FANUC 0 系统的重装及调整方法
FANUC 0I系统机床的安装调试
FANUC 0I系统机床的安装调试FANUC数控系统是最畅销的机床控制系统之一。
目前,在国内使用的FANUC数控系统主要有0系统和0i系统。
针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC 系统的调试则迎刃而解。
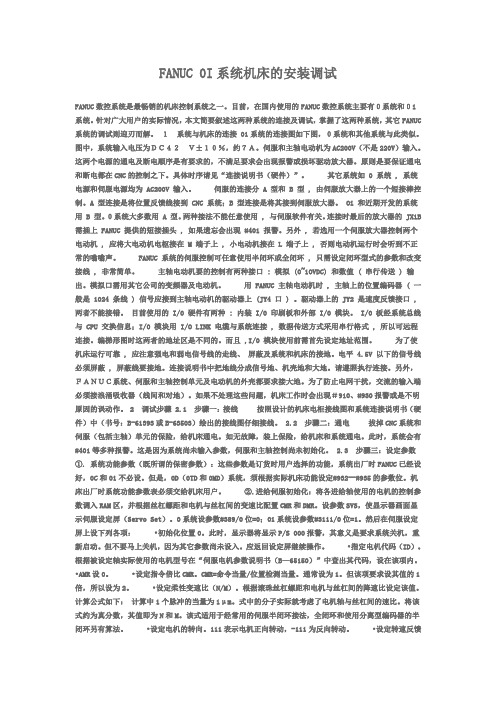
1系统与机床的连接 0i系统的连接图如下图,0系统和其他系统与此类似。
图中,系统输入电压为DC42V±10%,约7A。
伺服和主轴电动机为AC200V(不是220V)输入。
这两个电源的通电及断电顺序是有要求的,不满足要求会出现报警或损坏驱动放大器。
原则是要保证通电和断电都在CNC的控制之下。
具体时序请见“连接说明书(硬件)”。
其它系统如 0 系统 , 系统电源和伺服电源均为 AC200V 输入。
伺服的连接分 A 型和 B 型 , 由伺服放大器上的一个短接棒控制。
A 型连接是将位置反馈线接到 CNC 系统;B 型连接是将其接到伺服放大器。
Oi 和近期开发的系统用 B 型。
0系统大多数用 A 型。
两种接法不能任意使用 , 与伺服软件有关。
连接时最后的放大器的 JX1B 需插上 FANUC 提供的短接插头 , 如果遗忘会出现 #401 报警。
另外 , 若选用一个伺服放大器控制两个电动机 , 应将大电动机电枢接在 M 端子上 , 小电动机接在 L 端子上 , 否则电动机运行时会听到不正常的嗡嗡声。
FANUC 系统的伺服控制可任意使用半闭环或全闭环 , 只需设定闭环型式的参数和改变接线 , 非常简单。
主轴电动机要的控制有两种接口 : 模拟 (0~1OVDC) 和数值 ( 串行传送 ) 输出。
模拟口需用其它公司的变频器及电动机。
用 FANUC 主轴电动机时 , 主轴上的位置编码器 ( 一般是 1024 条线 ) 信号应接到主轴电动机的驱动器上 (JY4 口 ) 。
驱动器上的 JY2 是速度反馈接口 , 两者不能接错。
目前使用的 I/0 硬件有两种 : 内装 I/0 印刷板和外部 I/0 模块。
FANUC发那科机器人:系统安装

所需工具:a.一个U盘, 包含FANUC系统,将所有文件解压U盘根目录下b.只能插在控制柜上的USB口,即UD1.c.安装之前请确认软件包版本信息与当前控制柜是否匹配!步骤如下:1.备份原系统在一般模式下备份控制器文件(文件-> 备份-> 以上所有……)2.修改原系统中的配置文件将备份下来的文件的【orderfil.dat】文件拷贝到解在U盘根目录,用【记事本】打开,修改文件并保存,如下:插入空行加入需要安装软体的代码3.将U盘插在【控制柜】USB接口上4.关机状态下,同时按住【F1+F5】,再上电,启动设备,进入如下界面:1A)1B)1C)1D) 5.等待自动安装完成后,输入两次角度值:06.待界面跳转至“Tool Setup”时,再按FCTN键->冷启动设备选择 【1 START (COLD)】7. 冷重启后,等待显示正常画面。
8. 控制模式启动再关机,关机状态下,同时按住【PREV+NEXT 】上电启动设备,选择3, CONTROLLED START 重启设备,9. 恢复原系统参数将之前备份的原系统拷贝到U 盘中。
U 盘插入。
【MENU 】--> 【FLIE 】-->【RESTORE 】必须恢复 【SYSMAST.SV 】数据文件, 在原系统中其它系统、数据、程序文件视按需要恢复。
文件参考图:SYSVARS.SV 用来保存坐标、参考点、关节运动范围、抱闸控制等变量的设置。
SYSSERVO.SV 用来保存伺服参数SYSMAST.SV 用来保存Mastering 数据SYSMACRO.SV 用来保存宏命令设置FRAMEVAR.SV 用来保存坐标参考点的设置SYSFRAME.SV 用来保存用户坐标系和工具坐标系的设置NUMREG.VR 用来保存寄存器数据POSREG.VR 用来保存位置寄存器数据PALREG.VR 用来保存码垛寄存器数据DIOCFGSV.IO 用来保存I/O 配置数据。
发那科铣床FANUC 0i Mate-MB系统调试步骤

调试过程中,大致可分以下几个步骤进行:1初始条件的设定系统首次通电,由于一些参数与机床具体安装不匹配,PLC软件编程还未进行,因此系统会出现一些报警,例如各伺服轴超程报警,FSSB未设定报警及写保护报警等等。
这时,需要为系统调试做一些准备工作:1)打开I/O界面按下MDI 键盘SYSTEM键—软键[PMC]—软键[PMCPRM]——[KEEPRL] 将画面中保持型继电器K17设置为00000010后,内装式编程功能有效。
(显示编程菜单)2)清除顺序程序CNC首次上电时,由于PMC顺序程序有可能存在无效数据,这样会出现RAM PARITY或MMI等报警,因此要进行清除,具体操作方法有两种:(1)上电时同时按下X和O键(2)软键[PMC]——软键[EDIT]——[CLEAR]——软键 [CLEARALL]——[EXET]2 I/O模块地址分配各I/O 模块的顺序程序地址由机床生产商决定,这些地址在编程时设定在编程器的存储器中。
这些地址取决于I/O基本单元的联接位置(组号和基座号),各模块在 I/O基本单元中的安装位置(插槽号)和各模块名称。
具体定义可参阅FANUC编程说明书I/O模块地址分配一节。
这里仅举一例:假如您选用的是I/O Link(48/32点)I/O模块地址设定步骤如下:由软键[PMC]——软键[EDIT]——软键[MODULE]系统屏幕显示模块地址设定画面,将光标移到X004,输入0.0.1.OC02I,按下INPUT键,切断电源,再重新上电则设定生效。
3 FSSB的设定使用FSSB的系统,CNC,伺服放大器和分离型检测器接口单元之间通过光缆连接,对于FSSB的设定可以参阅FAUNC系统说明书,但是,我在这里要特别强调的是,在对各轴伺服参数初始化步骤中,具体操作是将伺服电机的参数更新为您实际配置伺服电机的有关参数。
4 参数设置这里所说的参数设置包括若干参数项,这要依照具体机床配置而定。
我们来跟发那科工业机器人重新装个系统!
我们来跟发那科工业机器人重新装个系统!重装机器人操作系统的步骤(注意U盘不能超过2GB)1 重装系统① 备份原机器人系统的文件一般使用U盘进行备份。
② 将文件夹7da707里面的文件copy到U盘的根目录下,同时在原机器人系统文件中找到orderfil.dat文件,将该文件copy到U盘的根目录下。
如果原U盘中已经有orderfil.dat文件,则该文件将被覆盖。
③将U盘插在控制柜上的USB接口。
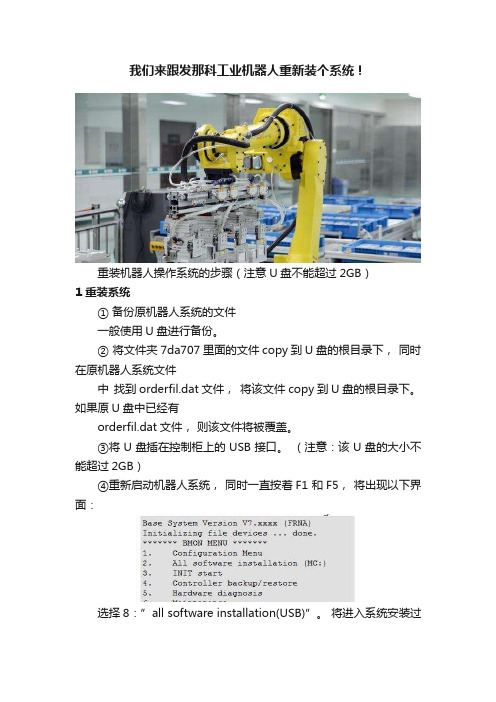
(注意:该U盘的大小不能超过2GB)④重新启动机器人系统,同时一直按着F1 和F5,将出现以下界面:选择8:”all software installation(USB)”。
将进入系统安装过程。
⑤大约20~30分钟后,安装过程介绍。
2 修改参数系统安装完成后,将自动进入Control Start的启动模式下,需要在该模式下修改2个参数。
① 焊接生产厂家:第二项由Japan该为USA,焊接速度和送丝速度将自动的由cm/min修改为IPM② 显示MASTER/CAL:从Menu->Variable->$Master_ENB,将该数值由3修改为1修改完毕后,按FCTN,选择Cycle power进入正常的工作模式,修改如下2个参数③Menu->system->config->hand broken: 由enable修改为disable④ Menu->system->config->Enable U1 signal->Group: 由”true” 修改为”false”⑤Men u->setup->ref position->No. 1->J1-J6, 将这6个值由”0” 修改为”5”⑥Menu->system->MCR->$SPC_RESET:该值本来显示为false,将其修改为”true”,马上该值将变成”false”3 Master/Cal重装系统后,原来的系统零点已经丢失,需要重新制作Master。
FANUC-OI-系统操作0401
以上内容全部背诵下来,这样才能上 机操作。
谢谢
FANUC 0i系统车床操作
山东山矿技工学校 授课教师:张秀娟
FANUC 0i系统车床操作
数控系统面板的组成部分: 1.CRT显示器 2.MDI键盘、软键盘 3.机床操作面板键盘 4.控制箱
1.CRT显示器 2.MDI键盘MDI键盘Fra bibliotek 参数 报警信息
刀补
暴恐
帮助
3.机床操作面板键盘 4.控制箱
开机:机床电源-系统电源-急停按钮-液压启动
关机:急停按钮-系统电源-机床电源
▪ 二、工作方式选择 ▪ (一)编辑工作方式 ▪ 1.零件程序目录检索 ▪ 2.零件程序建立、选择、删除 ▪ (1)零件程序建立 ▪ (2)零件程序选择 ▪ (3)零件程序删除
3.零件程序内容的输入和编辑
▪ (1)程序内容的输入 ▪ (2)程序行(段)的插入、程序行内字
符的插入 ▪ (3)程序段内字符的删除 ▪ (4)程序段内字符的修改 ▪ (5)程序段的段跳过
(二)手动工作方式
▪ 1、手动点动 ▪ 2、手轮进给
课堂小结
数控系统面板的组成部分: 1.CRT显示器 2.MDI键盘、软键盘 3.机床操作面板键盘 4.控制箱 仿真操作步骤
系统开机、关机
工作方式选择
做一做
机 床 操 作 面 板
机 床 操 作 面 板
控 制 箱
机床操作面板键盘
单段 跳段
没有 没有
没有
支持 支持
Fanuc系统机床调试说明

Fanuc系统机床调试说明FANUC-0IMD系统机床调试注意事项2009年7月版本2一、主机调整1.伺服初始化(1)准备:a:按下急停,设PWE = 1b:按「SYSTEM」→「△」→「SV-PRM」出现伺服设定屏幕。
(2)设初始化设定位为:00000000(3)电机代码:根据不同的电机型号进行设定。
电机型号:A8/3000i A12/3000i A22/3000i A30/3000i电机代码:177 193 197 203电机型号:A40/3000i AC8/2000i AC12/2000i AC22/2000i电机代码:207 176 191 196 (4) AMR:00000000(5) CMR:2(6) Feed Gear(N/M):根据机床实际情况设定。
直线轴:(不带光栅尺,丝杠和电机直连)螺距10mm 12mm 16mm 20mmN/M 1/100 3/250 2/125 1/50旋转轴:(不带光栅尺)转台齿轮比: 1/60 1/90 1/180 1/120N/M 3/500 1/250 1/500 3/1000(7) Driection Set:111 或–111(根据机床实际情况设定)(8) Velocity pulse No. :8192 (不带光栅)(9) Position pulse No. :12500(10) Ref. Counter:根据不同的螺距进行设定螺距:10mm 12mm 16mm 20mm参考计数器 10000 12000 16000 20000 (11)设定完毕,切断总电源。
(12)然后再通电,初始化设定位自动变成:000010102.FSSB 设定(1)参数 No.1902 设为 00000000(2)参数 No.1023:X:1Y:2Z:3B:4(3)在伺服初始化画面,初始化伺服参数(如1所述).(4)关闭CNC 电源,然后再启动。
(5)按功能键「SYSTEM」,按数次扩展键「△」,直至出现「FSSB」.第1 页(6)按软键「AMP」,出现放大器设定画面,给连接到放大器的轴设定一个顺序号,按照连接放大器的顺序设定号码。
发那科FANUC0系统的重装及调整方法
发那科FANUC 0系统的重装及调整方法一、前言数控系统由于机床长时间闲置、电池失效、操作人员操作失误等原因,均会造成数控系统的瘫痪,在此情况下必须对数控系统进行重装和调整。
前不久,我厂从外单位置换回一台台湾大冈工业股份有限公司生产的TNC-20NT数控车床,该数控车床因长期闲置,所用的FANUC0数控系统已经完全瘫痪,机床的数控系统在启动后CRT 不能进入FANUC0数控系统正常的工作界面,而显示出一些奇怪的乱码。
为了使机床能早日正常运行,我们通过原机床使用单位从机床购买商处拿到了该类型机床的技术数据参数,对该机床的数控系统进行重装及调整。
其具体方法如下:二、启动数控系统由于数控系统不能正常启动,并在CRT上显示出乱码,我们判断可能是两种原因引起的。
一是由于机床长期闲置不用,电池耗尽导致程序丢失后的残余参数造成;二是数控系统CNC主板损坏。
区别这两种故障的方法是:在启动机床数控系统的同时按下机床面板上的”RESET”和”DELETE”两个键,若待一会儿后CRT上显示出FANUC公司的版本号,并出现正常画面,则系统CNC主板正常。
反之则系统CNC主板损坏。
同时按下这些键的功能是清除机床的全部参数,即将因机床长期闲置,电池耗尽程序丢失后的残余参数全部清除,以便重新安装系统程序。
注意,这种方法一定要慎用,除非是数控系统死机或不能运行。
否则将使正常工作的整个机床数控系统瘫痪!三、系统密级型功能参数的输入当系统成功启动后,首先应输入FANUC 0系统的密级型功能参数,然后才能输入机床的其它参数,否则数控系统不能工作。
具体方法如下:a、将机床面板上的选择开关拨到MDI方式;b、按下”PARAM”键,使CRT上显示SETTING2画面;c、设定”PWE=1”,同时将机床面板上的EDIT KEY开关打开;d、首先输入901#参数,此时CRT上会出现100#编程报警,用删除键将该报警消除。
然后输入900#~939#FANUC0系统密级型功能参数;e、回到SETTING2画面,将”PWE=1”设定为”PWE=0”,同时将机床面板上的EDIT KEY开关关闭;f、关闭机床电源后,重新启动机床系统,现在就可以输入FANUC 0系统的其它机床参数。
FANUC-0I系统操作说明
FANUC-0I系统操作说明一、开机1.机床电源开(在机床左侧)2.伺服电源开(机床操作面板绿色键)二、回原点1.将OFFSET刀具偏置中的G54数值、刀具补正、刀具摩耗都清零。
2.将模式选择旋钮放置在手动状态,手动方式将刀架往X、Z负方向移动使刀架离卡盘的距离大于30—50㎜3.将模式选择旋钮放置在回原点状态,按住X+、Z+不放,此时机床自动回原点(CRT显示机械坐标为X350 Z300)三、编辑程序1.将模式选择旋钮放置在编辑状态2.按PROG程序按钮3.写程序号Oxxx x→INSERT4.按EO B程序结束符号→INSERT5.编写程序四、检验程序1.RESET[复位] →将光标放到程序号上2.将模式选择旋钮放置在手动状态,卡盘夹紧工件,指示灯亮,关闭防护门3.将模式选择旋钮放置在自动状态4.将机床轴锁开关打开(此时机床进给锁住)★千万不能忘5.按图形键GRAPH→设置参数→加工图6.按循环启动键7.再次按图形键GRAPH★注意:1.轨迹模拟后机床进给锁住,报警信号闪烁是正常现象2.模拟结束后,关闭机床轴锁开关,再次回原点(否则自动加工时会出错)五、输入工件坐标系和摩损量1. 将模式选择旋钮放置在手动状态,装刀具(铣床装卡盘与工件,校正工件)2. 车床主轴反转(铣床主轴正转)3. 调整转速4. 车端面→X正方向推出5. OFFSET(刀具编制)打开→形状(铣床为坐标系)→G 01→光标放到Z坐标上6. 写Z0→按“测量”软键7. 车外圆→Z正方向退出→主轴停8. 测量工件外圆直径(例:¢39.7)9. OFFSET(刀具编制)打开→形状→G 01→光标放到X坐标上10. 写工件直径(X39.7)→按“测量”软键11. OFFSET(刀具编制)打开→摩耗→M 01→光标放到X坐标上→写入0.5(铣床将刀具半径补偿4.1输入)六、自动加工1.选加工程序,RESET,将光标移到程序号上2.将模式选择旋钮放置在自动状态3.卡盘夹紧工件,关闭防护门4.单段开关打开5.将进给、快速倍率调低6.按循环启动键7.一个循环结束后,单段开关关闭8.按循环启动,自动加工。
FANUC-0i数控系统操作面板和手动操作
精心整理C-0i数控系统操作面板和手动操作面板如图所示(1)MODESELECT(方MDI操作画页(MODE)则Z2(1”(快方式无法进行精确的尺寸调整,当移动量大时可采用此方法。
(2)微调:本机床系统的微调需使用手轮来操作。
将方式开关置为“手轮”方式档。
再在手轮中选择移动轴和进给增量,按“逆正顺负”方向旋动手轮手柄,则刀具主轴相对于工作台向相应的方向移动,移动距离视进给增量档值和手轮刻度而定,手轮旋转360º,相当于100个刻度的对应值。
3.MDI程序运行(1)置手动操作面板上的方式开关于MDI运行方式。
(2)按数控面板上的“PROG”功能键。
屏幕显示如图所示。
当前各指令模态也可在此屏中查看出。
(3)在输入缓冲区输入一段程序指令,并以分号(EOB)结束,然后按INSERT(插入)键,程序内容即被加到番号为O0000的程序中。
本系统中MDI方式可输入执行最多6行程序指令,而且在MDI程序指令中可调用已经存储的子程序或宏程序。
MDI程序在运行以前可编辑修改,但不能存储,运行完后程序内容即被清空。
若用M99作结束,则可重新运行该MDI程序。
(4)程序输入完成后,按“循环启动”键即可实施MDI运行方式。
4.程序输入及调试1).程序的检索和整理程序的检索是用于查询浏览当前系统存贮器内都存有哪些番号的程序,程序整理主要用于对系统内部程序的管理,如删除一些多余的程序。
(1)将手动操作面板上的工作方式开关置编辑(EDIT)或自动挡,按数控面板上的程序(PROG)键显示程序画面。
(2)输入地址“O”和要检索的程序号,再按[OSRH]软键,检索到的程序号显示在屏幕的右上角,若没有找到该程序,即产生“071”的报警。
再按[OSRH]软键,即检索下一个程序。
在自动运(3(4“070”已不后2(①先根据程序番号检索的结果,选定某一还没有被使用的程序番号作为待输程序番号(如后按插入(程序显示画页各具体的程序行就可在其后输入。
FANUC系统调试流程
FANUC系统调试流程
一、硬件安装
1.确定机器人系统的结构和布局。
2.安装机器人本体、控制系统和外设设备。
3.接线,包括电源接线、信号接线和通讯接线等。
二、软件安装
1.安装机器人操作系统。
2.安装机器人控制软件。
3.安装程序开发环境,如FANUCROBOGUIDE。
三、网络配置
1.配置机器人控制器的IP地址,确保与其他设备连接的网络正常。
2.配置机器人本体和外设设备的通讯接口设置。
四、机器人调试
1.开机初始化,包括校准机器人系统的坐标等。
2.运动控制调试,包括验证机器人关节运动和直线运动等。
3.传感器调试,包括外部传感器和机器人内部传感器的配置和测试。
4.工具坐标系和工件坐标系的设置和校准。
五、系统功能测试
1.I/O测试,验证机器人输入输出功能是否正常。
2.程序功能测试,验证机器人程序的正确性和可靠性。
3.系统巡检,检查机器人系统的各项功能是否正常工作。
4.系统参数设置,根据实际应用需求进行系统参数的配置。
六、系统调试记录和整理
1.记录每一步的调试过程和结果。
2.整理调试过程中遇到的问题和解决方案。
3.形成系统调试文档,作为参考资料。
FANUC系统调试流程的具体步骤可能会根据实际情况有所不同,上述内容仅为一般性的指导,具体操作和顺序还需要根据实际情况进行调整。
在进行FANUC系统调试时,需要专业的技术人员进行操作,以确保系统的稳定性和安全性。
调试过程中还应注意安全操作,避免意外事故发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
当系统功能参数输入完毕后,重新按照系统密级型功能参数输入的步骤 a~c 操作,至第 d 步时从 000#参 数开始将机床厂商所给的机床数据参数全部输入完毕,然后回到 CRT 正常工作画面。此时一般情况下机床应有各 部分的动作了。接下来将机床面板上的选择开关拨到 JOG 方式下,手动检查各部分动作是否正常。若正常便可以
区别这两种故障的方法是:在启动机床数控系统的同时按下机床面板上的“RESET”和“DELETE”两个键, 若待一会儿后 CRT 上显示出 FANUC 公司的版本号,并出现正常画面,则系统 CNC 主板正常。反之则系统 CNC 主板 损坏。同时按下这些键的功能是清除机床的全部参数,即将因机床长期闲置,电池耗尽程序丢失后的残余参数全 部清除,以便重新安装系统程序。注意,这种方法一定要慎用,除非是数控系统死机或不能运行。否则将使正常 工作的整个机床数控系统瘫痪!
3、选择从 A 盘装入; 4、选择前面备份的数据文件名。 FANUC 数控系统 PMC 功能的妙用
FANUC 数控系统以其高质量、低成本、高性能 , 得到了广大用户的认可 , 在我公司得到了大量的使用 , 就其 系统本身而言 , 经受了连续长时间的工作考验 , 故障率较低。而故障多发于外围行程、限位开关等外围信号检 测电路上。
在实际工作中 , 了解和熟悉 FANUC 系统丰富的操作功能 , 对外围故障的判断和排除有着事半功倍的作用。
在这里 , 举例谈一下使用 FANUC 系统内嵌的强大、易用的 PMC 功能对外围故障的快速判断和排除。
功能 1 操作方法 : 按功能键 |SYSTEM| 切换屏幕→按|PMC|软键 , 再按相应的软键 , 便可分别进 入 |PMCLAD| 梯形图程序显示功能、|PMCDGN| PMC 的 I/0 信号及内部继电器显示功能 、|PMCPRM| PMC 参数和 显示功能。
为了使机床能早日正常运行,我们通过原机床使用单位从机床购买商处拿到了该类型机床的技术数据参数, 对该机床的数控系统进行重装及调整。其具体方法如下:
二、启动数控系统
由于数控系统不能正常启动,并在 CRT 上显示出乱码,我们判断可能是两种原因引起的。一是由于机床长 期闲置不用,电池耗尽导致程序丢失后的残余参数造成;二是数控系统 CNC 主板损坏。
需要注意的是台湾大冈工业股份有限公司生产的 TNC-20NT 数控车床在机床参数中增加了 D 参数,这些参数 是该机床的专用参数,正确地理解这些参数对于维护和修理该机床会带来意想不到的效果。下面用部分维修实例 来说明怎样利用 FANUC0 系统的机床参数检查、调整和修理机床故障。
五、故障修理实例
5.1、零件加工程序不能输入
发那科数控系统维修资料
FANUC 0 系统的重装及调整方法
一、前言
数控系统由于机床长时间闲置、电池失效、操作人员操作失误等原因,均会造成数控系统的瘫痪,在此情 况下必须对数控系统进行重装和调整。前不久,我厂从外单位置换回一台台湾大冈工业股份有限公司生产的 TNC-20NT 数控车床,该数控车床因长期闲置,所用的 FANUC0 数控系统已经完全瘫痪,机床的数控系统在启动后 CRT 不能进入 FANUC0 数控系统正常的工作界面,而显示出一些奇怪的乱码。
(4)、在系统引导画面选择所要的操作项第 4 项,进入系统数据备份画面;(用 UP 或 DOWN 键)
(5)、在系统数据备份画面有很多项,选择所要备份的数据项,按下 YES 键,数据就会备份到存储卡中; (6)、按下 SELECT 键,退出备份过程; 2、数据恢复: (1)、如果要进行数据的恢复,按照相同的步骤进入到系统引导画面; (2)、在系统引导画面选择第一项 SYSTEM DATA LOADING; (3)、选择存储卡上所要恢复的文件; (4)、按下 YES 键,所选择的数据回到系统中; (5)、按下 SELECT 键退出恢复过程; (三)使用外接 PC 进行数据的备份与恢复 使用外接 PC 进行数据备份与恢复,是一种非常普遍的做法。这种方法比前面一种方法用的更多,在操作上也更 为方便。操作步骤如下: 1、数据备份: (1)、准备外接 PC 和 RS232 传输电缆; (2)、连接 PC 与数控系统; (3)、在数控系统中,按下 SYSTEM 功能键,进入 ALLIO 菜单,设定传输参数(和外部 PC 匹配); (4)、在外部 PC 设置传输参数(和系统传输参数相匹配); (5)、在 PC 机上打开传输软件,选定存储路径和文件名,进入接收数据状态; (6)、在数控系统中,进入到 ALLIO 画面,选择所要备份的文件(有程序、参数、间距、伺服参数、主轴参数 等等可供选择)。按下“操作”菜单,进入到操作画面,再按下“PUNCH”软键,数据传输到计算机中; 2、数据恢复: (1)、外数据恢复与数据备份的操作前面四个步骤是一样的操作; (2)、在数控系统中,进入到 ALLIO 画面,选择所要备份的文件(有程序、参数、间距、伺服参数、主轴参数 等等可供选择)。按下“操作”菜单,进入到操作画面,再按下“read”软键,等待 PC 将相应数据传入; (3)、在 PC 机中打开传输软件,进入数据输出菜单,打开所要输出的数据,然后发送。 以上的操作,都必须使机床处在 EDIT 状态。 二 华中数控系统参数的备份与恢复 相比前面两种系统的数据备份方法,华中数控的数据备份方法更为简单方便。具体步骤如下: (一)数据备份: 1、在参数子菜单中输入权限密(按 F3 键); 2、在参数子菜单中,选择备份参数(按 F7 键); 3、选择备份到 A 盘; 4、输入备份参数文件名; (二)数据恢复: 1、在参数子菜单中输入权限密码(按 F3 键); 2、选择装入参数(按 F8 键);
三、系统密级型功能参数的输入
当系统成功启动后,首先应输入 FANUC 0 系统的密级型功能参数,然后才能输入机床的其它参数,否则数 控系统不能工作。具体方法如下:
a、将机床面板上的选择开关拨到 MDI 方式;
b、按下“PARAM”键,使 CRT 上显示 SETTING2 画面;
c、设定“PWE=1”,同时将机床面板上的 EDIT KEY 开关打开;
(请参阅:FANUC0 维修说明书) (一)、概述 FANUC 数控系统中加工程序、参数、螺距误差补偿、宏程序、PMC 程序、PMC 数据,在机床不使用是是依靠控制 单元上的电池进行保存的。如果发生电池时效或其他以外,会导致这些数据的丢失。因此,有必要做好重要数据 的备份工作,一旦发生数据丢失,可以通过恢复这些数据的办法,保证机床的正常运行。 FANUC 数控系统数据备份的方法有两种常见的方法: 1、使用存储卡,在引导系统画面进行数据备份和恢复; 2、通过 RS232 口使用 PC 进行数据备份和恢复。 (二)、使用存储卡进行数据备份和恢复 数控系统的启动和计算机的启动一样,会有一个引导过程。在通常情况下,使用者是不会看到这个引导系统。但 是使用存储卡进行备份时,必须要在引导系统画面进行操作。在使用这个方法进行数据备份时,首先必须要准备 一张符合 FANUC 系统要求的存储卡(工作电压为 5V)。具体操作步骤如下: 1、数据备份: (1)、将存储卡插入存储卡接口上(NC 单元上,或者是显示器旁边); (2)、进入引导系统画面;(按下显示器下端最右面两个键,给系统上电); (3)、调出系统引导画面;下面所示为系统引导画面:
输入零件加工程序进行试切削。反之则需要检查动作不正常部分的原因。此时可以从机床参数中调出机床 PLC 梯形图进行检查。
FANUC 0 系统设置了非常方便的调用 PLC 梯形图的方法,即修改机床参数便可以在 CRT 上查阅 PLC 梯形图, 并可在线监测 PLC 的输入输出状态。具体方法参照 FANUC0 系统密级型功能参数的输入方法至第 c 步,然后按下 PARAM 键,使之显示 PARAMETER 画面,将机床参数 60.2 改为“1”。将“PWE=0”,同时将机床面板上的 EDIT KEY 开关关闭。按下“DGNOS”键,此时 CRT 界面上 PLC 梯形图已经显示出来了。查阅动作不正常部分的 PLC 梯形图, 并结合调整和修改机床参数或修理机床电路,整个机床就可以正常工作了。
在检查中发现诊断参数 454.0 为“0”,将其修改为“1”后,自动循环正常。
数控系统的重装和调整方法对于数控机床维修人员来说是维修中一种非常重要的手段,熟练地掌握这种方 法会给数控系统的维护和修理工作带来极大的方便。 FANUC 和华中数控系统数据备份与恢复 2009-06-14 19:30
FANUC 系统数据备份与恢复
应用实例 : 本公司的一台日本立式加工中心使用 FANUC 18i 系统 , 报警内容是 2086 ABNORMAL PALLET CONTACT(M/C SIDE), 查阅机床说明书 , 意思是“加工区侧托盘着座异常 ", 检测信号的 PMC 地址是 X6.2 。 该加工 中心的 APC 机构是双托盘大转台旋转交换式 , 观察加工区内堆积了大量的铝屑 , 所以判断是托盘底 部堆积了铝屑 , 以至托盘底座气检无法通过。但此时报警无法消除 , 不能对机床作任何的操作。在 FANUC 系 统的梯形图编程语言中规定 , 要在屏幕上显示某一条报警信息, 要将对应的信息显示请求位 (A 线圈 ) 置为 "1", 如果置为 "0" ,则清除相应的信息。也就是说 , 要消除这个报警 , 就必须使与之对应的信息显示请求位 (A), 置为 "0" 。按|PMCDGN|→|STATUS|进入信号状态显示屏幕 , 查找为 "1" 的信息显示请求位 ( A)时 , 查 得 A10.5 为 "1" 。于是 , 进入梯形图程序显示屏幕 |PMCLAD|, 查找 A10.5 置位为 "1" 的梯形图回路 , 发 现其置位条件中使用了 一个保持继电器的 K9.1 常闭点 , 此时状态为 "0" 。查阅机床维修说明书 ,K9.1 的含 义是 : 置 "1" 为托盘底座检测无效。