基于Simufact Forming的半空心铆钉自冲铆接参数对铆接成形的影响研究
基于Simufact Forming的半空心铆钉自冲铆接参数对铆接成形的影响研究
doi :10.16576/j.cnki.1007-4414.2016.01.002基于Simufact Forming 的半空心铆钉自冲铆接参数对铆接成形的影响研究*张雨桐,刘瑞军*(北华大学汽车建筑工程学院,吉林吉林132013)摘要:以1.5mm+1.5mmA6062铝合金为研究对象,结合单一变量设计法进行参数组合,使用Simufact forming 有限元软件对铆接过程进行模拟仿真,主要研究了凹模深度、凹模凸台高度、冲头速度3个工艺参数对半空心铆钉自冲铆接成形的影响,及参数对几何特征量的影响趋势,为半空心铆钉自冲铆接工艺参数进一步优化提供有益的借鉴。
关键词:数值模拟;自冲铆接;Simufact forming ;工艺参数中图分类号:TG938文献标志码:A文章编号:1007-4414(2016)01-0004-04Impact Research on Self-Piercing Riveting Parameters of Half-Hollow Rivet onRiveting Forming Based on the Simufact Forming SimulationZHANG Yu-tong ,LIU Rui-jun(School of Car Construction Engineering ,Beihua University ,Jilin Jilin 132013,China )Abstract :In this thesis ,taking 1.5mm+1.5mm A6062aluminum as the research object ,the single variable design method is used for parametric combination ,and the infinite element software Simufact forming is used to simulate the process of self-piercing riveting.The influences of the three technological parameters which are the depth of the die ,the die projection height and the punch speed on the half-hollow rivets forming are mainly researched ,the effect trend of the parameters on the geomet-ric characteristics is also studied ,thus it would offer some beneficial reference for further process optimization of half-hollow rivets parameters.Key words :numerical simulation ;self-piercing riveting ;Simufact forming ;process parameters0引言汽车轻量化实现的有效途径之一是在车身上大量使用铝合金轻质材料,而在汽车上应用铝合金会给连接技术带来难题,近年来,一种能够连接有色轻型金属的自冲铆接技术出现在汽车车身制造上,极大的改善了现有的困难,但其应用还受到一些限制,对它的工艺参数及成形规律的研究,将有很大的指导作用。
冷作自冲铆接工艺参数分析
冷作自冲铆接工艺参数分析作者:郭延刚来源:《中国科技博览》2013年第29期摘要:根据冷作自冲铆接原理并结合自冲铆接的工艺性特点对铆接过程中模具设计与参数选择、铆钉尺寸选择和板材尺寸选择等进行了分析,根据铆接测试结果提出了提高铆接质量的合理参数选择。
关键词:铆接冷作自冲工艺参数中图分类号:TD327.3 文献标识码:A 文章编号:1009-914X(2013)29-076-01一.冷作自冲铆接基本原理自冲铆接用于连接两种或两种以上金属板材的冷连接。
特制铆钉在铆接机的作用下穿透顶层板材之后,下部铆模作用于铆钉尾部的中空结构,使得其扩张刺入底层板材,从而形成牢固的铆接点,自冲铆接的特点是铆钉刺入底层板材而并不刺穿,如图一所示。
根据铆钉的特点,自冲铆接可以分为半空心自冲铆接和实心铆钉自冲铆接,其中半空心自冲铆接由于具有良好的工艺性,在实际生产中比其他铆接形式具有优越性,从而得到了广泛的应用。
由上图可以看出,半空心铆钉自冲铆接工艺类似于金属冲压成型原理,特别是对于几种复合结构的板材铆接,其工艺性参数要求较高:铆接模具设计要合理;铆钉的形状、尺寸和材质性能要合理;铆接板材的材质性能和尺寸要合理等。
本文主要对以上三个方面的工艺参数进行分析。
二.冷作自冲铆接主要工艺参数选择根据自冲铆接原理,为了提高铆接质量和铆接后的外观要求,铆接后的铆钉应完全进入铆接板材。
铆钉头部材料应该压齐于上层板料的上表面,铆钉尾部材料应恰好充满于模具型腔。
按照这种设计原则,将会出现模具、板料组合、铆钉的唯一性,即一种铆接模具对应一种铆钉和一种板料组合。
而在实际应用中,为了提高铆接效率,减少铆接工装的更换,往往是用一种模具,同时铆接两种或两种以上不同型号的铆钉,同时铆接不同厚度组合的铆接板料。
针对这种情况,必须对模具的型腔设计进行一定的圆整,使得其满足上述要求。
1.自冲铆钉尺寸的选择原则铆钉的尺寸包括直径和长度。
一般先确定铆钉直径,然后确定铆钉长度。
半空心台阶铆钉标准
半空心台阶铆钉是一种常用的铆接方法,常用于连接金属零件。
其标准包括以下方面:
材料选择:半空心台阶铆钉通常使用钢或铝等金属材料。
铆接参数:包括铆接压力、铆接温度、铆接时间等参数,需要根据金属材料和零件结构进行合理设置。
铆接工具:半空心台阶铆钉需要使用特殊的铆接机具,如铆钉枪、铆钉锤等。
铆接质量检查:需要进行严格的铆接质量检查,确保铆接接头的强度和密封性能。
总之,半空心台阶铆钉是一种重要的铆接方法,需要按照标准进行操作,以保证铆接接头的质量和可靠性。
304不锈钢扁平头半空心厚壁铆钉翻铆成形机理研究
304不锈钢扁平头半空心厚壁铆钉翻铆成形机理研究304不锈钢扁平头半空心厚壁铆钉翻铆成形机理研究摘要:铆连接技术在工业生产中广泛应用,其中304不锈钢扁平头半空心厚壁铆钉是一种常见的连接元件。
本文通过实验研究,探讨了304不锈钢扁平头半空心厚壁铆钉在不同工况下的翻铆成形机理。
实验结果表明,铆钉翻铆成形的主要工艺参数包括力、速度和时间。
同时,通过断口分析和拉伸试验,发现翻铆成形对铆钉的机械性能具有一定的影响。
因此,在实际应用中,应根据具体工况调整相关工艺参数,以确保翻铆连接的可靠性和稳定性。
关键词:304不锈钢;扁平头半空心厚壁铆钉;翻铆成形;机理研究1. 引言铆接是一种常用的非焊接连接技术,广泛应用于航空航天、汽车、机械等行业。
铆接连接可实现零部件的快速组装和拆卸,具有连接强度高、不会削弱基体材料及适应高温、高压等特点。
目前,市场上常见的铆接元件之一是304不锈钢扁平头半空心厚壁铆钉,其结构复杂,用于连接有较高要求的工件。
2. 实验设计及方法本研究的实验对象为304不锈钢扁平头半空心厚壁铆钉。
实验采用了冲击实验和断口分析的方法,研究铆钉在不同工况下的翻铆成形机理。
2.1 冲击实验采用冲击实验装置,对304不锈钢扁平头半空心厚壁铆钉进行翻铆成形实验。
实验中设定了不同的冲击力、速度和时间参数,观察和记录铆钉的变形情况。
2.2 断口分析实验后,通过对翻铆后的铆钉进行断口分析,观察铆钉的微观形貌和断口特征。
采用光学显微镜和扫描电子显微镜等仪器对断口进行观察和分析,以获得铆钉翻铆成形的机理。
3. 结果与讨论3.1 冲击实验结果实验结果显示,在相同的冲击力和时间参数下,较大的冲击速度可以促进铆钉的快速翻铆成形。
而在相同的冲击速度和时间参数下,增加冲击力有利于增加铆钉的成形力度。
3.2 断口分析结果通过断口分析,观察到翻铆后的铆钉断口呈现出典型的韧性断裂特征。
铆钉的断裂面呈现出明显的裂纹和变形区,证明铆钉在翻铆成形过程中受到了较大的力和应变。
半空心自冲铆钉

模钉体积比对接头成形性能的影响:
定义:底切量u 为铆接完成后,铆钉腿部外边缘到被铆钉剪断的上层板的下边缘点的水平距 离。底切量越大,铆钉与下层板所形成的互锁程度越高,铆接接头也越可靠。
一 铝—铝自冲铆接接头成形性能:
结论:铝 —铝自冲铆接接头在模钉体积比小于1 时,无论是沿径向变化凹模尺寸还是沿轴向变化 凹模尺寸,最终模钉体积比对底切量的影响率都 非常接近;而当模钉体积比大于1 时,在同等模 钉体积比的情况下,凹模径向尺寸的增加相较于 轴向尺寸的增加更有利于获得较大的铝—铝铆接 接头底切量。
夹紧阶段 铆接工艺整体结构
冲裁阶段
扩张阶段
冲铆完成
自冲铆接工艺的基本原则 为了满足使用要求,这种自冲铆接工艺仍然需要注意以下基本原则: 1. 确定不对易碎的板材进行铆接,如玻璃板、脆质塑料板等; 2. 底层板材最好为金属,并具有12%以上的延伸率; 3. 当需将不同厚度、强度的板材铆接在一起时,虽然从技术上讲从任一方向均可 实现铆接,但是一般推荐将较薄、强度较低的板材铆接到较厚、强度较高的 板材上; 4. 为取得最佳铆接效果,底层板材的厚度应超过整个板材组厚度的三分之一; 5. 自冲铆接需要从工件的两面同时施压,需要在上下两面都有适宜的空间保证。 6.半空心铆钉的自冲铆接工艺在铆接两层相同金属材料时,较厚的放在下层; 铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时, 将金属材料放在下层
实验材料: 铆钉:采用盘头铆钉
研究对象:AA6061-T6 铝合金板和DP780高强钢板
凹模设计:空腔容积与试验所用7mm 半空心铆钉体积大致相同的凹模设定为基准凹模, 命名为D1,基于D1 分别沿径向和轴向两个方向改变凹模尺寸获得不同的凹模空容积
模钉体积比r 凹模空腔体积 Vd 铆钉体积Vr
基于数值模拟的半空心铆钉自冲铆接工艺研究的开题报告

基于数值模拟的半空心铆钉自冲铆接工艺研究的开题报告一、选题背景及意义铆接是一种传统的机械连接方法,主要用于各种工业设备、汽车、航空航天和建筑工程等领域的组装和修理。
为了提高产品的质量和效率,半空心铆钉自冲铆接工艺已成为铆接中的一种先进技术。
半空心铆钉自冲铆接工艺可以大大优化传统铆接工艺中的一些问题,例如热损伤、粗糙度、表面性能和连接性能等。
同时,该技术可以提高产品的可靠性和寿命,提高使用效率和安全性。
因此,研究半空心铆钉自冲铆接工艺具有重要的实际意义和工业应用价值。
二、研究目的本文旨在开展半空心铆钉自冲铆接工艺的数值模拟研究,探究工艺参数对铆接质量的影响,并分析不同铆接质量下的力学性能和腐蚀性能。
研究结果可为该技术的优化和推广提供有力的理论依据。
三、研究内容1. 研究铆钉、板材和成型模具的材料参数及工艺数据,进行模型建立;2. 建立半空心铆钉自冲铆接的数值模拟模型;3. 分析半空心铆钉自冲铆接工艺参数对铆接质量的影响,包括铆钉直径、板厚、冲孔直径、缺口长度和压缩力等;4. 评估不同铆接质量下的力学性能和腐蚀性能,并与传统铆接工艺进行对比分析;5. 提出优化半空心铆钉自冲铆接工艺的建议。
四、研究方法本研究采用有限元模拟方法对半空心铆钉自冲铆接工艺进行数值模拟研究。
主要步骤包括:建立模型、设置边界条件、选择材料参数、分析工艺参数对质量的影响、评估铆接质量和力学性能、提出工艺优化建议等。
五、预期结果通过数值模拟研究,本文预计得到以下结果:1. 建立半空心铆钉自冲铆接的数值模拟模型;2. 分析不同工艺参数对铆接质量的影响;3. 评估不同铆接质量下的力学性能和腐蚀性能;4. 提出优化半空心铆钉自冲铆接工艺的建议。
六、研究意义本文的主要意义在于:1. 对半空心铆钉自冲铆接工艺进行深入研究,为工程领域提供新的精准铆接解决方案,有助于提高产品质量和使用寿命;2. 进一步完善并推广工艺技术的应用,推动中国金属加工行业的创新发展;3. 为相关企业提供有价值的技术支持,拓展市场竞争优势。
铆钉材料对铆接变形影响的有限元分析
铆 钉材 料 对铆 接 变 形影 响 的有 限 元分析
李艳 ,于克杰 ,李小雷
( 空 军第一航 空 学院航 空修理 工程 系 ,河 南信 阳 4 6 4 0 0 0)
摘要 :为研 究铆钉 材料 对 飞机 结 构铆 接 质 量 的影 响 ,采用 A N S Y S / L S - D Y N A软 件分 析 在采 用 不 同铝 合金 铆 钉材 料
其铆 接变形 可取 1 / 4进行模 拟 ,网格划分后 的模 型如
Xi n y a n g He n a n 4 6 4 0 0 0。C h i n a )
Abs t r ac t: I n o r d e r e n c e o f iv r e t ma t e ia r l s o n t he iv r e t i n g q u a l i t y o f a i r c r a f t s t r u c t ur e s ,t he s o f t wa r e ANS YS /LS—
( 2 0 2 4、2 A 1 0和 7 0 5 0 ) 的条件下铆接件和铆钉 的受力和变形 情况 。结 果表 明 :在 相 同位移载 荷 的条 件下 ,2 A 1 0对铆 接件
和铆钉的应力影响最小 ,对铆孔径向尺寸的影响也最小 。这些结论可为铆接修理工艺的改进提供参 考。
关键词 :铆接变形 ;有限元分析 ;铆钉材料 中图分类号 :U 6 7 1 . 8 5 文献标识码 :A 文章编号 :1 0 0 1— 3 8 8 1( 2 0 1 3 )4— 0 5 0— 3
Fi I I i t e El e me nt Ana l y s i s f o r t h e I n lu f e n c e o f Ri v e t Ma t e da l s o n Ri v e t De or f ma t i o n
基于Simufact的自冲铆接试验与仿真平台设计
接的板材'铆钉和凹 模 等 零 部 件 在 各 种 工 艺 条 件 下
进 行 计 算 机 模 拟 分 析 力1行 程 曲 线 和 失 效 形 式 等( 有 限 元 建 模 一 般 主 要 有 0 步 %模 型 建 立 '边 界 条 件 的 确定'有 限 元 计 算 流 程 分 析 和 模 拟 计 算 结 果 ( )!* !""4年!万淑敏 提 )0* 出 了 03 钢 表 面 热 处 理 和 $"$0 铝的本构方程(同年!岁 波)/*建 立 了 弹 塑 性 的 %8= 有限元模 型(!"## 年!严 柯 科 等 对 )3* 两 层 3"3! 铝 的单搭模型建立了 VS1AJB*的 二 维 仿 真!得 到 了 应 力1应变 云 图 和 时 间1载 荷 曲 线(!"#3 年!刘 福 龙
新 技 术 新 工 艺 设 计 与 计 算
设计
等 对 )$* 3"3!铝和 %8HH 钢 的 异 种 金 属 铆 接 建 立 了 VS1AJB*三 维 模 型!将 拉 伸 曲 线 简 化 为 双 限 行 力 学 模 型!测 试 了 自 冲 铆 连 接 材 料 的 工 程 应 力1应 变 特 性(
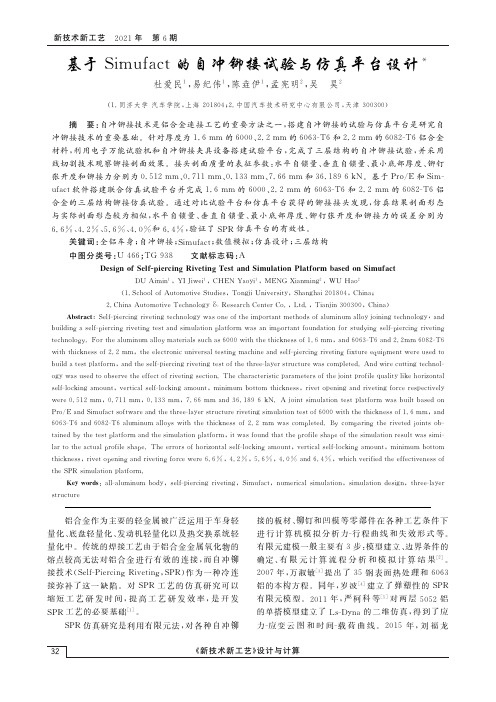
图/.'' 铆钉实测几何参数
表 ! K. 铆 钉 几 何 参 数 与 力 学 性 能 参 数 表
弹性模量&?8* 屈服强度&K8* 抗拉强度&K8* 延伸率&<
#55
..3
##."
#"
新 技 术 新 工 艺 设 计 与 计 算
新 技 术 新 工 艺 !"!# 年 第 $ 期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
doi :10.16576/j.cnki.1007-4414.2016.01.002基于Simufact Forming 的半空心铆钉自冲铆接参数对铆接成形的影响研究*张雨桐,刘瑞军*(北华大学汽车建筑工程学院,吉林吉林132013)摘要:以1.5mm+1.5mmA6062铝合金为研究对象,结合单一变量设计法进行参数组合,使用Simufact forming 有限元软件对铆接过程进行模拟仿真,主要研究了凹模深度、凹模凸台高度、冲头速度3个工艺参数对半空心铆钉自冲铆接成形的影响,及参数对几何特征量的影响趋势,为半空心铆钉自冲铆接工艺参数进一步优化提供有益的借鉴。
关键词:数值模拟;自冲铆接;Simufact forming ;工艺参数中图分类号:TG938文献标志码:A文章编号:1007-4414(2016)01-0004-04Impact Research on Self-Piercing Riveting Parameters of Half-Hollow Rivet onRiveting Forming Based on the Simufact Forming SimulationZHANG Yu-tong ,LIU Rui-jun(School of Car Construction Engineering ,Beihua University ,Jilin Jilin 132013,China )Abstract :In this thesis ,taking 1.5mm+1.5mm A6062aluminum as the research object ,the single variable design method is used for parametric combination ,and the infinite element software Simufact forming is used to simulate the process of self-piercing riveting.The influences of the three technological parameters which are the depth of the die ,the die projection height and the punch speed on the half-hollow rivets forming are mainly researched ,the effect trend of the parameters on the geomet-ric characteristics is also studied ,thus it would offer some beneficial reference for further process optimization of half-hollow rivets parameters.Key words :numerical simulation ;self-piercing riveting ;Simufact forming ;process parameters0引言汽车轻量化实现的有效途径之一是在车身上大量使用铝合金轻质材料,而在汽车上应用铝合金会给连接技术带来难题,近年来,一种能够连接有色轻型金属的自冲铆接技术出现在汽车车身制造上,极大的改善了现有的困难,但其应用还受到一些限制,对它的工艺参数及成形规律的研究,将有很大的指导作用。
半空心自冲铆接是一种连接两层或多层薄板材料的高速机械连接技术。
铆钉刺穿上板料进入下板料,在冲头和凹摸的共同作用下使铆钉腿在下板料中成喇叭形状展开,形成机械自锁。
铆接过程如图1(a ) (d )所示[1]。
图1工艺的铆接过程半空心铆钉自冲铆接有低能耗、低成本、短周期、污染小等优点。
为减少研究周期,节约成本,笔者以数值模拟的方法研究参数对成形的影响。
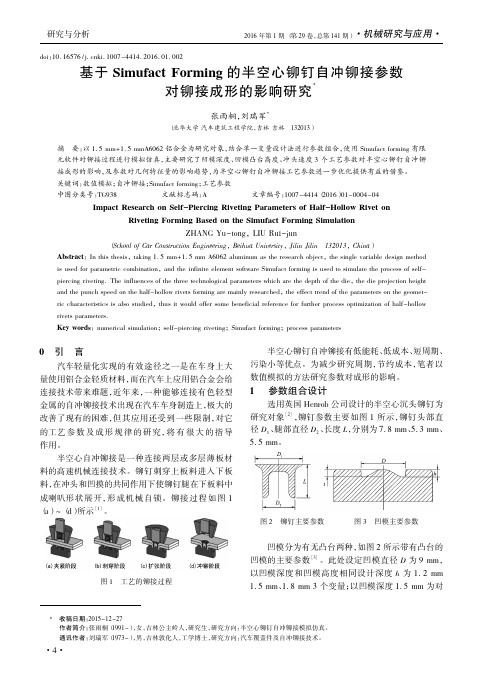
1参数组合设计选用英国Henrob 公司设计的半空心沉头铆钉为研究对象[2],铆钉参数主要如图1所示,铆钉头部直径D 1、腿部直径D 2、长度L ,分别为7.8mm 、5.3mm 、5.5mm。
图2铆钉主要参数图3凹模主要参数凹模分为有无凸台两种,如图2所示带有凸台的凹模的主要参数[3]。
此处设定凹模直径D 为9mm ,以凹模深度和凹模高度相同设计深度h 为1.2mm 1.5mm 、1.8mm 3个变量;以凹模深度1.5mm 为对·4·*收稿日期:2015-12-27作者简介:张雨桐(1991-),女,吉林公主岭人,研究生,研究方向:半空心铆钉自冲铆接模拟仿真。
通讯作者:刘瑞军(1973-),男,吉林敦化人,工学博士,研究方向:汽车覆盖件及自冲铆接技术。
象设计凸台高度t 为1.3mm 、1.5mm 、1.7mm 3个变量,冲头速度v 为10mm /s 、20mm /s 、30mm /s 3个变量进行参数组合如表1所示。
为了更加直观比较,简记为1.2-1.2-20,分别表示凹模深度、凹模的凸台高度、冲头速度。
表1铆接组合的参数组别凹模深度h (mm )凸台高度t (mm )冲头速度v (mm /s )11.21.22021.51.52031.81.82041.51.32051.51.72061.51.51071.51.5302数值模拟Simufat Forming 软件是基于原MSC.superform 和MSC.superforge 开发出来的先进的材料加工热处理仿真软件。
最新版本Simufact12.0有专门的连接模块,使用于自冲铆接工艺的模拟。
2.1有限元模型的建立Simufact Forming 支持IGS 、STL 等格式文件,在Simufact Windows 界面内导入预先建立好的CATIA 的STL 三维模型,如图4(a )所示。
考虑自冲铆接的轴对称性,对其一半进行模拟包括冲头、压边圈、铆钉、凹摸、上下板料及板料支撑,其二维模型如图4(b )所示。
(a )三维模型(b )二维模型图4有限元模型建立2.2参数模型建立(1)运动模型:Simufact 设备库里包含常用设备及自定义设备,此处采用机械液压机进行铆接。
(2)弹簧模具模型:Simufact 提供的模具弹簧只能添加在模具上,而不能用于设备或者模具约束上[4]。
在压边圈上设置模具弹簧,起到压紧固定板料的作用。
设定弹簧释放状态,方向Z 轴,位移10mm ,刚度500N /mm ,初始力为0N 。
(3)摩擦模型:Simufact 提供了四种摩擦类型:此处选用库伦—剪切摩擦,参数为库伦摩擦0.1,剪切摩擦0.2。
(4)温度模型:Simufact 在定义传热时,分为模具传热和工件传热。
此处由于在连接模型下进行模拟,按其默认值添加模具传热和工件传热即可。
分别为20ħ。
(5)材料模型:从Simufact 的数据库里直接导入A6062和H4。
相关材料参数见表2。
(6)接触模型:变形体铆钉及上下板料之间的接触关系分为主从关系[5]。
如图5所示。
上板料和下板料之间1st to 2nd 表示当上板料接触下板料时主动接触关系,板料和板料支撑的关系为胶着状态,胶着系数为0.01。
表2材料的力学性能参数名称材料弹性模量(GPa )泊松比密度(kg /m 3)铝合金A6062690.332700铆钉H42100.37840图5工作间的主从关系图3铆接结果分析3.1凹模深度对铆接成形的影响第1、2、3组带有凸台的不同深度的三组凹模,如图6 8所示,成形后的铆接接头截面的等效应变云图,在后处理中设置相同的应变数值。
从钉腿部扩张程度看,深度h =1.2mm 程度最大,有较明显的喇叭形状,h =1.8mm 扩张程度较小。
从应变分布来看,h =1.2mm 在铆钉腿部尖端处、铆钉内部与板料接触边缘处应变数值较大且应变集中明显,h =1.5mm 、h =1.8mm 铆接接头应变分布较均匀,部位相同。
图6h =1.2mm 接头等效应图7h =1.5mm 接头等效变云图应变云图·5·图8h =1.8mm 接头等效应变云图3.2凹模凸台高度对成形的影响第2、4、5组其他参数不变主要考察相同深度不同凸台高度的凹模对铆接成形的影响,从铆钉腿部扩张程度看,凸台高度1.5mm>1.3mm>1.7mm ,在后处理中观察变形件的等效应力云图变化,见图9 10,设置相同的最大应力值,发现凸台对应等效应力的影响主要表现在铆钉颈部应力的变化上,凸台高度t =1.5mm 颈部应力集中明显且数值较大,t =1.3mm 在铆钉头部、颈部及腿部扩张边缘处应力数值较大,分布不均匀,和t =1.7mm 在铆钉颈部铆钉内侧边缘处应力较大,其余应力分布均匀。
图9t =1.3mm 接头等效图10t =1.5mm 接头等效应力云图应力云图图11t =1.7mm 接头等效应力云图3.3冲头速度对铆接成形的影响选用三种不同冲头速度,在后处理中观察位移-载荷曲线,从图12 14中可以看出三种不同速度,铆接时间分别为0.6s 、0.3s 、0.2s ,Z 轴方向载荷力随着速度的增加而增大,且在铆钉扩张阶段增加明显,在20mm /s 、30mm /s 作用下,铆钉基本全部进入铝板且铆钉头部与上板料平面平齐。
速度为10mm /s 形成的冲击力不够大,致使铆钉没有完全充满凹模,使铆钉头部暴露在上板料平面上,影响接头的密封性和美观。
图12v =10mm /s 行程-载图13v =20mm /s 行程-荷曲线载荷曲线图14v =30mm /s 行程-载荷曲线3.4铆接接头几何参数根据铆接质量的评价指标[6],对成形后的铆接接头的镶嵌量、底部厚度、上下板料最薄厚度进行测量,如表3所示,用图表的方式表示随着参数变化几何特征量变化的曲线,如图15 17所示,分别表示凹模深度、凹模凸台高度、冲头速度与几何特征量的变化关系。
表3接头几何成形参数/mm组别镶嵌量底部厚度最薄厚度1(1.2-1.2-20)0.7720.2670.2792(1.5-1.5-20)0.6230.2820.1913(1.8-1.8-20)0.4410.2680.034(1.5-1.3-20)0.4400.2610.1535(1.5-1.7-20)0.3600.3560.0296(1.5-1.5-10)0.5450.2870.2197(1.5-1.5-30)0.6190.4560.056·6·图15深度变化关系影图16凸台变化关系影响曲线响曲线图17速度变化关系影响曲线镶嵌量表示铆钉变形后横向进入下板料的大小,反映铆接自锁程度的好坏;底部厚度指铆钉接头距离下板料的厚度,底部厚度越薄,容易造成磨损,使铆接件底部脱落;最薄厚度指成形后上下板料厚度的最小值。