材料成型工程 第七讲 轧制压力及力矩计算3
轧制理论)轧制原理PPT

开发专门的数值模拟软件,如MSC.Marc、ABAQUS等,可实现轧制过程的可视化模拟, 提高模拟的准确性和效率。
模拟结果验证
通过与实际轧制实验数据的对比,验证计算机模拟结果的准确性和可靠性,为实际生产 提供指导。
人工智能技术在轧制理论中的应用
神经网络模型
应用神经网络模型对轧制过程进行建模和预测,可以实现轧制参数 的优化和自适应控制,提高产品质量和生产效率。
制压力和力矩。
05 轧制过程中的温度场和应力场分析
CHAPTER
温度场分析的基本原理和方法
热传导方程
描述物体内部温度分布随时间变 化的偏微分方程,是温度场分析 的基础。
初始条件和边界条
件
确定热传导方程的解,初始条件 为物体初始时刻的温度分布,边 界条件为物体表面与周围环境之 间的热交换情况。
有限差分法
02 轧制变形基本原理
CHAPTER
轧制变形的基本概念
轧制变形
指金属坯料在两个旋转轧辊的缝 隙中受到压缩,产生塑性变形, 获得所需断面形状和尺寸的加工
方法。
轧制产品
通过轧制变形得到的产品,如板材、 带材、线材、棒材等。
轧制方向
金属在轧辊作用下变形的方向,通 常与轧辊轴线平行。
轧制变形的力学基础
利用塑性变形区的滑移线 场,通过数学解析计算轧 制压力。
上限法
基于塑性变形理论的上限 定理,通过构建速度场计 算轧制压力的上限值。
轧制力矩的计算方法
能量法
根据轧制过程中的能量守恒原理,通过计算变形 功来计算轧制力矩。
解析法
基于弹性力学和塑性力学理论,通过数学解析计 算轧制力矩。
有限元法
利用有限元分析软件,对轧制过程进行数值模拟, 从而计算轧制力矩。
轧制压力 轧制力矩 功率 计算模型
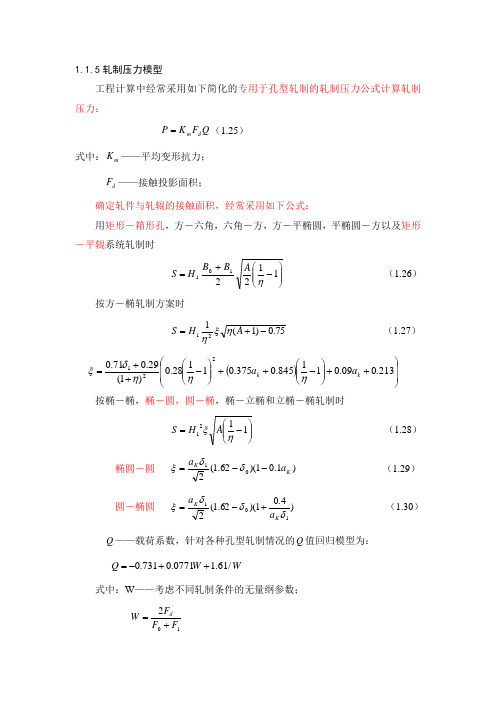
1.1.5轧制压力模型工程计算中经常采用如下简化的专用于孔型轧制的轧制压力公式计算轧制压力:Q F K P d m =(1.25) 式中:m K ——平均变形抗力;d F ——接触投影面积;确定轧件与轧辊的接触面积,经常采用如下公式:用矩形-箱形孔,方-六角,六角-方,方-平椭圆,平椭圆-方以及矩形-平辊系统轧制时⎪⎪⎭⎫ ⎝⎛-+=1122101ηA B B H S (1.26) 按方-椭轧制方案时 75.0)1(121-+=A H S ηξη(1.27)()⎪⎪⎭⎫ ⎝⎛++⎪⎪⎭⎫ ⎝⎛-++⎪⎪⎭⎫ ⎝⎛-++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ 按椭-椭,椭-圆,圆-椭,椭-立椭和立椭-椭轧制时⎪⎪⎭⎫ ⎝⎛-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ (1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30) Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=式中:W ——考虑不同轧制条件的无量纲参数; 102F F F W d+=其中:10,F F 分别为轧件入出口断面面积。
1.1.6轧制力矩及功率模型轧制力矩计算公式为:ψm z PL M =(1.31) 式中:P ——轧制压力m L ——平均接触弧长度ψ——力臂系数力臂系数ψ也采用对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34) 轧制功率是单位时间所做的功,即:tAN =(1.35) 式中:A ——变形功,KJ ; t ——轧制时间,s 。
又由轧制所消耗的功与轧制力矩之间的关系为:VtARt A AM ===ωθ(1.36) 式中:θ——角度,rad ; ω——角速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
轧制力矩
3. 空转力矩 M k 轧机空转时间内的摩擦损失。 4. 动力矩 M d 克服轧辊及机列不均匀转动时之惯性力所 需的力矩,对不带飞轮或轧制时不进行调速的 轧机,M d = 0。 结论:电动机所输出的力矩为:
M电 MZ M f Mk Md i
二、静力矩与轧制效率
1. 静力矩 主电机轴上的轧制力矩、附加摩擦力矩 与空转力矩三项之和称为静力矩。 与为已归并到主机轴上的力矩。则为轧 辊轴线上的力矩,若换算到电机轴上,需除 以减速比,即:
MZ Mj M f Mk i
2.轧制效率
轧制力矩直接用于使金属产生塑性变形 ,可认为是有用的力矩,而附加摩擦力矩和 空转力矩皆为伴随轧制过程而发生的不可避 免的损失。 轧制力矩(换算到主电机轴上的)与静 力矩之比,称为轧制效率,即:
MZ i MZ M f Mk i
通常约为: η=0.5~0.95
四、 动力矩
动力矩只发生在某些轧辊不匀速转动的轧 机上,如在每个轧制道次中进行调速的可逆轧 机。动力矩的大小可按下式确定:
GD 2 2 dn GD 2 dn Md (N· m) 4 g 60 dt 38.2 dt
应该指出,式中的回转体力矩GD2,应 为所有回转体零件的力矩之和。
1.轧制力矩,它与二辊式情况下完全相同 ,是以总压力P与力臂之乘积确定,即 Pa 2.使支承辊转动的力矩为 P0 a0 3.消耗在工作辊轴承中的摩擦力矩等于 工作辊轴承支反力X与工作辊摩擦圆半径 工 的乘积。 显然,要使工作辊转动,施加的力矩必 须克服上述三方面的力矩,即
M Pa P0 a0 X工
三、空转力矩
机列中各回转部件轴承内的摩擦损失,换算 到主电机轴上的全部空转力矩应为:
轧制原理第七章
电机传动所需的功率
功率的定义是单位时间所作之功,即
N
可见轧制时的功率为轧制力矩与轧辊角速度之积, M N 而ω为弧度/秒。为将N换算成工程上实用的参数千瓦,现作如
流动阻力矩, z 的计算及其讨论前面已完成。 M
电机传动所需的力矩
Mf
:附加摩擦力矩,是克服轧制时发生在轧辊轴承及传动机构
轴承内的摩擦力矩,与金属塑性流动所受的摩擦阻力矩相比,该
力矩为额外增加的部分,故称附加摩擦力矩;
M 0 :空转力矩,是由整个传动系统的各个零部件的自重所引起
的摩擦阻力矩,即轧机启动后,待轧时(还未过钢)电机轴上所
矩。
若仅将轧辊轴承处的摩擦力矩考虑在内(忽略其他传动部件中的 摩擦力矩),则轧制力矩 M 为
M M Mf i
其中,i是速比;M f 是辊颈处的附加摩擦力矩;M是纯的轧制力 矩。这是因为 M 是电机上的,而M和 M f是轧辊上的,而者之间的
关系相差一个速比i,换算到电机上时,需除以i。
轧制力矩的计算
道次
1 2
i 1
1
1 2
1 2 3
电耗 Ai
A1
能耗 ai
a1 A1 G
a2 A2 G
积累单耗 a
a1
a1 a 2
2
3
A2 A3
3
a3 A3 G
a1 a2 a3
Ⅳ. 根据上表绘出能耗曲线 该曲线的横轴为 ,纵轴为 a ,即总延伸系数与积累能耗的 关系曲线。这就是能耗曲线的测定过程。
材料成型工艺学,轧制力的计算

热轧过程中主要考虑变形温度和变形速度的影响,有时也 考虑变形速度的影响
2 Δh 2 ε= = ε 3 H 3
vhl vh Δ h vh ε= = = ε RH R H R
或
vhl vh Δ h vh u= = = ε RH R H R
5 轧制压力及力矩的计算
5.2 主电动机传动轧辊所需力矩及功率
5.2.1 传动力矩的组成
材料成形工艺学——轧制原理
5 轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.1 总轧制压力计算公式的一般表达式
P = pF 1 l ' p = ∫ px dx = 1.15σ ϕ nσ F 0
Px ——单位压力;
σϕ
' nσ F
——轧件的平均变形抗力; ——外摩擦等因素对应力状态的影响系数; ——轧件与轧辊的接触面积
K为平面变形抗力 粘性系数:
K = 9.8(14 − 0.01t )(1.4 + C + Mn)
η = 0.1(14 − 0.01t )
轧制速度 /m·s-1
系数C
t是轧制温度,C、Mn分别为以百分数表示的钢中碳、锰含量
<6 6~10 10~15 15~20
1 0.8 0.65 0.60
考虑轧制速度的修正算法
8 1.04 1.095 1.155 1.215 1.284 1.355 1.433 1.517 1.604 1.7 1.8 1.91 2.025 2.152 2.291 2.44 2.603
9 1.046 1.1 1.16 1.222 1.29 1.362 1.442 1.525 1.613 1.71 1.81 1.921 2.037 2.165 2.305 2.455 2.62
轧制原理教学课件PPT轧制力矩及功率

:合力作用角,a:力臂 。
11/44
2.单辊驱动
(P1=P2=P)
驱动辊的轧制力矩: Mz=Pa2 a2=(D+h)sin
12/44
3.力臂系数(合力作用点系数)
令a =l,:力臂系数 则=(合力作用角)/(咬入角) =a(力臂)/l(变形区长度) 转动两个轧辊所需的力矩:
7.轧制力矩及功率
安徽工业大学材料学院 2012.10.24
1/44
主要内容:
7.1 主电机传动轧辊所需的力矩
7.2 轧制力矩Mz的确定
7.3 附加摩擦力矩Mf及空转力矩M0和动力 矩Md的确定 7.4 电机负荷图
7.5 主电机功率的计算
2/44
目的及要求:
了解确定轧机传动力矩及功率的意义。
18/44
设轧件重为G吨,
在该道次的总能耗为
A= (an+1-an)G kW· h
= 3600(an+1-an)G kW· s
4/44
7.1.2 传动力矩的组成
电 机
减 速 箱齿 轮 座轧 机 机 架5/50
1.传动力矩的组成:
欲确定主电动机的功率,必须首先确定传动轧辊的 力矩。轧制过程中,在主电动机轴上,传动轧辊所 需力矩最多由下面四部分组成:
MD= Mz /i + Mf + M0 + Md
MD:主电机轴上的传动力矩;
9/44
轧制力(轧制总压力)和它对 于两轧辊中心连线的垂直距离 (力臂)的乘积称之为轧制力矩。 如右图,如果去掉由水平力引 起的力矩(考虑到水平力平衡), 则轧制力矩Mz可由单元体素对 一个轧辊作用的垂直力乘以相 应的力臂来计算。 l l lr dx dx dx M z B p x B t x B t x (忽略摩擦力) 0 lr 0 cos cos cos
几个重要工艺参数的计算
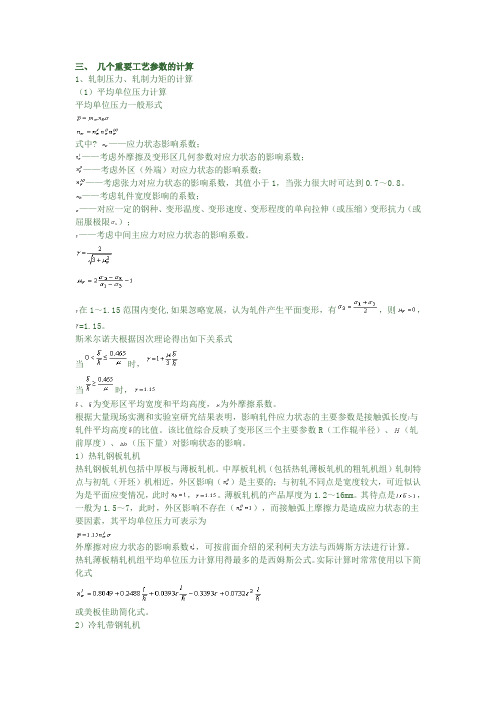
三、几个重要工艺参数的计算1、轧制压力、轧制力矩的计算(1)平均单位压力计算平均单位压力一般形式式中? ——应力状态影响系数;——考虑外摩擦及变形区几何参数对应力状态的影响系数;——考虑外区(外端)对应力状态的影响系数;——考虑张力对应力状态的影响系数,其值小于1,当张力很大时可达到0.7~0.8。
——考虑轧件宽度影响的系数;——对应一定的钢种、变形温度、变形速度、变形程度的单向拉伸(或压缩)变形抗力(或屈服极限);——考虑中间主应力对应力状态的影响系数。
在1~1.15范围内变化,如果忽略宽展,认为轧件产生平面变形,有,则,=1.15。
斯米尔诺夫根据因次理论得出如下关系式当时,当时,、为变形区平均宽度和平均高度,为外摩擦系数。
根据大量现场实测和实验室研究结果表明,影响轧件应力状态的主要参数是接触弧长度与轧件平均高度的比值。
该比值综合反映了变形区三个主要参数R(工作辊半径)、(轧前厚度)、(压下量)对影响状态的影响。
1)热轧钢板轧机热轧钢板轧机包括中厚板与薄板轧机。
中厚板轧机(包括热轧薄板轧机的粗轧机组)轧制特点与初轧(开坯)机相近,外区影响()是主要的;与初轧不同点是宽度较大,可近似认为是平面应变情况,此时,。
薄板轧机的产品厚度为1.2~16mm。
其待点是,一般为1.5~7,此时,外区影响不存在(),而接触弧上摩擦力是造成应力状态的主要因素,其平均单位压力可表示为外摩擦对应力状态的影响系数,可按前面介绍的采利柯夫方法与西姆斯方法进行计算。
热轧薄板精轧机组平均单位压力计算用得最多的是西姆斯公式。
实际计算时常常使用以下简化式或美板佳助简化式。
2)冷轧带钢轧机冷轧带钢轧机的轧件尺寸更接近于推导理论公式时所做的假设,即宽度比厚度大得多,宽展很小,可认为是平面变形问题。
轧件厚度小,轧件内部不均匀变形可忽略,因而平面断面假设和滑动摩擦理论与冷轧带钢(薄板)的情况较符合。
此外,冷轧时均采用张力轧制,因而计算冷轧平均单位压力时,必须考虑张力影响。
轧制力矩及计算
轧制力矩及计算
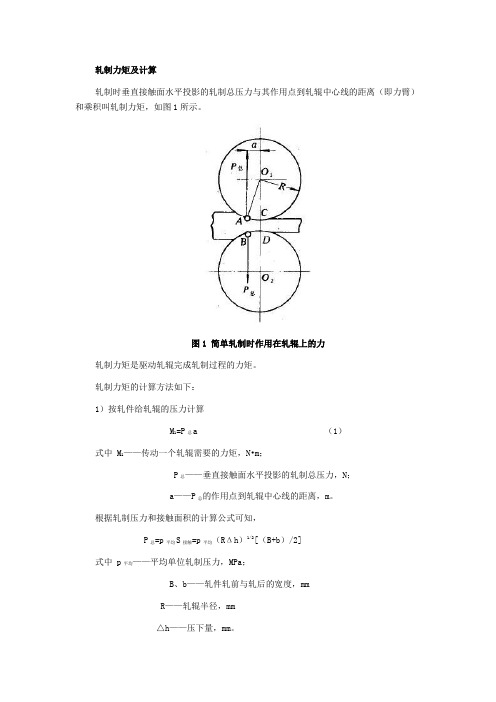
轧制时垂直接触面水平投影的轧制总压力与其作用点到轧辊中心线的距离(即力臂)和乘积叫轧制力矩,如图1所示。
图1 简单轧制时作用在轧辊上的力
轧制力矩是驱动轧辊完成轧制过程的力矩。
轧制力矩的计算方法如下:
1)按轧件给轧辊的压力计算
M1=P总a (1)
式中 M1——传动一个轧辊需要的力矩,N•m;
P总——垂直接触面水平投影的轧制总压力,N;
a——P总的作用点到轧辊中心线的距离,m。
根据轧制压力和接触面积的计算公式可知,
P总=p平均S接触=p平均(RΔh)1/2[(B+b)/2] 式中 p平均——平均单位轧制压力,MPa;
B、b——轧件轧前与轧后的宽度,mm
R——轧辊半径,mm
△h——压下量,mm。
力臂a可按下式计算:
a=Ψ(R△h)1/2×10-3,m (2)
式中Ψ一轧制压力的力臂系数。
将(2)代入(1)可得
M1=p平均R△hΨ[(B+b)/2]×10-3,N•m (3)热轧时力臂系数取值如下:
方形断面轧件Ψ=0.5
圆形断面轧件Ψ=0.6
在简单轧制情况下,即两个轧辊的直径相同,转速相等,双辊驱动,轧件作匀速运动,当轧件性质相同时,在上下两辊的作用下,轧件两面产生的变形一样,这时驱动两个轧辊的轧制力矩为:
M=M1+M2
因 M1=M2
故
M=2P总a
或
M=p平均R△hΨ(B+b)X10-3,N•m
2)按能量消耗计算
M1=A变R/l
式中A变——变形功,J;
R——轧辊半径,mm;
l——轧件轧后长度,mm。
这种方法适用于计算轧制非矩形对称断面轧件的轧制力矩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.6 主电功机传动轧辊所需力矩及功率
• 4.6.1 传动力矩的组成
• 轧制过程中,在主电动机轴上传动轧辊所需力矩最多由下
面四部分组成:
Mz——轧制力矩,用于使轧件 塑性变形所需之力矩; Mm——克服轧制时发生在轧辊 轴承,传动机构等的附加摩擦 力矩;
轧制过程中,轧件通过 辊间时,在轴承内以及 轧机传动机构中有摩擦 力产生,附加摩擦力矩 是指克服这些摩擦力所 需力矩
2020/5/7
2020/5/7
大学课件出品 版权归原作者所有 联系QQ :910670854 如侵权,请告知,吾即删 更多精品文档请访问我的个人主页 docin/611696569
2020/5/7
附赠人生心语
2020/5/7
2020/5/7
人生太短,聪明太晚(1)
• 我们都老得太快 却聪明得太迟 • 把钱省下来,等待退休后再去享受 • 结果退休后,因为年纪大,身体差,行动
不方便,哪里也去不成。钱存下来等养老 ,结果孩子长大了,要出国留学,要创业 做生意,要花钱娶老婆,自己的退休金都 被拗走了。
2020/5/7
2020/5/7
2020/5/7
采里柯夫平均单位压力计算公式可 计算热轧轧制力也可进行冷轧计算
2020/5/7
4.5.2 采用斯通平均单位压力计算
2020/5/7
Y=0.037
Z=0.32
2020/5/7
4.5.3 爱克伦得公式计算
2020/5/7
R=(D-h+s)/2
爱克伦得平均单位压力公式适合 于孔型轧制压力计算
动力矩确定
• 在不均匀转动进行工作的几种轧机中,如可逆式 轧机,轧制速度变化时,便产生克服惯性力的动 力矩,其数值可由下式确定:
2020/5/7
4.6.2轧制力矩的确定
• 在转动轧辊所需的力矩中,轧制力矩是最主要的 。
• 确定轧制力矩有两种方法 ✓ 按轧制力计算:对板带材等矩形断面轧件计算较
精确 ✓ 利用能耗曲线计算:用于计算各种非矩断面的轧
•轧制时的能量消耗一般是以电机负荷大小测量的,故在这种 曲线中还包括有轧机传动机构中的附加摩擦消耗,但除去了 轧机的空转消耗。 •按能耗曲线确定的力矩为轧制力矩Mz和附加摩擦力矩Mm之 和。
2020/5/7
2020/5/7
4.6.3 附加摩擦力矩的确定
• 附加摩擦力矩的组成有 两大项
✓ 轧辊轴承中的摩擦力矩 ✓ 传动机构中的摩擦力矩 下面分别论述 1)轧辊轴承中的附加摩
大于轧制力矩。
• 在静力矩中,轧制力矩是有效部分,附加摩擦力矩和空转 力矩是由于轧机的零件和机构的不完善引起的有害力矩。
• 轧机的效率:换算到主电动机轴上的轧制力矩与静 力矩之比的百分数称为轧机的效率:
η随轧制方式和轧机结构
不同(轧辊的轴承构造)在
相当大的范围内变化,η
2020/5/7
=0.5-0.95
2020/5/7
计算作业
• 1 已知一四辊轧机工作辊径为D=600mm,轧制钢种为40cr,轧制前
轧件的宽为B=3000mm,高为H=250mm。该轧机以n=80转/分 变形,变形 前后的平均变形温度为1150℃,宽展系数β=0.20,压下量△h=75mm.试 求轧制压力。.若轧辊直径增加,单位压力如何变化?(用采里柯夫公 式计算,轧辊材质为锻钢) • 2 已知一四辊轧机工作辊径为D=450mm,轧制钢种为40cr,轧制前轧 件的宽为B=1700mm,高为H=5mm。该轧机以n=400转/分 变形,压下量 △h=1.2mm.平均变形抗力80KG/mm2,平均张力35KG/mm2 试求轧制压力 。.若轧辊直径为D=300mm,单位压力如何变化?(用斯通公式计算, 轧辊材质为锻钢,轧件与轧辊间摩擦为0.2) • 3已知一四辊轧机工作辊径为D=650mm,轧制钢种为1Cr18Ni9Ti,轧 制前轧件的宽为B=3500mm,高为H=250mm。该轧件以变形速度为2 的条件变形,变形前后的平均变形温度为1150℃,宽展系数β=0.20,压 下量△h=50mm.试求轧制压力.若轧辊直径减小,单位压力如何变化? (分别用西斯姆、采里柯夫公式计算,对计算结果进行分析)。
• 轧制所消耗的功A与轧制力矩之间的关系为
2020/5/7
利用能耗曲线确定轧制力矩
型钢和钢坯轧制一般表示 为每吨产品的能量消耗与 总延伸系数间的关系
2020/5/7
板带材一般表示为每
吨产品的能量消耗与 板带厚度的关系
第n十l道次的单位能耗 (an+1- an)kW·h/t 如轧件重量为G吨,在该道次之总能耗
按上是式计算复杂,通常按下面经验计算
2020/5/7
新式取上,旧取下
4.6.5静负荷图
为了校核和选择主电动机,需知轧机负荷 随时间变化的关系图(静负荷图)
绘制静负荷图的条件 ✓确定出轧件在整个轧制过程中在主电机轴
上的静负荷值 ✓确定各道次的纯轧和间歇时间
2020/5/7
几种常见的静负荷图
2020/5/7
擦力矩 对上下两个轧辊(共四个
轴承)而言,该力矩值 为:
202传动系统的附加摩擦力矩根据传动效率
按下式计算:
•换算到主电动机轴上的附加摩擦力矩应 为
2020/5/7
4.6.4空转力矩的确定
空载转矩应等于所有转动机件空转力矩之和,当换算至主 电动机轴上时。则转动每一个部件所需力矩之和为:
2020/5/7
Mk——空转力矩,即克服空转时的摩擦力 矩;空转力矩是指空载转动轧机主机列所 需的力矩,
Md——动力矩,此力矩为克服轧辊不均速 运动时产生的惯性力所必需的;
i——轧辊与主电动机间的传动比
2020/5/7
静力矩的确定
• 静力矩:轧辊做均速转动时所需的力矩。
• 在一般情况下。以轧制力矩力最大,只有在旧式轧机上, 由于轴承中的摩擦损失过大,有时附加摩擦力矩才有可能
制力矩计算 1)按金属对轧辊的作用力确定轧制力矩 用金属对轧辊的垂直压力P乘以力臂a
2020/5/7
2020/5/7
摩擦力在垂直方向上的分力相比很 小·可以忽略
力臂实际上等于单位压力图形的重 心到轧辊中心连线的距离
2)按能量消耗曲线确定轧制力矩
• 按轧制时能量消耗来决定轧制力矩是合理的, 轧制条件相同时,其计算结果也较可靠。