机械制造课设连杆工序卡
连杆机械加工工序卡片模板
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
0.02
0.5
20
描图
同时加工件数
多功能专机
专-005
1
夹具编号
夹具名称
切削液
ZJ-002
钻螺纹孔夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻2~12.8至尺寸
锥柄麻花钻Ф12.8 GB1438/85
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣接合面至尺寸
可转位套式面铣刀200X18 YT5(精)
600
377
0.08
0.5
1
描图
连杆接合面及止口专用检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
连杆机械加工工序卡

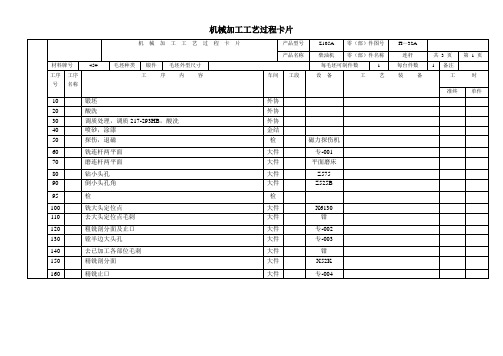
连杆机械加工工序卡XX 公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00 共 33 页产品名称连杆零(部)件名称连杆第 1页工序号工序 名 称车间材料 牌 号1辊锻40Mn毛坯种类 毛坯外型尺寸 每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数辊锻压力机1夹具编号夹 具 名 称 冷 却 液工位器 具编号 工位器 具名称工主 轴 切 削 吃 刀步工步内容工艺装备转速速度走刀量走 刀号深 度(转/分) (米/ 分)毫米/转次 数(毫米)描图描 校底 图 号编制(日期) 审察(日 期) 赞同(日 期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日 期连杆机械加工工序卡XX公司(学校)机械加工工序卡片工步工步内容号模锻成型,切边描图描校底图号标记处数更正文件号签字日期标记处数更正文件号产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 2页工序号工序名称车间材料牌号2模锻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数模锻压力机1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33页连杆机械加工工序卡工步工步内容号热办理, HRB225 ~262抛丸去除氧化皮描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片产品名称连杆零(部)件名称连杆第3页工序号工序名称车间材料牌号3热40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 4页工步工步内容号1以一大平面定位,将有凸标记面(基准面下同)向上,侧面夹紧,粗铣端面尔后翻转,铣另一面至尺寸39 00.32 mm2以相同定位方式定位,先铣基准面,再以基准面定位精铣描图另一面,精铣两端面至尺寸38 00..170232mm,描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称冷却液XX-L-01铣夹具工位器具编号工位器具名称主轴切削走刀量吃刀走刀工艺装备转速速度深度毫米/转次数(转/分)(米/ 分)(毫米)Φ 63 面铣刀340641游标卡尺 0-125425801编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 5页工步工步内容号1以基准大平面定位 3 个自由度以小头孔外圆定位 2 个自由度夹紧工件,钻Φ27mm孔,2扩Φ 20mm 孔至Φ 孔,3铰Φ 孔至Φ 29.29 00.052mm3,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称冷却液XX-L-02钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 麻花钻3001Φ 扩孔钻32011Φ 铰刀1371内径千分表编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 6页工步工步内容号1以小头孔及大头孔定位,夹紧工件,粗铣侧面至尺寸98mm2半精铣侧面至 98 0.15 ,3自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数全能卧式铣床X62W1夹具编号夹具名称冷却液XX-L-03铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 7页工步工步内容号1以基面、小头孔及大头一侧面定位,夹紧工件,扩孔至Φ 60 1mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻Z30801夹具编号夹具名称冷却液XX-L-04扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 60 扩孔钻41021编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 8页工序号工序名称车间材料牌号工步工步内容号1以基准面,小头孔及大头侧面定位,夹紧工件,铣大头配重块端面,保证尺寸 245 mm,2半精铣至尺寸 243 00.12mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片8铣机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-05铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 9页工序号工序名称车间材料牌号9铣40Mn工步工步内容号1以基准平面,小头孔及大头侧面定位,夹紧工件,铣开连杆保证尺寸 49.5 00.16mm及 191.5 00.185mm,2去毛刺3编号描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-06铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 63 锯片铣刀 2mm厚35521锉刀钳工工具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 10页工序号工序名称车间材料牌号10铣40Mn工步工步内容号1连杆体以基面,小头孔及一大头侧面定位,夹紧工件,精铣连杆体结合面至尺寸,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-07铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 11页工序号工序名称车间材料牌号11铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-08铣夹具工位器具编号工位器具名称工步工步内容号1以连杆盖大头基面,配重块基面及大头一侧面定位,夹紧工件,精铣结合面,保证尺寸48 00.12mm,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第12页工序号工序名称车间材料牌号工步工步内容号1以连杆体大头基面,小头孔及一侧面定位,夹紧工件,铣斜槽,保证尺寸 5 00..1005 8mm描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-09铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 68 铣槽专用铣刀3377251编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第13页工序号工序名称车间材料牌号毛坯种类毛坯外型尺寸 每坯件数 每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-10铣夹具工位器具编号工位器具名称工主 轴切削 吃 刀步工步内容工艺装备走刀量走 刀号转 速 速度深 度(转/分) (米/ 分)毫米/转次 数(毫米)1以连杆体盖大头基面, 大头配重块基面及一侧面定位,夹紧,Φ 68 铣槽专用铣刀3377251工件铣斜槽,保证尺寸 5 0005108mm描图描校底 图 号标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片产品名称编制(日期) 审察(日 期) 赞同(日 期)郭 X零(部)件图号 LG-00 共 33 页 连杆零(部)件名称连杆第 14 页工序号工序名 称车间材料牌 号工步号1描图描校底图号毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数专用钻床1夹具编号夹具名称冷却液XX-L-11钻模工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)连杆体以基面,小头孔及一侧面定位,连杆盖以基面,一大Φ 10 麻花钻650头侧面及配重块平面定位,夹紧工件,钻4- Φ 10mm孔深度h min30mm ,地址由夹具保证,编制(日期)审察(日期)赞同(日期)标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号XX公司(学校)机械加工工序卡片郭 X零(部)件图号LG-00共 33页连杆零(部)件名称连杆第 15页15锪40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-12锪夹具工位器具编号工位器具名称工主 轴 切 削吃 刀步工步内容工艺装备转 速速走刀量深走 刀号度度(转/分)毫米/转次 数(米/ 分)(毫米)1连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺栓, Φ 24 端面锪钻16012座面保证尺寸 240.35mm ,2连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺母, 16012座面保证尺寸 270.35mm ,描图3去毛刺飞边锉刀描校底 图 号编制(日 期) 审察(日 期) 赞同(日 期)标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片郭 X零(部)件图号 LG-00 共 33 页 连杆 零(部)件名称连杆第16 页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件扩Φ 10mm 孔至Φ 12mm ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,扩Φ 10mm 孔至Φ 12mm ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-13扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 12 扩孔钻6001Φ 12 扩孔钻6001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第17页工步工步内容号以连杆盖结合面及两孔定位,夹紧工件扩连杆盖Φ12mm 1至Φ 13mm ,保证尺寸19mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-14扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)530Φ 13 扩孔钻编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件铰Φ 10mm 孔至Φ ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,铰Φ 10mm 孔至Φ ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-15铰夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ铰刀550Φ铰刀550编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第19页工步工步内容号1连杆体及连杆盖均以结合面及两孔定位,夹紧工件,倒角1X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数立式钻床Z512-11夹具编号夹具名称冷却液XX-L-16倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 16 麻花钻3001411编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第20页工步工步内容号1冲刷连杆体及连杆盖,及去毛刺描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)冲刷液锉刀编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第21页工步工步内容号1将配对的连杆体及连杆盖用工艺螺栓组配到一起,标记均朝上,保证拧紧力矩100-120N m2每装置 20 对工件检验力矩描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数气动扳手1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)气动扳手扭力扳手编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第22页工步工步内容号1以大头基面,小头孔及一侧面定位,夹紧工件,粗镗大头孔至尺寸Φ 64mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T681夹具编号夹具名称冷却液XX-L-17镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)可转位镗刀150301编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第23页工步工步内容号1以大基面及大头孔定位,夹紧工件,大头孔倒角3X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床W621夹具编号夹具名称冷却液XX-L-18倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)刀盘1501431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第24页工步号1描图描校底图号锻件毛坯图11设备名称设备型号设备编号同时加工件数双轴可调镗床1夹具编号夹具名称冷却液XX-L-19镗夹具工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)以基面,一侧面及小头孔做预定位,在小头外圆用以活动V镗刀200401块做辅助定位,当夹紧活动 V 块时撤去小头孔定位销,夹紧工件,半精镗大头孔至尺寸Φ6500.19mm ,,精镗小头镗刀500501孔至尺寸Φ 29.490.33,编制(日期)审察(日期)赞同(日期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,精镗大头孔至尺寸Φ 65.4 00.046mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T6111夹具编号夹具名称冷却液XX-L-20镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)镗刀250501编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 26页工步工步内容号1称量大,小头重量,当大头重量小于 1160 克时,小头重量应小于 460 克2当大头重量大于1160克时,小头应小于510 克3大头重量不大于1223克描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数电子称1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第27页工步工步内容号1按称重去除配重块资料描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-21铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀475编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第28页工步工步内容号1以基面,大头孔及小孔定位,夹紧工件,钻Φ油孔,2钻Φ 10 孔,保证尺寸 6mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30251夹具编号夹具名称冷却液XX-L-22钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 麻花钻4801Φ 10 麻花钻5001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第29页工步工步内容号1以大基面及小头孔定位,夹紧工件,小头孔倒角2X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-23倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 36 麻花钻3001431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第30页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,珩磨大头孔至尺寸Φ 65.5 00.019mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数珩磨机床1夹具编号夹具名称冷却液XX-L-24磨夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)100031编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 31页工步工步内容号1检验各图中尺寸描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)专用检具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 32页工步工步内容号1磁粉探伤机检测连杆体可否有裂缝,裂纹气孔等弊端2退磁描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)磁粉探伤机编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第33页。
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)【范本模板】
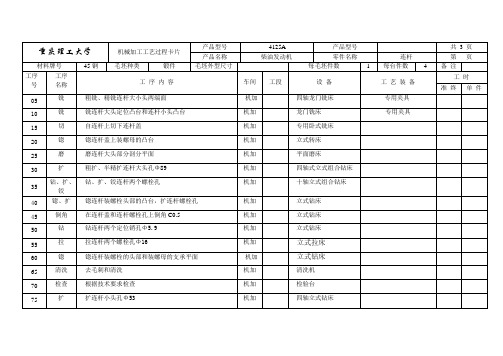
机械加工工艺过程卡片产品名称柴油机零(部)件名称大件老连杆共(43 )页第( 1 )页车间工序号工序名称材料牌号50 铣连杆平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数连杆两平面铣床NZ73008 专—229 4夹具编号夹具名称切削液冷却液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣上平面至连杆身中心平面86 108 2.09 1。
8 1 描图2 精铣上平面至杆身中心平面86 108 2.09 0.7 13 粗铣下平面至86 108 2。
09 1。
8 1 描校4 精铣下平面86 108 2。
09 0.7 1装订号设计(日期)审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零(部)件名称连杆共(43 )页第( 2 )页车间工序号工序名称材料牌号60 磨两平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数平面磨床苏联037-1 6夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 磨上平面至杆身中心平面1000 1100 0。
02 0。
4 20 描图磨下平面至尺寸1000 1100 0。
02 0.4 20 退磁描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零(部)件名称连杆共(43 )页第( 3 )页车间工序号工序名称材料牌号70 钻小头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z575 021—51 1夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻小头孔至尺寸88 11.75 0.34 54 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H—32A产品名称柴油机零(部)件名称连杆共(43 )页第( 4 )页车间工序号工序名称材料牌号大件老连杆80 倒小头孔角45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立衍X525B 021—56 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔上端倒角至尺寸85 12。
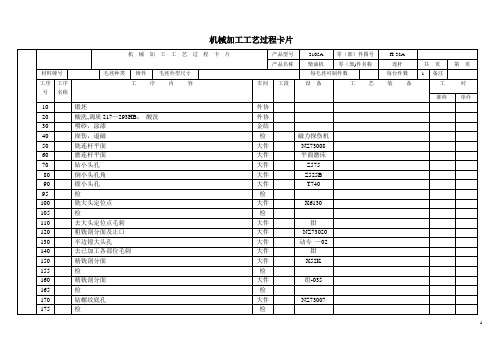
ZH1125连杆工艺过程卡片

1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
90
铣承压面
1、铣承压面宽度为19±0.1,粗糙度为6.3,已加工面对盖顶距离
为20.4±0.1(承压面对测量块尺寸为),
对定位端面垂直度为0.1。
2、锉削已加工部位毛刺、飞边。
100
切断
1、切断连杆分合面,12.5,连杆盖分合面到承压面距离为36.5±0.1,
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
70
铣定位点
1、铣小头∮20凸台,粗糙度公差为3.2,已加工面对小头孔中心距
为27.5±0.05,对大小头中心线平行度为0.02,对定位端面垂直
度公差为0.03。
2、铣小头∮10凸台,粗糙度公差为3.2,已加工面对小头孔中心距
分开面位置度公差为0.1。
2、精镗连杆衬套孔至∮36+0.01~+0.015,保证大小头孔中心距185±0.03,
粗糙度为0.8。
340
倒油孔角
倒120。油孔角,深3。
350
铣油槽
1、铣衬套孔油槽至R5,1.6,宽度5.5,长26,轴向位置9。
2、去除已加工表面毛刺。
编制(日期)
审核(日期)
标准化(日期)
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
机械加工工艺过程卡片(连杆)
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。
机械制造技术课程设计工序卡

1
6
5
7
2
16
2
4
3
4
3
10
0.5
0.5
0.4
0.5
0.4
1
0.16
0.16
0.16
0.16
0.16
0.04
670
670
670
670
670
540
0.68
0.68
0.68
0.68
0.68
4.28
21
19
17
23
15
36
设计者
指导教师
程雪利
共13页
第5页
计算机辅助设计与制造专业
机械加工工序卡片
《机械制造技术》课程设计说明书
设计题目:设计连接座零件的机械加工工艺规程
及精镗Φ100孔工序的专用机床夹具
班级:
姓名:
学号:
指导教师:
河南机电高等专科学校
2009年12月30日
计算机辅助设计与制造专业
机械加工工序卡片
工序名称
粗车右端面、粗镗¢40
工序号
10
零件名称
连接座
零件号
零件重量
同时加工零件数
1
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
粗铣Φ100的面
高速钢面铣刀
百分表
2.5
4
2.3
0.512
210
33.1
64
设计者
指导教师
程雪利
共13页
第8页
计算机辅助设计与制造专业
机械加工工序卡片
工序名称
连杆加工工艺过程卡
游标卡尺100×0.1
2
粗铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
3
粗铣工件大小端面底面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
4
精铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
5
精铣工件大小端面底面
金工
X51
专用夹具
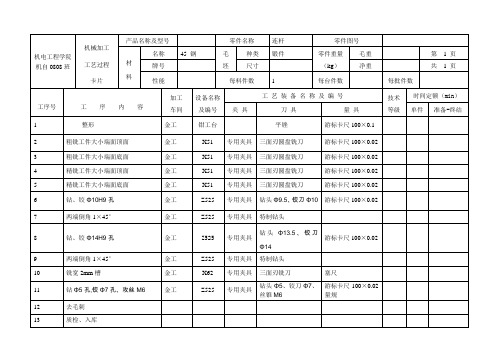
机电工程学院机自0808班
机械加工
工艺过程
卡片
产品名称及型号
零件名称
连杆
零件图号
材
料
名称
45钢
毛
坯
种类
锻件
零件重量
(kg)
毛重
第1页
牌号
尺寸
净重
共1页
性能
每料件数
1
每台件数
每批件数
工序号
工序内容
加工
车间
设备名称
及编号
工艺装备名称及编号
技术
等级
时间定额(min)
夹具
刀具
量具
单件
准备-终结
1
整形
金工
钳工台
三面刃ห้องสมุดไป่ตู้盘铣刀
游标卡尺100×0.02
6
钻、铰Φ10H9孔
金工
Z525
专用夹具
钻头Φ9.5、铰刀Φ10
游标卡尺100×0.02
7
两端倒角1×45°
金工
Z525
专用夹具
特制钻头
8
钻、铰Φ14H9孔
金工
机械加工工艺过程卡片(连杆)
单面两轴金刚镗床
155
清洗
清洗和吹净油孔
机加
清洗机
160
检验
根据技术文件进行检验
机加
检验台
165
钳工
拆开连杆和连杆盖
机加
钳工台
170
铣
铣连杆和连杆盖上的轴瓦槽及Φ16孔壁的缺口
机加
卧式铣床
175
钳工
清理、去毛刺
机加
钳工台
180
清洗、
称重
清洗、吹浄和称重量
机加
清洗机及称重仪
185
检验
根据技术要求进行最后检验
机加
龙门铣床
专用夹具
15
切
自连杆上切下连杆盖
机加
专用卧式铣床
20
锪
锪连杆盖上装螺母的凸台
机加
立式转床
25
磨
磨连杆大头部分剖分平面
机加
平面磨床
30
扩
粗扩、半精扩连杆大头孔Φ89
机加
四轴式立式组合钻床
35
钻、扩、铰
钻、扩、铰连杆两个螺栓孔
机加
十轴立式组合钻床
40
锪、扩
锪连杆装螺栓头部的凸台,扩连杆螺栓孔
机加
检验台
190
钳工
连杆体和连杆盖配对、穿丝
机加
钳工台
机加
机加
机加
设计(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
80
倒角
连杆小头孔倒角
机加
立式钻床
85
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学 大 北 中
4表 页 1 第 页 41 共 彪王、艳清马 师 老 导 指 兵志栗 计 设
58.0 58.0
6.32 6.32
08 08
71.0 71.0
1.0 3.0
721 721
1 1
尺卡标游 尺卡标游
刀铣立柄直 刀铣立柄直
5 0 . 00
5. 3 为寸尺证保�槽凹铣精
4. 3 为寸尺证保�铣精半
孔的 mm18 Φ 磨精
片卡序工工加械机
学 大 北 中
46.1
53
581
8�0
7.0
54
3
尺卡标游
刀镗
1
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走
数 次刀走
具量
具刀
0416AC 具夹用专 号 具工助辅 具 夹 型 备 BH081 度 硬 料 体杆连 孔 mm18 Φ 镗精半、镗粗
床车式卧
90.1
42
57
801
2.0
74
3
尺卡标游
刀 铣刃面三齿直
6 1 . 00
3 4 为寸
1
尺证保 �面端两体杆连铣精半 明说步工及装安 步工
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走
数 次刀走
具量
具刀
A0205X 具夹用专
床铣
号 具工助辅 具 夹
数 次刀走
具量
具刀
A0205X 具夹用专 号 具工助辅 具 夹 型 备 BH081 度 硬 料 体杆连 面合结铣粗
床铣
称 设
名
件铸 量 重 坯 号件零 3 号序工 式 毛 型
01-054TQ 号 材 称名件零 称名序工 牌
片卡序工工加械机
1表
学 大 北 中
页 1 第 页 41 共 66.0 42.0 8.91 8.91 04 04
学 大 北 中
6表 彪王、艳清马 师 老 导 指 兵志栗 计 设
页 1 第 页 41 共
18.3
08
524
51.0
5.0
54
3
尺卡标游
刀镗
尺证保�孔的 mm18 Φ 镗精半 寸尺证保�孔的 mm18 Φ 镗粗 明说步工及装安 步工
0 0 3. 0
0 2 2. 0
6.08 Φ 为寸 1.97 Φ 为
型 备
称 设
名
件铸 量 重 坯 号件零 01 号序工 式 毛 型
BH081 度 硬 料 体杆连
01-054TQ 号 材 称名件零 称名序工 牌
面端两体杆连铣精半
片卡序工工加械机
学 大 北 中
表
页 1 第 页 41 共
彪王、艳清马
师 老 导 指
兵志栗
计 设
7.6
01
0051
3.0
3.0
54
1
尺塞
轮砂行平
尺卡规塞
钻孔扩
寸尺证保�孔的 mm5.21 Φ 扩 52.0 8.03 545 612.0 612.0 34 1 尺卡规塞
5.11 Φ 为 钻花麻柄直 寸尺证保�孔的 mm5.21 Φ 钻
0 8 1. 0
5.21 Φ 为
1
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
r/mm 量给进
mm 度 深削切
mm 度 长刀走
数 次刀走
具量
具刀
明说步工及装安
步工
A0205X 具夹用专
床铣
号 具工助辅 具 夹
型 备
称 设
名
件铸 量 重 坯 号件零 4 号序工 式 毛 型
BH081 度 硬 料 体杆连 面端、槽凹铣粗
01-054TQ 号 材 称名件零 称名序工 牌
片卡序工工加械机
18 Φ 为
1
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走
数 次刀走
具量
具刀
具夹 床磨用专
B0206M
床磨能万
号 具工助辅 具 夹
型 备
称 设
名
件铸 量 重 坯 号件零 21 号序工 式 毛 型
BH081 度 硬 料 体杆连
01-054TQ 号 材 称名件零 称名序工 牌
mm 度 深削切
mm 度 长刀走 床钻
数 次刀走
具量
具刀
明说步工及装安
步工
具夹床 钻转回可
525Z 号 型 备 BH081 度 硬 料 体杆连
称 设
名
具工助辅
具
夹
件铸 量 重 坯 号件零 6 号序工 式 毛 型
01-054TQ 号 材 称名件零 称名序工 牌
孔头沉锪 孔的 mm5.21 Φ 扩并钻
片卡序工工加械机
01-054TQ 号 材 称名件零 称名序工 牌
片卡序工工加械机
3表
学 大 北 中
5表 彪王、艳清马 272 52.0 1 1 1 师 老 导 指 尺卡规塞 钻锪 兵志栗
12 Φ 为寸尺证保�孔头沉锪
页 1 第 页 41 共 70.0 6.91
计 设
73.0
6.91
272
882�0
882.0
34
1
彪王、艳清马 2.0 2.0 2 1.3 721 74 1 1
师 老 导 指 尺卡标游 尺卡标游 刀铣刃面 三齿错钢速高 刀铣角圆
兵志栗
9 3 . 00
计 设
6. 3 4
为寸尺证保�面端铣粗
8 1 . 00
1. 3 为寸尺证保�槽凹铣粗
1
niM 时 工本基
nim/m 度 速削切Fra biblioteknim/r 速 转轴主
寸尺证保�孔的 mm18 Φ 磨粗 明说步工及装安 步工
0 4 5 0. 0
9.08 Φ 为
1
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走
数 次刀走
具量
具刀
具夹 床磨用专
A0612M
床磨圆内
号 具工助辅 具 夹
型 备
称 设
名
件铸 量 重 坯 号件零 11 号序工 式 毛 型
页 1 第 页 41 共
彪王、艳清马
师 老 导 指
兵志栗
计 设
42.0
8.91
04
2.0
5.0
74
5
尺卡标游
刀铣刃面 三齿错钢速高
3 3 . 00
3. 8 2
1
为寸尺证保�面合结铣粗 明说步工及装安 步工
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走
BH081 度 硬 料 体杆连
01-054TQ 号 材 称名件零 称名序工 牌
孔的 mm18 Φ 磨粗
片卡序工工加械机
学 大 北 中
页 1 第 页 41 共
彪王、艳清马
师 老 导 指
兵志栗
计 设
4.31
5
003
1.0
1.0
54
1
尺塞
轮砂行平
寸尺证保�孔的 mm18 Φ 磨粗 明说步工及装安 步工
0 1 2 0. 0
A0205X 具夹用专 号 具工助辅 具 夹 型 备 BH081 度 硬 料 体杆连 口止锁瓦轴铣粗
床铣
称 设
名
件铸 量 重 坯 号件零 9 号序工 式 毛 型
01-054TQ 号 材 称名件零 称名序工 牌
片卡序工工加械机
学 大 北 中
8表 彪王、艳清马 师 老 导 指 兵志栗 计 设
页 1 第 页 41 共
57 0.00
1
niM 时 工本基
nim/m 度 速削切
nim/r 速 转轴主
r/mm 量给进
mm 度 深削切
mm 度 长刀走 床铣
数 次刀走
具量
具刀
明说步工及装安
步工
A0205X 具夹用专 号 具工助辅 具 夹 型 备 BH081 度 硬 料 体杆连 槽凹铣精、铣精半
称 设
名
件铸 量 重 坯 号件零 5 号序工 式 毛 型
称 设
名
件铸 量 重 坯 号件零 8 号序工 式 毛 型
01-054TQ 号 材 称名件零 称名序工 牌
片卡序工工加械机
学 大 北 中
7表 页 1 第 页 41 共 彪王、艳清马 师 老 导 指 兵志栗 计 设
25.0
32
05
80.0
52.0
52.0
5
尺卡标游
刀铣角圆
0 4 1. 0
5. 2
1
为寸尺证保 �口止锁瓦轴铣粗 niM 时 工本基 nim/m 度 速削切 nim/r 速 转轴主 r/mm 量给进 mm 度 深削切 mm 度 长刀走 数 次刀走 具量 具刀 明说步工及装安 步工