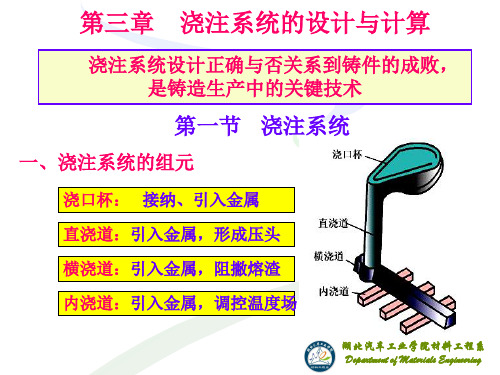
浇注系统浇口尺寸计算
3.4.9内浇口截面积计算(方法2)讲解
内浇口截面积:
Ag=217mm2/4=54mm2
结束语
谢
谢
压铸模具设计与制造
任务描述
内浇口截面积计算 (方法2)
主讲人:柯春松
1 内浇口截面积计算
根据管接头三维模型 产品体积:V=48898mm3
铝合金密度:ρ=2.7g/cm3
产品质量:G=ρ×V=132g。
1 内浇口截面积计算
由于产品一模四腔,所以产品总重 量G产= 4×132g=528g 考虑浇注系统和排溢系统的重量,
DCC160 1600
254
DCC280 2800
315
DCC400 4000
405
射料行程/mm 340 400 500 冲头直径/mm 40 50 60 50 60 70 60 70 80 射料量(铝 0.8 1.3 1.8 1.5 2.1 2.9 2.7 3.6 4.7 )kg 铸造压力(增 112. 82. 144. 202.3 129.5 89.9 162 106.1 81.2 压)/MPa 5 6 4 铸造面积/cm2 72.5 120 175 170 245 335 275 375 490 最大铸造面积 400 700 1000 (40MPa)/ cm2
整个铸件重量是产品的2倍,则
G铸=2×G产=2×528g=1056g
1 内浇口截面积计算
压室充满度取50% 压室充满度=铸件重量/压机射料量 压机射料量=铸件重量/压室充满度 =1056g/50%
=2112g(即2.112Kg)
1 内浇口截面积计算
表 力劲卧式冷室压铸机参数
项目名称 锁模力/kN 压射力(增压) kN
1 内浇口截面积计算
根据压铸机参数,选取与射料量相 近的压射冲头直径Ф60。 压射冲头截面积:A冲=2826mm2
第三章 浇注系统的设计与计算
湖北汽车工业学院材料工程系 Department of Materials Engineering
复习题
1.浇注系统由哪些部分组成?分别说明各个组元的 作用? 2.比较顶注式和底注式浇注系统的优缺点。 3.比较封闭式和开放式浇注系统的优缺点。
4 . 如何提高横浇道的撇渣效果?
5. 内浇道在铸件浇铸中能够起到哪些重要作用? 6.确定内浇道位置要注意哪些具体问题? 湖北汽车工业学院材料工程系
配套措施:
1)浇口杯应足够大; 2)严格控制浇注时间。
湖北汽车工业学院材料工程系 Department of Materials Engineering
计算实例:
1、绘制模板布置简图
各层铸件内浇道的金属压力头: h1=100mm; h2=250mm; h3=350mm。
2、计算型内金属质量 m /kg
阶梯式的优缺点
兼有底注式和顶注式 的优点,充型平稳。 但结构复杂,设计和 计算较难。 用于高度大的中、大 型铸件。阶梯式或缝 隙式用于垂直分型无 箱挤压造型或金属型 铸造
湖北汽车工业学院材料工程系 Department of Materials Engineering
(二)按浇注系统各组元截面积的比例关系分
4、 选用浇口杯 根据铸型的浇注速度,使用4号浇口杯,铁液积存5.5 kg; 5、分别计算或由内浇道计算诺谟图查各层内浇道截面积: (流量系数取 μ=0.5) S1=70mm2 ; S2=45mm; S3=38mm2。 6、分直浇道截面积 ∑S内 =2×(70+45+38)=306mm2, S分直=1.2×S内=306×1.2=367mm2 分直浇道的截面尺寸: 上底宽11mm;下底宽22mm;高22mm 。 实际:S分直=363mm2。 7、 水平横浇道尺寸 S横=1.3×363 mm2=472 mm2。 选上底宽12.5mm;下底宽25mm;高25mm; 实际截面积469mm2。
浇口的设计

浇口的设计浇口(Gate)是连接流道与型腔之间的一段细短通道,是一條橫切面面積細小的短槽,它是浇注系统的关键部分。
當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料層流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持層的仍可流動.所以,在理想的情況下,澆口應設置在橫流道層位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.浇口的形状、位置和尺寸对制品的质量影响很大。
浇口的主要作用有以下几点:1、熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流;2、熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模;3、易于切除浇口尾料,二次加工方便,除水口完畢,僅留下少許痕跡;4、对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置;5、減少填料過多現象.浇口的类型与位置浇口亦称进料口,是连接分流道与型腔的熔体的通道.,也是注塑模进料系统的最后部分.浇口的设计与位置的选择恰当与否,直接关系到塑件能否完好的高质量地注射成型.其基本作用为:1、从流道来的熔融塑料以最快的速度进入充满型腔。
2、型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关.但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求.「浇口」(Gate)对於成形性及内部应力有较大的影响,通常依据成形品的形状来决定适当形式,可分为「限制浇口」与「非限制浇口」两大类.限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面尺寸的突然变化使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均均衡的充满型腔.对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量. 另外限制性浇口还起着较早固化防止型腔中的熔体倒流的作用, 加工容易,易从浇道切断成形品,可减少残留应力. 又可分为「侧状浇口」(Side Gate)、「重叠浇口」(Overlap Gate)、「凸片浇口」(Tab Gate)、「扇形浇口」(Fan Gate)、「膜状浇口」(Film Gate)、「环形浇口」(Ring Gate)、「盘状浇口」(Disk Gate)、「点状浇口」(Point Gate)及「潜状浇口」(Submarine Gate)等非限制性浇口是由竖浇道直接将塑料注入模穴的浇口,整个浇注系统中截面尺寸最大的部位,它主要是对中大型筒类,壳类塑件型腔起引料和进料后的施压作用.浇口的种类、位置、大小、数目等,直接影响成形品的外观、变形、成形收缩率及强度,所以在设计上应考虑下列事项:在注塑模设计中, 按浇口的结构形式和特点,常用的浇口形式有如下几种:1、直接浇口既是主流道浇口,属于非限制性浇口. 塑料熔体由主流道的大端直接进入型腔,因儿具有流动阻力小,流动流程短及补给时间长等特点.但是也有一定的缺点如进料处有较大的残余应力而导致塑件翘曲变形,由于浇口较大驱除浇口痕迹较困难,而且痕迹较大,影响美观.所以这类浇口多用于注射成型大,中型长流程深型腔筒型或翘型塑件,尤其适合与如聚碳酸脂,聚砜等高粘度塑料.另外,这种形式的浇口只适合于单型腔模具.在设计浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩口,变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2~4度),另一方面尽量减小定模板和定模座的厚度.这样的浇口有良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于排气;这样的形式使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀.2、中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该浇口处,同时中心设置分流锥,这种类型的浇口.实际上这是直接浇口的一种特殊形式,具有直接浇口的一系列优点,而克服了直接浇口易产生缩孔,变形等缺陷.中心浇口其实也是端面进料的环行浇口(下面介绍),在设计时,环行的厚度一般不小于0.5mm.进料口环行的面积大于主流道小端面积时,浇口为非限制性浇口;反之,则浇口为限制性型浇口.3、侧浇口侧浇口国外称为标准浇口,(各种图我这里有但是没有扫描仪) 侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切剪切速率及浇口的冻结时间.这类浇口可根据塑件的形状特征选择其位置,加工和修整方便,因此它是应用较广泛的.优点如下由于浇口截面小,减小浇注系统的浇注系统塑料的消耗量,去除浇口容易,痕迹不明显.缺点有熔接痕存在,注射压力损失较大,使深型腔塑件的排气不利.还克分为1)扇形浇口2)平缝浇口4、环行浇口对型腔填充采用圆环形进料形式的浇口称为环行浇口.特点进料均匀,圆周上各处流速大致相同,流动状态好,型腔中的空气容易排除,熔接痕可以避免.浇口设计在型心上,浇口的厚度t=0.25~1.6mm,长度l=0.8~1.8mm;端面进料的搭接式环行浇口,搭接长度L1=0.8~1.2mm,总长L可取2~3mm; 环行浇口主要用于成型圆筒型无底塑件,但是浇注系统耗料较多,浇口去除困难,浇口痕迹明显.5、轮辐式浇口6、爪形浇口。
YUSEI-商品模具设计指导手册-第1章 浇注系统

第1章 浇注系统从成型机喷嘴所射出的熔融塑胶材料经过主流道,分流道,浇口进入模腔。
从主流道到模腔之间的通道称为浇注系统。
浇注系统设计的好坏直接影响到制品的质量,且也影响到成型效率。
根据在产品成型时主流道到模腔之间通道中的塑胶是否处于熔融状态可将浇注系统分为冷流道系统和热流道系统。
1.1浇注系统设计原则1.1.1主流道(主浇口衬套)(Sprue)为了保证主流道内的凝料可顺利脱出以及喷嘴同浇口套接触处不会漏胶,应满足: 浇口套ΦD = 喷嘴Φd + (0.5~1) mm 浇口套SR= 喷嘴SR + (1~2) mm上述两个参数必须满足客户成型机。
注意:ARTEB 模具ROMI 成型机喷嘴前端是90°锥度面 ΦA≈1~1.2×分流道直径 α取值范围1°~ 3°E:成型机喷嘴伸入模具尺寸----采用模具量产所用成型机的最大值 必须确认成型机喷嘴不会同模具干涉,有足够的空间 L:冷料把长度---在固定侧强度许可的情况下尽可能减短R 取值范围1~2,以防止料把拉毛,产生胶粉后影响下一模产品的表面质量 浇口衬套内孔的表面粗糙度要求≤Ra0.8 材质要求:SKD61真空淬火处理(HRC48~52)浇口衬套必须止转定位,常用固定止转形式如下:螺钉固定+D字型止转 定位圈固定+销钉止转为了使浇口套中的凝料留在可动侧以及收集喷嘴前端注射进入的冷料,需在浇口套下方设计拉料杆与冷料井。
常用拉料杆形式(Sprue puller):1.倒拔冷料井(客户无特别要求时,优先使用此拉料形式)设计参数:浇口衬套大端直径:A冷料井入口直径:B ≈A+0.3(为了更好的收集前端冷料)并>d+0.2顶针直径:d 一般同分流道直径相等且≥5mm(由于此处顶针承受最大的注射压力,因此必须注意顶针的压弯危险)冷料井深度:L=(1~1.5)×分流道直径(需考虑此处的热量是否过于集中)段差值:E=0.2~0.3MM(模板累积误差以及顶针长度公差所导致)α:倒扣穴角度-----取决于成型材料类型,要求此角度能将主料把从浇口衬套中拉出并能被顶针顺利顶出而不产生料粉此区域粗糙度要求Ra1.6,当成型配光镜制品时,此区域粗糙度要求Ra0.8PP,TPO等软胶,α=1.5°或者2°, 单边倒扣量控制在0.15~0.2mm.PP-T20,PC, ABS,POM ,PMMA等硬胶,α=0.5°或者1°, 单边倒扣量控制在0.10~0.15mm.2.Z字形拉料杆设计参数:0.5,10°,R1对于不同直径的拉料杆此参数保持不变拉料杆直径:d 一般同分流道直径相等且≥5mm冷料井深度:A=(0.5~1)×分流道直径(需考虑此处的热量是否过于集中)拉料杆直径d=5,6,8 时,参数L=5拉料杆直径d=10,12 时,参数L=8拉料杆头部粗糙度要求:Ra1.6当有多个Z字形拉料杆时,拉料杆必须止转设计,Z字形朝向一致,以利于取件。
浇口的设计

5.2.4浇口的设计浇口亦称进料口,是连接分流道与型腔的熔体通道。
浇口的设计与位置的选择恰当与否直接关系到塑件能否被完好地高质量地注射成型。
浇口可分成限制性浇口和非限制性浇口两大类。
限制性浇口的作用:限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面积的突然变化,使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均衡地充满型腔。
对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量。
限制性浇口还起着较早固化防止型腔中熔体倒流的作用。
非限制性浇口的适用范围:非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主要是对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
常用的浇口可分成以下几种形式:(1)直接浇口直接浇口又称主流道型浇口,它属于非限制性型浇口,如图5.18所示。
塑料熔体由主流道的大端直接进入型腔,因而具有流动阻力小、流动路程短及补缩时间长等特点。
由于注射压力直接作用在塑件上,故容易在进料处产生较大的残余应力而导致塑件翘曲变形。
这种形式的浇口截面大,去除浇口较困难,去除后会留有较大的浇口痕迹,影响塑件的美观。
这类浇口大多用于注射成型大、中型长流程深型腔筒形或壳形塑件,尤其适合于如聚碳酸脂、聚砜等高粘度塑料。
另外,X这种形式的浇口只适于单型腔模具。
在设计直接浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩孔、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2° ~ 4° ),另一方面尽量减小定模板和定模座板的厚度。
直接浇口的浇注系统有着良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于消除深型腔处气体不易排出的缺点,使排气通畅。
这样的浇口形式,使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀。
(2)中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该孔口处,同时中心设置分流锥,这种类型的浇口称中心浇口,如图5.19 所示。
塑料注射成型模具浇注系统设计-文档资料

停滞现象容易使工件的某些部 分过度保压,某些部分保压不足, 从而使內应力增加许多。
1.要能保证塑件的质量(避免常见的充填问题 )
尽量避免出现熔接痕
熔接痕的存在主要会影响外 观,使得产品的表面较差;而出 现熔接痕的地方強度也会较差。
1.要能保证塑件的质量(避免常见的充填问题 ) 尽量避免过度保压和保压不足
有利于保证塑件质量
要考虑飞边在塑件上的位置
分型面的选择要有利于简化模具结构
尽可能的避免侧向分型或者抽芯
分型面的选择要有利于简化模具结构
尽可能的避免侧向分型或者抽芯
分型面的选择要有利于简化模具结构
尽量地把侧向分型抽芯机构留在动模一侧
分型面的选择要有利于简化模具结构
塑件不止有一个抽芯的时候,在选择分型面时要使较大的 型芯与开模方向一致
4.分流道的布置
流道排列的原则 尽可能使熔融塑料从主流道到各浇口的距离相等。 使型腔压力中心尽可能与注射机的中心重合。
流道的布置 自然平衡 人工平衡
不平衡
自然平衡
人工平衡
§4.3普通浇注系统的设计
五、分流道设计与制造
4.分流道的布置
§4.3普通浇注系统的设计
五、分流道设计与制造
5.分流道制造要点
1.分流道的截面形状 六角形截面
其面积仅为圆形流道 的82%,是最理想的浇 道,但是制造不易, 通常不考虑使用。
2.分流道的设计要点 制品的体积和壁厚,分流道的截面厚度要大于制品的壁厚。
成型树脂的流动性,对于含有玻璃纤维等流动性较差的树 脂, 流道截面要大一些。
流道方向改变的拐角处, 应适当设置冷料穴。
重叠浇口
重叠浇口与侧浇口类似﹐浇口与成品侧壁 或成品表面有重叠。 典型的浇口尺寸为:厚度0.4至 6.4mm﹐宽度为1.6至12.7mm。
浇注系统

设计浇口时,必须注意塑料是何种塑料,以下是指定潜水设计‘D’形或锥形入水,除客户指
定其设计外,必须遵守。
Round gate
结晶体-圆头潜浇口 Crystalline-Round Gate Nylon,PA PBT PET POM PPS
e. H的高度是能做短就做短。
f. G>H。
应用:适用于外观不允许露出浇口痕迹的胶件。对于一模多腔的胶件,应保证各腔从浇口到型腔 的阻力尽可能相近,避免出现滞流,以获得较好的流动平衡。 手机模上广泛应用。
(5)牛角水口(HOOK GATE)(图5.6)
一般用于成品向外面不能有浇口痕,而亦不能用潜水或潜顶针。
使针点浇口 拉断时不致损伤胶件,R2为(1.5~2.0)mm,
R3为(2.5~3.0)mm,深度h=(0.4~0.8)mm。
应用:其表面浇口痕迹有一定要求的塑件。
R1
δ R2 R3
第四节:浇口的选用
由于不同的塑胶材料有不同的流动性能和充填性能,所以浇口类型的选用与塑胶材 料的种类有直接的关系,进行浇口设计时一定要明确产品材料,并根据产品材料、 产品外观要求、产品结构综合考虑浇口类型和尺寸。表2所列为浇口形式与塑料种 类的适用关系。
α
β
d A
缺点:a.浇口位置容易拖胶粉。 b.入水位置容易产生烘印。 c.需人工剪除胶片。 d.从浇口位置到型腔压力损失较大。
H G
h
参数:a. 浇口直径d为0.3~1.5mm。
b. 进胶方向与垂直方向的夹角α为30°~50°之间。
c.入水嘴的锥度β为15°~25°之间。
铸造手册中非铁合金铸件浇注系统尺寸的确定

铸造手册中非铁合金铸件浇注系统尺寸的确定铸造是制造业中常见的一种工艺,通过将熔化的金属或非金属材料注入模具中,然后冷却凝固成型,来制造各种零部件和构件。
而在铸造过程中,浇注系统是至关重要的一环,它直接影响着铸件的质量和成型效果。
本文将从深度和广度的角度,探讨铸造手册中非铁合金铸件浇注系统尺寸的确定。
一、什么是铸造手册中的非铁合金铸件浇注系统尺寸?铸造手册中的浇注系统尺寸,指的是对于非铁合金铸件来说,根据铸件的设计和要求,在进行铸造时所需要的浇注系统的各项尺寸参数。
这些尺寸参数包括浇口直径、浇道截面积、浇道长度以及浇注冒口的设计尺寸等等。
二、确定铸造手册中非铁合金铸件浇注系统尺寸的重要性1. 影响铸件的质量浇注系统的尺寸设计不合理会导致浇注不充分,使得铸件出现缺陷,比如气孔、热裂纹等。
合理确定浇注系统的尺寸对于保证铸件的质量至关重要。
2. 影响铸造效率合理的浇注系统尺寸可以降低金属的浇注阻力,提高浇注速度,从而提高铸造的效率。
3. 影响工艺成本如果浇注系统设计不合理,会导致金属浪费或者二次加工,增加了生产成本和周期。
三、如何确定铸造手册中非铁合金铸件浇注系统尺寸?1. 按照铸件的形状和尺寸进行确定铸件的形状和尺寸是确定浇注系统尺寸的基础。
不同形状和大小的铸件,其浇注系统的尺寸也会有所不同。
2. 根据金属流动原理设计根据金属液体在浇注系统中的流动原理,合理设计浇口、浇道和冒口的尺寸和位置,以保证金属充分、均匀地填充模腔。
3. 结合铸造工艺要求根据具体的铸造工艺要求,包括金属的浇注温度、浇注方式、模具的放热要求等,综合考虑确定浇注系统尺寸。
四、个人观点和理解在确定铸造手册中非铁合金铸件浇注系统尺寸时,我认为应该遵循以下原则:一是充分考虑金属流动原理及浇注系统设计的合理性,以保证铸件质量;二是结合具体的铸造工艺要求,使得浇注系统尺寸能够满足铸造过程中的各种要求。
只有在这样的基础上,确定的浇注系统尺寸才能最大程度地保证铸件的质量,提高铸造效率,并节约工艺成本。