9月9日连铸中包翻包
连铸意外事故处理
连铸意外事故处理连铸意外事故处理一、钢包滑动水口故障(漏钢或无法控流)现象:钢水从滑动水口某处或座砖处漏出,或者滑板打开后无法控制和关闭。
原因:因耐材质量、安装时滑板间隙过大,结合部泥料未填实等导致。
措施:如果漏钢不严重,钢水从滑动水口及机构某处漏钢,这时要快速调节钢水的流量维持浇钢,此时滑动水口不能再动。
但中间包不能溢流,上述都是以不损坏设备为前提。
反之,应立即将钢包开出浇注位置。
二、中间包故障1、开浇自动流钢现象:当钢包开浇后,钢水随即从中间包流出。
原因:塞棒头与水口碗配合不严,或存在异物。
措施:打开塞棒,提前正常启动拉矫机。
2、中间包开浇后控制失灵现象:中间包开浇后1min内钢流控制失灵,结晶器内钢水迅速上涨。
原因:钢水温度过低,塞棒头结冷钢;塞棒与水口之间有异物,塞棒机构失灵。
措施:瞬时提高拉速,关闭钢包,减少中间包注入结晶器的钢流,在此期间反复开关塞棒,试行关闭;如关闭不了或控制不住钢流,则先关闭钢包,再迅速把中间包开到溢流位置处理。
3、浇注过程中控流失灵现象:浇注过程中不能控流,结晶器液面上涨。
原因:浇注时间过长,耐材侵蚀过快。
措施:短时间提高拉速,同时关小钢包钢流;如关闭不了或控制不住钢流,则先关闭钢包,再迅速把中间包开到溢流位置处理。
4、中包水口和座砖间隙漏钢现象:钢水从中包水口和座砖之间流出。
原因:水口安装不符合要求、耐材质量、浇注时间过长。
措施:立即关闭钢包,关闭中间包,停止浇注,迅速把中间包开到溢流位置处理。
5、浸入式水口穿或裂现象:浸入式水口部分穿孔或开裂,钢水流出。
原因:耐材质量、浇注时间过长。
措施:用钢条或铝条塞住孔洞,用耐火泥料抹于裂纹处,同时降低中间包钢水高度和拉速,如果达不到预期效果,更换水口。
6、水口逐渐堵塞现象:虽然塞棒全部打开,但结晶器钢液面逐渐下降。
原因:钢水温度过低、中间包预热不良、钢水流动性不好或由Al2O3沉积引起堵塞。
措施:降低拉速,迅速打开或关闭塞棒以冲洗水口内沉积物;取下浸入式水口降低液面敞流浇注(把结晶器上口四方搭好石棉布),等待更换大包钢水。
中间包——精选推荐

中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。
钢铁作为一种重要的基础原材料,在世界各国的经济发展中发挥着举足轻重的作用。
自18世纪50年代以来,随着贝赛麦转炉和平炉的出现以及大规模的钢铁制造业的兴起,人类社会的文明进步明显加快。
尤其是20世纪以来,钢铁行业的蓬勃发展,成为全球经济和社会文明进步的重要物质基础。
在可以预见的时间范围内,钢铁仍然是世界上非常重要的材料,钢铁材料的综合优异性能使其在主要基础工业和基础设施中仍是不可替代的材料。
钢铁以其成本的竞争力和原料的高储备量、易开采、易加工以及良好的再生利用性,仍将作为全球性的主要基础原材料。
在钢铁工业的发展进程中,其基本原理并没有出现根本性的变化,但钢铁生产工艺流程中各工序的技术形成以及工程的组成内涵则发生了巨大的变化,从而使钢厂结构模式及制造流程发生了深刻变化。
20世纪50年代,作为钢铁工业革命标志的连铸技术发展起来,其特点是过程速度快,投资集中,技术日趋完善。
1970年全世界连铸比仅为5.6%,而到1990年全世界连铸比已达到62.4%,一些工业发达国家的连铸比超过了95%。
近年来世界上许多炼钢厂相继以全连铸生产取代了模铸生产,到1994年实现全连铸的国家已达24个。
通传统的模铸相比,连铸具有提高金属收得率和降低能量消耗的优越性,而减少金属资源和能量的消耗是符合可持续发展要求的。
全连铸的实现使炼钢生产工序简化,流程缩短,生产效率显著提高。
中间包是炼钢生产流程的中间环节,而且是由间歇操作转向连续操作的衔接点。
中间包作为冶金反应器是提高钢产量和质量的重要一环。
无论对于连铸操作的顺利进行,还是对于保证钢液品质符合需要,中间包的作用是不可忽视的。
通常认为中间包起以下作用:1、分流作用。
对于多流连铸机,由多水口中间包对钢液进行分流。
2、连浇作用。
在多炉连浇时,中间包存储的钢液在换盛钢桶时起到衔接的作用。
连铸连轧生产:中间包及中间包车

2.3.2 中间包车
2 中间包车类型 中间包车按中间包水口、中间包车的主粱和轨道的位置,可 分为悬吊式和门式两种类型。 (1)悬吊式中间包车 悬吊式中间包车又分为悬臂型和悬挂型两种类型。
2 中间包车类型
(1)悬吊式中间包车 悬吊式中间包车又分为悬挂型和悬臂型两种类型。
悬挂型中间包车特点是两根辊道 都在高架梁上,对浇注平台影响 最小,操作方便
3中间包使用基准 (6)中间包使用寿命以与厂家签订的技术协议为准,不低于 800min; (7)中间包烘烤,开浇前2~3h,一般需要先小火烘烤30min ,然后再大火烘烤90min以上。水口塞棒快速烘烤至1000℃以 上。利用中间包烘烤余热烘烤浸入式水口。
2.3.2 中间包车
1 中间包车的作用 中间包车是中间包的运载设备,设置在连铸浇注平台上,一 般每台连铸机配备两台中间包车,用一备一。在浇注前将烘烤 好的中间包运至结晶器上方并对准浇注位置,浇注完毕或发生 事故时,将中间包从结晶器上方运走。生产工艺要求中间包小 车具有横移、升降调节和称量功能。
3 中间包车的结构 中间包的升降机构有电动和液压驱动两种,升降速度约 30mm/s。两侧升降一定要同步,应设有自锁定位功能,并且中 间包车的前后左右四个液压油缸位置要处于同一水平面,否则 容易引起浸入式水口在结晶器内倾斜,从而影响结晶器内的流 场。中间包车升降动作应该与钢包回转台的高低位具有联锁保 护,即当钢包回转台处于低位时,中间包车严禁提升,防止与 钢包或钢包回转台碰撞。
连续铸钢生产
2.3 中间包及中间包车
2.3.1中间包
中间包简称中包,是位于钢包与结晶器之间用于钢液浇注的
装置,它首先接受钢包注入的钢水,然后将钢水注入结晶器进
行冷却凝固。中间包在连铸过程中起着减压、稳流、去夹杂、
连铸中间包穿包专项应急方案

连铸中间包穿漏应急方案1、事故特征1.1危险性分析连铸在大包开浇后中间包内存有大量钢水进行拉坯操作,当中间包使用时间过长或者耐火材料砌筑有缺陷,会对中间包壁耐火材料造成严重的侵蚀,当达到一定承受压力时钢水就会穿透包壁,对地面拉钢人员和其他生产设备造成严重烧伤和损害,从而给公司带来巨大的财产损失。
1.2中间包穿包原因分析1.2.1中间包在拉钢期间,温度持续保持高温不变,对包壁耐火材料侵蚀性不断加大,导致包壁发红,如果不及时发现采取降温中间包措施,极易造成穿包造成生产、安全事故。
1.2.2钢液的氧化性过强,其从中间包内带来的钢渣氧化性也会很高,高氧含量的钢液和高(FeO)的钢渣都会造成耐火材料侵蚀速率加快,同样会造成穿包。
1.2.3耐火材料质量不好,耐火度,荷重软化点等指标未达到标准要求,在正常的钢液条件下也会加速侵蚀造成穿包。
1.2.4中间包砌筑质量不好。
中间包砌筑没有达到规范要求,很容易造成耐火材料有裂纹或者脱落,钢液穿入后导致穿包。
1.2.5过度使用造成穿包。
在中间包使用过程中已发现包衬有较大侵蚀,并有穿漏危险而冒险使用。
1.3事故提前可能出现的征兆包衬腐蚀性严重、包壁发红、变形、钢水表面波动异常。
2 应急方案2.1岗位人员做好日常点检,做好拉钢期间的中间包测温记录,连铸平台保持干燥、无积水。
一旦发生事故应首先考虑先期处置,并寻求外援。
通知相关管理、技术人员到达现场。
2.2在班中发现中间包内包衬有问题或包壁发红等不良现象,并马上通知组长、机长、调度,由调度通知生产技术部共同研究防范措施,及时上报公司领导,同时除救援机构人员和必须坚持生产的人员外,其他人员一律不得靠近拉钢平台附近或撤离中间包路线20米以内不允许站人。
2.3机长立即采取降温、提拉速、关闭大包水口并旋转大包等措施,并马上通知车间主任、调度,调度室通知技术质量部共同研究防范措施,及时上报公司领导。
2.4现场除救援机构人员和必须坚持生产人员外,其他人员一律不得靠近连铸平台或撤离中间包吊运路线20米以内。
连铸工艺之中间包

中间包水口位置
• 返回。
• 返回
中间包的结构
• 中间包本体:
• 1.中间包壳体是由钢板焊 接而成的箱型结构件 • 2.中间包耐火衬由工作层、 永久层和绝热层等组成 • 3.中间包包盖的作用是保 温、防止中间包内的钢水 飞溅,减少临近设备受到 罐内钢水高温辐射、烘烤 的影响。
• 返回
中间包塞棒的认识
• • • • • • • • • 塞棒的类型: 1.袖砖型。 2.普通型 3.复合型 4.单孔型 5.多孔型 整体塞棒的优点: 1.使用安全 2.可以通过塞棒中孔向水口吹 氩,防止水口堵塞 • 3.可以多次使用,减少耐火材 料消耗。
中间包的发展史
• 中间包冶金是一项特殊的炉外精炼技术, 是从钢的熔炼和精炼到制成固态连铸坯这 个生产流程中保证获得优良钢质量的关键 一环。在连铸过程中起到重要的作用。已 经成为高效连铸必不可少的重要技术。它 对扩大连铸品种﹑增大连铸比﹑提高铸机 作业率﹑掌握浇铸过程的中间包钢水温度 的变化规律﹑优化生产作业﹑顺利进行多 炉连浇﹑改善钢坯质量等均起到重要作用。
• 重要参数
• 1.中间包的的容积 • 2.中间包的长、宽、 高。 • 4.中间包的内壁宽 度 • 5.中间包的水口直 径及水口间距
• 中间包的构造
• 1.类型要求
• ①中间包应具有最小的散热面 积,良好的保温性能 • ②中间包的形状力求简单,以 便于吊装、储存、砌筑、清理 等操作。
连铸机中间罐倾翻装置优化设计
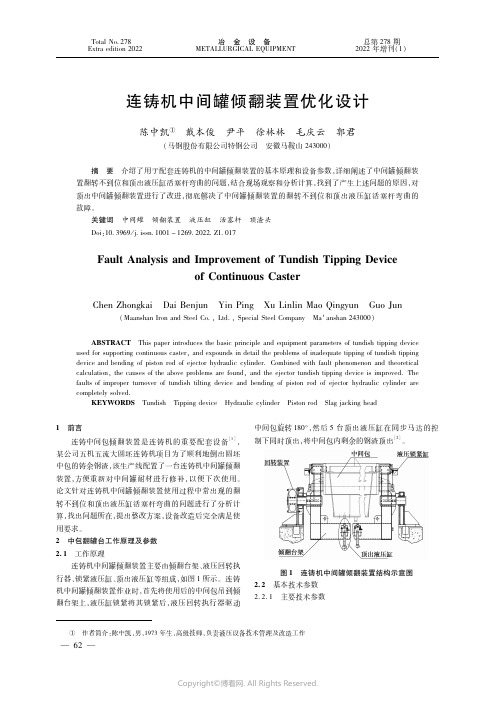
连铸机中间罐倾翻装置优化设计陈中凯① 戴本俊 尹平 徐林林 毛庆云 郭君(马钢股份有限公司特钢公司 安徽马鞍山243000)摘 要 介绍了用于配套连铸机的中间罐倾翻装置的基本原理和设备参数,详细阐述了中间罐倾翻装置翻转不到位和顶出液压缸活塞杆弯曲的问题,结合现场观察和分析计算,找到了产生上述问题的原因,对顶出中间罐倾翻装置进行了改进,彻底解决了中间罐倾翻装置的翻转不到位和顶出液压缸活塞杆弯曲的故障。
关键词 中间罐 倾翻装置 液压缸 活塞杆 顶渣头Doi:10 3969/j issn 1001-1269 2022 Z1 017FaultAnalysisandImprovementofTundishTippingDeviceofContinuousCasterChenZhongkai DaiBenjun YinPing XuLinlinMaoQingyun GuoJun(MaanshanIronandSteelCo.,Ltd.,SpecialSteelCompany Ma‘anshan243000)ABSTRACT Thispaperintroducesthebasicprincipleandequipmentparametersoftundishtippingdeviceusedforsupportingcontinuouscaster,andexpoundsindetailtheproblemsofinadequatetippingoftundishtippingdeviceandbendingofpistonrodofejectorhydrauliccylinder.Combinedwithfaultphenomenonandtheoreticalcalculation,thecausesoftheaboveproblemsarefound,andtheejectortundishtippingdeviceisimproved.Thefaultsofimproperturnoveroftundishtiltingdeviceandbendingofpistonrodofejectorhydrauliccylinderarecompletelysolved.KEYWORDS Tundish Tippingdevice Hydrauliccylinder Pistonrod Slagjackinghead1 前言连铸中间包倾翻装置是连铸机的重要配套设备[1],某公司五机五流大圆坯连铸机项目为了顺利地倒出圆坯中包的铸余钢渣,该生产线配置了一台连铸机中间罐倾翻装置,方便重新对中间罐耐材进行修补,以便下次使用。
连铸中包工安全技术操作规程

炼钢厂连铸车间中包工安全技术操作规程
第一条、上岗前按标准穿戴好劳动保护品准时参加班前会。
第二条、吊包前要认真检查好吊具钢绳,确认无误时方可使用。
第三条、吊运中包时,起钩时要确认各吊环是否挂牢后方可指挥吊车吊起,运送中包时要有人在前方引导,吊物下面不许有人作业或行走,如果有人要及时通知躲开,人不躲开吊车不许通过。
第四条、使用渡车启动前要确认渡车两侧轨道1.5米内无人或障碍物方可动车。
第五条、使用氧气作业时,放氧和烧氧人要配合好防止氧气回火烧伤。
第六条、吊废钢时要捆牢,钢绳粗细要适当,不许用钢绳捆热废钢,防止钢绳烧坏,废钢掉下砸伤人或砸坏车辆,往汽车箱内放废钢时,车箱内不许有人,待废钢放稳后人方可到车箱内解钢绳。
第七条、吊放中包盖时事先要确认好吊具或包盖上的挂钩是否完好,四个挂钩是否挂牢,确认无误后方可吊起,要用四根钢绳平吊、平放。
第八条、安装滑板时,包侧立要放稳放实,不许有异物在着立点上防止中包倒回砸伤人。
第九条、翻包时,要先确认好包内液体钢渣凝固方可翻包,
翻包区内地面要保证无积水和潮湿物方可进行,防止爆炸伤人。
第十条、清理搅拌机内废物或处理搅拌机故障时一定要将搅拌机电源开关箱上的电源撤掉后进行。
第十一条、用风镐打包盖子或拆中包永久衬时,要戴好防护眼镜,防止飞溅物伤眼。
第十二条、使用煤气烤包器时必须两人作业,要佩带好煤气报警器,确认烤包器作业区内煤气无超标,方可作业,烤包时一定要先点火后开煤气。
第十三条、严禁在煤气烤包器周围逗留或取暖。
第十四条、煤气烘烤器每班必须设专人,定期检查,防止有渗漏或燃烧不好发生煤气中毒事故。
宝得公司炼钢厂连铸车间
2009年1月20日。
连铸机事故预案

连铸机事故预案济南钢铁集团第三炼钢厂连铸机事故预案技术科二零零五年十一月十五日目录一、大包岗位生产事故预防及处理 (3) (一)钢包滑动水口机构粘钢 (3)(二)钢包滑板穿钢或失控 (4)(三)钢包窜包 (5)(四)中包吊走时扯坏SEN快换机构油缸 (5) (五)中包称重不准 (5)(六)大包回转台故障 (6)(七)低温缩眼事故 (6)二、中包岗位生产事故 (7)(一)塞棒故障 (7)(二)浸入式水口穿孔、开裂 (8)(三)SEN堵塞 (8)(四)结晶器溢钢 (9)(五)开浇漏钢 (10)(六)粘结漏钢 (11)(八)悬挂漏钢 (13)(九)引锭早脱 (14)(十)引锭脱不开 (15)(十一)铸坯鼓肚 (15)(十二)结晶器挂钢、结冷钢 (16)(十三)封顶漏钢 (16)(十四)结晶器下渣 (17)(十五)中间包漏钢 (17)(十六)塞棒自动关闭 (18)(十七)结晶器液位自动控制不准确 (18)(十八)水系统故障 (19)(十九)拉矫机跳闸 (19)(二十)液压系统故障 (20)(二十一)结晶器振动停止 (21)(二十二)结晶器调宽故障 (21)(二十三)中包烘烤事故 (22)(二十四)铸流跟踪故障 (23)(二十五) 急停按钮错误激活 (23)(二十六)上装引锭故障(CCM1) (24)(二十七)ASTC故障(CCM1) (24)(二十八)冻坯处理(CCM1) (25)(二十九)冻坯处理(CCM2/3) (26)(三十)漏油火灾时的处理 (27)(三十一)全厂停电时的处理 (27)三、出坯区生产事故 (28)(一)火焰切割机故障 (28)(二)定尺错误 (29)(三)切割过程故障 (29)(四)铸坯开斜 (29)(五)铸坯掉入地沟(CCM1) (30)(六)撞坏推钢机(CCM1) (30)(七)横移系统故障(CCM2/3) (30)在连铸机生产过程中,经常会出现因设备、耐材及操作本身原因引起的各种生产事故和异常情况。