折弯计算方法
各类折弯公式
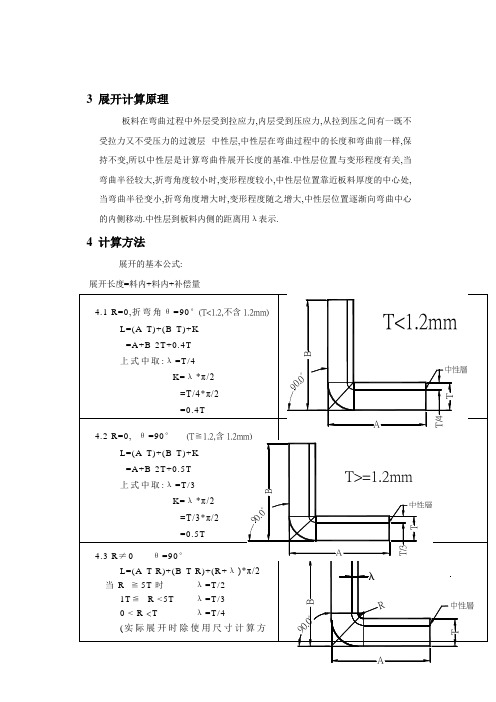
3 展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4 计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
0.60.8 1.0 1.2类型
M3 3.5 3.7 4.0 4.2 M3.5 3.9 4.2 4.4 4.7 M4 4.4 4.6 4.9 5.1 #6-32 3.8 4.1 4.3 4.6
附件二:常见预冲孔孔径一览表
料厚
0.60.8 1.0 1.2类型
M3 1.2 1.5 1.5(1.8) 1.8 M3.5 1.2 1.5 1.5(1.8) 1.8 M4 1.2 1.5 1.5(1.8) 1.8 #6-32 1.2 1.5 1.5(1.8) 1.8说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 #6-32 Φ3.10。
不锈钢圆棒折弯计算公式
不锈钢圆棒的折弯计算是一个涉及材料力学、几何学和工程实践的复杂过程。
以下是一个简化的计算公式,适用于一般的不锈钢圆棒折弯情况:
1、折弯半径计算:
折弯半径r = (圆棒直径d ×π×弯曲角度θ) / (180°+ θ)
其中,π为圆周率,θ为弯曲角度(单位为度)。
2、折弯力计算:
折弯力F = 弯曲半径r ×弯曲角度θ×材料的剪切强度σ
其中,σ为材料的剪切强度,通常可通过查表或实验数据获得。
3、折弯后的中性层计算:
中性层直径d_n = (圆棒直径d ×π×弯曲角度θ) / (180°- θ)
中性层是圆棒在折弯过程中保持不变形的部分。
请注意,以上公式仅适用于一般情况下的不锈钢圆棒折弯。
对于特定的应用场景,如高精度折弯、特殊材料或特殊工艺等,可能需要更精确的计算方法和实验数据。
此外,实际操作中还需考虑折弯机的参数、材料的弹性模量、温度等因素对折弯过程的影响。
因此,在实际应用中,建议咨询专业工程师或进行实验验证以确保计算的准确性。
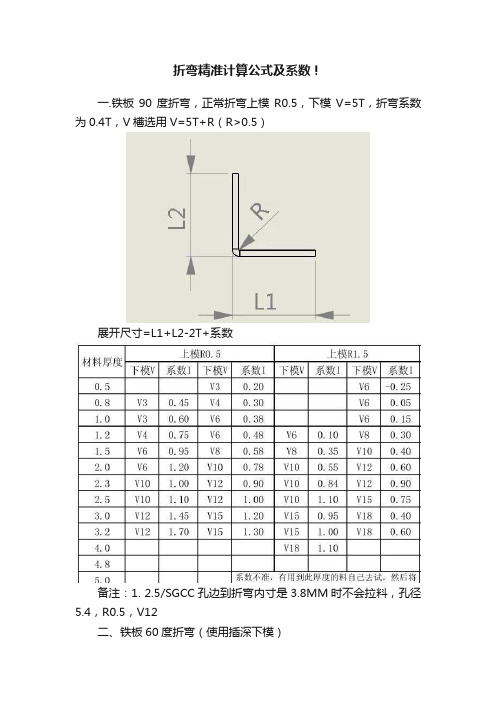
折弯精准计算公式及系数!
折弯精准计算公式及系数!
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
折弯展开计算公式

折弯展开计算公式:90°折弯(一般折弯)展开的长度为:L=LL+LS-2t +系数a系数a的经验值如下表压死边如图11。
压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2。
0mm以上的板很少见压死边。
它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:3.压筋(1)倾斜压筋如图12此压筋为一斜面,一般H值较小,其展开长的计算式为:L = A+B+C+0.2注:A、B、C = 内尺寸,0.2=补偿值(2)直角压筋如图13压筋边为直立边,一般其C值较大,展开长的计算式为:L = A+B+C-4T+2a+0.5注:A、B = 外尺寸C = 包括两层板厚的高度a = 90°折弯的系数0.5 = 补偿值(3)平行压筋如图14,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+0.2注:A、B = 内尺寸;H = 压筋高度;0.2= 补偿值。
*由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
折弯展开系数:折弯系数就是板材在折弯以后被拉伸的长度.材料不同,板厚不同,采用的折弯模具不同,折弯系数也不同。
折弯展开系数就是有经验的模具设计师,根据多年的设计经验反复验证而总结出来的数据化的东西,后来的模具设计师可以直接套入计算公式就可以得到折弯结构的展开平板尺寸了。
基于此点,冲压折弯展开系数就是为了模具设计师计算展开尺寸而总结的,不管是哪个模具设计者都可以加以利用。
折弯计算公式【秘籍】
看到一个折弯计算公式分享给大家,还有一些关于折弯计算图。
先说一个名词:折弯余量
一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,定义为K,那么一个弯的展开尺寸L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具)
实例一:
实例二:
实例三:
不规则折弯按K因子=0.5,直接用CAD画中性层测量。
如有偏差再根据具体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。
木工圆弧折弯角度计算公式
木工圆弧折弯角度计算公式在木工加工中,经常需要对木材进行弯曲加工,而圆弧折弯是其中一种常见的加工方式。
在进行圆弧折弯加工时,需要准确计算出所需的折弯角度,以确保加工出符合要求的曲线形状。
本文将介绍木工圆弧折弯角度的计算公式,帮助大家更好地进行木工加工。
圆弧折弯角度的计算公式如下:θ = (180 / π) arctan((2 R sin(α / 2)) / (L R (1 cos(α / 2))))。
其中,θ代表所需的折弯角度,R代表圆弧的半径,α代表圆弧的弧长,L代表木材的长度。
在使用这个公式进行计算时,需要注意以下几点:1. 确定圆弧的半径R。
圆弧的半径R是计算折弯角度的重要参数。
在进行圆弧折弯加工前,需要先确定所需的圆弧半径。
通常情况下,圆弧的半径可以根据设计要求来确定,也可以根据木材的弯曲性能和加工设备的限制来选择。
2. 确定圆弧的弧长α。
圆弧的弧长α是指圆弧的长度,也是计算折弯角度的重要参数。
在进行圆弧折弯加工前,需要先确定所需的圆弧弧长。
通常情况下,圆弧的弧长可以根据设计要求来确定,也可以根据木材的长度和弯曲形状来选择。
3. 确定木材的长度L。
木材的长度L是指待加工的木材的长度。
在进行圆弧折弯加工前,需要先确定木材的长度。
通常情况下,木材的长度可以根据设计要求来确定,也可以根据加工设备的限制和木材的原始长度来选择。
通过以上计算公式和注意事项,我们可以更好地计算出木工圆弧折弯的角度,从而更准确地进行加工。
在实际应用中,可以根据具体情况对计算公式进行调整,以满足不同的加工需求。
除了上述的计算公式外,还有一些其他的方法可以用来计算木工圆弧折弯的角度,比如使用数值模拟软件进行模拟计算,或者通过实验测量来确定折弯角度。
不同的方法各有优劣,可以根据实际情况选择合适的方法进行计算。
总之,木工圆弧折弯角度的计算是木工加工中的重要环节,准确的计算可以帮助我们更好地进行加工,得到符合要求的成品。
希望本文介绍的计算公式和注意事项能够对大家有所帮助,让大家在木工加工中能够更加轻松地进行圆弧折弯加工。
各类折弯公式

各类折弯公式
以下是常见的几类折弯公式:
1. 弧形折弯公式:
- 弧形折弯长度公式:L = π * (R + t * K)
其中,L为弧形折弯长度,R为弧形半径,t为折弯板材厚度,K为K值(由折弯机具体设定而定)。
2. V型折弯公式:
- V型折弯长度公式:L = 2 * (t + R * tan(α/2))
其中,L为V型折弯长度,t为折弯板材厚度,R为V型半径,α为V型角度。
3. U型折弯公式:
- U型折弯长度公式:L = 2 * π * R + π * H
其中,L为U型折弯长度,R为U型内半径,H为U型高度。
4. Z型折弯公式:
- Z型折弯长度公式:L = 2 * (t + H + R * tan(α/2))其中,L为Z型折弯长度,t为折弯板材厚度,H为Z型高度,R为Z型弧形半径,α为Z型角度。
这些公式是常见的折弯公式,具体使用时还需根据实际情况进行调整和适应。
折弯参数的计算及相关问题
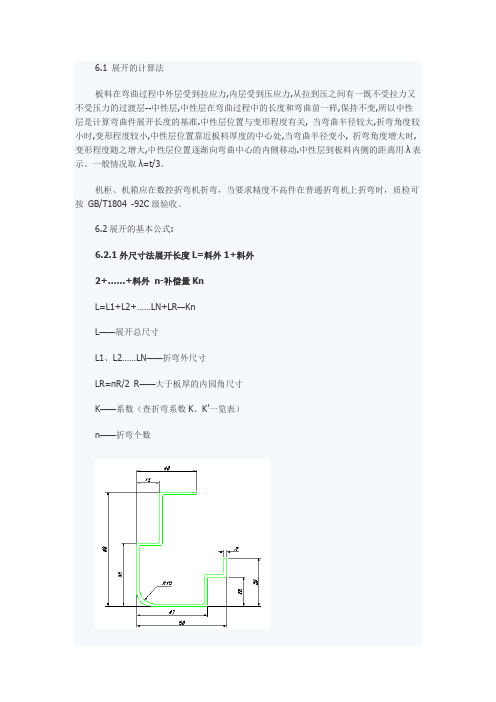
6.1 展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示。
一般情况取λ=t/3。
机柜、机箱应在数控折弯机折弯,当要求精度不高件在普通折弯机上折弯时,质检可按GB/T1804 -92C级验收。
6.2展开的基本公式:6.2.1外尺寸法展开长度L=料外1+料外2+……+料外n-补偿量KnL=L1+L2+……LN+LR—KnL——展开总尺寸L1、L2……LN——折弯外尺寸LR=πR/2 R——大于板厚的内园角尺寸K——系数(查折弯系数K、K’一览表)n——折弯个数6.2.1.2 板材K系数见―折弯系数K一览表‖6.2.1.3折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR-knL1---L2折弯外尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k为每折一个弯减去值(查表)L=25+17+42+(50-10-2)+Л×(10+t /3)/2+(47-10-2)+15+25+15-3.34×6=208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm;折弯下模槽宽采用5T(5*板厚);当R=r=0.6mm时,则n=7L=25+17+42+50+47+15+25+15-3.34×7=212.626.2.1.3压死边折弯系数K= 0.43 t6.2.2内尺寸法展开长度=料内+料内+补偿量6.2.2.1折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR+k’nL1---L2折弯内尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k’为每折一个弯的补偿值(查表)L=23+13+38+(50-10-2-2)+Л×(10+t /3)/2 +(47-10-2-2)+11+21+13+0.66×6 =208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm ;折弯下模槽宽采用5T (5*板厚) 6.2.2.2各种折弯情况按内尺寸细解表一般折弯1:(R=0, θ=90°) L=A+B+K1. 当0¢T£0.3时, K’=02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS 等) a. 当0.3¢T¢1.5时, K’=0.4T b. 当1.5£T¢2.5时, K’=0.35T c. 当 T/2.5时, K’=0.3T3. SUS T>0.3 K’=0.25T4.对于其它有色金属材料如AL,CU: 当 T$0.3时, K’=0.5T一般折弯2: (R ≠0 θ=90°) L=A+B+K’ K 值取中性层弧长 1. 当T¢1.5 时 K’=0.5T 2. 当T/1.5时 K’=0.4T注:当用折弯刀加工时 R£2.0, R=0°处理一般折弯3 (R=0 θ≠90°) L=A+B+K’1. 当T£0.3 时 K’=02. 当T$0.3时 K’=(u/90)*K 注: K 为90∘时的补偿量一般折弯 (R≠0 θ≠90°) L=A+B+ K’1. 当T¢1.5 时 K’=0.5T2. 当T/1.5时 K’=0.4T K 值取中性层弧长注: 当R¢2.0, 且用折刀加工时, 则按R=0来计算, A ﹑B 依倒零角后的直边长度取值Z 折1(直边段差).1. 当H/5T 时, 分两次成型时,按两个90°折弯计算2. 当H¢5T 时, 一次成型, L=A+B+K K 值依附件中参数取值Z 折2(非平行直边段差).展开方法与平行直边Z 折方法相同(如上栏),高度H 取值见图示Z 折3(斜边段差). 1. 当H¢2T 时j 当θ≦70∘时,按Z 折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+K (此时K’=0.2)k 当θ>70∘时完全按Z 折1(直边段差)的方式计算2. 当H/2T时, 按两段折弯展开(R=0 θ≠90°).Z折4(过渡段为两圆弧相切):1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≦0.5时取S=100%T0.5<t< p="" style="word-break: break-all; "></t<>T≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与沙拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.43T(K’=0.43 T)1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示: N 折1. 当N 折加工方式为垫片反折压平, 则按 L=A+B+K 计算, K 值依附件中参数取值.2. 当N 折以其它方式加工时, 展开算法参见 ―一般折弯(R≠0 θ≠90°)‖ 如果折弯处为直边(H 段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法另行通知,其直壁部分按90°折弯展开 附件一:常见展开标准数据 1. 直边段差展开系数2. N 折展开系数6.3.2.折床的加工工艺参数:折床使用的下模V槽通常为5TV,如果使用5T-1V则折弯系数也要相应加大, 如果使用5T+1V则折弯系数也要相应减见折床折弯系数一览表)折弯系数一览表材质料厚折弯系数5 T V(外尺寸)5T V(内尺寸)5T-1V(内尺寸)5T+1V (内尺寸)(2- k)* T =K k* T=K’k* T=K’k* T =K’A L 1.0 1.62*1.0=1.620.38*1.=0.380.5*1.0=0.50.25*1.0=0.251.5 1.64*1.5=2.460.36*1.5 (7V)=0.540.36*1.5=0.540.347*1.5=0.522.0 1.6*2.0 =3.20.4*2.0(10V)=0.80.47*2.0 (8V)=0.940.4*2.0 (12V)=0.82.5 1.6*2.5 =4.00.4*2.5(12V)=1.00.48*2.5 (10V)=1.20.41*2.5(14V)=1.033.0 1.6*3.0 =4.80.4*3.0(12V)=1.20.48*3.0 (10V)=1.440.41*3.0(14V)=1.23S US 0.6 1.8*0.6 =1.10.2*0.6=0.120.416*0.6=0.250.8 1.8*0.8=1.440.2*0.8=0.160.3*0.8=0.240.05*0.8=0.041.0 1.79*1.0 =1.80.21*1.=0.210.316*1.0=0.320.042*1.0=0.0421.2 1.83*1.2 =2.20.17*1.2=0.20.33*1.2=0.40.1*1.2=0.121.5 1.82*1.5=2.730.18*1.5 (7 V)=0.272.0 1.78*2.0=3.560.22*2.0 (10V)=0.440.36*2.0 (8V)=0.720.07*2.0(12V)=0.14S PCC 0.8 1.6*0.8=1.280.4*0.8=0.320.46*0.8=0.370.25*0.8=0.21.0 1.65*1.0=1.650.35*1.=0.350.46*1.0=0.460.28*1.0=0.281.2 1.65*1.2=2.0.35*1.2=0.420.466*1.2=0.560.23*1.2=0.281.5 1.65*1.5 =2.50.353*1.5 (7V)=0.530.453*1.5=0.680.24*1.5=0.362.0 1.67*2.0=3.340.33*2.0 (10V)=0.660.5*2.0 (8V)=1.00.19*2.0(12V)=0.382.3 1.7*2.3=3.910.3*2.3(12V)=0.692.5 1.65*2.5 =4.10.35*2.5 (12V)=0.886.3.3 折弯的加工范围:6.3.3.1折弯线到边缘的距离大于V槽的一半.如1.0mm的材料使用4V的下模则最小距离为2mm.下表为不同料厚的最小折边:料厚折弯角度90°料厚折弯角度90°最小折边V槽规格最小折边V槽规格0.1~0.4 3.5 4V1.5~1.65.5 8V0.4~0.6 3.5 4V1.7~2.6.5 10V0.7~0.9 3.5 4V2.1~2.57.5 12V0.9~1.0 4.5 6V2.6~3.29.5 16V1.1~1.2 4.5 6V3.3~3.514.5 25V1.3~1.4 5 7V3.5~4.516.0 32V注:①如折边料内尺寸小于上表中最小折边尺寸时,折床无法以正常方式加工,此时可将折边补长至最小折边尺寸,折弯后再修边,或考虑模具加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主题: 产品展开计算原理及方法
制定人:李飞燕 制定日期:
版本: 文件编号:
1.目的: 规范展开计算方法,提高展开作业效率和准确性
2.适用范围: 工艺部所有正式展开图
3.展开原理: 中性层原理:板材在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受 拉力又不受压力的过渡称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所 以中性层是计算弯曲件展开长度基准. 本司展开公式原理:板材在弯曲的过程中,折弯线附近发生塑形变形,即板材有拉伸.本司根据折 弯测试及现场经验总结出一般展开的计算公式.即折弯后的两个尺寸之和减掉一个折弯系数.
铝板
钢板 14
铝板
铝板 钢板 铝板 钢板 铝板
注:一般标准槽不能折的换小一级的槽折.如果换小槽折弯相应的折弯系数要减小,展开相对变大.
一般加大公式是:标准系数-(标准槽宽度-所用小槽宽度)*10%)
展开法:客户有提供 3D 图档可直接套入折弯表,然后将模型展开.通过工程图转成 2D 格式 进行工艺性等处理.
4.展开计算公式; 展开长度(L),板厚(T),折弯内角半径(R),中性层半径(r) 90°展开公式
L=A+B-折弯系数
A
B
L=A+B+(2*∏*r)
1
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
A
T
B
90°< ≤180°展开公式 一般采用 PRO(套折弯表)自动展开,角度较大,板厚较薄,且仅有一两刀此类折弯可采用内交 点尺寸加补偿量来计算(补偿量目前仅含钢板类)
L=A+B+补偿量 *仅供参考
T= R= 120°≤ ≤160° 补偿量为
160°< ≤180° 可忽略不计
T= R= 120°≤ ≤145° 补偿量为
145°< ≤170° 补偿量为
170°< ≤180° 可忽略不计
T= R= 补偿量与T=相同
B
T= R= 120°≤ ≤130° 补偿量为
130°< ≤150° 补偿量为
150°< ≤170° 补偿量为
170°< ≤180° 可忽略不计
A
A
180°L=A+B+ ------ (2*∏*r)
360°
r
B 2
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
压死边展开公式 一般压死边(间隙小于 L=A+ A B
不完全压死边(间隙较大,采用中性层展法) L=A+B+C C=(2*∏*R)
板厚
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~ ~ ~
4Байду номын сангаас
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
~
~
*表中没有列出的断差高度对应 K 值可根据已有的推算.以板厚,断差高度来举例; 因断差在到之间,故计算方法为取中间平均值并乘以对应的份数再加最小 K 值.K= K=
*注意:展开前套折弯表可能会导致模型尺寸或者孔位尺寸发生变更,从而导致展开错误. 最保险的方法是不套折弯表直接将模型展开,将折弯线保留.转成 2D 格式后将折弯线间距进 行拉伸(需多保留几位小数).间距等于 PRO 折弯表中所设值.
一般算法折弯表中值:2(内 R 值+板厚 T)-折弯系数. 中性层算法折弯表中值:(2*∏*r).注:r 为中性层半径.
注:1.当段差高度尺寸 H-T 小于 V/2+(V 为板厚对应的槽小一级)时采用段差模具成形; 2.若高度 H-T 大于或等于 V/2+(V 为板厚对应的槽小一级)时则采用一正一反两折完成. 3.当斜边长度 L 小于 V/2+(V 为板厚对应的槽小一级)时采用段差模具成形, 4.当 L 大于 V/2+时采用正常的一正一反两折完成.
6
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
一般展开法 2(内 R 值+板厚 T)-折弯系数 中性层展开法 (2*∏*r)
折弯内径 R 不管是一般展开法还是 中性层展开法,此处所设 值均为对应折弯内径
7
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
附表 2: 标准槽 90°折弯展开系数
板厚(T) 槽宽 V 材质
值
板厚(T) 槽宽 V 材质
值
钢板 6
铝板
钢板 16
铝板
钢板 6
铝板
钢板 18
铝板
钢板 8
铝板
钢板 20
铝板
10
钢板
26
钢板
5
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
铝板
钢板 12
RA
T
C
B
压断差展开公式(段差高度 H 仅含一个板厚)
A
T
A
T
H
H
A
L=A+K
3
※ 本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印 ※
v1.0 可编辑可修改
H
冲滑道展开公式
M
T≤ L=M+H+H-2*折弯系数++
T
T> L=M+H+H-2*折弯系数++
附表 1: K 值表
高度 H