激光微加工变焦系统的控制算法研究
《精密制造与自动化》2010年总目次

外 圆 磨床 床 身 结 构 的 拓 扑 优 化 设 讣 十模 糊 PD 的 温 度 控 制 系 统 设计 与 分 析 I 蘑 型数 控 轧 辊 磨 床 头 架 颅 肩 动装 置 的 设计
应 用 S l Wok/ OS S分 析优 化产 品 设 计 oi rs d C MO
1 9 3 2 2 3 2 2 7
纂 ]改 进 茸 分 进 化 算 法 的 外 同磨 削 优 化 方 法
1 5 9
防止触 电的技术措施 和方法
1 61
2 5 O 2 4 5 2 56 2 58 2 6l 2 3 6
设 计 与开 发
车床静刚度 汁算机测试系统的硬件 设计及研究
试 验 与研 究
激 光 微 加 二 变焦 系统 的控 制 算 法 研 究 r . 切 点 跟 踪 磨 削法 磨 削 凸轮 轴 零 件 分 析 超 高速 精密 非 恻轮 廓 磨 削 研 究 进 展 生 产线 半衡 问题 的实 例研 究 超 声波 直线 电机 振 子 两 端 支 持 系 统 的 役汁及 研 究 超 声振 动 铣 削 碳 纤 维 复合 材 料 具 磨损 研 究 1 9 1 3 1 1 0 2 1 4 2 2 l 1 2 3 1
2 43 2 45
2 47
3 4 0 3 4 4
3 46
基 R cr y euD n的颚式破碎机动力学仿真分折
数 据 构 建 模 型 的 实验 分 析
基 f H le i  ̄变 换 的轴 承 故障 诊 断 研 究 b
2 6 1
2 8 1
2 2 1
3 9 3 5 1 3 2 0
用 P C和 伺 服 装 置 对 Y7 5 床 电气 系 统 改 造 L 10磨 幕 于 汽 轮 机 设 计 制 造 的 P M 系 统 应 用 分 析 D
应用于短脉冲激光加工的自动调焦系统

0 auigT c n lg n ntu nsTaj nvri , nMesr eh ooya dIsrme t, i i U iesy n nn t
Ta j 0 7 , hn ) ini 3 0 2 C ia n0
Ab ta t sr c :Ai d a ma e p o e sn c n lg a u ofc s gs s m sd sg e o a o s c n us a e me t i g rc s i gt h oo y, l a t o u i y t i e in d f r n -e o d p lels r e l n e n
c mp t r me h n c t c u e a d o t a y t m sd s e . h eai n h p b t e x e me t s l n o u e , c a ia sr t r n p i ls se i e i d T e r lt s i ewe n e p r n a r u t a d l u c n g o i l e s
Ke r s:a t o u i g a e c i ig;i g e g a i n ;i g e p o e sn y wo d u o fc s ;l rma hn n n s ma d e t ma rc s ig件的激光加工 , 同时 也很少有适用于短脉 冲激光微加工的 自动调焦 系统 。 为 了弥补实验室现有的纳秒脉冲激光加工 系统全靠人 眼调焦 的缺点 , 出 了基 于 C D的检测 方法 , 提 C 通过 图像 处
激光微纳加工技术的优化与控制研究

激光微纳加工技术的优化与控制研究激光微纳加工技术是当前高精密微纳加工领域中的一种非常重要的技术,它可用来加工各种复杂形状、高精度、高质量、高效率的微小尺寸的零部件和器件,为现代制造业提供了有力的支撑。
激光微纳加工技术所采用的激光束具有独特的优势,如束直线度好、聚焦后的光点小和功率密度高等特点,使得其在微纳加工领域中遭到了广泛应用。
\然而,由于激光微纳加工技术的特殊性质,其加工过程常常受到一些因素的干扰或影响,从而影响其加工效果,这导致了加工质量和效率的缺陷。
因此对激光微纳加工技术的优化与控制研究,成为了当前研究的热点和重点问题,本文将对此进行详细的讨论。
1. 激光微纳加工技术的现状激光微纳加工技术是自20世纪六十年代起逐步发展起来的,随着激光器的发展和加工技术的进步,激光微纳加工技术得到了快速发展。
目前,激光微纳加工技术已经在多个领域得到广泛应用,包括微电子学、光学、精密仪器和生物医学等。
2. (1)优化加工参数激光微纳加工技术加工的精度和效率很大程度上取决于加工参数的优化。
因此,优化加工参数是提高激光微纳加工技术质量和效率的重要途径。
对于不同加工对象,应该确定不同的加工参数,包括激光输出功率、聚焦镜头焦距、扫描速度等等。
通过优化这些加工参数,可以大幅提高激光微纳加工技术的精度和效率。
(2)超快激光加工超快激光加工是一种利用飞秒激光进行微纳加工的方法,其特点是在不引起显著热影响的情况下,可以制造出具有高精度和小表面粗糙度的微小结构。
超快激光加工的最大特点是零热影响,这使得其成为高精度微纳加工的首选技术之一。
通过在超快激光加工过程中加入各种金属元素,可以实现对金属材料的高效加工,同时可以大幅提高硬度、抗腐蚀性等性能。
(3)纳米级定位和控制技术纳米级定位和控制技术是一种重要的微纳加工技术,可以实现对微纳材料的定位和控制。
在激光微纳加工过程中,纳米级定位和控制技术可以有效避免误差和干扰,保证微纳加工的精度和效率。
激光加工机的优化设计与控制方法研究
激光加工机的优化设计与控制方法研究激光加工技术是一种高精度、高效率、非接触的加工技术,在工业生产中得到了广泛应用。
激光加工机是激光加工技术的核心设备,其优化设计和控制方法的研究对于提高激光加工机的加工质量和效率、降低成本具有重要意义。
一、激光加工机的优化设计(一)机床结构优化机床结构是激光加工机的核心部件,直接影响激光加工机的加工质量、效率和可靠性。
为了提高激光加工机的刚性和稳定性,需要对机床进行优化设计。
在机床结构中,激光加工机的横梁是最重要的部件之一。
横梁是支撑激光器和光学系统的重要组成部分,其刚性和稳定性直接关系到加工精度和效率。
因此,在激光加工机的横梁设计中,需要通过优化设计来提高其刚性和稳定性,以确保激光加工机可以在高速和高精度的加工条件下保持稳定性和可靠性。
(二)加工头设计优化激光加工机的加工头是与工件接触的部分,直接影响加工的精度和效率。
为了提高激光加工机的加工质量和效率,需要对加工头进行优化设计。
在加工头设计中,需要考虑诸如镜片、光学系统、聚焦镜头、喷气嘴等关键部件的优化设计。
其中,聚焦镜头是加工头的核心部件之一,其优化设计可以提高激光加工机的加工精度和效率。
通过优化聚焦镜头的镜面形状和曲率半径等参数,可以使激光光束在加工头内流动更加均匀,实现更加精细和高效的激光加工。
二、激光加工机的控制方法研究(一)激光加工机的精度控制研究激光加工机的精度控制是保证加工质量的关键因素之一。
在激光加工过程中,激光加工机需要精确地控制激光束的轨迹和聚焦点的位置。
为了实现激光加工机的精度控制,需要研究不同的控制方法。
其中,常见的控制方法包括PID控制、自适应控制、模糊控制等。
通过对这些控制方法的研究,可以选择最适合激光加工机的控制方法,实现激光加工机的高精度控制。
(二)激光加工机的动态性能研究激光加工机的动态性能是激光加工机能否实现高速、高精度加工的关键因素之一。
动态性能包括激光加工机的响应速度、稳态精度和动态精度。
激光武器变焦发射系统参数设计与特性分析

着强相关性袁 因此袁 为了更好地发挥激光武器的优 势袁 必须采用合适的聚焦发射系统袁 以获得适当的 光斑尺寸和足够高的光功率密度遥 同时袁 对于飞行 移动目标袁 激光武器的发射系统还需具备一定精 度的变焦能力遥
云圆
垣
枣
圆 藻
渊远冤
棕忆园圆
越
造
云圆 棕圆园 原 云圆 垣
枣藻圆
渊苑冤
式渊远冤 耀 渊苑冤即为理想高斯光束束腰位置及束
腰半径的变换关系式遥 而实际应用中的光束并不
是理想状态的袁 在众多光束质量评价体系中袁 本文
选择光束衍射极限倍数因子 茁 来定义光束质量袁
此时只需将以上各式中的
枣藻袁
枣 藻忆分别替换为
腰位置处袁 如图 员 所示袁 则光束在透镜前后束腰位
置处的 耀择 参数和发散角满足如下关系咱员圆 原 员猿暂 院
耀择园
越
蚤
仔棕圆园 姿
越
蚤枣藻
渊员冤
耀择 园忆
越
蚤
仔棕忆园圆 姿
越
蚤枣
藻忆
渊圆冤
兹园
越
棕园 枣藻
袁
兹忆园
越
棕忆园 枣 忆藻
渊猿冤
式中院 姿 为激光波长曰 枣藻 和 枣 藻忆分别为透镜前后高斯
关键词院 激光武器曰 光束变换曰 变焦系统曰 聚焦发射 中图分类号院 栽允怨缘摇 摇 文献标识码院 粤 摇 摇 摇 文章编号院 员远苑猿 原 缘园源愿渊圆园员怨冤园圆 原 园园圆怨 原 园缘
基于空间光调制技术的飞秒激光微纳加工
内容摘要飞秒激光加工表面微纳米结构作为一种新型的、多用途的纳米材料制备技术被广泛应用于物理、生物、信息等多领域中,然而传统的飞秒激光加工往往采用逐点扫描的方法,效率低下。
借助于LCoS SLM (Liquid Crystal on Silicon-Spatial Light Modulator)的空间光调制技术能够通过相位调制实现对飞秒激光焦平面光场的空间整形,将其用于无掩膜并行加工,可以在保证加工精度的同时极大提升加工效率。
本文研究了空间光调制器的构造和工作原理,对基于LCoS SLM的多种光场图形化算法进行了分析、模拟、改进和实验验证,主要研究结果如下:首先,本文研究并总结了基于时空干涉的新型空间整形系统的原理,它相比传统技术更加简单灵活并有更高的效率。
然而此技术中的缩束系统造成的成像畸变严重影响了加工的准确性。
本文模拟并分析了该系统中的畸变现象,利用空间光调制器的相位全息图补偿畸变引起的空间光场的位置变化和光强分布不均。
此方法可使曝光处干涉图案的最大偏移量由10.66 μm趋近于0,在实验中将相对最大偏差由60.42 %降至8 %以下,并使该处二维光强分布趋近于平顶光。
该算法降低了时空干涉的飞秒激光空间整形技术对于缩束成像系统的设计需求,节省了成本与时间。
基于以上方法,在不锈钢表面拼接加工出了1.5 × 1.5 mm的具备多级别防伪能力的二维码图案。
此外,本文还模拟并验证了借助MPFL(Multiplexed Phase Fresnel Lenses)算法实现的多路菲涅尔透镜全息图和对其改进得到的柱透镜全息图,成功将激光光场调制为点阵和直线分布,并通过GS(Gerchberg–Saxton)算法和GSW(Weighted Gerchberg–Saxton)算法得到了将光场调制为面状分布的计算全息图,大幅提升了焦平面处的光强均匀性。
关键词:飞秒激光,空间光调制器,微纳加工,无掩膜加工ABSTRACTAs a new multi-purposed nanomaterial processing technology, the surface micro-nanostructures processed by femtosecond laser are widely used in many fields, such as physics, biology and information. The spatial light modulation technology based on LCoS SLM(Liquid Crystal on Silicon-Spatial Light Modulator) can realize the spatial shaping of femtosecond laser focal plane light field through phase modulation, which can apply to the parallel processing without mask, so as to ensure the processing precision as well as to raise the efficiency much higher than the traditional point by point scanning processing technology.This work introduces the structure and working principle of spatial light modulator, and does some analysis, simulation and improvements on a series of optical field graphics algorithms based on LCoS SLM. A series of experiments are applied to verify that.This work will investigate and summarize principles of a spatial shaping system based on the spatiotemporal interference which is more easy, flexible and efficient than traditions. However, the imaging distortion introduced by the shrink-beam system has huge influence on the accuracy of processing. This work simulates and analyzes the distortion of the systems, and provides a method to adjust the phase hologram from a spatial light modulator via compensating for the position changes and the uneven light distribution from the distortion. The method can make the maximum deviation of the interference pattern near the exposure point approach 0 from 10.66 μm, the relative maximum deviation reduce from 60.42 % to under 8% and the two-dimension light intensity distribution get close to flat-top. The algorithm reduces the design requirement on the system, cost and time are saved. Thehigh-precision large-area micro-nanostructures are realized successfully fabricated on a stainless steel surface based on this system, including the 1.5 × 1.5 mm QR code with multi-level anti-counterfeiting ability.Furthermore, the multiplexed Fresnel lens hologram are simulated by using the MPFL(Multiplexed Phase Fresnel Lenses). The cylindrical lens hologram is obtained by improving simulation, which modulates the laser field into dot matrix and linear distribution. By using the GS algorithm and the GSW algorithm, a computer hologram to modulate the light field into a planar distribution is obtained. The light intensity uniformity is immensely improved at the focal plane.Keywords: [Femtosecond laser] [Spatial light modulator] [Micro/nano fabrication] [Maskless fabrication]目录内容摘要 (I)ABSTRACT (i)第1章绪论 (1)1.1 飞秒激光加工技术 (1)1.2 飞秒激光加工表面微纳米结构的特性及应用 (2)1.3 空间光调制技术用于加工表面微结构 (4)1.4 课题的意义和主要研究内容 (5)第2章空间光调制技术研究 (8)2.1 空间光调制器介绍 (8)2.2 空间光调制器的构造和原理 (9)2.3 本章小结 (13)第3章基于时空干涉的空间整形畸变校正及加工应用 (14)3.1 基于时空干涉的空间整形的优势与缺陷 (14)3.2 实验装置 (16)3.3 畸变校正的算法与模拟 (17)3.4 光强校正的算法与模拟 (19)3.5 畸变与光强校正的实验验证 (22)3.6 畸变与光强校正用于拼接制备大面积微结构 (24)3.6.1 拼接微结构的试验 (24)3.6.2 拼接制造基于二维码的多级防伪结构 (26)3.6.3 拼接制造仿生疏水结构 (29)3.7 本章小结 (30)第4章基于MPFL算法的点阵与线状分布光场空间整形 (31)4.1 MPFL算法的原理和改进 (31)4.2 “点”与“线”空间整形的实验验证 (32)4.3 本章小结 (34)第5章基于GS算法的平面衍射光场整形 (35)5.1 衍射光学元件 (35)5.2 GS算法的原理和模拟 (35)5.3 对GS算法的改进和模拟 (38)5.4 实验验证 (41)5.5 本章小结 (43)第6章结语 (45)总结 (45)展望 (46)科研成果 (47)参考文献 (48)致谢54第1章绪论1.1 飞秒激光加工技术激光拥有极高的单色性、方向性、相干性和相比普通光源超高的亮度(能量输出)等特点[1],此外还可根据对功率、波长、脉宽等多种需求进行选择和适配。
变焦系统的光学设计——以“可变倍激光扩束系统的设计和优化”为例
? 55 ) )
玻璃 @g1 `)
)
@g1
)
`)
$%&7
@g1
(&7
`)
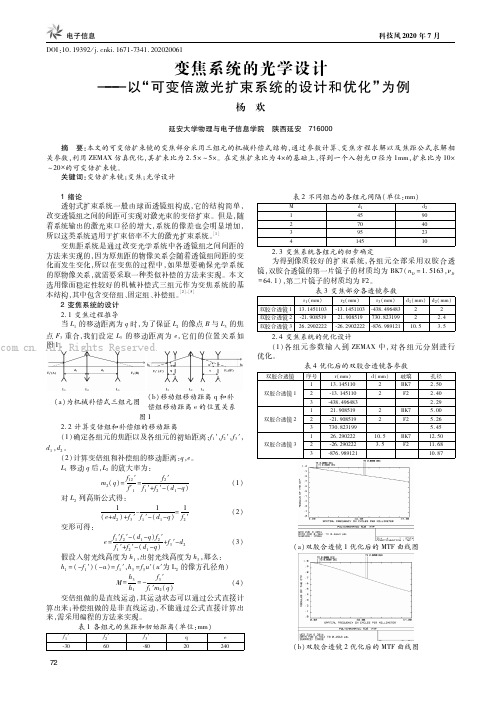
孔径 )&7% )&3% )&)' 7&%% 7&)0 7&37 $)&7% $$&06 $%&61
$ N% 双胶合透镜 $ 优化后的 b;`曲线图
$ Q% 双胶合透镜 ) 优化后的 b;`曲线图
)#
!科技风 "#"# 年 $ 月
点 E( 重合我们设定 7( 的移动距离为 (它们的位置关系如
. A图l$l Rights Reserved.
$Q%移动组移动距离 q 和补 $ N% 为机械补偿式三组元图4偿组移动距离 G的位置关系
图$
)&) 计算变倍组和补偿组的移动距离
$ 确定各组元的焦距以及各组元的初始距离#$ F#) F#( F
电子信息
科技风 "#"# 年 $ 月
!"#$%&$'(') *+&,-./&$01$21(3$&)%)%)%%0$
变焦系统的光学设计
***以& 可变倍激光扩束系统的设计和优化' 为例
杨4欢
延安大学物理与电子信息学院"陕西延安")!(%%%
摘4要"本文的可变倍扩束镜的变焦部分采用三组元的机械补偿式结构!通过参数计算,变焦方程求解以及焦距公式求解相 关参数!利用 PebEY仿真优化!其扩束比为 )27A87A" 在定焦扩束比为 3A的基础上!得到一个入射光口径为 $55!扩束比为 $%A 8)% A的可变倍扩束镜"
基于 STM32的激光打标机控制系统设计
基于 STM32的激光打标机控制系统设计廖平;陈永坤【摘要】Laser marking control system based on STM32 microcontroller was designed.Through analyzing the geomet-ric distortion of laser marking system,a simplified correction method was presented.To control the laser marking process,the microcontroller was used to simulate theXY2 -100 transmission and control protocol,which can control galvanometer scan and laser switch.A SDRAMand a NAND Flash are usedto enhance the data processing capability of the microcontroller,and offline marking function is achieved.Based on polynomial fitting,a simple and effective formula to correct barrel distortion and pincushion distortion is ing this method,this laser marking system can meet the actual marking requirements.%设计了基于 STM32微控制器的激光打标控制系统,对激光打标系统的几何畸变进行了分析,并提出了简化的矫正方法。
使用微控制器模拟振镜控制传输协议(XY2-100)控制振镜扫描,同时控制激光器的开关,完成对打标过程的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的原理简单明了,便于实现 ,且加工精度较高。
直 线插补 偏差判 别 函数 :
F 挑 一 n () 1 若 ≥0 ,则 向+ x方 向进 给一 步 ,偏 差公 式为 A
Q 1 Ql2 )+ = + 【 + n
1 E一 Q+ ( = 2l 6 l )
+ l : 的偏 差为 :
变 统 掩 影 焦 改 模 的 系 变 投 大
小
程更 换掩 模 ,从 而保 证刻 蚀 出的微通 道 的宽度 和深 度准 确 。另外在 激光 波长 一定 的条件 下 ,制作 出更 加精 细 的掩 模版 是有 一定 难度 的 。变 焦距 物镜 用于
准分 子激光 加工 在技 术上 是一种 突破 。在 准分 子投
法 是每进 给一 步判 定一下加 工 点的位 置 ,根 据偏差 判 别式 的符号确 定 下一步 的进给 方 向。逐点 比较法
式 中 a ,C ,b 是任 意整 数或分数 ;P是 3,2 a b 和 c分母 的最小 公倍 数 , 有 a 3P 且 =a, b ,, P P  ̄c 。 - - 曲线插补 的比较判 别函数 的归纳 结果如 下 : 若 ≥0 向 进给 一步 ,新 的 Q、F值为 : ,
式偏 向于冷 加工 ,并且 加工 的分辨 率 也较其 它激 光 的分辨 率高¨ 。 J
各运动组份精准定位在最佳成像位置,从而实现高
分辨 率 的激光 加工 。
本 实验 室设 计 的用于 准分 子激 光微 加工 的变 焦 系统 ,首先对连续变化 的微流道边缘 线条进 行插补 运 算 ,其次把插补运算 的结果与投 影光 斑的尺 寸对应起 来 ,再将投影光斑尺寸 的变化 与变焦距 系统 的倍率 的 变化对应起来 ,最后根据倍率 的变化通过变焦 方程 计 算变焦系统 中变焦 组份相应 的位 移量和运动速 度 。工
精密制造 与 自动化
21 00年第 1 期
;验 研 3 试 与 究0
◇ ◇
激光微加工变焦系统 的控制算法研 究
王 震 陈 涛
北 京工 业大 学激光 工程 研究 院 (0 14 10 2 )
摘 要 提 出了一种应用于激光微加工的变焦系统控 制的算法 。综合利用插补算法 和变焦方程 ,使变焦系统 中各
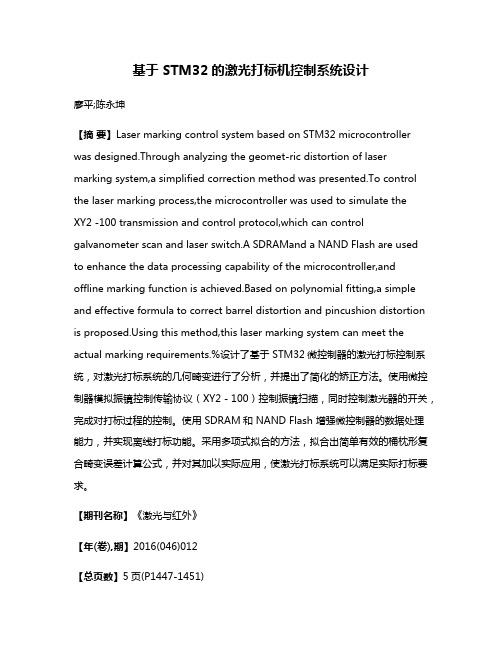
图 1 变焦系统的工作原理
1 对微流道边缘线条的插补运算 通 常微流 道 的边缘 线条 是按一 定规 律变化 的 。
一
是线性 变化 ,即连 续 变化 的轮廓 线条 为直线 ;二
是 按 曲线 规律 变化 ,包 括二次 曲线 ,三 次 曲线 甚至
9
王 震等
激光微加工变焦系统的控制算法研究
微 加工 技术 是 ME MS中的一 项关键 技术 , 激 而 光微加 工法 是其 中 的一种 主要方 法 。激光微 加工 中 最常用 的激 光器 是准分 子激 光器 。这 主要是 因为准 分子激 光波 长处 于紫外 波段 ,单光 子 能量 比较大 , 对于某 些材料 甚 至可 以直接 将分 子键 打断 ,加工 方
运 动镜 头组获得相应 的线性或非线性精确位 移。并且控制运动镜头组 以合理和 稳定的速度移动 。保证 了通过掩模
板 的准 分子激光光斑 的连续和稳定 的变化。变焦系统可 以不更换掩模板而刻蚀 出大小连续变化 ,形状相似 的复杂 结构。提高 了准分子激光微加工的复杂度和分辨 率。 关键词 激光微加工 变焦距系统控制 插 补算法 变焦方程
作原理如 图 l 所示 。
准 分子激 光微 加工 的一 包括 有主流 道 和支 流道 ,不 同流道 的 宽度 不尽 相 同 。加 工过程 中就需 要使用 不 同形状 ,不 同尺寸 的掩 模 。 目前使 用 的准 分子激 光微 加工 系统 ,采用 置换 不 同焦 距 的 聚 焦物镜 的方 法来解 决变 焦距 的光 学聚焦 问题 。当 聚焦 物镜 固定 后 ,只有通 过更 换掩 模板 来改变 刻蚀 的线宽 , 以提 高准 分子激 光 的加工 精度 ,制作 出更
加 精细 的微 结构 L。但 是 要得 到 结构较 复 杂 ,流道 3 J 分布 较 多的芯 片时 ,往往 需要 多次 临时 中断加 工过
加工 同一线 宽的微通道 ,变焦系统 的变倍 比保 持 不变 ;加 工线形变 化的微流道 ,变焦系统 的变倍 比连 续改 变使 得准 分子光 斑 的大 小发 生连续 改变 从而得 到连续变化 的微流道 。
一
=
一 + )Y= 一 () 1 z 2
若 F,0 向斗 进 给一步 ,新 的 Q、F值 为 : r , ) < ,
若 F≤0 ,则 l+ y方 向进 给一 步 ,所 以 N1  ̄A 点
设三 次 曲线 方程 为 : y a 3b 2 c+ = x+ x+ x d
高次曲线。计算机根据输入的基本数据,通过插补 算法,把微流道的边缘线条描述出来 。并根据计算
结果 向 xy平面 ( . 把待加 工 的基片视 为二 维加工 平 面 )的两个坐 标方 向发 出进 给命 令 。
() 4
影加工 系统 中,如果 引入变 焦物 镜 ,就可 以不 更换 掩模板 刻蚀 出大 小连续 变化 而形 状相似 的结构 ,提 高 了微 加工 的效 率和加 工 的复杂 度 。变焦 系统 中的 光学 系统和控 制 系统 的性 能直接 决定 了微 加工 的质 量 。为 了获 得满 意 的成 像质 量 ,要求各 运动 镜组 的 位移准 确 。精确 稳定 的控制 系统 能使 光学 系统 中的
进行 的插补 运算 按两个 原则 进给 :高次 曲线 插 补 可用 沿切 线方 向的直 线插 补来 实现 。因此需要 得 到三 次 曲线 方程 的切线 方程 :
y= a 2 x c l x 【 '3x+ b + = + () 5
1 1 直线插补 . 逐 点 比较 法是 直线插补 常用 的方法 。逐 点 比较