锥度张力控制
张力控制 张力锥度

张力控制 张力锥度
张力控制和张力锥度是材料加工中常用的技术,用于控制材料的张力,以确保材料在加工过程中的稳定性和一致性。
张力控制是指通过调整材料的张力,使其在加工过程中保持稳定的张力水平。
这可以通过使用张力控制器来实现,张力控制器可以监测材料的张力并调整卷轴的速度以保持张力水平。
张力锥度是指在材料的卷轴上,从卷轴的中心到边缘的张力逐渐减小的现象。
这种现象通常发生在卷轴直径较大的情况下,因为材料在卷轴上的张力会随着卷轴直径的增加而减小。
张力锥度可以通过使用张力锥度控制器来控制,张力锥度控制器可以调整卷轴的速度以保持张力的一致性。
张力控制和张力锥度在材料加工中非常重要,因为它们可以确保材料在加工过程中的稳定性和一致性,从而提高产品的质量和生产效率。
张力控制——精选推荐
张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一、标准变频器与收放卷变频器型号介绍尤尼康收放卷行业专用变频器,可以进行卷径计算。
AF201仅仅支持速度控制模式,AF202不仅支持速度控制模式,还支持转矩控制模式。
AF200标准产品不能进行卷径计算,收放卷行业专用变频器系列包括了标准产品的主要功能,还有行业特定的功能,可以进行卷径计算,有相应卷径计算功能码做相关设置,比如H0.00、H1.00、H1.24等等功能码。
AF201标准产品仅仅能做一个无速度编码器反馈的矢量控制,比如木工机械、音乐喷泉、扶梯、陶瓷机械、离心机、塑料吹塑机、细微拉丝机、磨床、雕铣机、跑步机、大圆机等等行业应用中。
AF202可以做有速度编码器反馈的闭环矢量速度控制,还能做转矩控制,设置PD.00=1变频器由速度控制模式变为转矩控制模式,这里可以设置P6.21作转矩给定或者张力给定及速度限定。
主要应用有:替换力矩电机、皮革机、鱼网编织机、浸胶机等等。
AF201收放卷行业专用变频器只能实现有位置摆杆或者浮动辊的速度控制,比较典型的行业应用是拉丝机速度控制。
AF201收放卷行业专用变频器可实现卷径计算、进行PID调节的复合控制模式实现恒定线速度收放卷控制。
应用行业主要有:双变频拉丝机、直进式拉丝机、层绕机、动力放线架、复卷机等等。
AF202收放卷行业专用变频器包含了AF201收放卷行业专用变频器的主要功能,不仅能做速度控制,还能做转矩控制,可以实现恒定转矩控制或者恒定张力控制。
凹版印刷机中的锥度张力控制研究
凹版印刷机中的锥度张力控制研究
Taper tension in gravure printing machine 彭 燕 PENG Yan
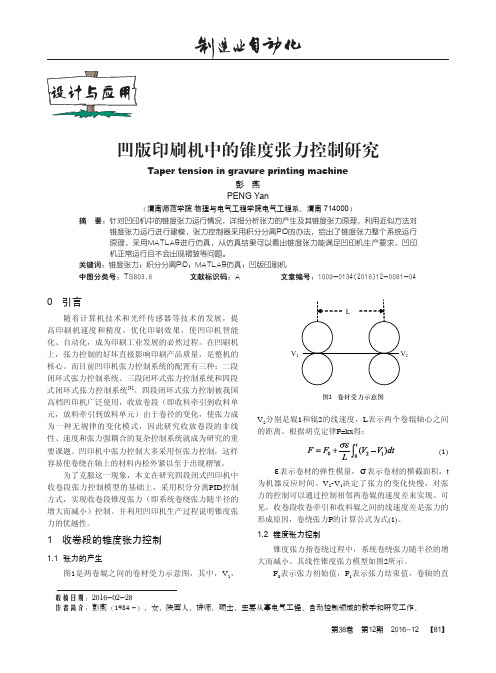
(渭南师范学院 物理与电气工程学院电气工程系,渭南 714000) 要:针对凹印机中的锥度张力运行情况,详细分析张力的产生及其锥度张力原理,利用近似方法对 锥度张力运行进行建模,张力控制器采用积分分离PID的办法,给出了锥度张力整个系统运行 原理,采用matlab进行仿真,从仿真结果可以看出锥度张力能满足凹印机生产要求,凹印 机正常运行且不会出现褶皱等问题。 关键词:锥度张力;积分分离PID;MATLAB仿真;凹版印刷机 中图分类号:TS803.6 文献标识码:A 文章编号:1009-0134(2016)12-0081-04 摘
【82】 第38卷 第12期 2016-12
其中,MR是收卷辊的制动力矩,ω 为收卷卷辊的角 速度,T是总张力,单位kN, M F = B f ω 是阻尼力矩,Bf 为阻尼系数, J 是转动惯量。卷绕过程中,收卷辊的直 径越来越大,所以卷辊的转动惯量也越来越大,很明显 这是个非线性的时变系统。 J 由两部分组成,一部分是 卷材的转动惯量,一部分是卷芯的转动惯量。收卷段张 力T主要受速度和卷辊半径变化的影响,设制动力矩和 摩擦力矩为恒定值,当卷径不变时,收卷辊张力T与速 度的传递函数可以简化为: 2.2 摆辊模型 摆辊的两端安装了电位计,摆辊摆动带动电位计运 动,不同的摆幅反映了不同的张力变化,具体摆辊的位 置反映为不同的电位值。因此,摆辊的摆角 θ 直接反映 了卷材张力的波动∆T 。
j =0
k
(2)
式中e(k)是k时刻输入输出的差值,T1是采样周期, kp、ki和kd分别为比例、积分、微分系数, γ 是积分项的 开关系数, ε 为实际系统设定的阈值。
张力控制原理介绍
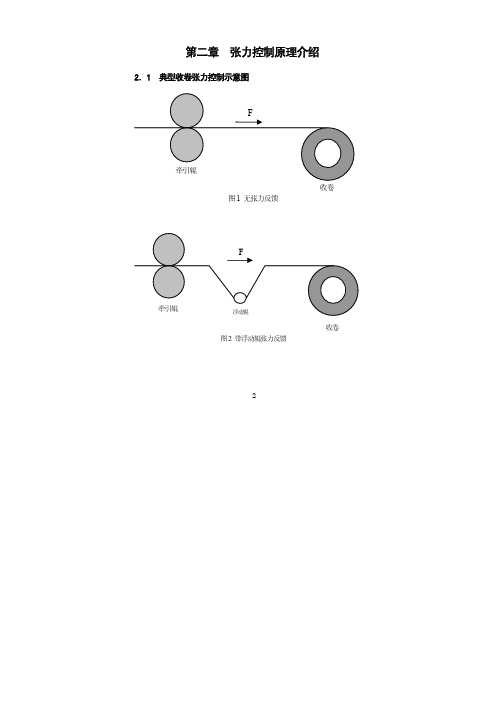
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
楚鹰ST-3400张力控制器使用说明书
Ⅲ演算式锥度张力控制时的参数设置:⑴C35卷经算法:选择“演算法”选项。
⑵C40主轴直径:按照机器主轴的直径值进行设置,单位mm。
⑶C41主轴齿数: 按照主轴齿轮盘的齿数进行设置。
若使用旋转编码器,则齿数是编码器的“线”数,例如使用100线的编码器,则C41参数值就设为100。
⑷C45初始卷径:按照卷料的初始直径值进行设置,单位mm。
⑸C46卷料厚度:按照卷料薄膜的厚度值进行设置,单位mm。
⑹C47卷取方式:按照收卷还是放卷进行设置。
⑺C48锥度系数:收卷时设置一个合理的锥度系数值。
⑻C49最小卷径:卷料的最小直径值,单位mm。
⑼C50最大卷径:卷料的最大直径值,单位mm。
⑽C51卷径平滑:为了使卷径测量平稳性,设置一个合适的值,太大将使系统控制反应慢。
Ⅳ内部锥度张力控制时的参数设置⑴C35卷经算法:选择“内部设立”选项。
内部锥度张力控制是粗糙的,估算的锥度张力控制不需其它参数,只需公共类参数和反馈式控制类参数。
6.5 去皮调零与张力定标6.5.1 去皮调零目的:对轴承和检测辊的毛重量载进行校正。
要求:①机器停机②检测辊上正确安装好张力传感器③检测辊上不加载卷料⑴进入参数菜单后,用+、-键移动光标▲选择C25“去皮调零”参数,按set键进入“去皮调零”参数画面。
⑵按set键进入“去皮调零”操作,若不操作,按Esc键可退出去皮调零。
⑶显示“调零中,请稍等”需数秒种。
⑷显示“调零成功”或“调零失败”。
若出现“调零失败”时,请参阅9.10错误提示。
排除故障后,按ESC返回,重新去皮调零。
若“调零成功”自动返回参数菜单。
6.5.2 张力定标图十一定标时悬挂砝码或重物示意图按张力控制器实测的张力值与卷料膜运行的张力一致,以利于精确的闭环张力控制。
要求:⑴机器停机,按照实际穿膜的路径,在检测辊中央穿一根准备好的结实细绳。
⑵结绳一端固定,另一端挂上砝码或重物,砝码和重物的重量应大于传感器额定量程的1/2以上。
锥度张力控制在热连轧带钢卷取中的应用
图1锥度张力曲线
Fig.1
Taper tention
curve
图1中,衍为带钢单位张力;‰为最小单位张
力;Do为钢卷起始直径(卷筒直径);D,为锥度补 偿控制起始卷径;D2为锥度补偿控制结束卷径; L,(taper ratio)为锥度率。 为了实现锥度张力控制,过程控制计算机要向 基础自动化计算机设定如下数据,晰,‰。,D,,丁W。 带有锥度补偿的平均单位张力的计算功能图 如图2所示。
69
万方数据
电气传动
2010年
第40卷
第8期
张波:锥度张力控制在热连轧带钢卷取中的应用
乙卜—————弋盘==;==习r一卷筒设定速度
室4:,5∞00I.塑壅釜.兰三l
通过图4和图5的1 8卷取机和28卷取机带 钢张力控制的对比分析可以看出,图4中无锥度 补偿控制的2*卷取机,F6抛钢瞬间会失张,失张 会导致卷形在某处松卷,或者在某圈之后的所有 外圈都松卷,错层等。图5中有锥度补偿控制功 能的1 8卷取机在F6抛钢瞬间以及抛钢之后不会 失张,张力仍然能够达到设定张力,张力过渡平 滑,卷形良好。 5
万方数据
张波:锥度张力控制在热连轧带钢卷取中的应用
电气传动
2010年
第40卷
第8期
带钢张力控制系统原理框图如图3所示,主
带钢单位张力,Mh 钢卷直径血m 锥度补偿起始直径hm
要包括过程计算机,基础自动化计算机,传动装 置,电机等4大部分。
锥度率,MPa.m-!
张力修正系数M 量小单位张力,MPa 图2带有锥厦补偿的平均单位张力计算
ET,ECTRIC DRIVE
201 0
V01.40
No.8
电气传动
2010年
张力控制
张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一、标准变频器与收放卷变频器型号介绍尤尼康收放卷行业专用变频器,可以进行卷径计算。
AF201仅仅支持速度控制模式,AF202不仅支持速度控制模式,还支持转矩控制模式。
AF200标准产品不能进行卷径计算,收放卷行业专用变频器系列包括了标准产品的主要功能,还有行业特定的功能,可以进行卷径计算,有相应卷径计算功能码做相关设置,比如H0.00、H1.00、H1.24等等功能码。
AF201标准产品仅仅能做一个无速度编码器反馈的矢量控制,比如木工机械、音乐喷泉、扶梯、陶瓷机械、离心机、塑料吹塑机、细微拉丝机、磨床、雕铣机、跑步机、大圆机等等行业应用中。
AF202可以做有速度编码器反馈的闭环矢量速度控制,还能做转矩控制,设置PD.00=1变频器由速度控制模式变为转矩控制模式,这里可以设置P6.21作转矩给定或者张力给定及速度限定。
主要应用有:替换力矩电机、皮革机、鱼网编织机、浸胶机等等。
AF201收放卷行业专用变频器只能实现有位置摆杆或者浮动辊的速度控制,比较典型的行业应用是拉丝机速度控制。
AF201收放卷行业专用变频器可实现卷径计算、进行PID调节的复合控制模式实现恒定线速度收放卷控制。
应用行业主要有:双变频拉丝机、直进式拉丝机、层绕机、动力放线架、复卷机等等。
AF202收放卷行业专用变频器包含了AF201收放卷行业专用变频器的主要功能,不仅能做速度控制,还能做转矩控制,可以实现恒定转矩控制或者恒定张力控制。
锥度张力控制
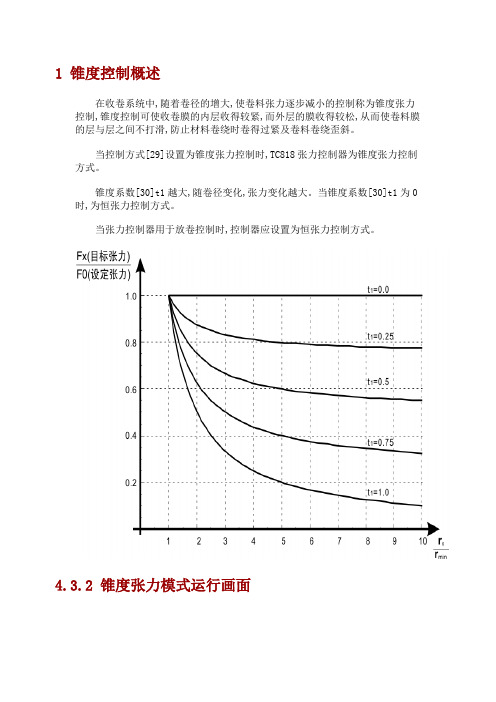
1 锥度控制概述
在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制,锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
当控制方式[29]设置为锥度张力控制时,TC818张力控制器为锥度张力控制方式。
锥度系数[30]t1越大,随卷径变化,张力变化越大。
当锥度系数[30]t1为0时,为恒张力控制方式。
当张力控制器用于放卷控制时,控制器应设置为恒张力控制方式。
4.3.2 锥度张力模式运行画面
注意:当kg/N指示灯亮时,LED显示窗可以显示测量值
4.3.3 锥度张力控制调试步骤
1.确认张力测量正确,如张力显示不正常回到第 4 章。
2.确保测卷径的接近开关安装及接线正确,检查并判断接近开关是否
正常工作。
3.对卷径测量的相关参数进行正确设置,见 5.2 卷径测量。
4.手动运转系统,确认卷径测量正确,如不正常回到步骤 2。
5.设置锥度系数并运行系统,确认收卷达到要求质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 锥度控制概述
在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制,锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
当控制方式[29]设置为锥度张力控制时,TC818张力控制器为锥度张力控制方式。
锥度系数[30]t1越大,随卷径变化,张力变化越大。
当锥度系数[30]t1为0时,为恒张力控制方式。
当张力控制器用于放卷控制时,控制器应设置为恒张力控制方式。
4.3.2 锥度张力模式运行画面
注意:当kg/N指示灯亮时,LED显示窗可以显示测量值
4.3.3 锥度张力控制调试步骤
1.确认张力测量正确,如张力显示不正常回到第 4 章。
2.确保测卷径的接近开关安装及接线正确,检查并判断接近开关是否
正常工作。
3.对卷径测量的相关参数进行正确设置,见 5.2 卷径测量。
4.手动运转系统,确认卷径测量正确,如不正常回到步骤 2。
5.设置锥度系数并运行系统,确认收卷达到要求质量。