互换性与技术测量第三章
互换性和测量技术基础-第三章 测量技术基础

测量前未能将计量器具或被测工件调整到正确 位置(或状态)而产生的误差
测量方法不完善,包括计算公式不准确,测量方法 选择不当,零件安装、定位不准确等
在进行接触测量时,由于测量力使得计量器具 和被测工件产生弹性变形而产生的误差
测量时环境条件(温度、湿度、气压、照明、振 动等)不符合标准测量条件
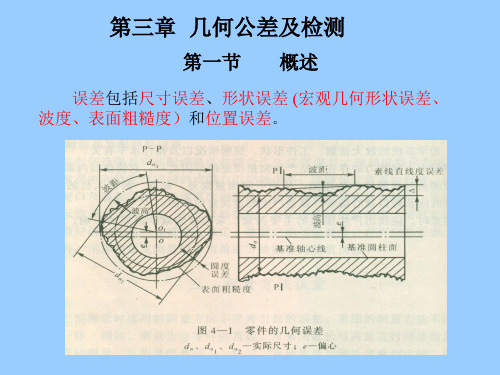
测量误差
阿贝测长原则
测量长度时,应使被测长度量与量仪中的标 准长度量排列在一条直线上。
活动量爪倾斜所产生的误差, 称为阿贝误差,即违反“阿贝测 长原则”而产生的测量误差。
∆
测量误差
计量器具误差
测
基准件误差
量 误
调整误差
差
产
测量方法误差
生
原
测量力误差
因
环境误差
人为误差
包括测量器具的设计制造和使用过程中的误差, 总和反映在示值误差上
• 复杂系统误差——在测量过程中测得值按复杂函数 规律变化,例如上述线性变化与周期性变化的叠加形 成复杂函数变化的系统误差。
测量误差
随机误差
在同一测量条件下,多次重复测量同一量值时, 误差大小和符号以不可预定的方式变化的测量误差.
随机误差通常服从正态分布规律。
具有放大滤波电路,特点是测量精度高,通过计 算机可实现数据处理自动化致使测量效率高
计量器具
◆光电式量仪 利用光学方法放大或准,通过光 电元件再转化为电量进行检测,以实现几何量的 测量的计量器具。
计量器具的基本度量指标
度量指标:选择和使用计量器具、研究和判断测量方 法正确性的依据,是表征计量器具的性能和功能的指标
• 相对测量(也称比较测量):计量器具的示值 仅表示被测量对已知标准量的偏差,而被测量的 量值为计量器具的示值与标准量的代数和。
互换性与技术测量(第三章 几何公差及检测)
对称度
控制被测提取(实际)轴线的中心平面(或轴线)对基准中心平面(或轴线)的共 面(或共线)性误差。
位置度 控制被测要素(点、线、面)的实际位置对其理论正确位 置的变动量。理论正确位置由基准和理论正确尺寸确定。
基准:三基面体系
三基面体系 a)三基面体系的基准符号及框格字母标注 b)三基面体系的坐标解释
单一要素
该要素对其它要素不存在功能关系,仅对其本身给出形状 公差的要素。 关联要素 该要素对其它要素存在功能关系,即规定位置公差的要素。
第二节 几何公差在图样上的标注方法
在技术图样中一般都应用符号标注。 若无法用符号标注,或用符号标注很繁琐时, 可在技术要求中用文字说明或列表注明。 进行几何公差标注时,应绘制公差框格,注明 几何公差数值,并使用有关符号。
线轮廓度
理论正确尺寸:用以确定被测要素的理想形状、方向、位置的尺寸。它 仅表达设计时对被测要素的理想要求,故该尺寸不附带公差,而由形位公差
来控制该要素的形状、方向和位置。
面轮廓度
三、定向公差
定向公差是指被测关联要素的实际方向对其理论 正确方向的允许变动量,而理论正确方向则由基准确 定。
平行度 当两要素互相平行时,用平行度公差控制被测要素对基准 的方向误差。
图4.4
(3)在多个同类要素上有同一项公差要求
第三节
几何公差带:
几何公差带
用来限制被测提取(实际)要素变动的区域,
零件提取(实际)要素在该区域内为合格。
一、形状公差 是指单一提取(实际)要素形状的允许变动量。 公差带构成要素:
公差带形状——由各个公差项目特征决定。
公差带大小——由公差带宽度或直径决定。
① 单一基准是由单个要素建立的基准,用一个大写 字母表示,如图4.11(a)所示。 ② 公共基准是由两个要素建立的一个组合基准,用 中间加连字符“-”的两个大写字母表示,如图4.11(b) 所示。 ③ 多基准是由两个或三个基准建立的基准体系,表 示基准的大写字母按基准的优先顺序自左至右填写在公差 框格内,如图4.11(c)所示。
互换性与技术测量-第3章 几何公差3.1-3.3
第一节 概述
三、几何公差的的标注方法
2. 框格指引线 标注时指引线可由公差框格的一端引出,并与框格端线 垂直,箭头指向被测要素,箭头的方向是公差带宽度方向 或直径方向。 (1)指引线弯折数最多两个,靠框格段一定要垂直或平行 于框格; (2)指引线箭头应是检测方向。
第一节 概述
习题3:标注
三、几何公差的的标注方法
第3章 几何公差
第一节 概述
几何公差由形状公差、方向公差、位置公差和跳动公差组 成,它是针对构成零件几何特征的点、线、面的几何形状和 相互位置的误差所规定的公差。 推荐使用的标准: GB/T 1182—2008 《产品几何技术规范(GPS)几何公差 形状、方向、位置和跳动公差标注》 GB/T 1184—1996 《形状和位置公差 未注公差值》
一、形状公差与公差带
4.圆柱度 公差带:被测圆柱面必须位于半径差为公差值t的两同轴 圆柱面所限定的区域。
t
公差带
标注
第二节 形状误差与公差
一、形状公差与公差带
习题6:在下图中标注圆度与圆柱公差
第二节 形状误差与公差
二、轮廓公差与公差带
1. 线轮廓度 线轮廓度公差是指被测实际要素相对于理想轮 廓线允许的变动全量。它是用来控制平面曲线(或曲面的截 面轮廓)的形状或位置误差。
5. 常用的简化标注方法 (1)一个要素具有多项公差要求:可以将多个公差框格叠 放一起,使用一条指引线。
第一节 概述
三、几何公差的的标注方法
5. 常用的简化标注方法 (2)一项公差要求适用于多个要素:使用一个公差框格, 一条指引线分别指到多个要素;不便分别指引,可采用无引 线框格加T尾箭头,框格上方写清要素数量。
第二节 形状误差与公差
精品文档-互换性与技术测量(第二版)(杨好学)-第3章
第3章 测量技术基础
2.长度量值传递系统 用光波波长作为长度基准,虽然能够达到足够的准确性,但 却不便在生产中直接应用。为了保证量值统一,必须建立各种 不同精度的标准器,通过逐级比较,把长度基准量值应用到生产 一线所使用的计量器具中,用这些计量器具去测量工件,就可以 把基准单位量值与机械产品的几何量联系起来。这种系统称为 长度量值传递系统,如图3-2所示。
第3章 测量技术基础
随着光速测量精度的提高,在1983年召开的第十七届国际 计量大会上审议并批准了又一个米的新定义:“米等于光在真 空中在1/299 792 458秒的时间间隔内的行程长度。”米的 新定义带有根本性变革,它仍然属于自然基准范畴,但建立在一 个重要的基本物理常数(真空中的光速)的基础上,其稳定性和 复现性是原定义的100倍以上,实现了质的飞跃。
量块的组合方法及原则如下: (1)选择量块时,无论是按“级”测量还是按“等”测量, 都应按照量块的标称尺寸进行选取。若为按“级”测量,则测 量结果即为按“级”测量的测得值;若为按“等”测量,则可将 测出的结果加上量块检定表中所列各量块的实际偏差,即为按 “等”测量的测得值。 (2)选取量块时,应从所给尺寸的最后一位小数开始考虑, 每选一块量块应使尺寸至少消去一位小数。 (3)使量块块数尽可能少,以减小积累误差,一般不超过 3~5块。 (4)必须从同一套量块中选取,决不能在两套或两套以上 的量块中混选。 (5)量块组合时,不能将测量面与非测量面相研合。
第3章 测量技术基础 图3-2 长度量值传递系统
第3章 测量技术基础
3.1.4 量块 量块是机械制造中精密长度计量应用最广泛的一种实体标
互换性3 课后习题及答案

第一节 概述
一、测量的概念
◆ 测量对象: 指几何量,包括长度、角度、表面粗糙度及形位误
差等。
◆ 计量单位: 我国采用“法定计量单位制”。长度的计量单位为米 (m),角度单位为弧度(rad)和度(°)、分 (′)、秒(″)。
1mm=10-3m ,1μm=10-3mm ,1nm=10-3μm
1μrad=10-6rad,1°=60′,1′=60″。
级精度最高,3级精度最低,K级为校准级,用来校 准0,1,2级量块。
第一节 概述
●
量块的分等
量块按检定精度分为1,2,3,4,5等,其中1等精度
最高,5等精度最低。
分等依据:测量的不确定度的允许值、长度变
动量的允许值和测量面的平面度公差来划分的。
量块按“等”使用比按“级”使用的测量精度
高。
第一节 概述
2-通用计量器具:长度量块,角度量块,游标卡尺
第二节 计量器具和测量方法
2-通用计量器具:长度量块,角度量块,游标卡尺
第二节 计量器具和测量方法
2- 通用计量器具:机械量仪,光学量仪,电动量仪,
气动量仪
机械式测微比较仪
第二节 计量器具和测量方法
2-通用计量器具:机械量仪,光学量仪,电动量仪,
气动量仪
◆相对误差: 测量的绝对误差与被测量的真值之比。
f
L
l
相对误差可用来比较大小不同的同类量的测量精确度。
第三节 测量误差及数据处理
二、测量误差的来源及防止
计量器具误差
是指计量器具设计、制造
和装配调整不准确而产生的误
差,分为设计原理误差、仪器 制造和装配调整误差。
L' L S tan
《互换性与技术测量》(高教版)答案(3章)
《互换性与技术测量》(高教版)习题答案第三章光滑圆柱体结合的互换性及其检测3-1 判断下列说法是否正确?答:⑴公差是零件尺寸允许的最大偏差。
(×)⑵公差通常为正,在个别情况下也可以为负或零。
(×)⑶孔和轴的加工精度越高,则其配合精度也高。
(√)⑷配合公差总是大于孔或轴的尺寸公差。
(√)⑸过渡配合可能有间隙,也可能有过盈。
因此,过渡配合可以是间隙配合,也可以过盈配合。
(×)3-2 什么是基孔制配合与基轴制配合?为什么要规定基准制?广泛采用基孔制配合的原因何在?在什么情况下采用基轴制配合?答:基孔制配合:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成的一种配合制度称为基孔制配合。
基孔制的孔为基准孔,代号为H,并规定基准孔的基本偏差(即下偏差)为零。
基轴制配合:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成的一种配合制度称为基轴制配合。
基轴制的轴为基准轴,代号为h,并规定基准轴的基本偏差(即上偏差)为零。
按以下原则选用配合制:1)一般情况下,设计时优先选用基孔制。
2)有些情况下采用基轴制配合:零件采用外径不需加工的、具有一定精度等级的型材时,如型材直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。
如滚动轴承的外圈与轴承座的配合即属于基轴制配合,又如定位销与孔的配合为基轴制的配合等。
3)非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
如G8/m7,F7/n6等。
3-3 更正下列标注的错误:答:⑴φ80121.0091.0--⇒φ80091.0121.0--⑵30021.000-⇒3000021.0-⑶φ6000⇒???-.0019⑷ 120011.0011.0+- ⇒ 120±0.011 ⑸ φ5087H f ⇒ φ5078f H ⑹ φ50f H 78 ⇒ φ5078f H ⑺ φ50H8039.00 ⇒ φ50H8(039.000+)3-4 下面三根轴哪根精度最高?哪根精度最低? 答:⑴ φ70105.0075.0++ T s1 = es - ei = 0.105-0.075 = 0.03 查表3-2 精度为IT7⑵ φ250015.0044.0-- T s2 = es - ei = -0.015-(-0.044)= 0.029 查表3-2 精度为IT6 ⑶ φ100022.0- T s3 = es - ei = 0-(-0.022)= 0.022 查表3-2 精度为IT8 轴φ250015.0044.0--精度最高 ,轴φ100022.0-精度最低。
互换性与测量技术-第3章-几何公差与几何误差
(a)
(b)
1.几何公差框格和基准符号
基准符号
相对于被测要素的基准
注: 不能采用: E、 F 、 I、J、 L、 M、O、P、R等。
基准字母水平书写。
2.被测要素的标注方法
(1)被测要素为组成要素的标注
箭头指向该要素的轮廓线或其延长线 (箭头必须与尺寸线明显错开)。
2.被测要素的标注方法
(1)被测要素为组成要素的标注
2.被测要素的标注方法
(3)公共被测要素的标注方法
2.被测要素的标注方法
(4) 指引线箭头的指向
指引线箭头的方向应是公差带的宽度方向或直径方向。
(d) 指向圆球形公差带的直径方向
2.被测要素的标注方法
(5)附加标记或符号
被测要素为线素的标注 被测要素为线素:用“LE”注明
公差数值 GB/T1184-1996 形位公差未注公差值
5.几何公差现行标准体系
公差注法
GB/T13319-2003 位置度公差注法 GB/T16892-1997 非刚性零件注法 GB/T17773-1999 延伸公差带 GB/T17851-2009 基准和基准体系 GB/T17852-1999 轮廓的尺寸和公差注法
5.几何公差现行标准体系
误差检测
GB/T1958-2004 检测规定
GB/T7235-2004 圆度误差评定
GB/T11336-2004 直线度误差检测
GB/T11337-2004 平面度误差检测
JB/T7557
同轴度误差检测
GB/T8069-1998 功能量规
几何公差与几何误差检测
几何要素与几何公差特征项目
被测表面
箭头也可指向引出线的 水平线,引出线引自被 测面。
互换性与测量技术基础案例教程-马惠萍-第3章
互换性与测量技术基础案例教程-马惠萍-第3章1. 引言本章将介绍互换性与测量技术基础方面的案例教程。
互换性是指一组具有相同特性的零件或组件之间的互相替代性。
测量技术是指用于测量和校准物体尺寸、形状、表面粗糙度、力等性能参数的技术。
本文将以实际案例来说明互换性和测量技术的基础知识与应用技巧。
2. 案例教程2.1 案例1:互换性的概念与应用在现代工程设计中,互换性是非常重要的概念。
如果一组零件或组件之间具有良好的互换性,可以极大地提高生产效率和产品质量。
该案例将以一个实际的机械设备零件来说明互换性的概念与应用。
2.1.1 案例背景某公司需要生产一批机械设备,其中的某个关键零件是一个直径为10mm的螺栓。
为了实现互换性,公司决定采购相同规格的螺栓,并要求供应商提供相应的尺寸和质量保证。
2.1.2 测量技术与方法为了保证螺栓的尺寸符合要求,公司需要使用合适的测量技术和方法。
常用的测量方法有直接测量和间接测量两种。
直接测量是指直接将测量仪器与被测量对象接触并进行测量。
间接测量是指通过其他物理量来间接推断被测量对象的尺寸。
在本案例中,公司选择了直接测量的方法。
他们使用了千分尺测量仪来测量螺栓的直径。
千分尺是一种常用的精密测量工具,可以达到亚毫米级的精度。
2.1.3 测量结果与分析通过测量,公司发现他们采购的螺栓直径平均值为10.01mm,标准差为0.005mm。
根据质量控制的要求,螺栓的直径应在10±0.01mm的范围内。
因此,所有的螺栓都符合互换性的要求。
2.2 案例2:测量技术的基础知识与应用在现代工程中,测量技术是一个非常重要的领域。
准确的测量可以帮助工程师了解和控制物体的尺寸、形状、表面粗糙度等性能参数。
本案例将以一个实际的产品测量为例,介绍测量技术的基础知识与应用。
2.2.1 案例背景某公司设计并生产了一款手机外壳。
为了确保产品质量,公司需要对手机外壳进行尺寸和形状的测量。
2.2.2 测量技术与方法为了测量手机外壳的尺寸和形状,公司选用了三坐标测量仪进行测量。
互换性与技术测量第3章习题答案
第3章极限与配合习题答案一、1. B C 。
2. B C E 。
3. A B D E 。
4. C D E 。
5. C E 。
6. A C 。
7. A C D。
8. A D 。
9. A B C D 。
10. A D 。
11. A B D 。
12. A B E 。
13. B C D 。
14. C 。
15. C 。
二、1. +0.019 mm, -0.019 mm。
2.φ80.023 mm,φ79.977 mm。
3. -17 μm,φ47.958 mm。
4.ES= 0 mm,EI= +0.100 mm,es= +0.050 mm,ei= -0.050 mm。
5. -0.02 mm, -0.03 mm。
6.增大,减小。
7. 4个。
+0.2 mm, -0.2 mm。
8.基孔、间隙。
9. 基轴、过渡。
10. +0.150 mm、 -0.050 mm。
11. 0 mm, +0.013mm。
12.允许间隙或过盈的变动量,配合松紧变化的范围。
13. -0.05 。
14.过盈,间隙。
15. 0 mm, +0.078 mm。
16.过盈。
17.在满足使用要求,较低。
18.间隙;过盈。
19.基轴。
四、1、解:⑴)(725020.0041.0--f φ ⑵)(860100.0146.0--d φ ⑶)(650018.0002.0++k φ⑷)(540020.0009.0++m φ ⑸)(950142.0080.0++D φ ⑹)(740017.0042.0--P φ⑺)(7300021.0-M φ ⑻)023.0(880±JS φ2、解:(1)φ18h6 (2)φ120H9 (3)φ50e7 (4)φ65M83、解:因为T f =T D +T d ,且T D =T d所以:T f =2 T D =2 T d 则 T D =T d =2T f =278um=39um又因为基准孔的EI=0,基准轴的es=0, 所以:ES=T D +EI=39+0=+39um ei=es-T d =0-39=-39um4、解:因为JS 是对称偏差,且IT9的公差值为43um 是奇数,所以ES=-EI=2143-=+21um写成尺寸标注形式为:ø50±0.021mm D max =D+ES=φ15+0.021=φ15.021mm D min =D+EI=φ15-0.021=φ14.979mm ES=+0.021mm EI=-0.021mmD M =D min =φ14.979mm D L =D max =φ15.021mm 画公差带图如图:五、1、表3-22 (单位 :mm )++++32+59+53+722、+-+30+133、解:IT8、基本尺寸为ø40的公差值:TD=ES-EI=+0.005-(-0.034)=0.039mmφ40h8基准轴,es=0,ei=-Td=-0.039mm极限间隙:Xmax=ES-ei=+0.005-(-0.039)=+0.044mmXmin=EI-es=(-0.034)-0=-0.034mm六、1、解:(1)选择基准制因为没有特殊要求,所以选用基孔制配合,基准孔:EI=0。
第三章尺寸公差与检测
图3-2 极限尺寸
3.1.4 偏差与公差
1.偏差
偏差是指某一尺寸减其公称尺寸所得的代数差。偏差可 以为正,可以为负,也可以为零。
上极限偏差
是指上极限尺寸减其公称尺寸所得的代数 差。孔、轴的上极限偏差分别用ES和es表示
孔的上极限偏差: ES=Xmax+ei=19+11=+30(μm)
孔的下极限偏差 EI=ES-Th=30-30=0
【例3-2】若已知某配合的公称尺寸为φ60 mm,配合公差Tf
为49 μm,最大间隙Xmax为19 μm,孔的公差Th为30 μm,轴的 下极限偏差ei为+11 μm,试画出该配合的尺寸公差带图和配 合公差带图,并说明配合的种类。
2.尺寸公差 尺寸公差简称公差,是指上极限尺寸减下极限尺寸之差,
或上极限偏差减下极限偏差之差,它是尺寸的允许变动量。 孔、轴的公差分别用Th和Ts表示。尺寸公差是一个没有符号 的绝对值。
孔的公差 T hD m a x D m in E S E I
轴的公差
T sd m ax d m ines ei
4.配合公差带图
配合公差带是指由配合允许的最大间隙(或最小过盈) 和最小间隙(或最大过盈)所限制的带域。配合公差带图是 指表示相配合的孔与轴间隙或过盈变动范围的图形,如图3-9 所示。
(a)间隙配合
(b)过盈配合
(c)过渡配合
图3-9 配合公差带图
【例3-2】若已知某配合的公称尺寸为φ60 mm,配合公差Tf
4.公差带图
由于公差的数值(μm级)与 尺寸的数值(mm级)相差很大, 不便于用同一比例绘制,因此, 在作图时,通常将公差“放大” 绘制,只画出放大的孔与轴的公 差带位置关系示意图形,这种图 形称为尺寸公差带图,简称公差 带图,如图3-4所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 基准要素的标注方法 对于有方向或位置要求的要素,在图样上必须用基准代号
何图形,只要被测要素完全落在给定的公差带内,就表示该 要素的形状、方向和位置符合要求。
几何公差带具有形状、大小、方向和位置四要素。公差
带的形状由被测要素的理想形状和给定的公差特征项目所 确定。常见的几何公差带的形状如图3-3所示。公差带的大 小由公差值t确定,指的是公差带的宽度或直径。几何公差 带的方向和位置有两种情况:公差带的方向或位置可以随 实际被测要素的变动而变动,没有对其他要素保持一定的 几何关系的要求,这时公差带的方向或位置是浮动的;若 几何公差带的方向或位置必须和基准要素保持一定的几何 关系,则称为是固定的。所以,位置公差(标有基准)的 公差带的方向和位置一般是固定的,形状公差(未注基准) 的公差带的方向和位置一般是浮动的。
【实施】 1. 认知图中标注各几何公差项目符号的含义 参照表3-1,分析图3-1中所标注的几何公差项目符号有:
3.1 几何公差概念 零件在加工过程中会产生或大或小的形状、方向和位置误
差(简称为几何误差),这些误差会影响机器、仪器仪表、 刀具、量具等各种机械产品的工作精度、联结强度、运动平 稳性、密封性、耐磨性和使用寿命等,甚至还与机器在工作 时的噪声大小有关。因此,为了保证机械产品的质量,保证 零部件的互换性,应给定几何公差加以限制。
按功能关系分 单一要素: 仅对要素自身提出形状公差要求的要素。 关联要素: 对其它要素有功能关系,即要求要素与要素间 必须满足的方向和位置关系。比如平行、垂直、同轴等关系。
பைடு நூலகம்
3.1.2 几何公差的项目和含义 几何公差分为4类,共19个项目,其名称、符合如表3-1
所示。
3.1.3 几何公差带 几何公差带是用来限制被测要素变动的区域。它是一个几
表示被测要素与基准要素之间的关系。基准代号由基准字母、 方框、基准连线和黑三角组成,并且字母应水平书写,如图36所示。
标注基准代号时,也应区分基准要素是轮廓要素还是中心
要素。当基准要素为轮廓要素时,基准连线应垂直于基准或 其延长线上(与尺寸线明显错开)如图3-6所示。当基准要 素为中心要素时,基准连线应与该要素的尺寸线对齐如图37所示。
理想要素不存在任何误差。实际上并不能得到,只是想象
中存在。但理想要素的实用意义仍毋容置疑,即可以用理想 要素与实际要素作比较,以评定实际要素对理想要素的偏离 量(即误差)。具体办法是用精度相对于实际零件高得多的 量具、仪器的表面、导轨面等要素来代替理想要素。机械零 件图样投影图表示的要素均为理想要素。
3.1.4 几何公差的标注方法 1. 被测要素的标注方法 对被测要素的几何精度要求,采用框格代号标注,只有在
无法采用公差框格标注(例如,现在的公差项目无法表达, 或者采用框格代号标注过于复杂)时,才允许用文字说明对 精度的要求。
公差框格有两格、三格、四格和五格数种形式。按规定,
从框格的左边起,第一个填写公差项目符号,第二格填写公 差值,从第三格起填写代表基准的字母。图3-4a为两格的填 写方法示例,图3-4b为五格的填写示例,本例中基准字母A、 B、C依次表示第一、第二、第三基准,必须指出:基准的顺 序并非一定按字母在字母表中的顺序,而是按字母在公差框 格中的顺序来区分。
3. 几何公差的其它标注方法
3.2 形状公差与公差带
形状公差是指单一实际要素的形状所允许的变动全量。形状公
差带是限制实际被测要素变动的一个区域,它的特点是不涉及基 准,其方向和位置随实际要素不同而浮动。典型的形状公差带见 表3-3。
3.1.1 几何公差的研究对象 几何公差的研究对象是构成零件几何特征的点、线、面等几
何要素(简称要素),也就是构成具有一定形状和大小的形体 的点要素、线要素和面要素的统称。如图3-2a所示零件的球面、 圆锥面、圆柱面、端平面、轴线和球心,图3-2b所示的矩形槽 的中心平面。
几何要素可以从不同角度来分类: 1. 按结构特征分 轮廓要素:构成零件外形的点、线、面各要素,如图3-2中
【学习目标】
1. 能够正确识读工程图样中的几何公差要求标注。 2. 能够完成工程图样的几何公差设计。 3. 能够了解零件几何误差的检测方法。
【分析】 要正确识读图中标注的几何公差,首先要了解几何公差
的相关知识: 1、 几何公差项目符号含义 2、 形状公差 3、 位置公差 4、 方向公差 5、 跳动公差
公差框格用指引线与有关的被测要素联系起来,指引线可 以从框格的左端或右端引出,必须垂直于框格,而引向被测 要素时可以折弯,但不得多于两次,应用示例见图3-5。
指引线的箭头引向被测要素时,必须注意:
(1)区分被测要素是轮廓要素还是中心要素 当被测要素 为轮廓要素时,箭头指在可见轮廓线上,或其引出线上,如 图3-5a所示。当被测要素为中心要素时,指引线的箭头应与 该要素的尺寸线对齐,如图4-5b。
的球面、圆锥面、圆柱面、端平面、圆锥面和圆柱面的素线。 中心要素: 轮廓要素对称中心所表示的点、线、面各要素,
如图3-2中的轴线、球心。 按存在状态分 实际要素: 零件上实际存在的要素,显然它们是存在误差
的要素,实际要素的状态要通过测量来确定。 理想要素: 具有几何学意义的要素,也即几何的点、线、面。 机械零件图样投影图表示的要素均为理想要素。
2. 按所处地位分 被测要素: 在图样上给出了形状或(和)位置公差要求的
要素,是检测的对象。 基准要素: 用来确定被测要素方向或(和)位置的要素。
基准要素分为理想基准要素和实践基准要素,实际基准要素 就是零件上被设计师指定作为基准的要素,它含有一定得形 状误差。理想基准要素是与实际基准要素最大限度地接近, 认为不存在形状误差,真正用它来确定被测要素方位的基准 要素。理想基准要素简称基准。是确定要素间几何关系的依 据。