装配车间检验流程图
过程流程图
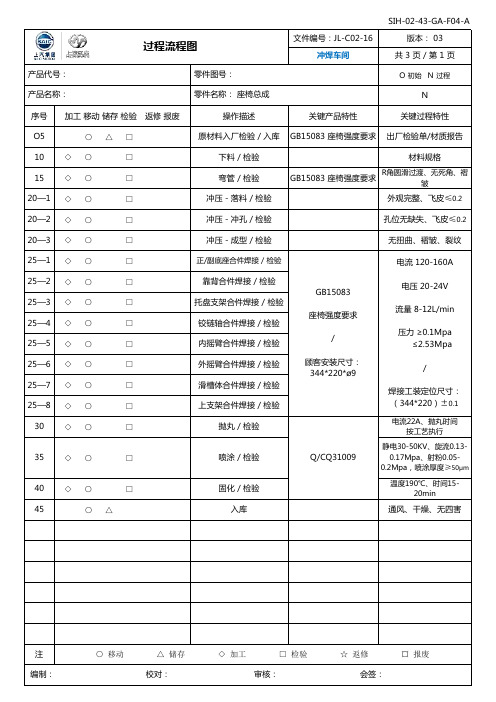
文件编号:JL-C02-16版本: 03冲焊车间共 3 页 / 第 1 页O 初始 N 过程N序号加工 移动 储存 检验 返修 报废操作描述关键产品特性关键过程特性O5 ○ △ □原材料入厂检验 / 入库GB15083 座椅强度要求出厂检验单/材质报告10 ◇ ○ □下料 / 检验材料规格15◇ ○ □弯管 / 检验GB15083 座椅强度要求R角圆滑过渡、无死角、褶皱20—1 ◇ ○ □冲压 - 落料 / 检验外观完整、飞皮≤0.220—2 ◇ ○ □冲压 - 冲孔 / 检验孔位无缺失、飞皮≤0.220—3 ◇ ○ □冲压 - 成型 / 检验无扭曲、褶皱、裂纹25—1 ◇ ○ □正/副底座合件焊接 / 检验25—2 ◇ ○ □靠背合件焊接 / 检验25—3 ◇ ○ □托盘支架合件焊接 / 检验25—4 ◇ ○ □铰链轴合件焊接 / 检验25—5 ◇ ○ □内摇臂合件焊接 / 检验25—6 ◇ ○ □外摇臂合件焊接 / 检验25—7 ◇ ○ □滑槽体合件焊接 / 检验25—8 ◇ ○ □上支架合件焊接 / 检验30◇ ○ □抛丸 / 检验电流22A、抛丸时间按工艺执行35 ◇ ○ □喷涂 / 检验静电30-50KV、旋流0.13-0.17Mpa、射粉0.05-0.2Mpa,喷涂厚度≥50μm40 ◇ ○ □固化 / 检验温度190℃、时间15-20min45○ △入库通风、干燥、无四害注○ 移动 △ 储存 ◇ 加工 □ 检验 ☆ 返修 ¤ 报废编制: 校对: 审核: 会签:过程流程图产品代号: 零件图号:产品名称: 零件名称: 座椅总成电流 120-160A电压 20-24V 流量 8-12L/min 压力 ≥0.1Mpa ≤2.53Mpa/焊接工装定位尺寸:(344*220)±0.1GB15083座椅强度要求/顾客安装尺寸:344*220*ø9Q/CQ31009文件编号:JL-C02-16版本: 03装配车间共 3 页 / 第 2 页O 初始 N 过程N序号加工 移动 储存 检验 返修 报废操作描述关键产品特性关键过程特性O5△ □原材料入厂检验 / 入库(泡沫、面料)GB8410 内饰件阻燃要求出厂检验单/材质报告10—1 ◇ ○ 面料重叠外观饱满、挺括无褶皱面料:09018-2、09019-2,重叠层数≤20层10—2 ◇ ○ 排版节能降本按工艺要求排版10—3 ◇ ○ 裁剪外观饱满、挺括无褶皱走刀匀速、弧度光顺10—4 ◇ ○ □缝纫 / 检验针距3-5、缝合力≥30N 针距3-5mm、缝合边距6±115—1 ◇ ○ □原料勾兑 / 检验阻燃性、泡沫性能按工艺比值勾兑/勾兑记录15—2 ◇ ○ 成型泡沫各项物理性能熟化时间≥5min 15—3 ◇ ○ 碾压开孔泡沫各项物理性能碾压间距5-10mm15—4 ◇ ○ 修边15—5 ◇ ○ □熟化 / 检验泡沫各项物理性能熟化时间≥72小时20—1 ◇ ○ 分装-铆铰链轴合件(主)铆接到位、牢靠、作动顺畅20—2 ◇ ○ 分装-铆前大头摇臂合件铆接到位、牢靠、作动顺畅20—3 ◇ ○ 分装-铆前铰链轴合件铆接到位、牢靠、作动顺畅20—4 ◇ ○ 分装-铆后大头摇臂合件铆接到位、牢靠、作动顺畅20—5 ◇ ○ 分装-铆后铰链轴合件铆接到位、牢靠、作动顺畅20—6 ◇ ○ 分装-铆小摇臂合件1铆接到位、牢靠、作动顺畅20—7 ◇ ○ 分装-铆小摇臂合件2铆接到位、牢靠、作动顺畅20—8 ◇ ○ 分装-装调角器臂合件铆接到位、牢靠、作动顺畅20—9 ◇ ○ 分装-铆铰链轴合件(副)铆接到位、牢靠、作动顺畅20—10 ◇ ○ 分装-铆铰链支架合件铆接到位、牢靠、作动顺畅20—11 ◇ ○ 分装-铆托盘合件铆接到位、牢靠、作动顺畅20—12 ◇ ○ 分装-头枕总成外观饱满、挺括、整洁装配到位、贴服无褶皱20—13 ◇ ○ 分装-坐垫总成外观饱满、挺括、整洁装配到位、贴服无褶皱20—14 ◇ ○ 分装-连接正底座、滑轨总成滑轨调整量±120mm 滑动顺畅无卡顿、锁止牢靠铆接永久性标识铭牌20—15 ◇ ○ 分装-连接副底座、滑轨总成滑轨调整量±120mm滑动顺畅无卡顿、锁止牢靠铆接永久性标识铭牌注○ 移动 △ 储存 ◇ 加工 □ 检验 ☆ 返修 ¤ 报废编制: 校对: 审核: 会签:过程流程图产品代号: 零件图号:产品名称: 零件名称: 座椅总成文件编号:JL-C02-16版本: 03装配车间共 3 页 / 第 3 页O 初始 N 过程N序号加工 移动 储存 检验 返修 报废操作描述关键产品特性关键过程特性20—16 ◇ ○ 分装-装内摇臂总成20—17 ◇ ○ 分装-装外摇臂总成20—18 ◇ ○ 分装-气阀合件装配到位、牢靠无漏气20—23 ◇ ○ 分装-气悬浮减震底座总成振幅 ±30mm装配到位,作动顺畅、无漏气M10螺栓拧紧力 41-45M/N.m25—1 ◇ ○ 装减震底座、铰链支架、托盘支架25—2 ◇ ○ 装副底座、铰链支架、托盘支架M8螺栓拧紧力 21-25M/N.m 25—3 ◇ ○ 锁紧螺栓,装前、后齿条、卡扣及手柄M8螺栓拧紧力 21-25M/N.m 25—4 ◇ ○ 锁紧螺栓,装前、后齿条、卡扣及手柄M8螺栓拧紧力 21-25M/N.m25—5 ◇ ○ 装2、3、5拉簧,调试座椅升降高度调节±30mm 作动顺畅、锁止牢靠25—6 ◇ ○ 装2、3、5拉簧,调试座椅升降高度调节±30mm作动顺畅、锁止牢靠25—7 ◇ ○ 连接靠背骨架、锁紧螺栓M10螺栓拧紧力 41-45M/N.m 25—8 ◇ ○ 连接靠背骨架、锁紧螺栓M10螺栓拧紧力 41-45M/N.m25—9 ◇ ○ 装防尘罩外观整洁无扭曲棱边无扭曲,装配到位25—10 ◇ ○ 装靠背泡沫、纸板,折翻面套25—11 ◇ ○ 装靠背泡沫、纸板,折翻面套25—12 ◇ ○ 面套收口,装左、右壳盖及调节手柄外观整洁、饱满外观饱满、挺括、贴服,线缝对齐无扭曲25—13 ◇ ○ 面套收口,装左、右壳盖及调节手柄外观整洁、饱满外观饱满、挺括、贴服,线缝对齐无扭曲25—14 ◇ ○ 熨烫除皱外观饱满无褶皱外观贴服无褶皱25—15 ◇ ○ 装头枕卡套、合格证及坐垫总成头枕可调、拔插顺畅部件装配到位、M6螺栓拧紧力矩:9-13M/N.m 25—16 ◇ ○ 装头枕卡套、合格证及坐垫总成头枕可调、拔插顺畅部件装配到位、M6螺栓拧紧力矩:9-13M/N.m 25—17 ◇ ○ 装安全带及塑料护壳安全带采用泊头市华兴汽车部件有限公司、带未系报警功能装配到位,安全带收放顺畅锁止牢靠,7/16螺栓拧紧力矩:61-65M/N.m30 ○ □成品检验外观及各项功能检验35○ △入库注产品名称: 零件名称: 座椅总成○ 移动 △ 储存 ◇ 加工 □ 检验 ☆ 返修 ¤ 报废编制: 校对: 审核: 会签:过程流程图产品代号: 零件图号:。
装配制程检验规范
乐清市莱恩科技有限公司文件编号WI/LE-PZ-03-2009版 / 次 A / 1制程检验规范页码 1 / 81、目的为了严格执行ISO9001-2008质量体系管理要求、确保制造产品符合本公司使用要求,保证生产顺利进行,特制订本规范。
2、范围公司自行生产的半成品及成品检验指导。
3、职责制程检验(IPQC检验员)负责执行检验、指导及判定,负责品质异常开立《品质异常处理单》、负责客户抱怨及制程不良的内容分析及不良查核、处理并记录。
品质部经理负责对处理结果进行核准。
4、工作内容4.1检验依据:检验图、制程检验规范4.2检验制程检验(IPQC)员首检,巡检,完工检应快速对产品进行外观、尺寸、结构、性能等的检验、试验,并做出合理合理判定。
4.3判定/标示A、 制程中产品所有检验、试验项目无任何缺陷,或存在缺陷但在允收范围内,应判定合格状态并签名确认,报部门经理核准通过后方可进行批量生产,完工产品判定合格进行标识后将物料移至QC待检区。
B、制程所有检验、试验项目存在任何一项质量缺陷,在允收范围外,应判定为不合格状态并签名确认,报部门经理核准通过后责令整改.完工品不合格进行标识后进行封样,并将物料移至不合格区或立即通知车间返工.4.5信息反馈制程所有检验、试验项目存在任何一项质量缺陷,在允收范围外,由制程检验(IPQC)员开立《品质异常处理单》报部门经理进行审批。
常规状况下,产品出现异常时品质部经理直接批准不合格处理,转发生产部、技术部,由巡检跟进处理进度及效果,特殊情况可由相关部门提出评审。
4.6质量评审制程中发现产品出现异常,但由于特殊原因有必要提出评审的参照《不合格品控制程序》.4.7检验记录制程中所有检验项目应得到真实,完好记录,并得到审批,记录保存周期为24个月。
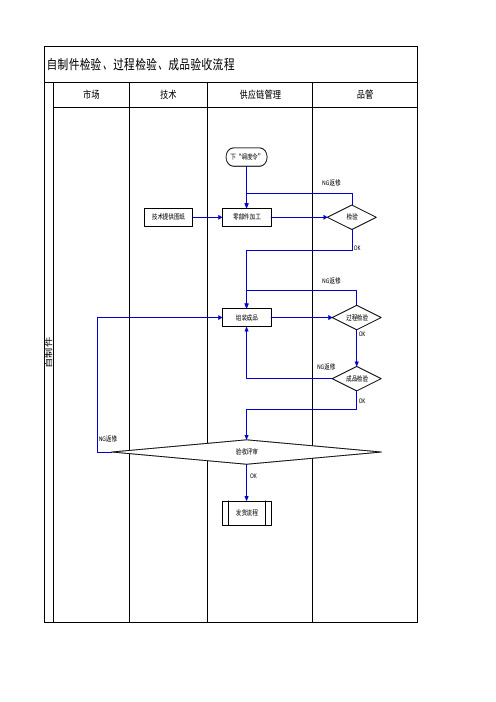
装配车间检验流程图

部门输入装配加工检验工作流程图部门输出生产部 1. 提供《生产通知单》;
计划部 2. 按生产计划集件;
品质部4. 检验员对操作者提出的不合格件
和在巡检和关键工序检查过程中发现不合格品要进行记录并填写《工序检验记录》;
装配部 3. 操作者按步骤进行组
装,并对要进行组装
的零部件进行自检,
发现不合格品及时通
知检验员;
N
N
N
Y
Y 装配部
仓储部
5. 操作者要及时与仓库联系,对不
合格件进行更换,保证装配的正
常进行;
生产部8. 操作者总装;
售后部9.调试人员按照技术要求
进行设备调试;
品质部
6. 检验员对更换下来的不合格件进
行评审;
装配部11. 对需要更换零部件的
转到步骤5执行,不
需要更换零部件的转
到步骤8执行;
品质部
7. 品质部按照评审结果对不合格品
进行后期处理;
品质部10. 检验员进行产品成检,并填写
《成品检验记录》;
品质部12. 对检验合格的成品开具合格证;
装配部13. 对合格品办理入库手续;
装配部
品质部
14. 每月对装配过程中出现的不合
格记录进行统计与分析。
开始
3.组装
2.集件
5.更换零部件
4.合格
关键工序检
巡检
自检
7.不合格品处理流程
8.总装
10.成检
9.调试
12.出具合格证
13.办理入库
14.统计与分析
结束
11.更换
部件
6.不合格品评审
1.提供指导文件。
公司流程及流程图---检验流程
到现场检验,不合格直接要求车间现场返
修;
5
过程检验
质检员
《项目验收单》
整机加工、组装外包项目:加工过程需要
我司质检员到现场检验,不合格要求现场
返修或重新制作;
外协加工完成品自检合格后通知我司质检
去现场验收,验收合格在《项目验收单》
上签字通知市场部、供应链管理部可以发
6
成品检验
货;验收不合格要求外协厂返修或我司车 间返修,从货款中扣除返修费用; 外协加工完成品自检合格后送货到我司, 由我司质检员验收,验收合格在《项目验
的退货
4
成品组装
生产车间按照《生产计划》、图纸进行焊 接、组装成品
生产车间
《生产计划》
质检按照图纸对加工过程各环节的外观、
5
过程检验
尺寸进行检验,不合格直接要求车间现场
质检员
《检验报告》
返修
6
成品检验
质检按照图纸对成品的外观、尺寸进行检 验,不合格直接要求车间现场返修
质检员
《检验报告》
7
验收评审
质检检验结束待发货的产品需要各部门现 场评审,意见一致可以发货才允许发货
各部门
《项目评审单》
8
发货
验收合格,转发货流程
供应链管理 部
青岛XXXX有限公司
序号
步骤
1
安排生产计划
编号:XXX-QC-02-001-02
外协加工、整机组装外包检验流程
步骤内容
执行部门和 执行人
报告或表单
供应链管理部签收图纸、BOM\产品资料交 接单后制定《生产计划》,由生产经理下 发《调度令》至市场部、生产车间、总经 理,一式四联。
执行部门/ 执行人
车间生产工艺流程图
车间生产工艺流程图车间生产工艺流程图是指通过图形化的方式展示车间生产过程中的各个环节和工艺流程。
它可以清晰地展示产品在生产过程中所经过的各个工序和生产线,帮助管理人员和工人更好地理解和掌握生产流程,从而提高生产效率和产品质量。
一、车间生产工艺流程图的作用车间生产工艺流程图是车间生产管理中非常重要的工具,它的作用主要体现在以下几个方面:1. 了解生产流程:通过工艺流程图,可以清晰地了解产品在车间生产过程中所经过的各个工序和生产线,包括原材料的进货、加工、装配、检验等环节,有助于管理人员全面了解生产流程。
2. 优化生产流程:通过分析工艺流程图,可以找出生产过程中存在的瓶颈和问题,进而进行调整和优化,提高生产效率和产品质量。
3. 提高员工培训效果:工艺流程图可以作为培训教材,帮助新员工快速了解和掌握生产流程,减少培训成本和时间。
4. 质量控制和问题解决:通过工艺流程图,可以及时发现生产过程中的问题和质量异常,从而采取相应的措施进行调整和改进,确保产品质量。
二、车间生产工艺流程图的编制方法车间生产工艺流程图的编制需要遵循一定的方法和规范,以下是一般的编制流程:1. 收集相关信息:首先,需要收集与生产流程相关的各种信息,包括产品的设计图纸、工艺规程、设备清单、工序说明等。
2. 绘制流程图:根据收集到的信息,可以开始绘制工艺流程图。
一般来说,可以采用流程图、箭线图、框图等形式进行绘制。
在绘制过程中,需要标注每个工序的名称、工时、设备和材料等信息。
3. 审核和修订:绘制完成后,需要进行审核和修订。
可以邀请相关部门的专业人员进行审核,确保流程图的准确性和完整性。
4. 发布和使用:经过审核和修订后,工艺流程图可以发布并投入使用。
同时,需要将流程图在车间内进行张贴,方便工人参考和操作。
三、车间生产工艺流程图的示例下面是一个简化的车间生产工艺流程图示例,以汽车装配车间为例:1. 原材料进货:从供应商处购买汽车零部件和原材料。
最新质量控制流程图.pdf
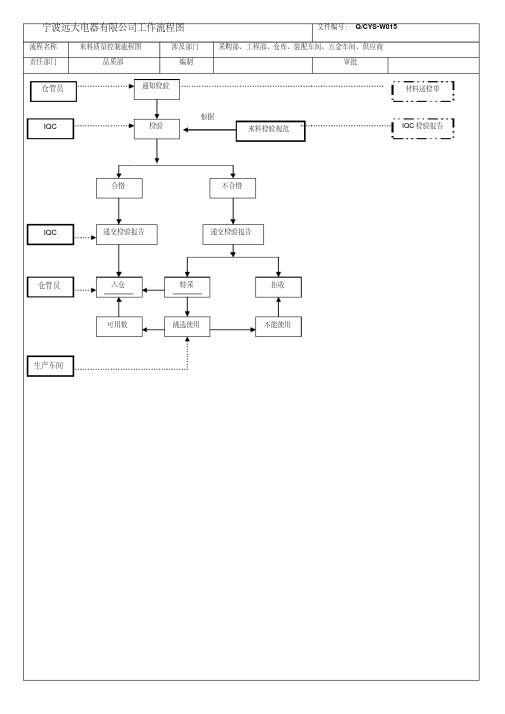
流程名称来料质量控制流程图涉及部门采购部、工程部、仓库、装配车间、五金车间、供应商责任部门品质部编制审批通知检验仓管员材料送检单检验IQC来料检验规范IQC 检验报告合格入仓不合格递交检验报告挑选使用特采递交检验报告IQC仓管员生产车间可用数拒收不能使用根据流程名称装配制程质量控制流程图涉及部门采购部、工程部责任部门品质部、装配车间编制审核根据根据OK备注:注1:斜体加方框字—在流程中指责任部门或人员。
注2:虚线方框字—在流程中指接口的载体表单。
注3:方框字—在流程中指过程活动。
生产通知装配车间生产计划表生产自检IPQC生产作业指导书及证书首件成品检验单合格不合格调整/处理流水线成品检验单装配员工IPQC 首检合格来料仓库成品包装QC装配员工生产异常QCIPQC通知品质主管参照质量纠正及预防措施控制流程图品质部责任部门关键元器件(CDF)核对表巡检产线巡检记录表参照不合格品控制流程图质量纠正及预防8D 报告参照不合格品控制流程图仪器点检特采需挑选来料装配员工进仓箭头标标识隔离仪器点检记录表成品检验标准产线不良问题记录流程名称出货质量控制流程图涉及部门采购部、工程部、仓库、生产车间责任部门品质部编制审核刊号根据备注:注1:斜体加方框字—在流程中指责任部门或人员。
注2:虚线方框字—在流程中指接口的载体表单。
注3:方框字—在流程中指过程活动第1页共1页IPQC 检验合格成品包装成品装配员工抽检IPQC成品检验标准合格不合格入仓品质主管参照质量纠正及预防措施控制流程图生产车间仓库进仓单入库成品检验单出货客户验货入库成品检验单入库成品检验单8D 报告合格不合格QA仓库验货记录IPQC参照质量纠正及预防措施控制流程图品质部责任部门8D 报告参照不合格品控制流程图参照不合格品控制流程图质量纠正及预防质量纠正及预防仪器点检流水线成品检验单流程名称质量纠正及预防措施控制流程图涉及部门采购部、技术部、装配车间、外协单位责任部门品质部、责任归口部门编制审核NO备注:注1:斜体加方框字—在流程中指责任部门或人员。
仓库操作收货检验入库产品处理流程图
在金蝶系统中录入其他出库单
仓库操作流程图
盘点作业流程
每月最后一个工作日仓管人员从金蝶系统中打印盘点报告 仓管根据仓位顺序对仓库物料依次进行清点
仓管确认点数无误后将盘点信息登记在盘点报告上交财务复核 财务复核
仓管人员及财务人员在盘点报告上签字确认盘点结果 将盘点结果报送经理审批如有差异,在金蝶系统中进行账务调整
仓库操作流程图
生产任务单物料领用流程
备料时应在STOCK OUT LIST上将有IQC编号的物料 记录下来备查。格式为IQC编号_数量X
如有766516领用需通知质量部门IQC编号
生产部门开STOCK OUT LIST
仓管人员根据STOCK OUT LIST按照先进先 出原则将物料从货架中取出
相同产品、不同的WO编号的领 料单备料时应分开摆放
仓库操作收货检验入库产品处理流程图
仓库操作
仓库操作畅通、安全、有序,降低库存积压,提高库存周转 率,促使销售、生产、采购相协调,加速资金流通。采购物 资到厂后,供应商将送货单交仓管员,由仓管员引导供方将 物资存放在待检区。供应商《送货单》必须注明公司物料订 购单单号及订购数量、送货数量等信息。
仓库操作流程图
质量部门在入库单备注栏填写物料编码及可用数量 填写格式为:641931_10x for re-stock in
将可用物料拿回仓库上架并在金蝶系统录入其它入库单
仓库操作流程图
其他入库流程
在生产环节报废的物料重新检验后入库
检验完毕,质量部门开出OTHER STOCK IN给仓库
供应商赠送物料
是否需 要检验
N 与检验部门负责人再次确认
将合格物料上架
将不良品放入退货库
供应商开发票 将发票退回供应商
QC控制流程图
产线批量生产
管理项目
1.开机前准备 2.开机 3.上料 4.生产
贴装首件确认
1.过程控制:
2.生产过程中的产品质量
管理内容
确认:a机器内无杂物,轨道上无PCB;B左右Z轴Tabale上的料架有无上好; c确认气压在0.5-0.55MPa; 打开机器电源总开关和气阀;解除所有“非常停止”开关按下“运转准备 ”;选择生产程序;如果停机在12小时以上则需在半自动状态下暖面10分钟
生产一线
炉后检验、返工作业指导书
《SMT检修报表》/《品质日报表》
页数 2/3
制定
内容 新规成
日期
担当
承认
文件受控编号 GX-ZL-010/A
受控状态
流程图
插件焊接
NG 通知产线维修
插件首件 检查
OK
产线批量生产
PCB板清洗 OK
NG 返回产线维修
送交品质 做成品检查
OK OK
成品包装入库
成品出库
产品最终检验规范
入库数量与任务下单数量一致,包装材料应客户要求,一般有防静电袋、气 泡袋、自封袋。
库房
《生产巡检报表》
《品质日报表》 《返工/返修单》
《入库单》
数量、运输控制
页数 3/3
制定
控制板包装一般采用防静电袋包装(较小或较简单的PCB板按客户需求采用 气泡袋或自封袋包装)后放入纸箱打包运输,如控制板比较特殊(上原装有 液晶等易碎器件)或客户有特殊要求,可采用防静电周转箱(正常由客户提 供)包装,数量要与《出库单》上数量一致。
生产一线
炉前验证作业指导书
回流焊接温度测试:同机种的PCB,要 求一天测试一次温度曲线,不同机种 实际焊接温度标准 预热区:0-140℃,升温以每秒1-4℃升温;饱和区: 的PCB在转线时,必须测试一次温度曲 140-180℃,时间在60-120秒;焊接区:200-235℃,时间约20-60秒。 线
车间管理各道流程图
基本时间 机手动时间
作业时间
辅助时间
手动时间
照管工作地时间 定额时间
休息和生理需要时间
全
部
时
间
准备和结束时间
消
耗
非生产工作时间
非定额时间 非工人造成的损失时间
工人造成的损失时间
返工处理作业流程图
半成品
成品
生管排制单
质量异常 隔离、标示、通报
异常情况分析
不合格品处理 生产线返工
制造单位返工作业
IPQC 检验 下工序
装配班组 返 工
检验
包装 返 工
检验
成品库
劳动定额管理程序
技术准备计划
产品设计 产品明细图样
工艺难度分析
工艺编排
工艺加工流程
劳动定额研究
时间耗用分析
试行初步定额
NO 是否合格
YES 确定正式定额
上级审批
执行 说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重要。
劳动工时消耗构成图
机动时间
进行理论计算
计算非工艺性消耗
NO
经理鉴定
YES 确定非工艺性消耗标准
计算工艺性消耗
技术测定
NO
YES 确定工艺性消耗标准
制定物资消耗定额
NO 试运行
确认、报批、执行
采购作业流程
物资采购计划
查询供应商记录 划
决定订购事项
招
长
牌
议
径
期
价
价
行
合
采
比
采
标
约
购
价
购
决定采购方式 渠道选择
发出订购单
通知仓储
(全套)质量控制流程图
WORD 格式可编辑文件编号:流程名称来料质量控制流程图涉及部门采购部、工程部、仓库、装配车间、五金车间、供应商责任部门品质部编制审批专业知识整理分享WORD 格式可编辑仓管员通知检验IQC检验根据检验作业指导书吕质主管记录审核合格不合格IQC 递交检验报告递交检验报告仓管员入仓特采退货可用数挑选使用不能使用生产车间品质部分析不合格原因来料问题结构问题采购部品质部与供应商交涉与工程部商讨品质部工程部供应商确定改进方法确定改进方法工程部品质部跟踪改进效果NO材料送检单IQC检验报告IQC检验报告退仓单退仓单质量反馈通知单IQC检验报告单质量反馈通知单质量反馈通知单品质部制定预防措施记录存档质量反馈通知单注1:斜体加方框字—在流程中指责任部门或人员。
专业知识整理分享WORD 格式可编辑注2:虚线方框字—在流程中指接口的载体表单。
注3:方框字—在流程中指过程活动。
第1页共1页专业知识整理分享WORD 格式可编辑文件编号:流程名称装配制程质量控制流程图涉及部门采购部、工程部责任部门品质部、装配车间编制审核装配车间生产通知生产计划表仓库合格来料特采需挑选来料装配员工根据生产作业指导书装配员工生产自检根据QC 生产线全检检验作业指导书QC QC检验记录表合格不合格箭头标标识隔离处理装配员工成品包装参照不合格品控制流程图仪器点检进仓巡检PQC 通知品质主管PQC巡拉记录表QC 生产异常质量反馈通知单品质部OK质量纠正及预防责任部门质量反馈通知单参照质量纠正及预防措施控制流程图参照不合格品控制流程图专业知识整理分享WORD 格式可编辑备注:注1:斜体加方框字—在流程中指责任部门或人员。
注2:虚线方框字—在流程中指接口的载体表单。
注3:方框字—在流程中指过程活动。
专业知识整理分享WORD 格式可编辑文件编号:流程名称出货质量控制流程图涉及部门采购部、工程部、仓库、生产车间责任部门品质部编制审核QC QC检验合格成品包装成品装配员工刊号QA 抽检根据出货检验作业指导书QA检查报告仪器点检合格不合格品质主管QA检查报告质量反馈通知单质量纠正及预防品质主管审核参照质量纠正及预防措施控制流程图生产车间入仓参照不合格品控制流程图仓库进仓单QA检查报告仓库出货客户验货QA验货记录合格不合格品质部质量纠正及预防质量反馈通知单责任部门参照质量纠正及预防措施控制流程图参照不合格品控制流程图专业知识整理分享WORD 格式可编辑备注:注1:斜体加方框字—在流程中指责任部门或人员。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
输入
装配加工检验工作流程图
部门
输出
生产部
1.提供《生产通知单》;
计划部
2.按生产计划集件;
品质部
4.检验员对操作者提出的不合格件和在巡检和关键工序检查过程中发现不合格品要进行记录并填写《工序检验记录》;
装配部
3.操作者按步骤进行组装,并对要进行组装的零部件进行自检,发现不合格品及时通知检验员;
N
品质部
10.检验员进行产品成检,并填写《成品检验记录》;
品质部
12.对检验合格的成品开具合格证;
装配部
13.对合格品办理入库手续;
装配部品质部
14.每月对装配过程中出现的不合格记录进行统计与分析。
N
N
Y
Y
装配部仓储部5来自操作者要及时与仓库联系,对不合格件进行更换,保证装配的正常进行;
生产部
8.操作者总装;
售后部
9.调试人员按照技术要求进行设备调试;
品质部
6.检验员对更换下来的不合格件进行评审;
装配部
11.对需要更换零部件的转到步骤5执行,不需要更换零部件的转到步骤8执行;
品质部
7.品质部按照评审结果对不合格品进行后期处理;