。 2产品焊缝包括定位焊缝、完工焊缝及返修焊缝。 3焊工钢印和焊缝标识的要求 3.1 钢印须采用低应力钢印,钢印标记的打印应清晰完整,严禁用凿子、冲头等锋利工具进行打印。 3.2 打印深度为0.3mm~0.5mm。 3.3所有对接焊缝要求打焊工钢印和焊缝标识,焊工在完成焊缝焊接后应立即打上自己的代号钢印及焊缝标识(焊缝标识具体参考附件1)。 3.4一条焊缝如有数人同时施焊,应分别打上各人钢印,返修焊缝如非本人直接返修者,在返修焊缝旁适当位置打上返修焊工钢印,若因返修而去除了原焊工钢印,则应补打原焊工钢印。 3.5当产品图样对打焊工钢印另有规定时,应按图样要求打上焊工钢印。 4焊缝外观检验标准 4.1焊缝表面质量应符合以下规定: a)不得在坡口外母材上引弧; b)焊后清除掉所有的松散的焊接飞溅及焊缝上的熔渣; c)焊缝尺寸、位置符合图纸; d)焊道间或焊道和母材上没有焊瘤或未熔合;
e)焊缝和相邻母材上没有裂纹; f)焊缝表面应没有粗糙的波纹或沟槽,并与被连接表面圆滑过渡; g)不得有焊接弧坑,收弧点不得有裂纹。 h)返修焊缝表面,应修磨成与原焊缝基本一致,并打上返修焊工钢印。 4.2缝的质量等级划分应按照表1进行,未做规定的其他焊缝质量等级为三级,当有特殊要求时按照图纸或技术条件执行。 表1焊缝的质量等级划分 4.3焊缝的外观检查应符合如下规定: a)焊缝的外形尺寸应符合设计图样和本标准的要求,焊缝余高和错边允许偏差按照表2要求,焊缝表面应为均匀的鳞片状,不应有焊瘤
焊缝表面检验记录
压力管道对接焊缝表面质量检查记录 检查日期:2011-8-13 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录 检查日期:2011-8-14 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98 检验员:日期:
压力管道对接焊缝表面质量检查记录 检查日期:2011-8-15 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录 检查日期:2011-8-16 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录 检查日期:2011-8-17 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
焊缝外观质量检查记录表
焊缝外观质量检查记录表 GB50205-2001 GD2301057□□
说明 本表适用于二、三焊缝外观质量检查。 1.T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应 小于t/4;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。 检验方法:观察检查,用焊缝量规抽查测量。 2.焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、 电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。 检验方法:每批同类构件抽查10%,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。 3.二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。三级对 接焊缝应按二级焊缝标准进行外观质量检验。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按
条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。 4.焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表 面留下切痕。 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 5.焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑, 焊渣和飞溅物基本清除干净。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。 检验方法:观察检查。
焊缝外观质量检查原始记录本
表号:GQL-ES20 焊缝外观质量检查原始记录本 第册共册项目名称: 标段: 开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)
说明 1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。按 照施工的时间顺序填写,不得补记。 2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。 3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监 理栏划上“/”。 4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转 抄记录本上。 5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报 告上要注明数据在记录本的位置。 6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原 始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。 7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表 表号:GQL-ES20 工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期 序号项目简图质量要求(mm)实测结果 1 咬边 △ △ 横、纵向受拉对接焊缝不允许 横向受压对接焊缝Δ≤0.3 主要角焊缝Δ≤0.5 其它焊缝Δ≤1.0 2 气孔 对接焊缝不允许 主要角焊缝直径小于1.0 每m不多于3个, 其间距不小于20 ㎜ 其它焊缝直径小于1.5 3 焊脚尺寸主要角焊缝K +2 0;其他角焊缝K +2 -1,手弧焊全长10%范围内允许K +3 -1 4 焊波 h≤2 (任意25mm范围内) 5 余高 (对接) b≤15时,h≤3; 15<b≤25时,h≤4; b>25时,h≤4b/25 单面焊接的横向对接焊缝背面余高h≤2 6 余高铲磨 (对接) △△Δ1≤ 0.5 Δ2≤ 0.3 表面粗糙度Ra50μm 7 裂纹、未熔合、未填满、焊瘤结论 备注 检查人员日期监理工程师日期
焊接质量检查表.doc
焊接质量检查表 序号检查点检查项目检查标准存在问题备注 1、质量管理体系检查工程管理及施工单位建立焊接质量管理体系,并运转正常。 2、人员资质检查焊接技术员、质量检查员、焊工具备相应资质,焊工证合格项目有效齐全。 符合管理规范,审批手续齐全,项目覆盖现场作业。并依据合格评定文件编写焊接工艺卡,发 3、焊接工艺评定 专业管理及放到作业层。 1 材料管理编制符合实际,具有指导性,审批手续齐全。及时向焊接操作人员进行交底,制定的措施具体、 4、焊接施工方案检查 得力。 进厂检验合格,入库保管规范,分类码收,标识清楚。焊材库有专人管理,烘烤、发放、回收 5、焊接材料管理 管理记录准确 / 受控。 焊接环境温度应能保证焊件焊接所需的猪狗温度和焊工技能不受影响。焊条电弧焊风速≧ 1、焊接环境检查8m/s,气体保护焊风速≧2m/s,相对湿度≧90%(铝及铝合金焊接≧80%),雨雪气象条件,不 保护措施,不得进行焊工作业。冬期、雨期施工应有专用技术措施。 坡口形式、尺寸、符合设计文件和焊接作业指导规范,焊接切割和坡口加工符合方案要求,热 2焊前检查 2、焊缝坡口检查切割表面采用机械方法去除渗碳层,组对前应将内外表面10-20mm范围内的油、漆、垢、锈、 毛刺及镀层等清楚干净,不得有裂纹、夹层等缺陷。 除有要求外,焊件不得强行组对。不等厚焊接组对,厚端应按规定加工减薄,坡度、对口误差 3、焊缝组队检查 猫族错变量要求,搭接组对时,搭接宽度应符合设计要求。 1、严格按照焊接工艺卡和技术交底施焊。焊材选用、烘干、现场携带符合规定,严格控制工 1、焊接工艺措施检查卡具的焊接、拆除、打磨和检验,定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验 电流,焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接应有防飞溅保护措施。 2、不锈钢管内充氩保护措施,铝及铝合金、镍及镍合金、工业纯钛焊接工艺措施应符合设计、 2、特殊工艺检查 3焊接施工规范及作业指导书的规定。 3、焊前预热、后热和焊后热处理符合设计和焊接作业指导书的规定,加热方式、加热宽度、 3、预热、后热、焊后 保温方法和升降温速度、恒温时间符合规定(检查热处理记录曲线记录图),热处理后的焊缝 热处理 进行硬度试验(检查硬度试验报告)。 4、焊缝标识检查4、管线设备号、焊缝号、焊工号、焊接日期宝石与单线图、排版图温和,便于追溯。 1、焊缝宽度符合相应要求,焊缝余高根据焊缝质量等级、厚度符合相应规定,焊接接头焊脚 1、焊缝几何尺寸检查 尺寸符合设计规范、图样要求,焊缝外观成型符合相应规定。 2、除焊接作业指导书有特殊要求的焊缝外,焊缝完成后应立即去除焊渣、飞溅物,清理干净 的焊缝表面,进行焊缝外观检查。设计文件规定焊缝系数为 1 的焊缝或规定进行 100%RT或 UT 4焊后检查2、焊缝外观缺陷检查 RT或 UT 检验的焊缝,其外观检验的焊缝,其外观质量不得低于Ⅱ级,设计文件规定局部进行 质量不得低于Ⅲ级。 3、不锈钢焊接表面应酸洗、钝化处理,工业纯钛焊缝应经色泽检查、焊缝表面银白、金黄为
5.1.2焊缝外观质量检查表
水利水电工程 表5.1.2 焊缝外观质量检查表 分部工程名称崇礼四季旅游度假小 镇项目1#水池开挖及 筑坝工程 单元工程名 称 安装部位降、排水系统工程安装内容张家口市第一建筑工程有 限公司 安装单位开/完工日 期 年月日~年月日 项次检验项目 允许偏差(mm) 检验记录合格优良 主控项目1 裂纹不允许无裂纹 2 表面夹渣 一、二类焊缝不允许,三类焊缝深不 大于0.1δ,长不大于0.3δ,且不大 于10 无表面夹渣3 咬边 钢管 一类、二类焊缝:深不大于0.5; 三类焊缝:深不大于1 咬边深度: 0.3-0.5,连续 长度:最大 60mm,累计长 度:9%全长焊 缝 钢 闸 门 一、二类焊缝:深不超过0.5,连续 咬边长度不大于焊缝总长度的10%, 且不大于100;两侧咬边累计长度不 大于该焊缝总长度的15%;角焊缝不 大于20%; 三类焊缝:深不大于1; 4 表面气孔 钢 管 一、二类焊缝不允许,三类 焊缝:每米范围内允许直径 小于1.5的气孔5个,间距不 小于20 不允 许 表面无气孔 钢 闸 门 一类焊缝不允许,二类焊 缝:直径不大于1.00mm气 孔每米范围内允许3个间距 不小于20;三类焊缝:直径 不大于1.5mm气孔每米范 围内允许5个,间距不小于 20 5 未焊满 一、二类焊缝:不允许 三类焊缝:深不大于0.2+0.02δ且不大于1, 每100mm焊缝内欠缺总长不大于25 焊满
一般项目 1 焊缝 余高 △h √手工焊 一、二类/三类(仅钢闸门)焊缝: δ≤12 △h=(0~1.5)/(0~2) 12<δ≤25 △h=(0~2.5)/(0~3) 25<δ≤50 △h=(0~3)/(0~4) Δ>50△h=(0~4)/(0~5) △h=2.0~2. 5 自动焊(0~4)/(0~5) 盖过坡口2~4, 过渡平缓 2 对接 焊缝 宽度 △b 手工焊 盖过每边坡口宽度1~2.5,且平缓过 渡 自动焊盖过每边坡口宽度2~7,且平缓过渡 3 飞溅 不允许(高强钢、不锈钢此项作为主 控项目) 基本清除干 净 4 电弧擦伤 不允许(高强钢、不锈钢此项作为主 控项目) 5 焊瘤不允许无焊瘤 6 角焊 缝焊 脚高K 手工焊K<12,△K=0~2;K≥12,△K=0~3 自动焊K<12,△K=0~2;K≥12,△K=0~3 7 端部转角连续绕角施焊 检查意见: 主控项目共项,其中合格项,优良项,合格率%,优良率%。一般项目共项,其中合格项,优良项,合格率 %,优良率 %。 测量人 年月日安装单 位评定 人 年月日 监理工程师 年月日 注1:δ-板厚,单位:mm。 注2:手工焊是指焊条电弧焊、CO2半自动气保焊、自保护药芯自动焊以及手工TIG焊等。而自动焊是指埋弧自动焊、MAG自动焊、MIG自动焊等。
焊缝外观质量检查记录表
焊缝外观质量检查记录表GB50205 —2001
说明 本表适用于二、三焊缝外观质量检查。 1. T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应 小于t/4 ;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0?4mm。 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。 检验方法:观察检查,用焊缝量规抽查测量。 2. 焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺 陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。 检验方法:每批同类构件抽查10 %,且不应少于3件;被抽查构件终,每一类型焊缝按 条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。 3. 二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。三级对 接焊缝应按二级焊缝标准进行外观质量检验。 检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每一类型焊缝按 条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。 4. 焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 5. 焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑,焊渣和飞溅物基本 清除干净。 检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每种焊缝按数量 各抽查5%,总抽查处不应少于5处。 检验方法:观察检查。
焊缝表面质量检查记录
焊缝表面质量检查记录 编号:001单位工程名称XXXXXXXXXXXXXXXXXXXXXXXXXXXXX 工程编号 分部工称名称XXXXXXXXXXXXXXXXXXXXXXXXXXXXXX 工程部位 序号焊缝编号 表面不允许缺陷 实测项目(mm)检查 结果 余高焊缝宽度错边量 咬边表面凹陷 裂纹夹渣气孔飞溅深度长度深度长度 1 -04-1-001无无无无按实际值填写无无无无合格 2 无无无无无无无无合格 3 无无无无无无无无合格 4 无无无无无无无无合格 5 无无无无无无无无合格 6 无无无无无无无无合格7 8 9 10 检查意见:检查日期: 施工单位监理单位 检查人:监理工程师: 1
焊缝表面质量检查记录 编号:002单位工程名称长治县科工贸工业园CNG加气母站及标准站合建站工程工程编号GHNY-01 分部工称名称加气母站工艺管道安装工程工程部位管道焊接 序号焊缝编号 表面不允许缺陷 实测项目(mm)检查 结果 余高焊缝宽度错边量 咬边表面凹陷 裂纹夹渣气孔飞溅深度长度深度长度 1 JQZ-NG-04-001无无无无无无无无合格 2 JQZ-NG-04-002无无无无无无无无合格 3 JQZ-NG-04-003无无无无无无无无合格 4 JQZ-NG-04-004无无无无无无无无合格 5 JQZ-NG-04-005无无无无无无无无合格 6 JQZ-NG-04-006无无无无无无无无合格 7 JQZ-NG-04-007无无无无无无无无合格 8 JQZ-NG-04-008无无无无无无无无合格 9 JQZ-NG-04-009无无无无无无无无合格 10 JQZ-NG-04-010无无无无无无无无合格 检查意见:检查日期:2012年12月10日 施工单位监理单位 检查人:监理工程师: 2
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表 工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇 一期工程60万吨/年乙二醇循项目 单元名称 1#循环水站(404A CWR) 施焊日期2018.03.31-04.05 坡口形式V预热温度/ 焊接方式氩电联焊焊条型号J427焊丝型号TG30 焊口编号规格 mm 材质 坡口内外 清理范围 (㎜) 钝边 (mm) 坡口 角度 (°) 间隙 (mm) 内壁错 边量 (㎜) 螺旋焊 道间距 (mm) 表面缺陷外观 合格 情况 抽查 结果 抽查人 签字 气孔夹渣 咬边 (㎜) 未焊透 (㎜) 余高 (㎜) 1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格
焊接质量检查验收表(范本)
焊接质量检查验收表(范本)
焊缝表面质量(观感)检查记录表 编号:0203-TFEN-HJ-01-02-02-001 部件规格钢板T=6、T=22 焊条J40.50(J422) 焊工代号LG499/LG4577焊缝总数381米 焊口编号范围接头清理焊缝成型表露缺 陷 缺陷处理情况焊工签字检查日期 3D01-01 √/ / 3D01-09 √/ / 3D01-12 √/ / 3D01-14 √/ / 3D01-16 √/ / 3D01-22 √/ / 3D01-26 √/ / 3D01-32 √/ / 3D01-40 √/ / 3D01-47 √/ / 3D01-55 √/ / 3D01-59 √/ / 3D01-63 √/ / 3D01-72 √/ / 3D01-82 √/ / 3D01-88 √/ / 以下空白
焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-01-02-02-002单位工程名称SO?吸收系统标准号7.1.2 分部分项名称吸收塔安装工程类别D-2 检查焊口编号0203-JL-TFEN-MT-01 接头数量381 检查测量焊口编号 检验项目 焊缝 成型 焊缝 余高 焊缝宽 窄差 焊脚 尺寸 咬边错边角变形表露缺陷 检查 结论 3D01-01 优良 2.1 2.4 / 无0.2 0.3 无合格3D01-09 优良 2.0 2.2 / 无0.3 0.2 无合格3D01-12 优良 2.1 2.2 / 无0.2 0.4 无合格3D01-14 优良 2.2 2.3 / 无0.4 0.3 无合格3D01-16 优良 2.1 2.1 / 无0.2 0.2 无合格3D01-22 优良 2.2 2.3 / 无0.4 0.4 无合格3D01-26 优良 2.2 2.2 / 无0.2 0.3 无合格3D01-32 优良 2.1 2.2 / 无0.3 0.5 无合格3D01-40 优良 2.1 2.1 / 无0.4 0.4 无合格3D01-47 优良 2.2 2.3 / 无0.3 0.3 无合格3D01-55 优良 2.1 2.2 / 无0.2 0.5 无合格3D01-59 优良 2.0 2.1 / 无0.4 0.4 无合格3D01-63 优良 2.0 2.1 / 无0.2 0.3 无合格3D01-72 优良 2.1 2.3 / 无0.3 0.2 无合格3D01-82 优良 2.0 2.2 / 无0.2 0.4 无合格3D01-88 优良 2.1 2.1 / 无0.3 0.5 无合格以下空白
管道焊缝外观检查记录
管道焊缝外观检查记录 单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路-三前路Φ159 序号焊口号 有无表 面缺陷 咬边情况 焊缝余高(mm)焊缝宽度(mm) 外观质 量情况 预热温度 (℃) 焊接日期备注咬边深度 (mm) 咬边长度 (mm) 1BM-HC-B+100-001 无0 0 1.5 1 1.5 0.5 8 12 9 8 合格2011.12.15 2BM-HC-B+000-006 无00 0.6 1 0.6 0.6 9 8 8 8 合格2011.12.15 3BM-HC-B+000-008 无00 1 0.6 1 0.6 8 9 12 9 合格2011.12.15 4BM-HC-B+500-004 无00 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.15 5BM-HC-B+500-005 无00 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.15 6BM-HC-B+500-008 无00 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.15 7BM-HC-B+500-009 无00 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.15 8BM-HC-B+500-010 无00 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.15 9BM-HC-B+600-003 无00 1 0.5 1 1.5 9 10 11 9 合格2011.12.15 10BM-HC-B+600-006 无00 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.16 11BM-HC-B+600-007 无00 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.16 12BM-HC-B+600-009 无00 1 0.6 0.6 0.5 12 9 10 9 合格2011.12.16 施工班(组)长: 年月日施工单位质量检查员: 年月日 施工单位技术负责人: 年月日 现场监理: 年月日
钢结构焊缝外观检验标准
钢结构焊缝外观检验标准1适用范围:本标准叙述了钢结构产品焊缝外观检验所需条件、?适用范围和合格标准。 2产品焊缝包括定位焊缝、完工焊缝及返修焊缝。 3焊工钢印和焊缝标识的要求 钢印须采用低应力钢印,钢印标记的打印应清晰完整,严禁用凿子、冲头等锋利工具进行打印。 打印深度为~。 所有对接焊缝要求打焊工钢印和焊缝标识,焊工在完成焊缝焊接后应立即打上自己的代号钢印及焊缝标识(焊缝标识具体参考附件1)。 一条焊缝如有数人同时施焊,应分别打上各人钢印,返修焊缝如非本人直接返修者,在返修焊缝旁适当位置打上返修焊工钢印,若因返修而去除了原焊工钢印,则应补打原焊工钢印。 当产品图样对打焊工钢印另有规定时,应按图样要求打上焊工钢印。 4焊缝外观检验标准 焊缝表面质量应符合以下规定: a)不得在坡口外母材上引弧; b)焊后清除掉所有的松散的焊接飞溅及焊缝上的熔渣; c)焊缝尺寸、位置符合图纸; d)焊道间或焊道和母材上没有焊瘤或未熔合;
e)焊缝和相邻母材上没有裂纹; f)焊缝表面应没有粗糙的波纹或沟槽,并与被连接表面圆滑过渡; g)不得有焊接弧坑,收弧点不得有裂纹。 h)返修焊缝表面,应修磨成与原焊缝基本一致,并打上返修焊工钢印。 缝的质量等级划分应按照表1进行,未做规定的其他焊缝质量等级为三级,当有特殊要求时按照图纸或技术条件执行。 表1焊缝的质量等级划分
焊缝的外观检查应符合如下规定: a)焊缝的外形尺寸应符合设计图样和本标准的要求,焊缝余高和错边允许偏差按照表2要求,焊缝表面应为均匀的鳞片状,不应有焊瘤和烧穿缺陷,对接焊缝的焊高不应低于母材; 表2焊缝余高和错边允许偏差 b)所有焊缝应冷却到环境温度后进行外观检查;低合金钢(Q345)应在焊缝冷却到环境温度24小时后进行外观检查; c)外观检查采用目测方式,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉检测,尺寸的测量应用量具、卡规; d)所有焊缝的尺寸、位置、长度和断续焊缝间隔应与设计图样的要求一致。外观质量应符合表3的规定; e)当外观检查发现裂纹时,应对该焊缝进行100%的磁粉检测,当外观检查怀疑有裂纹时,应对怀疑的部位进行磁粉检测。
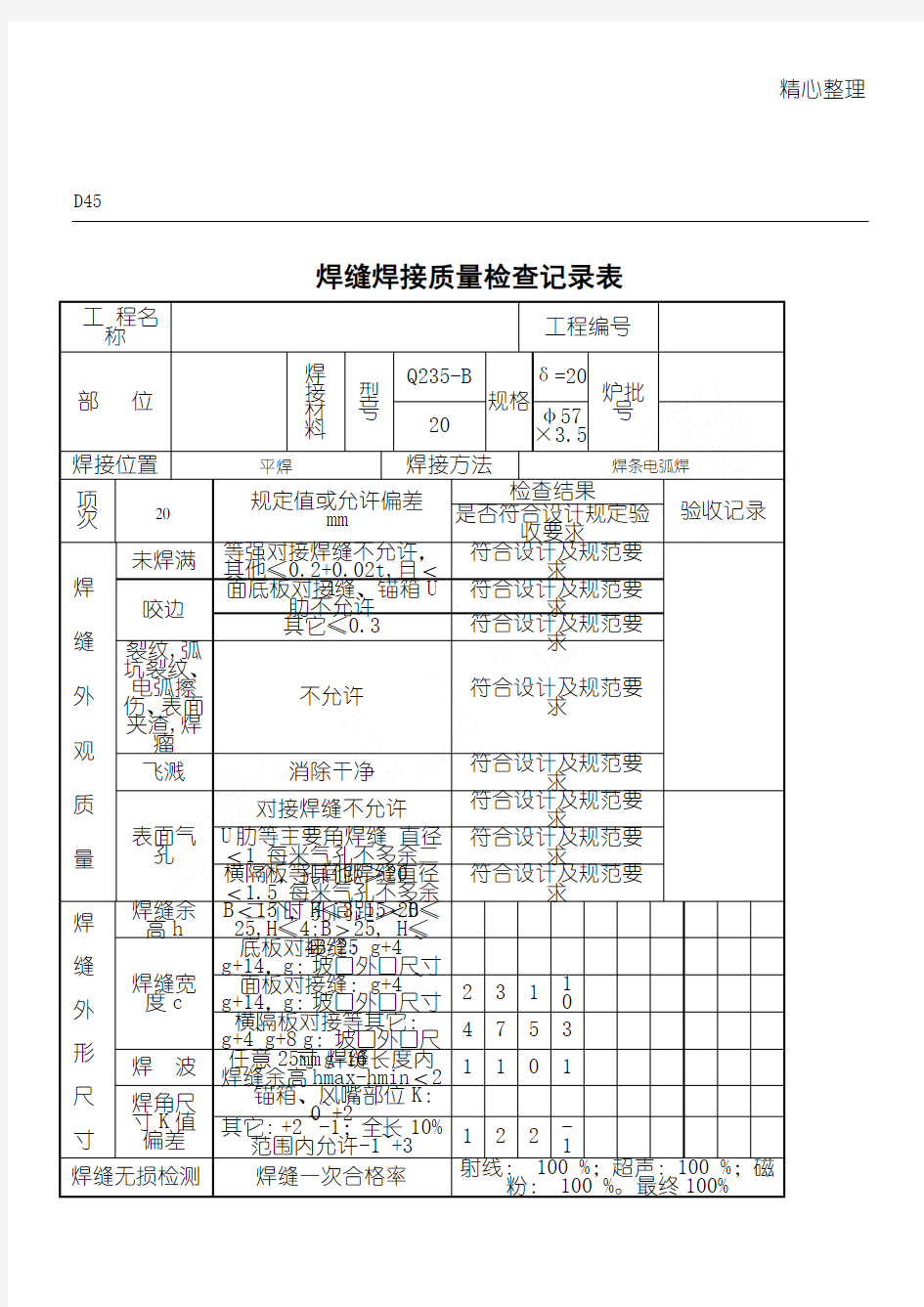
焊缝焊接质量检查记录表
工程编号 焊缝焊接质量检查记录表 工程名称 焊接 型 材料 号 Q235-B 规格 20 0 57 X 3.5 炉批号 项次 20 规疋值或允许偏差 mm 检查结果 验收记录 是否符合设计规定验收要求 焊 缝 外 观 质 量 未焊满 等強对接焊缝不允许,其他w 0.2+0.02t,且V 1 符合设计及规范要求 咬边 面底板对接缝、锚箱U 肋不允许 符合设计及规范要求 其它w 0.3 符合设计及规范要求 裂纹,弧坑 裂纹、电弧 擦伤、表面 夹渣,焊 瘤 不允许 符合设计及规范要求 飞溅 消除干净 符合设计及规范要求 表面气孔 对接焊缝不允许 符合设计及规范要求 U 肋等主要角焊缝 直径V 1每 米气孔 不多余二个,孔间距》20 符合设计及规范要求 横隔板等其他焊缝直径V 1.5 每米气 孔不多余二个,孔间距》 符合设计及规范要求 焊 缝 外 形 尺 寸 焊缝余高h B V 15 时 H<3;15 V B< 25,H w 4;B >25, H w 4B/25 焊缝宽度c 底板对接缝:g+4 ~ g+14 , g : 坡口外口尺寸 面板对接缝:g+4 ~ g+14 , g : 坡口外口尺寸 2 3 1 10 横隔板对接等其它:g+4~g+8 g : 坡口外口尺寸g=16 4 7 5 3 焊波 任意25mm 焊缝长度内焊缝余高 hmax-hmin V 2 1 1 1 焊角尺寸K 值 偏差 锚箱、风嘴部位 K: 0~+2 其它:+2 ~-1 ;全长10%范围内 允许-1~+3 1 2 2 -1 焊缝无损检测 焊缝一次合格率 射线:100 % 超声:100 % 磁粉:100 % 最终100% 结论 合格 施工单位 检查评定结果 项目质检员: 年 月 日 监理(建设) 单位验收结论 监理工程师: (建设单位项目技术负责人) 年 月 日 焊接位置 焊接方法 焊条电弧焊