锥度张力(线性及双曲线)
西门子运动控制器SIMOTION收放卷应用介绍
SIMOTION D Winder 包应用介绍于长波摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
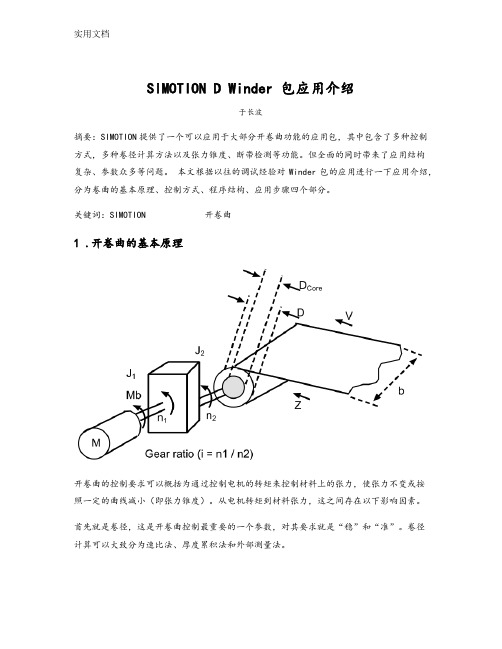
关键词:SIMOTION 开卷曲1 .开卷曲的基本原理开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
速比法是检测同一时刻下卷轴的转速和材料的线速度,两者相除即得到直径,这种方法实时性好,但稳定性欠佳。
在此基础上衍生出积分法和位置计算法,两者就是将一定时间内卷轴的角度位移与材料的位移相除,然后按一定的斜坡输出。
区别在于积分法是用速度的积分得到角度位移和材料位移,而位置计算法是直接取轴的位置值做计算。
这种方法稳定性好,实时性与直径计算的更新周期有关。
厚度累积法是根据卷轴的圈数和材料的厚度计算的一种方法,即卷轴每转一圈直径增加2倍的材料厚度,然后按照一定的斜坡输出。
这种方法稳定性非常好,但准确性与材料厚度的准确性有很大关系,这里所说的材料厚度并不是指材料本身的实际厚度,而是材料的实际厚度加上材料之间缝隙的厚度,即与松紧度有关。
外部测量法就是用传感器直接测量卷轴的实际直径,可分为接触式和非接触式,常见的接触式传感器有编码器和位移传感器,非接触测量传感器有激光、微波等。
由于测量数值与实际的直径可能是非线性的,所以要对测量值做非线性处理。
其次是对转矩的补偿,主要是加减速补偿和摩擦补偿。
加减速补偿指的是当材料在加速或减速时电机要提供额外的转矩对卷轴进行加减速,其大小与开卷曲机械系统的转动惯量和加减速度有关;其方向与工作方式(是开卷还是收卷)和出料方向(材料是在卷轴的上方还是下方)有关。
张力控制原理介绍

第二章张力控制原理介绍2.1 典型收卷张力控制示意图浮动辊F牵引辊收卷图2 带浮动辊张力反馈收卷F牵引辊图1 无张力反馈32.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330 设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F 为材料张力,T 为收卷轴的扭矩,R 为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD 系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG 卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩4擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F 控制三种方式中的任何一种。
锥度控制在软包装材料卷取中应用
Proceedings of the Huayuan Packing Control ConferenceMarch 18-20,2014,ZhangYangming,Dongguan,Guangdong,China锥度控制在软包装材料卷取中的应用张阳明,韩立强,史增涛,许跃武卓技 软包装设备机械电气维护中心 联合讨论小组Email:2890647836@摘要:针对于软包装行业卷材在收卷过程中,因为收卷锥度设定或控制不当,从而导致软包装卷取材料卷芯起皱的现象在行业中普遍存在,所以卓技软包装设备机械电气维护中心联合行业资深电气系统开发工程师为此做深入的探讨和研究。
通过对大量客户使用的机器的不同形式的锥度输入以及输出的特点,统计了不同的锥度计算和表示方法,来分别探讨锥度张力的正确使用和控制,从而减少对材料的浪费,以及提高产品质量。
Taper Control Applied in Flexible Packaging Material Reel upZhang Shaofeng,Han LiQiang,Xu YaoWu,Shi ZengTaoZhuo Tech. Flexible Packaging Equipment & Electric Maintenance Center; Unit Discussion GroupEmail:2890647836@Abstract:About the common roll film wrinkle issues during rewind process as improper rewind taper or fixed, we made a deep discussion and research. By all different kind of taper input & output prosperity with different customers’ machines, sorted out a different taper calculation & expressive methods. And respectively to discuss the taper correction use & control then reduced the raw material loss, increased the product quality.关键词:锥度 张力 收卷 控制Key words: Taper Tension Rolling Control1 引言:(Introduction)收卷锥度控制的目的:不同的设备制造厂家张力锥度的算法几乎不同,但是最终的结果是,随着卷径的变化,收卷的表面张力递减,避免在中心卷取的过程中,卷芯变形或者起皱;锥度控制卷取张力的困惑: 由于计算方法的不同,导致在生产过程中的工艺控制标准就很难就张力锥度来形成统一的标准,这样给使用单位和设备操作人员带来了一定的困难,不同的设备制定不同的工艺标准,在实际应用的过程中是很难实现;在没有行业标准的前提下,各个设计开发人员根据自己的爱好和编程手法和习惯进行,都能实现锥度控制,这段时间通过对各种计算方法进行比较,统计了目前设备的张力锥度输入控制方法,分别做分析,从而使广大用户对自己的设备锥度控制有较深的理解,正确设定锥度相关的参数,以及出现收卷效果差的时候进行分析和故障检查。
玻璃布浸渍加工锥度收卷中的内张力分布及其参数确定

张 获 高 能 控 效 〔] 力 得 性 的 制 果30 , 4
张力控制器采用锥度张力收卷模型, 收卷卷径 为R时, 模型控制的张力f 设定值为:
1 浸渍干燥工序的收卷张力控制
为保证作为增强材料的玻璃布质量, 提高其与
0 8一2 5 收稿日期: 5一0 2 0
J o1 a l R/ ) = l一 l一 o 〕 f R
甘
qi台 l
ra 口 }
树脂的粘合性 , 需要进行浸渍偶联剂、 干燥等后处 理工序。
玻璃纤维织物( 玻璃布) 纺织后对其进行浸渍 干燥处理是保证其品质的重要的工序, 与其他许多 具有放卷 、 收卷的工序一样, 该工序从空卷装到满 卷装的收卷过程中, 必须对布材的收卷张力值进行 控制。然而 , 收卷后筒内布材实际所处的张力状态
璃布泊松比y .6 取03。由图3 可以看出: ①收卷 半径增加, 内张力T。 i . 随之呈上升趋势, 即越靠近
0 O .
R =R . 7
3 4 5 6 7
(听 x) 只 米 长
0. 6F
n/
O
, 白 n } ,
得:
的 力; 是 应力。 , 表示在收 第j 张 三 环向 ‘它 。 卷 层玻
璃布时, 其内部第 i 层位置上所承受的环向应力
T I, A ; 「 ,二{ R }I一一 飞 6, = 一—
R + L i 夕 A R 」 <
值, 很明显, i二 i 0 有T ,; 。 h
2 ` A 又 R少 R + 厂 ;
(听 x) 只 半 长
05 .5
0 石
由 7可知, 若卷芯半径 R 给定, 式() 。 则布卷内 张力分布与最大卷装半径 R 有关。图3 。 给出了几
锥度计算
台湾
NO
华鹰
NO
F0 预设张力&F小
■
锥度变量(各种算法中,只取其中5个变量进行计算)
F大
D小
K 张力锥度
D1 张力锥度补偿
□
■
■
■
D 实时
■
173.78
174.41
180
120
98
30.00%
0
150
167.81
169.03
180
120
98
30.00%
0
200Βιβλιοθήκη 161.83136.76
180
120
98
30.00%
0
500
125.98
131.38
180
120
98
30.00%
0
550
120.00
126.00
180
120
98
30.00%
0
600
114.02
120.62
180
120
说明:
98
30.00%
0
650
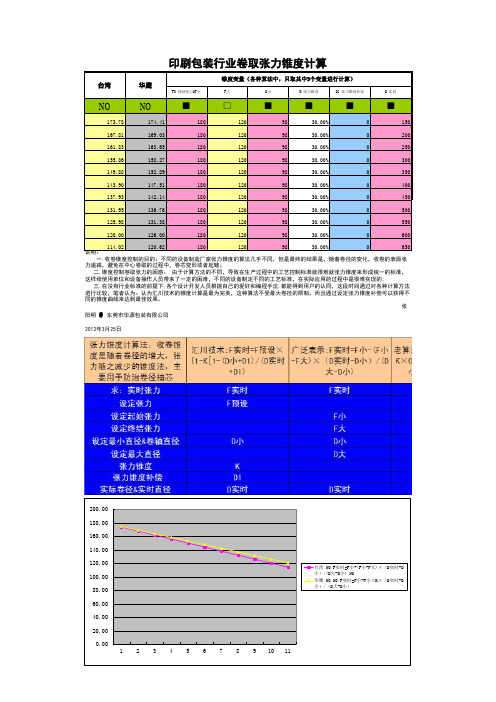
一.收卷锥度控制的目的:不同的设备制造厂家张力锥度的算法几乎不同,但是最终的结果是,随着卷径的变化,收卷的表面张
进行比较,笔者认为:认为汇川技术的锥度计算是最为完美,这种算法不受最大卷径的限制,而且通过设定张力锥度补偿可以获得不
同的锥度曲线来达到最佳效果。
张
阳明 @ 东莞市华源包装有限公司
2012年3月25日
200.00 180.00 160.00 140.00 120.00 100.00 80.00 60.00 40.00 20.00
凹版印刷机中的锥度张力控制研究
凹版印刷机中的锥度张力控制研究
Taper tension in gravure printing machine 彭 燕 PENG Yan
(渭南师范学院 物理与电气工程学院电气工程系,渭南 714000) 要:针对凹印机中的锥度张力运行情况,详细分析张力的产生及其锥度张力原理,利用近似方法对 锥度张力运行进行建模,张力控制器采用积分分离PID的办法,给出了锥度张力整个系统运行 原理,采用matlab进行仿真,从仿真结果可以看出锥度张力能满足凹印机生产要求,凹印 机正常运行且不会出现褶皱等问题。 关键词:锥度张力;积分分离PID;MATLAB仿真;凹版印刷机 中图分类号:TS803.6 文献标识码:A 文章编号:1009-0134(2016)12-0081-04 摘
【82】 第38卷 第12期 2016-12
其中,MR是收卷辊的制动力矩,ω 为收卷卷辊的角 速度,T是总张力,单位kN, M F = B f ω 是阻尼力矩,Bf 为阻尼系数, J 是转动惯量。卷绕过程中,收卷辊的直 径越来越大,所以卷辊的转动惯量也越来越大,很明显 这是个非线性的时变系统。 J 由两部分组成,一部分是 卷材的转动惯量,一部分是卷芯的转动惯量。收卷段张 力T主要受速度和卷辊半径变化的影响,设制动力矩和 摩擦力矩为恒定值,当卷径不变时,收卷辊张力T与速 度的传递函数可以简化为: 2.2 摆辊模型 摆辊的两端安装了电位计,摆辊摆动带动电位计运 动,不同的摆幅反映了不同的张力变化,具体摆辊的位 置反映为不同的电位值。因此,摆辊的摆角 θ 直接反映 了卷材张力的波动∆T 。
j =0
k
(2)
式中e(k)是k时刻输入输出的差值,T1是采样周期, kp、ki和kd分别为比例、积分、微分系数, γ 是积分项的 开关系数, ε 为实际系统设定的阈值。
锥度张力控制在热连轧带钢卷取中的应用
图1锥度张力曲线
Fig.1
Taper tention
curve
图1中,衍为带钢单位张力;‰为最小单位张
力;Do为钢卷起始直径(卷筒直径);D,为锥度补 偿控制起始卷径;D2为锥度补偿控制结束卷径; L,(taper ratio)为锥度率。 为了实现锥度张力控制,过程控制计算机要向 基础自动化计算机设定如下数据,晰,‰。,D,,丁W。 带有锥度补偿的平均单位张力的计算功能图 如图2所示。
69
万方数据
电气传动
2010年
第40卷
第8期
张波:锥度张力控制在热连轧带钢卷取中的应用
乙卜—————弋盘==;==习r一卷筒设定速度
室4:,5∞00I.塑壅釜.兰三l
通过图4和图5的1 8卷取机和28卷取机带 钢张力控制的对比分析可以看出,图4中无锥度 补偿控制的2*卷取机,F6抛钢瞬间会失张,失张 会导致卷形在某处松卷,或者在某圈之后的所有 外圈都松卷,错层等。图5中有锥度补偿控制功 能的1 8卷取机在F6抛钢瞬间以及抛钢之后不会 失张,张力仍然能够达到设定张力,张力过渡平 滑,卷形良好。 5
万方数据
张波:锥度张力控制在热连轧带钢卷取中的应用
电气传动
2010年
第40卷
第8期
带钢张力控制系统原理框图如图3所示,主
带钢单位张力,Mh 钢卷直径血m 锥度补偿起始直径hm
要包括过程计算机,基础自动化计算机,传动装 置,电机等4大部分。
锥度率,MPa.m-!
张力修正系数M 量小单位张力,MPa 图2带有锥厦补偿的平均单位张力计算
ET,ECTRIC DRIVE
201 0
V01.40
No.8
电气传动
2010年
西门子运动控制器SIMOTION收放卷应用介绍
SIMOTION D Winder 包应用介绍于长波摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
关键词:SIMOTION 开卷曲1 .开卷曲的基本原理开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
速比法是检测同一时刻下卷轴的转速和材料的线速度,两者相除即得到直径,这种方法实时性好,但稳定性欠佳。
在此基础上衍生出积分法和位置计算法,两者就是将一定时间内卷轴的角度位移与材料的位移相除,然后按一定的斜坡输出。
区别在于积分法是用速度的积分得到角度位移和材料位移,而位置计算法是直接取轴的位置值做计算。
这种方法稳定性好,实时性与直径计算的更新周期有关。
厚度累积法是根据卷轴的圈数和材料的厚度计算的一种方法,即卷轴每转一圈直径增加2倍的材料厚度,然后按照一定的斜坡输出。
这种方法稳定性非常好,但准确性与材料厚度的准确性有很大关系,这里所说的材料厚度并不是指材料本身的实际厚度,而是材料的实际厚度加上材料之间缝隙的厚度,即与松紧度有关。
外部测量法就是用传感器直接测量卷轴的实际直径,可分为接触式和非接触式,常见的接触式传感器有编码器和位移传感器,非接触测量传感器有激光、微波等。
由于测量数值与实际的直径可能是非线性的,所以要对测量值做非线性处理。
其次是对转矩的补偿,主要是加减速补偿和摩擦补偿。
加减速补偿指的是当材料在加速或减速时电机要提供额外的转矩对卷轴进行加减速,其大小与开卷曲机械系统的转动惯量和加减速度有关;其方向与工作方式(是开卷还是收卷)和出料方向(材料是在卷轴的上方还是下方)有关。