(精益生产)动作改善的基本30项目
车间持续改善项目

车间持续改善项目
车间持续改善项目是一个长期的过程,旨在不断优化生产流程、提高效率、减少浪费、降低成本,并提高产品质量。
以下是一些常见的车间持续改善项目的例子:
1.5S管理:通过实施5S管理(整理、整顿、清扫、清洁、素养),提高生产现
场的整洁度和秩序,减少浪费,提高工作效率。
2.精益生产:通过消除生产过程中的浪费,降低成本,提高生产效率。
这可能包
括减少生产过剩、优化工作流程、减少库存等措施。
3.设备自动化:通过引入自动化设备,提高生产效率,减少人工错误和人力成本。
这可能包括自动化生产线、机器人等。
4.质量管理体系:通过实施质量管理体系(如ISO 9001),确保产品质量符合
标准,提高客户满意度。
5.环境管理体系:通过实施环境管理体系(如ISO 14001),确保生产过程中
的环境保护和可持续发展。
6.安全生产管理:通过加强安全生产管理,减少事故风险,保障员工的人身安全
和健康。
7.信息化管理:通过引入信息化管理系统,提高生产数据的管理和分析能力,为
决策提供支持。
这些项目通常需要跨部门的合作和持续的努力,以实现长期的效益。
在实施持续改善项目时,应注重数据分析和持续改进的方法,以确保改善的有效性和可持续性。
精益生产培训系列课程工业工程之动改法

动作改善原则:有关工作场所布置和环境的原则 9﹑固定位置原则:工具物料要放置在固定的地方
动作改善原则:有关工作场所布置和环境的原则 9﹑固定位置原则:工具物料要放置在固定的地方
手动取电批打工具
电批固定只需要把零件放入工装
动作改善原则:有关工作场所布置和环境的原则
动作改善原则:有关人体运用的原则
6﹑避免突变原则:连续曲线运动较方向突变直线运动为佳 动作过程中,如果突然改变方向或急剧停止肯定使动作
节奏发生停顿,造成动作效率降低。所以,作业动作设计时 要使动作路线尽量保持直线或圆滑曲线。
动作改善原则:有关人体运用的原则 6﹑避免突变原则:连续曲线运动较方向突变直线运动为佳
动作改善原则:有关人体运用的原则 1﹑双手并用原则:两手同时开始及完成动作
用一只手:插完30只销子需30S 用双手:插完30只销子只需23S,节约时间29%
动作改善原则:有关人体运用的原则
2﹑除休息时间外,两手不应同时空闲: 不必要的动作会浪费操作时间,使动作效率下降,必须
排除。而即使必要的动作,通过改变动作的顺序、重整操作 环境等也可以减少。
部件
☆ 工具要尽量吊在与 紧固位置接近的位置
最好在20CM以内
☆ 尽量缩短步行距离(1步0.01分) ☆ 部件要尽量靠近放置
可在直线状态下取配件、 配件要容易看到
☆ 配件箱等要倾斜
动作经济的四个基本原理: 3、缩短动作之距离: 例,凹字形工作台;物料悬挂在流水线上方等
部件
☆ 物料分布在操作工前面和左右两侧; ☆ 完工的产品直接放入流水线进入下工序;
动作改善原则:有关人体运用的原则
7﹑弹道式动作较轻快: 例如,挥动高尔夫球杆时,一旦击出后,杆子肯定顺势挥出, 没有办法在在中途(例如在肩部的高度)停顿下来。
精益改善项目计划

精益改善项目计划
1、标杆考察,发现差距:推行精益生产,意味着在企业里展开一场工作方式、思维习惯的变革,需要高层领导的决心、中层管理者理念意识的统一和基层员工不折不扣的执行。
2、意识引导,培训先行:精益生产方式把生产中一切不能增加价值的活动都视为浪费,强调人的作用,充分发挥人的潜力,以持续改善来消除浪费。
3、成立项目领导和推行小组:在实施精益生产的时候,建立一个精益生产组织,"精益生产委员会","改善组织",以便后续工作。
4、示范线改善,体现成果,建立改善样板区域:任何改善都是建立在对美好的期望基础上的,要让员工真正的接受变革,必须让员工看到实际的成果,并且很多精益的工具也需要在实际的实施过程才能诠释优点。
5、现场改善:改善现场环境的5个步骤,具体为:整理、整顿、清扫、清洁、素养,让现场走向有序化,减少一些比较显现的浪费现象;另一方面,通过领导的参与,让员工明白管理层对改善的决心,提高全员的改善意识。
6、选择要改进的关键流程,画出价值流程图:精益生产方式不是一蹴而就的,强调持续的改进,首先应该先选择关键的流程,力争把它建立成一条样板线。
7、开展改进研讨会:精益远景图必须付诸实施,否则规划得再巧妙的图表也只是废纸一张,实施计划中包括什么,什么时候和谁来负责,并且在实施过程中设立评审节点,全体员工都参与到全员生产性维护系统中。
8、推广到整个公司:精益生产利用各种工业工程技术来消除浪费,着眼于整个生产流程,而不只是个别或几个工序,样板线的成功要推广到整个公司,使操作工序缩短,推动式生产系统被以顾客为导向的拉动式生产系统所替代。
精益生产现场管理和改善

案例:IE技术应用改善
解决问题的思维原则
➢ 外部出了问题,从内部找起; ➢ 部属出了问题,从上司找起; ➢ 工作出了问题,从自身找起; ➢ 今天出了问题,从昨天找起。
对待任何问题秉持三 发生问题,没有找到原因不放过
不 顶尖的管理成就来自于 放过 严谨的工作作风
QC(集体)
主题:品质
创意功夫(个人)
主题:安全、品质、成本等
改善
变革文化
“7 ” 种 浪费
浪费与说明
① 不良品
② 过量生产的浪费 =在不必要的时间生产过多 的物品
③ 库存的浪费 =材料、配件等成为停止保 管的状态
④ 搬运的浪费 =物品的移动、摆放、处理 等
发生问题,没有找到责任人不放过 发生问题,没有整改措施不放过
创意提案活动的运作方法
解决认识问题
数量与质量 份内与份外 活动的持续开展 奖励机制的合理运用 结论的公正性
氛围与宣传
营造一种良好的改善气氛 员工从中体验到成就感 提供相互学习和借鉴的园地 营造全面改善的公司面貌,展示
* 现场里要挂出趋势图、提案建议件数、生产进度、
质量改善目标、生产力改进、换模时间缩短,
以及工业意外事故的降低。
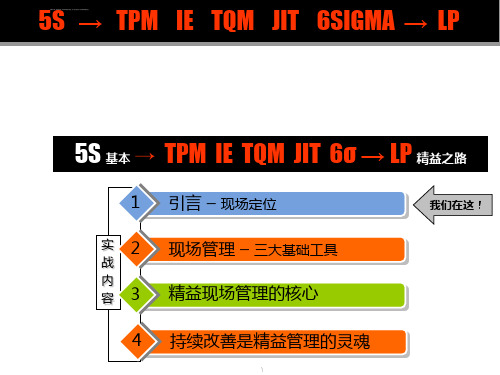
6S 基本 → TPM IE TQM JIT 6σ → LP 精益之路
1 引言 – 现场定位
实2
战 内
容3
现场管理 – 三大基础工具 精益现场管理的核心
我们在这!
4 持续改善是精益管理的灵魂
作
工序
作業單位
作業要素
動作單位
基本元素
業
以材料的加工 以加工、檢驗、 以作業單位中所 以一個作業要素 以單位動作中所
精益生产标准工时改善项目

[介绍]【WIP】标准工时拟定及改良举措第一章:1.标准工时拟定的根本条件:①在正常作业环境状态下;②确立并且最好是迄今最正确的作业方法;③适任合格的作业员;④以必定的正常的速度进行作业。
标准工时的应用:1〕生产排程上的应用;〕产能负荷管理的应用;3〕作业绩效管理的运用;4〕标准本钱管理的应用;5〕装置生产线均衡的应用;6〕工作改良案的评估。
其余有关观点:2.生管排程能够大概分为“主排程〞MPS与“细排程〞DPS 细排程工时=准备工时+排程量×单件标准工时3.负荷工时=准备工时+单件工时×本周排程量×××产能工时=工作天多日工作时间机器台数机台操作率某公司主排程原那么:产能工时*95%≤负荷工时≤产能工时4.有效工时=制令竣工良品数*标准工时+准备工时毛效率=∑有效工时/总出勤工时*100%净效率=∑有效工时/〔总出勤工时-责任外损失工时〕 *100%所谓责任外损失工时,包含机台故障、停电、缺料、未排程等候工,以及开会等未能真切进行作业的时间。
〔责任部门或责任者〕损失工时率=责任工程总损失工时/作业组总投入工时*100%5.对于“直接人工本钱〞,建议一定以标准工时为睁开根基,加上制程调整系数,施予必需的宽裕办理以更切合车间现实,再乘以该制程的人工费率标准,就形成了标准直接人工本钱。
依据实质状况,必需时订正制程系数与人工费率标准。
6.生管人员在做细排程进度方案时,一定把制程调整系数考虑进去,由于标准工时只考虑有效作业时间,并未考虑到物料搬运,以及工件在前后工序间的暂存及搬运时间。
注意:标准工时是不变的,但应当因作业员绩效水平的不一样而做合适的调整。
履行绩效剖析时,资浅作业员的效率基准可能只有标准基准的60%~70%。
7.在以下状况下,标准工时一定从头订正:1〕工作方法变化;2〕生产设施变化;3〕产品线变化。
作者重申:标准工时是科学化的标准数据,但应用在生产方案或绩效管理时,必定要先调整为管理基准,并且在不一样的必需状况下,它的基准能够随实况而变,而标准时间不可以变。
精益生产动作改善手册
精益生产动作改善手册简介精益生产是一种通过不断改善流程,减少浪费以提高效率的管理方法。
动作改善是其中的重要组成部分,通过改变员工在工作中的动作来提高生产效率。
本手册将介绍精益生产动作改善的基本原则和一些常用的改善操作,帮助企业提高效率和质量。
第一部分:精益生产动作改善的原则1. 理解价值在动作改善的过程中,首先需要明确哪些动作是有价值的,哪些是浪费的。
价值动作是指那些为产品或服务增加了价值的动作,浪费则相反。
通过消除浪费动作,最大限度地提高价值动作的占比,从而提高效率。
2. 去除浪费浪费是动作改善中的主要敌人。
根据精益生产原则,浪费分为七类:过产出、等待、运输、库存、处理、运动和不合格。
制定计划时要尽量避免这些浪费,并通过改进流程、提高设备效率等措施来减少浪费的发生。
3. 制定标准作业程序(SOP)标准作业程序是一系列有序的工作步骤,通过规范员工的工作动作来保证产品的质量和工作效率。
制定和遵守标准作业程序可以降低变异性、提高效率,并且方便培训新员工。
4. 经常改进动作改善是一个持续的过程,需要不断寻找并改进不合理的工作动作。
通过对现有工作流程的观察和分析,可以发现潜在的问题和改进的机会,并及时采取措施进行改进。
第二部分:常用的动作改善操作1. 5S整理法5S整理法是一种通过改善工作场所清洁、整理和安排的方法,以便提高工作效率和安全性。
它包括以下五个步骤:整理(Seiri)、整顿(Seiton)、清洁(Seiso)、清扫(Seiketsu)和素养(Shitsuke)。
2. 人机工程学改进人机工程学改进通过优化工作环境和工具来改善员工的工作动作。
它包括调整工作台的高度、优化工作台上工具的布局、使用符合人体工程学原理的工具等。
通过这些改进,可以减少员工的体力劳动和工作负荷,提高工作效率。
3. 标准化工作动作标准化工作动作指的是一系列经过验证和优化的工作动作。
它可以确保同样的工作在不同的岗位上都能够以相同的标准进行执行,避免了因个体差异导致的不一致性。
精益生产动作改善十手十勘

添加 标题
案例分析:以某制造企业为例,该企业在实施精益生产后,通过有效的维持手,成功地避免了问题再次出现,提高了生产效率 和产品质量。具体而言,该企业建立了完善的监控机制,对生产过程进行实时监控,及时发现潜在的问题。同时,该企业定期 进行回顾和总结,对已经实施的改善措施进行评估和调整,确保其持续有效。此外,该企业还加强了员工的培训和教育,提高 了员工对精益生产的认识和技能水平。最终,该企业的生产效率和产品质量得到了显著提高。
目的:通过散点图法,可以对两个变量之间的关系进行分析,找出它们之间的相关性和因果关系。
操作步骤:首先收集两个变量的数据,然后使用散点图将这些数据绘制在二维平面上。通过观察散点图的分 布和趋势,可以分析两个变量之间的关系。
注意事项:在使用散点图法时,需要注意数据的准确性和可靠性,以及散点图的绘制方法和解读技巧。同时, 还需要结合其他分析方法,如回归分析、相关系数等,对两个变量之间的关系进行更深入的分析和解释。
确保资源充 足,包括人 力、物力、 财力等
建立有效的 沟通机制, 及时反馈实 施进展和问 题
对实施过程 进行监控和 调整,确保 按计划推进
对实施结果 进行评估和 总结,为后 续改善提供 参考
定义:在精益生产动作改善过程中,检查手是指对改善后的效果进行评估和检查的环节。
目的:确保改善后的效果符合预期,及时发现并纠正问题,避免出现不良影响。
目的:通过直方图法,可以找出数据中的规律和趋势,从而发现生产过程中的问题和改进 点
实施步骤:收集数据、制作直方图、分析数据、找出问题和改进点
适用范围:适用于需要对数据进行统计和分析的情况,如生产过程监控、品质控制等
定义:散点图是一种用于展示两个变量之间关系的图表,通过将两个变量在二维平面上进行投影,可以观察 它们之间的分布和趋势。
精益生产现场管理和改善ppt课件
讨论 目视化工作现场的建立
现在有哪些目视管理
识别哪些地方需要建立目视管理
讨论确定如何和怎样去建立目视管理
实施和跟踪
5S 基本 → TPM IE TQM JIT 6σ → LP 精益之路
实 战 内 容
看板是如何提升管理的精度?
1
看板有哪些,如何确定?
2
围绕看板,构建目标管理运作平台
3
管理看板是发现问题、解决问题的非常有效且直观的手段
确定谁将要做什么 使之目视控制 在适当的位置进行目视控制
目视化工作现场的建立
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
在流程中自己进行检查控制 邀请另外一个团队审计目视控制 邀请参与各方审计控制设备 按要求休整目视控制设备
目视化工作现场的建立
人
机
料
法
环
目视管理常用工具及制作要领 (二)、目视管理工具的基本要素
1、提高工作环境的改善 2、提高安全管理的措施 3、提高品质管理的水准 4、提高设备TPM的水准 5、提高现物管理精度
通过彻底5S的实施 安全、舒适的工作环境,人人都按标准办 大家都来做改善
目视管理5项直接效果及其常见措施
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
确定后续活动 确定谁在什么时候将要做什么 决定谁将得到信息及如何的到 实施改进计划
目视工作现场的建立
必须取得高层领导的支持
要从流程和人/机/料/法/环方面综合考虑
要坚持用同一个标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
動作改善的基本30項目
針對改善,每個人有不同的出發點,但是我們的改善的目標都是統一的:COST DOWN,如下一些有收集一些資料供各位業界同仁參考,這其中也有很多可以改進的地方,也希望同行老鳥們提出你的寶貴意見
1. 手的動作要在肩膀內, 肩下範圍的上下作業最適切.
2. 手動作線上的障害物要消除.
3. 將3次元的復雜動作變成2次元.
4. 作業中不要轉換方向,不要從一個手換到另一個手中.
5. 不可有保持動作,敲動作及手交差作業的動作.
6. 用手拿取作業要和治具配合一起進行作業.
7. 產線內不可有等待機器的時間.
8. 不可有反復彎腰的動作.
9. 放置部品的位置要調整到和作業者的高度一致.
10. 部品放置場所,工具的位置要設置在手動作線上及最短距離.
11. 部品及工具配置要按照動作順序.
12. 部品及工具配置必須要定置,定向.
13. 小部品,薄部品及像彈簧這樣纏繞的部品可一個一個地確實地放置拿取.
14. 治具形狀要易看,易插入.
15. 決定位置的動作是不可轉動及停止.可簡單插入.
16. 每次使用神經進行的作業要停止,要用信號化.
17. 目視確認時不用去看指針指定的數值,不用歪頭確認.
18. 目視檢查的工程要保持適當的亮度.
19. 用按鈕控制傳送物體不用人走動拿取.
20. 開關的位置要設置在手動作線上或最短的距離.
21. 多工程起動的開關,要檢討使其連接在一起.
22. 用螺絲固定的東西,使螺紋在1.5以下.
23. 設置不作業及作業檢出裝置.
24. 表示器的位置要和眼睛高度一致.
25. 2种類似的部品不可放置在同一工作臺上.
26. 塗裝面不要使用金屬性治具.
27. 寧可動用設備也不讓作業者走來走去.
28. 供給下工程的部品要活用short.
29. 檢討作業時要同時使用雙手.
30. 用雙手拿取的組合作業要治具化.。