连接器端子,检验作业指导书(SOP)
连接器端子,检验作业指导书(SOP)

零件未裝入定位點
PLUG無法通過
三、異常處理:
超出標准或不合格時依“矯正与預防措施作業程序”(QEP0005)或“不合格管制作業
程序”(QEP0004)處理。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰
檢驗作業基准書
文件編號
檢驗作業基准書
文件編號
版本次
頁次
SCN460
A2
1/2
1、適用范圍:
適用于本公司生產之DC POWER JACK (SCD460SERIES)成品檢驗作業。
( ENTER PIN:Ø1.0 )
二、作業內容:
檢驗項目
方法
標准
異常之判定
電氣性能
测试制具
插入插入及插入制具中,2#3#灯亮,2号3号2号脚正常,拔除插头,3号&3号道通正常。
測試中,外觀檢驗:塑膠外觀和結構異常。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰
插入PLUG及插入制具中時:
2#&4#等亮,PIN针异常&3号不道通,2号与3号接触异常。
外觀
目測
樣品
變形、壓傷、缺料、多料、破損、
斷裂、生鏽、銲錫不良
歪斜、壓痕、縮水、毛邊、雜色
混料、走料痕、氧化、電鍍不良
裝配作業性
目測
樣品
組裝不良、松動、脫落
版本次
頁次
SCN460
A2
1/2
四:检验作业步骤及流程简图:
SOP标准作业程序与作业指导书

标准作业指导书 SOP1.什么是SOP(标准作业程序)所谓SOP, 是 Standard Operation Procedure三个单词中首字母的大写, 即标准作业程序。
就是将某一事件的标准操作步骤和要求以统一的格式描述出来, 用来指导和规范日常的工作。
2.SOP的格式1)明确职责明确职责: 包括拟制者、校对者、审核者、批准者。
2)格式:A.每页SOP页眉处注明“标准操作规程”字样;B.制定SOP单位全称.C.反映该份SOP属性的编码、总页数、所在页码;D.准确反映该项目SOP业务的具体题目;E.反映该项SOP主题的关键词, 以利计算机检索;F.简述该份SOP的目的、背景知识和原理等;G.主体内容: 具体内容简单明确, 可操作性强, 以能使具备专业知识和受过培训的工作人员理解和掌握为原则;H.每份SOP的脚注处有拟制者、校对者、审核者、批准者的签名和签署日期;I.标明该份SOP的生效日期。
3.SOP的作用1) 将企业积累下来的技术、经验记录在标准文件中,以免因技术人员的流动而使技术流失;2) 使操作人员经过短期培训,快速掌握较为先进合理的操作技术;3) 根据作业标准,易于追查不良品产生之原因;4) 树立良好的生产形象, 取得客户信赖与满意。
5) 是贯彻ISO精神核心(说, 写, 做一致)之具体体现, 实现生产管理规范化、生产流程条理化、标准化、形象化、简单化。
6)是企业最基本﹑最有效的管理工具和技术数据。
4.SOP的特征1)SOP是一种程序。
SOP是对一个过程的描述, 不是一个结果的描述。
同时, SOP又不是制度, 也不是表单, 是流程下面某个程序中关控制点如何来规范的程序。
2)SOP是一种作业程序。
SOP首是一种操作层面的程序, 是实实在在的, 具体可操作的, 不是理念层次上的东西。
如果结合ISO9000体系的标准, SOP是属于三阶文件, 即作业性文件。
3)SOP是一种标准的作业程序。
所谓标准, 在这里有最优化的概念, 即不是随便写出来的操作程序都可以称做SOP, 而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。
连接器成品产品检验作业指导书
G
9.30 9.40
高度尺
H
0.80 1.20
投影仪
成 型
I
0.05*40 °
0.15*50°
投影仪
J
5.20 5.60
ቤተ መጻሕፍቲ ባይዱ
投影仪
K
25°
35°
投影仪
L
2.25 2.35
投影仪
M
0.20*40 °
0.30*50°
投影仪
N
4.21 4.27
投影仪
O
8.53 8.59
投影仪
P
4.57 4.63
投影仪
C
5.60 5.70 数显卡尺
滚 花
A和C同 心度
投影仪
材料: 材料批次:
备注
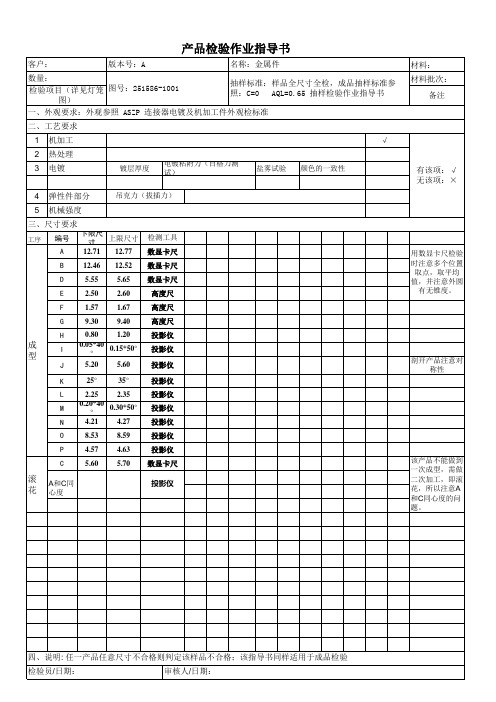
有该项:√ 无该项:×
用数显卡尺检验 时注意多个位置
取点,取平均 值,并注意外圆
有无锥度。
剖开产品注意对 称性
该产品不能做到 一次成型,需做 二次加工,即滚 花,所以注意A 和C同心度的问 题。
四、说明: 任一产品任意尺寸不合格则判定该样品不合格;该指导书同样适用于成品检验
检验员/日期:
审核人/日期:
产品检验作业指导书
客户:
版本号:A
名称:金属件
数量: 检验项目(详见灯笼 图号:251586-1001
图)
抽样标准:样品全尺寸全检,成品抽样标准参 照:C=0 AQL=0.65 抽样检验作业指导书
材料: 材料批次:
备注
√
×
镀层厚度
电镀粘附力(百格刀测 试)
盐雾试验 颜色的一致性
×
4 弹性件部分
吊克力(拔插力)
×
接线端子检验作业指导书

接线端子检验作业指导书一、指导思想接线端子是电气设备中的重要组成部分,其质量直接影响到设备的安全运行。
因此,进行接线端子的检验工作十分重要。
本指导书旨在规范接线端子的检验工作,确保设备的正常运行和使用安全。
二、检验范围本指导书适用于各类电气设备中的接线端子的检验工作。
三、检验流程1.准备工作检查并确保检验仪器仪表的准确性和可靠性,如万用表、钳形表等。
2.环境检查检查接线端子所在环境的温湿度等情况,确保符合设备的使用要求。
3.外观检查对接线端子的外观进行检查,包括外观是否完好、无腐蚀、无松动、无散糟等。
4.电气性能检查(1)检查接线端子的接触电阻。
使用万用表或钳形表测量接线端子的接触电阻,确保其在规定范围内。
(2)检查接线端子的绝缘电阻。
使用万用表或绝缘电阻测试仪测量接线端子的绝缘电阻,确保其在规定范围内。
(3)检查接线端子的插拔次数。
通过模拟使用情况,检查接线端子的插拔次数,确保其耐久性能符合要求。
5.物理性能检查(1)检查接线端子的固定方式。
检查接线端子的固定方式是否符合要求,如螺丝、卡槽等。
(2)检查接线端子的接线方式。
检查接线端子的接线方式是否正确,如是否紧固、接线是否工整等。
6.记录与整理对检验结果进行记录和整理,并根据需要进行进一步的分析和处理。
四、注意事项1.在进行接线端子检验前,必须切断电源,并做好安全措施。
2.检验过程中,应注意检查仪器仪表的使用方法和操作规范,确保测量结果准确可靠。
3.检验过程中,应严格按照检验流程进行操作,避免遗漏和错误。
4.检验结果应详细记录,包括检验时间、检验人员、检验仪器和测量数值等信息。
5.对于检验中发现的问题,应及时进行记录,并根据具体情况进行修复或更换。
五、总结接线端子的检验工作是确保电气设备安全运行的重要环节。
本指导书规范了接线端子的检验流程和注意事项,对于保障设备的正常使用具有重要意义。
希望各相关单位和人员能按照本指导书的要求,认真执行检验工作,确保接线端子的质量和可靠性,推动电气设备的安全生产。
端子全检作业指导书
序
号
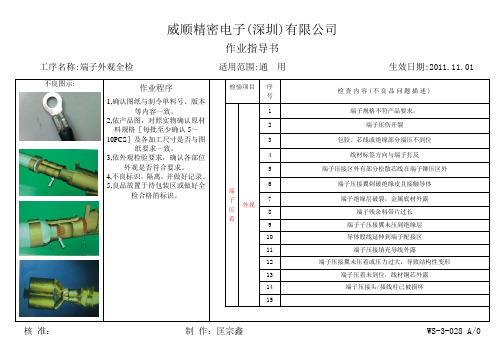
检查内容(不良品问题描述)
端子压着
外观
1
端子规格不符产品要求,
2
端子压伤开裂
3
包胶、芯线或绝缘部分端
端子压接区外有部分松散芯线在端子铆压区外
6
端子压接翼刺破绝缘皮且接触导体
7
端子绝缘层破裂,金属底材外露
8
端子残余料带片过长
9
端子子压接翼未压到绝缘层
10
导体股线延伸到端子配接区
11
端子压接填充导线外露
12
端子压接翼未压着或压力过大,导致结构性变形
13
端子压着未到位,线材铜芯外露
14
端子压接头/接线柱已被损坏
15
工序名称:端子外观全检适用范围:通用生效日期:2011.11.01
核准:制作:匡宗鑫WS-3-028 A/0
威顺精密电子(深圳)有限公司
作业指导书
不良图示:
作业程序
1,确认图纸与制令单料号、版本等内容一致。
2,依产品图,对照实物确认原材料规格[每批至少确认5~10PCS]及各加工尺寸是否与图纸要求一致。
3,依外观检验要求,确认各部位外观是否符合要求。
4,不良标识,隔离,并做好记录。
5,良品放置于待包装区或做好全检合格的标识。
SOP标准作业程序与作业指导书

SOP标准作业程序与作业指导书一、引言标准作业程序(Standard Operating Procedure,简称SOP)与作业指导书是组织内部用于规范和指导工作流程的重要文档。
本文将详细介绍SOP标准作业程序与作业指导书的定义、编写流程、内容要点以及实施与维护等方面的内容。
二、定义SOP标准作业程序是一种详细描述和规范特定工作流程的文档,旨在确保工作的一致性、高效性和安全性。
作业指导书是SOP的具体实施指南,包含了操作步骤、安全注意事项、质量要求等具体内容。
三、编写流程1. 确定编写目的和范围:明确SOP的目的、适合范围和受众,确保编写的SOP具有明确的目标和适合范围。
2. 采集必要信息:与相关部门和人员沟通,采集关于工作流程的详细信息,包括操作步骤、安全要求、质量控制等方面的内容。
3. 制定SOP草稿:根据采集到的信息,编写SOP的草稿,包括标题、引言、目的、适合范围、操作步骤等内容。
4. 审核和修改:将草稿提交给相关部门和人员进行审核,并根据他们的反馈进行修改和完善。
5. 最终编写和发布:根据审核和修改的结果,完成最终版的SOP,并将其发布给相关人员。
四、内容要点1. 标题和引言:明确SOP的名称和目的,简要介绍所描述的工作流程。
2. 目的和适合范围:明确SOP的目的和适合范围,确保读者能够准确理解SOP的用途和适合范围。
3. 定义和缩写:对于特定的术语和缩写,提供清晰的定义和解释,以便读者理解和正确使用。
4. 责任和权限:明确相关人员的责任和权限,确保工作流程能够顺利进行。
5. 操作步骤:详细描述工作流程的每一个步骤,包括所需材料、设备和工具,以及具体操作方法。
6. 安全注意事项:列出工作过程中需要注意的安全事项,包括防护措施、危(wei)险品处理等。
7. 质量要求:明确工作流程中的质量要求,包括产品检验、记录和报告等。
8. 故障排除:提供常见问题和解决方法的列表,以便处理工作中可能浮现的故障。
端子类检验作业指导书
作业员在检验过程中,发现产品上有指纹,需挑选出来判为NG.
4.9批锋
作业员在检验过程中发现产品切断面有批锋,需挑选出来,看是否还可以加工,如可以加工需再次加工方可判为OK,如不能加工判为NG.如发现产品的针脚上有批锋使针脚的尺寸发生变化判为NG.
5.0检验方法
5.0.1作业员在检验产品时用右手的大拇指与食指夹住产品逐个“翻阅”判定产品的良与不良品,不良品明确标识,并隔离放置.
4.4.2冲压刮花
A:对冲压产品刮花要求在一个面中不允许有两处刮花在0.5CM以上长的不良判为NG,如产品有一个面有一处刮花在0.5CM以下长的刮花,而刮花的线条很小且没有深度可判为OK.
4.5变形
4.5.1针脚变形之检验方法,可将产品叠平对齐,看针脚是否有叉开、偏斜和上下翘的不良现象,如是轻微变形可先将其挑选出来,然后将其校正,校正后将校正好的产品放在良品一起对照是否校好,如校好可判为OK,如变形严重判为NG.
4.7脏污、油污
4.7.1检验产品前作业员必须先戴好手套或手指套.
4.7.2如发现脏污出现在产品的桥粱上可放松要求,如脏污在产品的针脚上看用棉签是否
核准
审核
制 定
XXX五金塑胶制品厂
文件名称
端子类检验作业指导
文件编号
版本
2.0
制作日期
修改日期
页次
3/3
可以擦掉,如可以擦掉可判定为OK,如擦不掉判为NG.镀金产品特别留意镀金区域的脏污,如出现镀金区有脏污判为NG.
文件名称
端子类检验作业指导
文件编号
版本
2.0
制作日期
修改日期
页次
1/3
一、目的:
规范检验作业之标准,确保产品检验质量,满足客户需求.
接线端子检验作业指导书
接线端子检验作业指导书第一篇:接线端子检验作业指导书接线端子检验作业指导书1、目的为本公司来料接线端子的检验提供指导,从而保证产品的质量。
2、范围适用于本公司所有接线端子的进货检验。
3、抽样标准采用GB2828抽样标准中的“正常检查一次抽样方案”进行抽检,规定检查水平为II,AQL值为2.5。
4、检测内容及方法4.1标志应有型号规格、电压以及相关证书等标志,并应清晰、正确。
可参照样板。
4.2外观颜色需与样板一致,色泽均匀,不应有气泡、划痕、损坏、生锈等不良现象。
4.3结构尺寸用卡尺测量其高度、安装孔位等,结构尺寸应符合样板及安装要求,接线端子上用的螺丝必须电镀,其后能顺畅安装,不得打滑及掉螺丝现象。
所有金属部件不允许有生锈氧化等不良现象。
连接导线的铜柱需采用黄铜制作,可用磁铁检验,两者不相吸时则可判定为黄铜制作。
4.4接线能力检查取一条(被检验端子规定范围内的)最小线径和一条最大线径的单芯电线分别试验,裸线8-10mm,接入端子里锁紧螺丝,用15N的力拔不出电源线,且左右或上下摆动电线5次电芯不会被端子螺丝底部螺纹切断,或拆除电线目视电线无切口状。
4.5阻燃测试(灼热丝试验)阻燃等级为94UL-V0。
固定带电部件的绝缘材料以及提供防触电保护的绝缘材料的外部件应能经受以下试验:650℃的灼热丝试验中无可见火焰、无持续或在灼热丝移去后任何火焰在30S内熄灭,燃烧物或融化物等落下不应使水平铺置在样品下200mm±5mm的绢纸着火或使松木板烧焦。
每批抽检1-3Pcs。
4.6耐热测试(球压试验)防触电用的绝缘材料外部件和固定带电部件的绝缘材料部件应有足够的耐热性。
试验方法:在试验条件125℃的加热箱内进行耐热性能试验,被测试部件的表面应水平放置,用直径5mm钢球以20N压力迫被测试部件的表面,若此表面在受试时弯曲,则应在球压部位下加以支撑,1小时后将球从样品上取下,样品在冷水中浸10S使其冷却,测量压痕的直径不得超过2mm。
作业指导书(SOP)管理规定
作业指导书(SOP)管理规定SOP管制規定一.所有正式投産機種都需制定SOP且以正式版本發行.二.所有需要發行的SOP須經相關人員簽字核准後並文管蓋發行章方可生效發行. 三.所有經文管蓋發行章後的SOP,不可在其上靣改寫,亂畫,四.如因生産變更或制定失誤需改動時可在上靣用手寫方式改寫,但需簽上相關人員姓名及時間,一份SOP不可有兩處以上改寫地方.五.SOP制定的版本以統一格式進行制定,不可私自因個人習慣愛好隨意進行修改和制定. 六.SOP版本因生産變更,制程需要,或更新版本時,須經總經理或更高機構審核,批准後方可進行改版,變更前版本須就此停止使用,且SOP版本也隨之升級.但表單編號不變.七.因生産中須要試産新機種或重工及其它非正常的生産須制定臨時SOP或制定生産流程圖(可選其一),流程圖但須將每一工位的重點寫清楚,如需制定SOP可用手方式制定,但书寫字體不可亂畫,須能讓作業員清楚辩認爲佳.八.每一機種生産中都需要有SOP掛於操作工位正前靣,SOP不可放置在作業員內眼都無法辩认的地方,而且不可歪斜,反背等放置.九.在更換新機種時須提前30分種到SOP保管員處借閱所要生産機種SOP,並填寫相應的表單,借閱的SOP以簽字人員爲負責人,同時負責SOP的歸還,在借閱期間如將SOP損壞,或遺失等其它不良現象須作相應的處罰,(如能責任到人則對其責任人作處罰,如不能責任到人則對其借閱人作相應的處罰.十.所有因生産變更或其它因素需重新發行SOP時,則舊版須收囬作廢(以蓋文管作廢章爲准)新版方可生效發行.一.在SOP上故意亂寫,亂畫者以記小過一次處罰.二.將SOP故意損壞,損毀,遺失單頁者記大過一次處罰.三.將SOP整份遺失者記大過兩次處罰.審核核准制定。
接线端子测试作业指导书
接线端子测试作业指导书第一部分:背景介绍在电力系统中,接线端子是电流的重要导体,它们起着连接不同电气设备的作用。
为了确保电力系统的正常运行,必须对接线端子进行测试,以检测其质量和可靠性。
该指导书将介绍如何进行接线端子测试。
第二部分:测试工具准备在进行接线端子测试之前,需要准备以下工具:1.多用途万用表:用于测量电阻、电压和电流等电性参数。
2.断路器:用于切断电流。
3.端子测试插头:用于插入接线端子。
4.手套和安全眼镜:用于保护测试人员的安全。
第三部分:测试步骤1.确定测试计划:在进行接线端子测试之前,确定测试的目的和计划。
例如,确定要测试的接线端子数量和测试的时间安排。
2.测试前准备:在进行接线端子测试之前,切断电流,并确保电气设备处于安全状态。
3.测试接线端子的电阻:将多用途万用表设置为电阻测量模式,并将测试插头插入接线端子。
记录测得的电阻数值,并与标准值进行比较。
如果测试结果与标准值相差太大,则可能存在质量问题。
4.测试接线端子的电压:将多用途万用表设置为电压测量模式,并将测试插头插入接线端子。
记录测得的电压数值,并与标准值进行比较。
如果测试结果与标准值相差太大,则可能存在电压问题。
5.测试接线端子的电流:将多用途万用表设置为电流测量模式,并将测试插头插入接线端子。
打开断路器,使电流通过接线端子。
记录测得的电流数值,并与标准值进行比较。
如果测试结果与标准值相差太大,则可能存在电流问题。
6.记录测试结果:将测试结果记录下来,并与标准值进行比较。
如果测试结果与标准值相差太大,则需要进一步调查并修复问题。
7.清理和维护:在测试结束后,清理并维护测试工具。
确保它们在下次使用之前处于良好的工作状态。
第四部分:安全注意事项在进行接线端子测试时,必须遵守以下安全注意事项:1.戴上手套和安全眼镜,以保护测试人员的安全。
2.切断电流,并确保电气设备处于安全状态,以防止电击事故发生。
3.尽量使用绝缘的测试工具,以减少电击的风险。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
檢驗作業基准書
文件編號
版本次
頁次
SCN460
A2
1/2
1、適用范圍:
適用于本公司生產之DC POWER JACK (SCD460SERIES)成品檢驗作業。
外觀
目測
樣品
變形、壓傷、缺料、多料、破損、
斷裂、生鏽、銲錫不良
歪斜、壓痕、縮水、毛邊、雜色
混料、走料痕、氧化、電鍍不良
裝配作業性
目測
樣品
組裝不良、松動、脫落
零件誤裝(顏色、方向、混料、缺件)
零件未裝入定位點
PLUG無法通過
三、異常處理:
超出標准或不合格時依“矯正与預防措施作業程序”(QEP0005)或“不合格管制作業
(NG):步骤2测试中,2/4灯亮,PIN针异常
五,注意事項:
中心PIN針變形,插入插頭時會推出PIN針移動。測試2/4燈亮時PIN針鬆動。
測試中,外觀檢驗:塑膠外觀和結構異常。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰
程序”(QEP0004)處理。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年本次
頁次
SCN460
A2
1/2
四:检验作业步骤及流程简图:
1,插入PLUG,并且检验外观。
2,测试产品插入测试制具,2#、3#脚和PIN针正常
3,拔出PLUG时,2号和3号接触正常
( ENTER PIN:Ø1.0 )
二、作業內容:
檢驗項目
方法
標准
異常之判定
電氣性能
测试制具
插入插入及插入制具中,2#3#灯亮,2号3号2号脚正常,拔除插头,3号&3号道通正常。
插入PLUG及插入制具中時:
2#&4#等亮,PIN针异常。2#或3#不亮,2号或3号脚异常。
插不插头,1#灯不亮,则2号&3号不道通,2号与3号接触异常。