工控机安装流程
SMPT-1000使用说明准备工作
SMPT-1000使用说明准备工作:1、总电源:在SMPT-1000左侧,首先上电;2、IO模块电源:在SMPT-1000正面,一个总开关,三个分开关,依次上电,此时各现场仪表被点亮;3、工控机:开关在嵌入式上,打到“On”上即可启动工控机。
使用前要检查所有的电源供应情况。
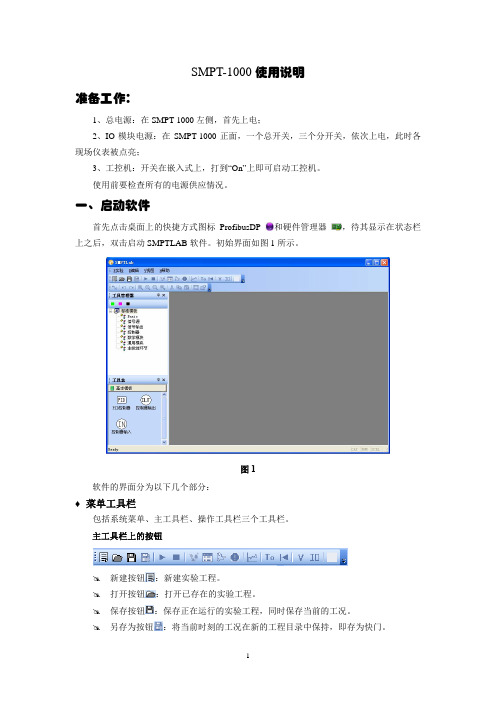
一、启动软件首先点击桌面上的快捷方式图标ProfibusDP 和硬件管理器,待其显示在状态栏上之后,双击启动SMPTLAB软件。
初始界面如图1所示。
图1软件的界面分为以下几个部分:♦菜单工具栏包括系统菜单、主工具栏、操作工具栏三个工具栏。
主工具栏上的按钮#新建按钮:新建实验工程。
#打开按钮:打开已存在的实验工程。
#保存按钮:保存正在运行的实验工程,同时保存当前的工况。
#另存为按钮:将当前时刻的工况在新的工程目录中保持,即存为快门。
#运行按钮:启动当前的实验工程,或从暂停重新恢复运行。
#停止按钮:中止实验,流程盘台上设备失活,允许包括流程图与控制组态在内的所有窗口的修改。
#数据点定义画面切换按钮:显示/激活/切换到数据点定义画面。
#流程图画面切换按钮:显示/激活/切换到流程图画面。
#控制组态画面切换按钮:显示/激活/切换到控制组态画面。
#报警组画面切换按钮:显示/激活/切换到报警组画面。
#新建趋势曲线按钮:新建趋势曲线图。
#清零按钮:将系统运行时间回复到T0时刻,同时清除趋势曲线中所有的历史曲线,以重新开始记录。
#冷态工况切换按钮:将当前实验项目工况恢复到冷态,即所有设备及工况处于初始状态,但系统运行时间与趋势曲线不变。
该功能为用户在实验失败时,快速恢复到原始状态而设置。
#按钮:显示阀门/挡板控制配置对话框。
#按钮:4~20mA输入输出数据点设置。
#信号线按钮:连接控制组态时所使用的模块,构成控制系统信号传输路径。
#撤销按钮:将刚刚进行的对组件的操作撤销。
撤销的步数系统缺省为二十步。
#重复按钮:在撤销过程中,按下该按钮可以重新进行刚被撤销的操作。
PLC
PLC综述可编程序逻辑控制器(Programmable Logic Controller)简称PLC,是一种以微处理器为基础、带有指令存储器和输入输出接口、综合了微电子技术、计算机技术、自动控制技术、通信技术的新一代工业控制装置。
它能够存储和执行指令,进行位置控制、逻辑控制、顺序控制、定时、计数和算术运算等操作,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC是电子技术、计算机技术与继电器逻辑自动控制系统相结合的产物。
它不仅充分发挥了计算机的优点,以满足各种工业生产过程自动控制的需要,同时又照顾一般电气操作人员的技术水平和习惯,采用梯形图或状态流程图等编辑方式,使PLC的使用始终保持大众化的特点。
PLC可以用于单台机电设备的控制,也可以用于生产流水线的控制。
使用者可根据生产过程和工艺要求编制控制程序。
程序运行后,PLC就根据现场输入信号(按钮、行程开关、接近开关或其他传感信号)按照预先编入的程序对执行机构(如电磁阀、电动机等)的动作进行控制。
一、PLC简介及其特点:1、PLC简介:可编程控制器(Programmable Logic Controller ,简称PLC,下同)是电气自动控制的新技术,目前公开发行适用于技校的教材较少,给广大师生的学习带来诸多不便。
本文介绍PLC的编程设计方案,使电气工程技术人员特别是初学者对PLC技术加深了解和认识;同时帮助学生更好地解决学习PLC技术中最难掌握的编程难题,达到能够牢固掌握、熟练运用、提高应用设计能力和加快推广应用的目的。
程序设计是整个系统设计的关键环节,在PLC程序设计中,可采用梯形图、指令表、SFC(程序流程图)进行编程。
2、可编程控制器的主要功能这是PLC的基本功能,也是最广泛的应用,如机车的电气控制、包装机械的控制、电梯的控制等(1)用于模拟量的控制:PLC通过模拟量I/O模块,实现模数转换,并对模拟量进行控制。
如闭环系统的过程控制、位置控制和速度控制(2)用于工业机器人的控制:PLC作为一种工业控制器,适用于工业机器人。
工控机操作手册

工控机内部参数更改流程登陆板子:telnet IP设置IP:ifconfig eth0 192.168.1.100Route add default gw 192.168.1.1一、修改ip地址,Jffs2文件夹下networkchange.confvi networkchange.conf然后按下键盘“i”,进入修改模式,进行修改。
修改完毕后,按下“ESC”,然后输入“:Wq”(表示保存二、修改终端号,网点号。
jffs2文件夹下flash盘中machineconfig.confvi /jffs2/flash/machineconfig.conf修改是先cd jffs2cd flashvi machineconfig.conf按‘I’键修改修改好后,按ESC键,再‘:’,最后WQ保存没有修改好,已经按ESC键,则再‘:’,最后Q!重新修改。
Cd flashCat machineconfig.conf看蹲位、服务器IP、arrangei=10.255.254.19调度中心IP等等信息。
如有误差:vi machineconfig.conf按‘I’键修改修改好后,按ESC键,再‘:’,最后WQ保存修改有误,已经按ESC键,再‘:’,最后Q!重新修改。
备注:在修改参数之前先把进程杀掉:killCd jffs2 cd flash cd faildir 然后ls 列出看那个文件值大?然后rm删掉那个常用命令:cd 是进入文件夹cd .. 是返回上层目录ps –a (列出进程)kill 是杀掉进程chmod –R 777 jffs2设置最大权限cd jffs2 ./main &(重新运行程序)reboot –f(重启工控机)cat (查看数据)ls (列出文件)修改改时间:date 月日时间年份HwclockHwclock -w进入工控机用超级终端设57600和硬件(无)telnet 里面设置PS显示所有进程。
JX-300X-dcs说明

第一章概述SUPCON JX-300X DCS由工程师站、操作站、控制站、过程控制网络等组成。
■工程师站是为专业工程技术人员设计的,内装有相应的组态平台和系统维护工具。
通过系统组态平台生成适合于生产工艺要求的应用系统,具体功能包括:系统生成、数据库结构定义、操作组态、流程图画面组态、报表程序编制等。
而使用系统的维护工具软件实现过程控制网络调试、故障诊断、信号调校等。
■操作站是由工业PC机、CRT、键盘、鼠标、打印机等组成的人机系统,是操作人员完成过程监控管理任务的环境。
高性能工控机、卓越的流程图机能、多窗口画面显示功能可以方便地实现生产过程信息的集中显示、集中操作和集中管理。
■控制站是系统中直接与现场打交道的I/O处理单元,完成整个工业过程的实时监控功能。
控制站可冗余配置,灵活、合理。
在同一系统中,任何信号均可按冗余或不冗余连接,详见卡件描述。
对于系统中重要的公用部件,建议采用100%冗余,如主控制卡、数据转发卡和电源箱。
■过程控制网络实现工程师站、操作站、控制站的连接,完成信息、控制命令等传输,双重化冗余设计,使得信息传输安全、高速。
第一节系统整体结构JX-300X DCS采用三层通信网络结构,如图1.1-1所示。
最上层为信息管理网,采用符合TCP/IP协议的以太网,连接了各个控制装置的网桥以及企业内各类管理计算机,用于工厂级的信息传送和管理,是实现全厂综合管理的信息通道。
中间层为过程控制网(名称为SCnet Ⅱ),采用了双高速冗余工业以太网SCnet Ⅱ作为其过程控制网络,连接操作站、工程师站与控制站等,传输各种实时信息。
底层网络为控制站内部网络(名称为SBUS),采用主控制卡指挥式令牌网,存储转发通信协议,是控制站各卡件之间进行信息交换的通道。
-1 JX-300X系统结构图第二节系统主要性能指标2.1 系统规模过程控制网络SCnet Ⅱ连接系统的工程师站、操作站和控制站,完成站与站之间的数据交换。
工控机(工业电脑)安装步骤流程
工控机(工业电脑)安装步骤流程一,安装工控机所需光盘及文件:1,windows20002,office20003,工具盘(interbase,多串口卡驱动,MOXA驱动,视频卡驱动,双屏卡驱动,加密狗驱动,网卡驱动,紫光输入法,压缩WINRAR,windows2000补丁4,打印机驱动300K+,plc环境CPT,interbase的使用说明,KV3000杀毒王,五笔,ply600写程序环境,windows2000启动软盘的制作文件。
)4,windows2000 server sqlserver2000(网络版用)5,主板驱动盘(福升与研华的主板不同,有两张“可用机器自带”)6,工控机配置表单二,工控机的安装步骤:(根据工控机配置表单安装以下选项,没有的可越过)1,安装WINDOWS2000(包含网卡)2,将工具盘的内容全都备份到E:\系统工具目录下并隐藏加密(密码为bssd2000)3,安装补丁44,安装KV30005,安装双显卡6,安装视频卡7,安装MOXA卡8,安装自解压WINRAR9,安装紫光输入10,安装五笔11,安装OFFICE200012,安装加密狗及驱动13,安装打印机驱动(提前连接打印机)14,安装并设置INTERBASE15,安装plc环境CPT16,连接plc并下传设置plc程序17,拷贝安装运行并解时钟BS200018,在优盘上建立站文件夹,备份plc程序和上位软件程序及画面到此文件夹下并交给王圣亮三,各部分安装说明:I、安装windows2000系统⑴打开工控机机箱,检查各部分是否连接完好。
⑵卸下主板固定架,如果主板不自带网卡则卸下其中靠近电源的PCI插槽的保护板把网卡插到PCI插槽中固定好,连接显示器,插好工控机和显示器电源,启动工控机,安装windows2000 并配置网卡,设置工作组sdbs,用户名“配套厂家拼音简写”_“最终客户拼音简写”ip地址为192.1.1.150-----159根据在公司正在调试站的顺序。
德森精密DSP-1008使用说明书
深圳德森精密设备有限公司目录目录第一章系统描述 (3)1.1 功能特性 (3)1.2 技术参数 (4)1.3 外形尺寸 (5)1.4 系统主要组成部分 (6)1.5 工作原理 (7)第二章设备安装与调试 (8)2.1 开箱 (8)2.2 操作环境 (9)2.3 设备安置及高度调整 (9)2.4 电源气源 (9)2.5 工控机控制系统安装 (9)2.6 软件安装 (10)2 .6.1 软件功能简介 (10)2 .6.2 软件安装 (10)第三章生产工作流程 (12)3.1 开机前检查 (12)3.2 开始生产前准备 (12)3.2.1范本的准备 (12)3.2.2 锡膏准备 (13)3.2.3 PCB定位调试 (13)3.2.4 刮刀的安装 (14)3.2.5 刮刀压力和速度的选择 (14)3.2.6 脱模速度和脱模长度 (15)3.3试生产 (15)3.4生产流程图 (16)第四章操作系统说明 (17)4.1 系统启动 (17)4.2 主窗口组成 (17)4.2.1归零操作 (17)深圳德森精密设备有限公司目录4.2.2主菜单栏 (19)4.2.3主工具栏 (20)4.3 系统退出 (20)4.4 主菜单使用说明 (20)4.4.1打开 (20)4.4.2保存 (21)4.4.3 I/O检测 (21)4.4.4移动检测 (22)4.4.5过板 (23)4.4.6报警复位 (23)4.4.7联机 (23)4.4.8产量清零 (23)4.4.9刮刀移动 (23)4.4.10机器参数 (24)4.4.11更新有效期 (24)4.4.12系统密码 (24)4.4.13密码设置 (24)4.4.14语言 (24)4.4.15设置用户产品信息及生产信息 (24)4.4.16查看报警记录 (25)4.4.17生产记录 (25)4.4.18说明 (25)4.4.19故障查询 (26)4.4.20关于DESEN (26)4.5 主工具栏使用说明 (27)4.5.1资料录入 (27)4.5.2生产设置 (31)4.5.3网板自动清洗 (32)4.5.4开始生产 (32)4.5.5停止生产 (33)深圳德森精密设备有限公司第一章系统描述第一章系统描述1.1功能特性✪采用先进的图像视觉识别系统,独立控制与调节的照明,高速移动的镜头,精确地进行PCB与模板的对准,确保印刷精度为±0.02mm。
人工智能智能制造设备维护与管理手册
人工智能智能制造设备维护与管理手册第一章绪论 (3)1.1 概述 (3)第二章文献综述:梳理国内外相关领域的研究成果和进展,分析现有研究的不足之处,为本研究提供理论依据。
(3)第三章研究方法:详细介绍本研究采用的研究方法和技术路线,包括数据来源、数据处理方法等。
(3)第四章实证分析:根据研究方法和技术路线,对收集到的数据进行分析,得出相应的结论。
(3)第五章结论与建议:总结本研究的主要发觉,对现有问题提出改进意见和策略。
(3)1.2 意义与目的 (3)1.2.1 研究意义 (3)1.2.2 研究目的 (3)第二章人工智能智能制造设备概述 (4)2.1 设备分类 (4)2.2 设备特性 (4)2.3 设备选型与配置 (4)第三章设备安装与调试 (5)3.1 安装准备 (5)3.2 设备安装 (5)3.3 设备调试 (5)第四章设备维护与管理基础 (6)4.1 维护策略 (6)4.2 维护体系 (6)4.3 管理制度 (6)第五章预防性维护 (7)5.1 预防性维护计划 (7)5.2 维护实施与监控 (8)5.3 维护效果评估 (8)第六章故障诊断与排除 (8)6.1 故障分类与诊断方法 (8)6.1.1 故障分类 (9)6.1.2 诊断方法 (9)6.2 故障排除策略 (9)6.2.1 故障排除基本原则 (9)6.2.2 故障排除步骤 (9)6.3 故障案例分析 (9)第七章设备更新与升级 (10)7.1 更新与升级策略 (10)7.1.1 确定更新与升级的周期 (10)7.1.2 制定更新与升级计划 (10)7.1.3 选择合适的设备供应商 (10)7.2.1 设备评估 (11)7.2.2 设备选型 (11)7.2.3 设备安装与调试 (11)7.2.4 人员培训 (11)7.3 更新与升级效果评估 (11)7.3.1 评估指标 (11)7.3.2 评估方法 (12)第八章设备安全管理 (12)8.1 安全风险识别 (12)8.1.1 设备检查与维护 (12)8.1.2 安全培训 (12)8.1.3 环境因素监测 (12)8.2 安全防护措施 (12)8.2.1 设备防护设施 (12)8.2.2 安全操作规程 (13)8.2.3 定期维护保养 (13)8.3 应急预案与处理 (13)8.3.1 应急预案制定 (13)8.3.2 应急预案演练 (13)8.3.3 处理 (13)第九章能源管理与节能 (13)9.1 能源消耗分析 (13)9.1.1 能源消耗现状 (13)9.1.2 能源消耗特性 (13)9.1.3 能源消耗影响因素 (14)9.2 节能措施 (14)9.2.1 技术措施 (14)9.2.2 管理措施 (14)9.2.3 信息化措施 (14)9.3 能源管理评价 (14)9.3.1 能源管理效果评价 (14)9.3.2 能源管理绩效评价 (14)9.3.3 能源管理持续改进 (14)第十章设备信息化管理 (15)10.1 信息化管理平台 (15)10.2 数据采集与分析 (15)10.3 系统集成与应用 (16)第十一章人力资源与培训 (16)11.1 人员配置与选拔 (16)11.2 培训计划与实施 (17)11.3 培训效果评估 (17)第十二章持续改进与优化 (17)12.1 设备管理改进方法 (17)12.3 成果展示与推广 (18)第一章绪论1.1 概述社会的不断发展和科技的进步,本研究旨在探讨(此处根据具体研究领域填写)。
工控机安装流程
主板安装
总结词
主板是工控机的核心部件,安装时需按照主板的安装指南正确放置和固定主板,并连接好所有必要的电缆。
详细描述
首先,将主板放置在工控机机箱内部,确保主板与机箱底部平行,并固定好主板的螺丝。接着,连接主板上的电 缆,如SATA、USB、PCI-E等,确保每个电缆都连接到了正确的接口上。最后,检查主板上的各个接口是否正常 工作,以确保主板的稳定运行。
02
硬件安装
电源安装
总结词
电源是工控机稳定运行的基础,安装时需确保电源规格与工控机 要求相匹配,并正确连接地线。
详细描述
在安装电源时,首先要确保电源的功率和电压符合工控机的要求 ,同时检查电源的插头和连接线是否完好无损。接着,将电源插 入工控机的电源插座,确保插头与插座紧密连接,并用地线连接 好地线。最后,检查电源风扇是否正常运转,以确保电源散热良 好。
系统中进行显卡驱动程序的安装和配置。
03
系统安装与配置
操作系统安装
操作系统选择
根据工控机的硬件配置和实际需求,选择合适的操 作系统,如Windows、Linux等。
安装介质
准备操作系统的安装光盘或安装U盘,确保其兼容性 和正确性。
安装过程
按照操作系统的安装指引进行安装,注意选择正确 的分区和设置启动项。
内存管理
根据实际需求,调整内存大小、开启或关闭虚拟内存 等。
系统属性
检查系统属性设置,如计算机名称、工作组或域等。
网络配置
网络适配器
确保网络适配器正常工作,如 有异常需进行更换或修复。
IP地址设置
为工控机分配静态或动态IP地 址,并确保网络连接正常。
防火墙与安全策略
配置防火墙规则,确保工控机 的网络安全。
工控机国际标准要求概述
工控机国际标准要求概述工控机国际标准要求概述工控机(Industrial Control Computer)是指专门用于工业控制领域的计算机设备,它在工业自动化和生产过程中发挥着至关重要的作用。
为了确保工控机具备稳定可靠、安全高效的性能,国际标准化组织(ISO)和其他相关国际组织制定了一系列的标准要求。
本文将深入探讨工控机国际标准要求的多个方面,旨在帮助读者更全面、深刻地理解这一领域。
1. ISO 9001质量管理体系标准ISO 9001是一个适用于各个行业的质量管理体系标准。
对工控机来说,采用符合ISO 9001要求的制造流程和质量控制体系可以确保产品的可靠性和稳定性。
在工控机的制造过程中,包括输入输出(I/O)接口的设计、芯片组组装、软件开发等环节,都需要遵循相关的质量管理要求。
2. IEC 62443网络安全标准IEC 62443是一套专门针对工业自动化和控制系统的网络安全标准。
对于工控机来说,网络安全是一个至关重要的方面,因为它们经常与工业网络进行通信,并承担着控制和监测工业过程的任务。
根据IEC62443的要求,工控机需要具备防火墙功能、入侵检测和预防系统、安全认证等多重安全机制,以保护工业网络免受恶意攻击和数据泄露的威胁。
3. IEC 61131-3可编程控制器标准IEC 61131-3是一套用于可编程控制器(PLC)的国际标准。
工控机通常会运行PLC编程环境,因此需要满足IEC 61131-3标准的要求。
该标准定义了PLC编程语言、硬件接口要求、编程软件的功能等方面的内容,旨在实现PLC的可移植性和互操作性。
工控机制造商应确保其产品与符合IEC 61131-3标准的PLC编程环境相兼容,以便开发人员可以在不同的硬件平台上开发和运行控制逻辑。
4. ISA-95制造执行系统标准ISA-95是一个关于制造执行系统(MES)的国际标准。
工控机作为实现MES功能的关键设备之一,需要满足ISA-95标准的要求。
工控机控制系统说明书(一开一备)
沈阳荣林科技发展有限公司Q/SRL·01-2009Shenyang Ronglin Science and Technology Development Co., LtdRL-G燃气自动加臭装置控制系统使用说明书沈阳荣林科技发展有限公司SHENYANG RL Science and Technology Development Co.,地址:沈阳市大东区联合路252号邮编:110044一、概述燃气加臭控制系统是RL系列燃气加臭装置配套使用的控制装置。
该控制系统主要由研祥工控机、专业转换控制器、A4幅面喷墨打印机和各种监控仪表等附件组成,具有功能齐全、可靠性高、操作灵活、维护方便等特点。
采用工控机完成人机界面显示及存贮记忆,参数设定等功能。
转换器完成自动控制检测、运算功能,具有自动、手动二种控制方式,可根据不同的使用需求随意选择。
主要功能如下:1.可选择加臭装置的自动或手动控制方式,实现燃气加臭过程;2.可以根据多管道燃气流量的大小,连续自动控制电磁泵向燃气管道加入臭味剂,对燃气流量进行线性化测量采集燃气流量,对臭味剂流量及累积量进行精确计量;3.加臭工艺流程图动态显示,其中包括工艺流程,加臭剂量(每小时加臭次数)显示,计量罐内液面高度、泵工作状态显示、报警状态及报警内容提示,燃气流量等;4.加臭电磁泵单次注入量调整及显示;5.手动操作功能,直接输入每分钟的加臭频率(次数);6.采集燃气管道流量信号,自动调节加臭频率(次数);7.打印当班报表包括日期、时间、加臭剂量、燃气流量等参数;8.具有历史数据存储及查询功能,可以随时调阅一年内的历史数据;9.上位机-工控机与转换器通过RS485进行数据交换或下装系统设置参数,转换器工作可脱离工控机,独立运行。
当工控机出现故障时转换控制器按原设定的参数自行工作,保证了加臭设备的连续运行,确保生产安全。
10.手动工作方式下,可以把每天设置24个时段,每个时段设置不同加臭输出频率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工控机安装指南
(ver2.4 2013/05)
一说明
1、该工控机安装指南适用于所有出货机台的计算机。
2、请严格遵照执行。
二安装所需物品
1、XP SP3纯净版系统安装光盘(带系统分区工具)。
2、<all.rar>(加密文件)压缩包光盘(包括有ghost tool<一键GHOST硬盘版>,工控机驱动,Install(Winrar3.8,PDF<FoxitReaderchs5.1.0.1117>,输入法<sogou_pinyin_61d>,加密狗 3.1.11,office 2003.zip,360杀毒软件,VC6:vc6install.rar、Vs6sp6、visual assist< V A_X_Setup.10.4.1619.exe>,VS2010UltimTrial和项目调试相关的软件如串口IO demo程序、相机驱动和软件、运动卡驱动和软件、电机驱动和软件、激光传感器软件等)。
3、杀毒软件病毒库光盘(360杀毒软件最新病毒库)。
三、安装流程
1、拆工控机机箱,加装硬件:把工控机所属项目使用板卡插到工控机对应插槽,把1394
卡外部供电电源插上。
A.一般情况下安装固高卡GE200或GT400;
B.1394大卡或1394小卡。
2、操作系统安装:安装一个公司发布的纯XP系统,并分区为4个盘,分别为本地磁盘C、
D、E、F,格式化逻辑磁盘,删除程序中附件里面的游戏。
3、软件存档:把公司发布的安装软件<all.rar>(加密文件)压缩包、(包括有ghost tool<
一键GHOST硬盘版>,工控机驱动,Install(Winrar3.8,PDF<FoxitReaderchs5.1.0.1117>,输入法<sogou_pinyin_61d>,加密狗3.1.11,office 2003.zip,VC6:vc6install.rar、Vs6sp6、visual assist< V A_X_Setup.10.4.1619.exe>,VS2010UltimTrial和项目调试相关的软件如串口IO demo程序、相机驱动和软件、运动卡驱动和软件、电机驱动和软件、激光传感器软件等)和杀毒软件病毒库拷贝到第四个盘通常为F盘(出货时要保留)。
备注:项目相关软件根据不同项目需要来安装驱动和相关软件!!!!
4、安装一键备份系统软件并备份系统:安装Ghost tool软件到C盘然后用Ghost tool软件
把安装好的纯系统Ghost一次,文件名为SYS1保存到F盘。
5、安装工控机主板驱动(注意:对于研祥的工控机不要安装驱动文件中的COM驱动!!!!!)
6、检查操作系统驱动是否完全安装(方法:确保电脑硬件设备管理中无黄色问号)
7、二次备份操作系统:再次运行Ghost软件把安装了主板驱动后的系统Ghost第二次,文
件名为SYS2保存到F盘。
8、应用软件安装:安装公司发布的安装软件和项目相关调试软件和驱动到C盘,安装时要
注意不要把软件附带的其他插件安装进去。
8.1 通用软件安装
A. Winrar3.8安装:双击all.rar文件夹安装Winrar3.8,安装后把Winrar3.8文件夹里的RarReg.Key文件拷贝到安装目录文件夹里。
B.PDF安装:安装PDF文件夹里福昕阅读器,安装时把里面的插件勾选全去掉,在
选择附加任务是只选择默认PDF阅读器和创建开始菜单快捷方式,对于其他勾选全部去掉。
C. 输入法安装:安装输入法文件夹里的搜狗拼音输入法
D. 加密狗驱动安装:安装加密狗驱动
E. Office2003安装:安装Office2003,内附有license。
F: 杀毒软件安装:安装360杀毒软件(安装方法:将360文件夹拷贝到C:\Program Files\360目录,触发360sd_se_3.1.0.3073P.exe、setup_8.7.0.2002j.exe文件即可,详情参看readme.txt文档)。
拷贝杀毒软件病毒库光盘更新360杀毒软件最新病毒库。
注意:安装360杀毒软件时需向IT部门索要最新的360病毒库光盘。
8.2 据项目需求安装软件
情况一:固高卡
A.固高卡GE200驱动安装
安装YASKAWA(安川伺服)驱动、E3SGX-CD-100910驱动。
有激光:加装Keyence激光位移传感器驱动。
无激光:无。
B. 固高卡GT400驱动安装
安装YASKAWA(安川伺服)驱动、运动控制板卡固高GT驱动和demo、马达驱动(DD 马达软件或DD马达上位机程序或海威D1驱动器等)、相机驱动(Balser install或相机A VTFirePackage_2_10 或JAI等)
有激光:安装Keyence激光位移传感器驱动。
无激光:无。
情况二:编程环境
A. VC6.0:安装VC6.0,首先安装vc6install (安装方法:按照默认选择安装,ID为111111111,勾选Register Environment Variables,点选重启之后不安装MSDN) ,其次解压Vs6sp6并安装Vs6sp6补丁。
最后安装VC助手Visual Assist (安装方法:运行visual assist 文件夹里V A_X_Setup.10.4.1619安装文件,之后把V A_X.dll文件拷贝到安装目录下,默认目录:C:\Program Files\Visual Assist X)。
B. VS2010UltimTrial:安装VS2010UltimTrial,编程环境选择VC即可。
情况三:个别项目使用软件据需求安装
例:机台加装RS232串口控制卡:安装对应的测试demo软件。
9、三次备份系统:应用软件安装完毕后,运行Ghost软件把一完整的系统包括:公司发布的软件及与项目相关的软件、驱动,进行第三次Ghost,文件名为SYS3保存到F盘里。
10、汇总备份文件和软件包:检查F盘是否保存了三次Ghost的文件分别为SYS1、SYS2、SYS3,汇总到以Ghost命名的文件夹中,再把Ghost文件夹属性改为只读;检查是否拷贝了all.rar文件夹(加密文件)。