Q345B钢带表面氧化铁皮精细控制技术
热轧带钢氧化铁皮控制技术的研究

《热轧带钢氧化铁皮控制技术的研究》1. 引言热轧带钢生产过程中,氧化铁皮的形成是一个不可避免的问题。
氧化铁皮的存在会影响带钢的表面质量和机械性能,因此如何有效控制氧化铁皮的形成成为热轧带钢生产中的一项关键技术。
本文将围绕热轧带钢氧化铁皮控制技术展开深入探讨。
2. 概述热轧带钢氧化铁皮的形成原因在热轧带钢生产中,氧化铁皮主要是由于带钢表面与空气中的氧气发生化学反应而产生的。
而在热轧过程中,高温、高速和严苛的工艺条件下,带钢表面氧化的速度会进一步加快,导致氧化铁皮的形成。
3. 热轧带钢氧化铁皮的影响氧化铁皮的存在会导致带钢表面出现细小凹坑,降低带钢的表面质量。
氧化铁皮还会对带钢的成形加工和表面涂层造成不利影响,进而影响带钢的整体机械性能。
4. 热轧带钢氧化铁皮控制技术的研究为了控制热轧带钢氧化铁皮的形成,研究人员提出了多种技术方案。
其中,常用的技术包括表面处理技术、控制轧制工艺参数技术、控制炉后冷却技术等。
4.1 表面处理技术通过对带钢表面进行镀锌处理等防腐技术,可以有效避免氧化铁皮的形成。
还可以采用化学处理技术,对带钢表面进行脱油和除锈处理,从源头上控制氧化铁皮的生成。
4.2 控制轧制工艺参数技术调整热轧带钢的轧制工艺参数,如温度、速度、压下量等,可以控制带钢表面氧化的程度,进而控制氧化铁皮的生成。
4.3 控制炉后冷却技术在带钢热轧后的冷却过程中,控制冷却速度和冷却介质的温度等,可以有效控制氧化铁皮的生成,并提高带钢的表面质量。
5. 总结与展望在热轧带钢生产中,氧化铁皮的控制技术对带钢的表面质量、机械性能以及生产成本都有着重要的影响。
当前,关于热轧带钢氧化铁皮的研究还处于不断深入的阶段,未来可以进一步探讨新的技术方案,提高热轧带钢的质量和竞争力。
个人观点:在热轧带钢生产中,氧化铁皮的控制技术是一个具有挑战性和研究价值的领域。
通过不断深入的研究与实践,相信未来一定会取得更多突破,为热轧带钢生产提供更多有效的控制技术,不断提高产品质量和市场竞争力。
热轧带钢表面氧化铁皮控制与消除
热轧带钢表面氧化铁皮控制与消除随着国民经济的快速发展,各种新技术的层出不穷都大大推动了钢铁行业的发展,作为国民经济的主导行业之一,钢铁行业对我国经济建设的发展有着极其重要的影响和作用,对此,必须引起高度的重视。
文章主要针对作为钢铁行业重要品种之一的热轧带钢在现阶段存在的一些问题进行简要的分析与总结,并针对其质量问题提出了相应的解决措施,从而减少成本的大量输出,提高整体的综合效益。
标签:热轧带钢;表面氧化;控制分析1 热轧带钢氧化铁皮控制技术及其发展1.1 热轧带钢生产工艺流程在进行生产工艺前,必须清楚的了解每一个板坯连轧施工作业方式,通常情况下,板坯是经由炼钢连铸车间的连铸机将其直接推入热轧板坯库,然后再经由加热炉加热进行连铸作业。
针对不能直接进行加热的板坯,可先将放入保温库然后通过吊车直接运送加热炉内进行加热。
这样做的目的不仅仅可以保证板坯不被损害且为直接轧制创造了可能。
连铸板坯是利用计算机技术进行数据的整合,通过辊道将其直接运送至板坯库,操作人员可以在其监视器上进行板坯相关问题的处理,针对不合格板坯可以直接进行核对,并进行登记输入,这样不仅仅提高了工作效率,还有效的避免了不合格板坯在生产过程中的使用,大大提高了质量,避免不必要损失的发生。
利用计算机进行整合管理也将成为未来钢铁行业发展的趋势之一。
普通板坯进行装炉连轧时,要按照相应的步骤进行连轧,这样才能保证其质量。
连轧过程中,要针对连轧板坯的数量、重量进行一一的核对,保证没有错漏的情况下就可以直接推入炉内进行辊道连轧,然后经过测试、定位再进行加热。
连铸和热轧作为不同的两种工艺,在直接热装轧制中都起到了至关重要的作用。
为了有效的降低生产成本,提高工作效率可以制定相同的生产计划,将合格的连铸板坯在指定的加热炉内进行加热,这样就减少了板坯反复运送的吊车作业,可以通过卸料直接进行热装板坯至加热炉内,板坯在经过了加热以后通过上料辊道由装钢机进行加热一定温度后,就可以按照轧制的要求拖钢,最后放在加热炉出炉的辊道上。
中厚板氧化铁皮压入缺陷形成原因及控制策略陈强

中厚板氧化铁皮压入缺陷形成原因及控制策略陈强发布时间:2021-11-10T05:51:38.293Z 来源:《基层建设》2021年第22期作者:陈强[导读] 利用电子扫描显微镜(SEM)和电子光谱仪(EDS)对氧化铁层厚度和氧化铁度及底层进行了分析,以检测中厚板缺陷;结合加热过程中钢板表面形成一次氧化铁的机理,生产试验确认,钢板表面的氧化铁由于铁橄榄石附着而无法去除宝武集团新疆八一钢铁股份有限公司轧钢厂中厚板分厂摘要:利用电子扫描显微镜(SEM)和电子光谱仪(EDS)对氧化铁层厚度和氧化铁度及底层进行了分析,以检测中厚板缺陷;结合加热过程中钢板表面形成一次氧化铁的机理,生产试验确认,钢板表面的氧化铁由于铁橄榄石附着而无法去除,在轧制过程中压在钢板表面,然后在冷却过程中剥离花斑缺陷形成,为此,提出了加热和轧制过程的控制措施,有效地提高了钢板表面的质量。
关键词:中厚板;氧化铁皮;压入缺陷;加热工艺;除鳞在中厚板热轧生产中,铁氧化皮的去除缺陷一直是钢板表面质量缺陷,难以消除。
一点点可以通过手工研磨去除氧化铁皮压入,但在生产过程中,钢板表面,特别是均热炉加热的钢板,往往被大面积铁皮压人。
在轧制后的翻板检查中,发现大面积铁皮压人单双面,形成不同深度的麻坑或沟痕,严重影响成品表面质量,影响合同交付时间,增加生产成本。
一、氧化铁皮构成及压入缺陷的形成机理由于环境成分和化学成分不同,一次氧化铁层是由磁铁(Fe3O4)组成的灰黑色鳞层;二次氧化铁是由 FeO 和 Fe3O4 等粒子组成的红色鳞层。
板坯加热炉出炉后,用高压水除鳞后粗轧,钢板表面产生二级氧化铁层。
由于横向轧制的影响,二次氧化铁的厚度相对较薄钢板与二次氧化铁皮界面应力小,剥离性能差,如果高压喷射不能完全消除二次氧化皮,二次氧化皮仍留在钢板表面。
在这种情况下,产品表面会有缺陷。
二、试验材料及方法中厚板厂生产的钢板存在深坑缺陷(或斑点缺陷)。
钢板表面应用后不平整,如图 1 所示,影响用户使用。
带钢生产中氧化铁皮的控制方法研究

带钢生产中氧化铁皮的控制方法研究针对带钢生产中出现的氧化铁皮问题,分析了其形成原因和控制方法,并通过优化轧制工艺参数,分析了常见的五类氧化铁皮缺陷;并通过优化轧制工艺参数,明确了在实际生产中为减少氧化铁皮的形成所采取的适宜加热时间、开轧温度及终轧温度。
标签:氧化铁皮;热轧工艺参数;缺陷;开轧温度;终轧温度引言热轧带钢表面质量的影响因素有很多,如翘皮,划伤,氧化铁皮压入与细孔等[1]。
其中氧化铁皮的压入是表面质量控制的难点。
热轧过程中有30%的产量损失与氧化铁皮缺陷有关[2]。
钢坯在热加工时表层生成的金属氧化物就是氧化铁皮氧化铁皮[3]。
不同的轧制工艺决定了钢坯氧化铁皮的结构及厚度[4],氧化铁皮结构基体层到最外层依次由FeO、Fe3O4、Fe2O3构成。
1 氧化铁皮的形成原因及控制方法钢坯在进入热轧之前需要进入加热炉中高温加热,由于炉内存在氧化性气体,很难做到无氧氛围,致使钢坯表面产生氧化铁皮,通常称作一次氧化铁皮。
一次氧化铁皮塑性差、脆而硬,粗轧时小颗粒状的氧化铁皮与基体相互挤压,使钢坯表面呈现凹坑。
引起带钢生产中出现的一次氧化铁皮压入缺陷的原因:(1)高压水除磷机设备不完善,喷嘴堵塞、磨损以及喷射距离不合理都会引起带钢表面除磷不彻底,导致一次氧化铁皮压入;(2)一次氧化铁皮与板坯界面结合力较强而难以用除磷机彻底清除,进而随板坯进入粗轧工艺[5]。
为防止此类缺陷产生,应确保过滤网无阻塞、除鳞水喷嘴畅通、高压水除鳞机水量充足[6]。
带钢在粗轧过程中要经过多道次轧制,粗轧时每个道次钢坯都会与空气和水接触产生二次氧化铁皮。
二次氧化铁皮需要经过粗轧和精轧之间的高压水除磷机去除,此时的氧化铁皮与带钢的表面应力小、脱落性差而难以去除。
如果二次氧化铁皮未清理干净而进行精轧就会导致二次氧化铁皮压入缺陷,对此二次氧化铁皮的清除需要保证除磷设备的正常运转和较强的水冷能力。
带钢在精轧过程和精轧后到最终卷曲冷却中生产的氧化铁皮称作三次氧化铁皮。
热轧钢材氧化及表面质量控制技术的发展及应用

热轧钢材氧化及表面质量控制技术的发展及应用发布时间:2021-05-03T08:35:40.330Z 来源:《中国科技人才》2021年第4期作者:陆文胜[导读] 由于热轧钢板的深加工受环境压力控制压力和生产成本的影响,如何利用氧化铁的特性经济有效地去除氧化铁,就成为了一个研究难题。
热轧钢板表面氧化方式受加热环境、氧化时间和温度、剥落情况和化学成分的影响。
广西北部湾新材料有限公司广西北海 536017摘要:热轧产品表面质量缺陷包括:氧化铁难以去除、氧化铁被挤压、锈区市场竞争加剧,钢材用户不仅需要钢材的固有性能,而且对质量有了新的要求。
针对氧化铁皮生产企业存在的氧化铁质量问题及存在的问题进行了研究。
本文主要分析热轧钢材氧化及表面质量控制技术的发展及应用关键词:热轧钢;氧化;质量控制技术引言由于热轧钢板的深加工受环境压力控制压力和生产成本的影响,如何利用氧化铁的特性经济有效地去除氧化铁,就成为了一个研究难题。
热轧钢板表面氧化方式受加热环境、氧化时间和温度、剥落情况和化学成分的影响。
1、热轧钢材的氧化原理随着自动厚度控制,自动宽度控制和板厚控制系统在生产实践中的广泛应用,特别是在中厚板产品的高精度和板形精密轧制质量评价中,能够通过对钢种和热轧工艺的控制,使得热轧钢的力学性能得到了显著提高。
随着板材厚度的增加和应用范围的扩大,板材的性能越来越受到用户的关注,中厚板及其表面质量钢板中连续加热轧制是一项重要的节能技术。
钢的氧化是由于金属暴露在一定的热量下,钢材表面逐渐转化为氧化物,尤其是在高温下,氧化的过程反应非常迅速,氧化层对于钢材的质量控制也有着深远影响。
而且往往具有破坏性。
氧化铁不仅影响整体表面质量和剥离效果,而且影响表面处理机理,如涂层和耐蚀性。
2、高温氧化铁皮产生的影响因素2.1合金材料的影响在新的热轧加工工艺中,可以镀上合金层,改变表面铁离子向外扩散的能力,预防氧离子向内扩散的能力。
不同热轧轧制中的应用对热轧表面质量有不同的影响。
Q345氧化铁皮去除

Q345R氧化铁皮控制策略摘要:马钢中板厂高专板一次氧化铁皮除鳞不尽,影响了钢板表面质量及轧制节奏。
通过分析除鳞不尽原因,提出预防和调整措施。
关键词:高专板;表面质量;一次氧化铁皮1、现状中板加热炉为三座内置通道高炉煤气双蓄热加热炉,采用三排道布料、分段集中换向。
在轧制A/DH36和Q345R等高专板系列时,粗轧一次除鳞往往在出炉钢坯上表有块状氧化铁皮粘结尤以Q345R 严重,进行二次除鳞可能会造成轧制薄规格时废钢;不进行二次除鳞就得吊回炉造成能源浪费并放慢轧制节奏,此类现象在各炉中间道次更为明显。
2、原因分析2.1 化学成分部分Si 含量较高的钢种,如A/DH36(Si 0.30%~0.50%)、Q345R(Si 0.30%~0.55%)等,表面容易形成铁橄榄石(2FeO·SiO2)粗糙的次氧化铁皮界面,使氧化铁皮附着力强难以去除,铁橄榄石在低于1177℃会凝固,如果不完全去除,则导致剩余红锈及麻坑的形成。
有资料显示,含Si量大于0.2%的钢进行热轧时,完全防止麻点的产生是极度困难的。
2.2 炉型因素每座加热炉仅有4对空煤气流量调节阀,在冷热坯和不同规格混装时,往往不能兼顾各钢种的不同加热工艺要求,有时为了追求产量被迫牺牲了高专板的加热质量。
蓄热式加热炉使用后期,随着蓄热体堵塞现象越来越重,空煤气介质出口压力越来越低,造成火焰变短,钢坯延长度方向温度均匀性不稳,中间道次影响更大。
2.3 轧制节奏不稳定生产顺利时能达到60块/小时的轧制节奏,坯料在炉时间约2小时,采用强化加热多,造成钢温不均、出炉温度偏低;生产不顺时平均在炉时间达4小时及以上,氧化烧损加重,由下图可以看出碳素钢在不同温度下烧损量与时间的关系。
图1 加热时间对氧化烧损量的影响2.4 操作因素2.4.1 负荷分配不合理加热工考虑煤气降耗,预热、一加热几乎不用量,二加热段因轧制节奏变化供热较小,仅靠均热段对炉头进行强化加热,造成有效加热时间不够、局部钢温偏高,氧化铁皮造成发粘难以去除。
热轧带钢氧化铁皮控制技术要点

热轧带钢氧化铁皮控制技术要点摘要:氧化铁皮是钢坯在加工过程中所产生的一种物质,会对钢坯质量产生直接影响,所以必须明确氧化铁皮产生的具体原因,才能够制定科学的控制技术方案,将氧化铁皮产生的质量影响进行控制,是提高热轧带钢加工生产质量的有效方式。
因此,本文详细介绍了热轧带钢氧化铁皮的具体分类、形成机理以及组成,对氧化铁皮产生的影响因素进行全面分析,并阐明了氧化铁皮的控制技术要点,旨在进一步提高炼钢技术水平。
关键词:热轧带钢;氧化铁皮;控制技术;关键要点;发展我国钢铁行业发展受到很大阻碍,在国家政策的要求下,钢铁材料加工能耗不断提升,使得钢铁行业经济效益受到很大影响。
当前钢铁加工需要使用“减酸洗”甚至“免酸洗”的原材料产品,为了满足该需求,我国钢铁厂开始研发热轧免酸洗钢生产技术,其研究重点为发展氧化铁皮控制技术,在热轧过程中,氧化铁皮的压入是热轧带钢表面出现斑点等质量问题的主要原因,所以必须采用科学的控制技术,才能够降低氧化铁皮对钢材的质量影响,从而提高生产经济效益。
1热轧带钢氧化铁皮分类根据热轧带钢氧化铁皮产生的过程可以分为钢坯在加热炉内产生的一次氧化铁皮、进入精轧机组前生成的二次氧化铁皮以及精轧机组和冷却过程中产生的三次氧化铁皮。
在加热炉内产生的一次氧化铁皮厚度一般在1mm足有,随着加热时间的提高以及加热温度的提升,钢坯氧化铁皮的厚度也会不断增加,从而形成一层氧化铁皮覆盖在钢坯表面,通常会在除鳞箱内采用高压水将氧化铁皮去处;二次氧化铁皮通常在进入粗轧机前在除鳞箱和精轧机前采用高压水去除;三次氧化铁皮一般在轧制期间采用铁磷抑制剂、精轧温度控制以及卷取温度等方式对氧化铁皮的厚度进行控制,最后采用喷丸工艺将其去除[1]。
2热轧带钢氧化铁皮产生机理分析通常情况下,纯铁的氧化过程为铁→氧化亚铁(含氧量23.25%)→四氧化三铁(含氧量为27.64%)→氧化铁(含氧量30.04%)。
在对铁氧系热力学的分析中表明,铁在氧化过程中会形成许多独立物质,比如富氏体、铁内氧化物固溶体以及氧化固溶体等[2]。
Q235热轧带钢表面氧化铁皮控制

Q235热轧带钢表面氣化铁皮控制doi;10.3969/j.issn,1006-110X,2017.02.004Q235热轧带钢表面氧化铁皮控制李俊锋,房兴华,杨诗朦(天津荣程联合钢铁集团有限公司技术中心技术处,天津3D0352)[摘要]针对Q235热f t带钷表面氧化铁皮缺陷,分析了其产生原因,通过优化精轧工艺及轧制制度,严格控制相 爱工艺参数,减少了表面氧化铁皮,FV6组分减少,龙觀案乌现象发生,提高了带铜表商质量。
[关键词]热礼;带铜表面氧化铁皮;轧制工艺Control over Surface Scale on Q235 Hot Rolling Steel StripLI Jun-feng,FANG Xing-hua and YANG Shi-meng(Technology Division of Technology Center,Tianjin Rockcheck Joint Iron&Steel Group Co.,Ltd.,Tianjin300352, China)Abstract The authors analyze the cause of the defect of surface scale on Q235 hot rolling steel strip. Through optimizing finish rolling process and rolling system and strictly controlling technological parameters, improvement was achieved,i.e.,reducing surface scale and FeO component,eliminating darkening on galvanizing layer and improving strip surface quality.Key w o rd s hot rolling;steel strip;surface scale;rolling process1引言板带钢是钢铁的主要产品之一,广泛地应用于 ;[:业、农业、建筑业以及交通运输业,热轧板带在国 民经济发展中起到T巨大的推动作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简 介 : j [ 长M存 , 鹦, 1 9 8 7年 , . 2 0 1 0年毕 业于 辽 宁 丁程 技 术夫 : 材 料成} t 圳 々业 州 为 宁波 钢 铁有 限 公 司制造 管 理部 , t O I l i , 从 ’ 热 轧 I . 质 鞋镑 、 丧m ¨ 贡{ 最 提升、 氧化 铁皮 控 制技 术 等 件
响 : 。 外 观 质 , 而且 会造 成 酸 洗 闲难 、 冲 成 及激 光切割 产 生 过 多铁 锈 、 加大 轧 机 l 作 辊磨 损 等
负 面影 响 I I 俐厂 l 7 8 0 n ¨ Ⅵ热 连 轧 宽带 钢 生 产 线 主体 I 艺 设备情 况 :产线 设置 了 3座步进 梁式 肌 I 热炉 , 2
3 9巷
4{ 9 j
… 东 冶 金
l a 1 1 u r g y S h a n d o n g Me
V0 1 . 3 9. N
Au g 【 1 s t 2 C
2 0 1 7年 8月
生产技 术 ≥
・ . ・
.|' ’”
- 。。 ・
’
’
…
’
’
…
.
:
Q3 4 5 B钢 带 表 面 氧 化 铁 皮 精 细 控 制技 术
列的 对比i 式舱 表【 . 影响表厅 玎 色氧化铁皮缺陷的 案 足化 成 分 、 J 濉度 手 I J 除鳞 r
轧 l 岂温 度 和除 鳞 道 次 等抒! 制卅 拖 . 明 改 善 了 以 Q 3 4 5 B为代 表的 低 关键词 : Q 3 4 5 B热 轧 钢 带 ; 表丽氧化铁皮 ; 精 细控删妓 术; 除 鳞 中图 分 类 号 : T G 3 3 5 . 1 1 文献 标 识码 : B
化铁 皮 ) 荇 轧件 表 氧 化铁 皮 除 不尽 , 会 导敛 成 1 } 乏 氧化铁J 叟太 厚 , 产生红色氧化铁皮 , / f 仪 影
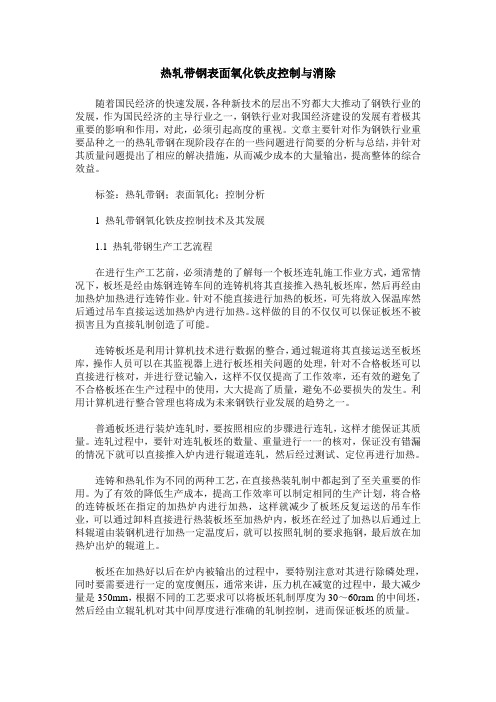
位 瓴化铁 皮 厚度 为 2 0~2 3 I I 1 , 相邻 的
氧 化铁皮 厚 度 为 l 0~l 3 t x I 1 1 , 缺 陷 位置 氯 度叫h l ; _ 人于 I 常位 置 , 1 一同时 , 缺 陷 化铁 皮 界面凹 【 九 l 起伏 , 氧化 铁皮局 部嵌 入钢
I r 常 位 氧化铁 皮界 而比较 平整 , 无局部嵌 / ^
架粗 轧 机 , 7机 架 精 轧 机 组 , l 套 层 流冷 却 系统 和 3
卷取 机 高 水 除鳞 系 统 配 置 为 : 1台粗 轧 除 鳞
机, I { l 干 ¨I { 2粗 轧机 入 u侧各 设 l 组机 架 除鳞 , l白 精 轧 除鳞 机 , 除鳞 水 系统 T作 压 力 1 9~2 2 MP a 一 、该
张 博睿 , 符传 彳 { ; , 工晓 飞, 陈红 雨 , 丁依 晟
( j : 波钢铁有 限公 州 制造僻圳 邴, 浙 j : 波3 1 5 8 0 7
摘
要: 针 对 Q3 4 5 B热 轧 钢 带 出 现 表 而红 色 氧 化 铁 皮 的 情 况 , 分 析 发 缺 陷 位 置 表 粗糙 , 在 叫 的硅 几 求 富 集 一
, 在加 热 和轧 制过 程 巾板坯 衷 而均 会 发, f } 』 I 】 I j _ 的氧 化现 象 、 一 是 板坯 在炉 内 的尚温 环
境 下 氧化性 气 体接 触 , 其 表 面发 生 明 的氧 化 反
心, 成 一层 较 厚 的 氧 化铁 皮 ( 一 次 氧 化铁 皮 ) ; 二
通过 采取 优化成分设计 、 删祭
岛强 铡 表 嘶红 色 镀化 铁 皮 缺 陷
文章编号 : l 0 0 4 — 4 6 2 0 ( 2 0 1 7) 0 4 — 0 0 2 2 — 0 3
1 前 言
热 连轧 宽 带铡 生 产 过 程 r f 1 1连 ’ 铸 板坯
能 进 入 轧制
丧而检 测仪能够 及时 发现 陔缺 陷 一 对热 轧态 缺陷钢 板红 色氧 化铁皮 位置 和
取样进 仃电镜 分析 测量 氧化铁 皮厚度 , 其
址 饭
轧 制 过 程 高 温 带坯 与 空 气 、冷 却水 接
触. 继续 发, f i 氧化 反 应生 成 薄 层 氧 化 铁 皮 ( 二 次 轼
2 缺 陷 特 征 与 分 析
绛 对仔 缺陷 的钢卷 开平检 畲 ,发 现 Q 3 4 表 红 色氧 化铁皮 呈 条带状分 布 ,上 下表 面 同程度 的 …现 ,在 线表 面检测 仪捕 获的 图像
实物 缺陷彤 貌基本 一致 一【 大 】 此, 存 实际生产 日
过『 J I I 热 炉离温』 J I 】 热并保温至 1 l ( ) ( 】 ~1 3 0 0。 ( : / j ‘
பைடு நூலகம்
I l缺 1 、
h i E 常 位 置
图1 Q 3 4 5 B钢 带 表 面 氧 化 铁 皮 厚 度 对 比
对 氧化铁 皮 界 面 技基体 采 用 电子 探针
比缺 陷位置 和 正常位 置能 借分析结 果 ,发 现 仔 f J { 】 的s i 元 素富 集情 况 , 而 其 他元素 { J l j _ 差异, 见表 】 ,
: 线 卜 产 低合 金高 强 Q 3 4 5 B钢 带时 , 产品表【 f I i 仔
严重 的红 色氧 化铁 皮缺 陷 , 缺 陷一般 呈条带 状 , 严 时 褪盖整 个板 而 一陔缺 陷导致 产 品在酸洗 后 板 而
扔 仃 氧化 铁皮 清洗 小净 的现象 ,对部 分片 J 户I F , - , i a r 的镀锌 表 处理造 成严 重影 响。 为此 , 本研 究 对” t 4 , t - -
表 1 Q3 4 5 B钢 带界 面 能 谱 分 析 结 果 %
钢 衷 而红 色 氯化铁 皮 缺陷 的特 征进 行 分析 ,进 行 现 场 r岂试验 ,找 …缺 陷的影 响 因素 ,并 采取 改 簿措
施. 改进 钢带表 面质 量 . 、
收 稿 日期 : 2 ( ) l 7 — 0 6 — 0 7