标准2
边坡设计技术标准 (2)
4.6.2设计概况1)路堑边坡坡率主要依据边坡的工程地质、水文地质和边坡高度而定,一般土质及全强风化岩土地段,采用1:1~1:1.5,弱风化路段1:0.75~1:1.25。
对存在不利结构(层)面的边坡,须因地制宜,采用清方减载与边坡加固方案,有条件路段,尽量放缓边坡,并与路基土石的调运相结合,降低边坡高度,以减少支挡工程。
2)根据边坡的工程地质条件等具体情况,边坡的防护主要采用了以下几种防护措施:①抗滑桩支护;②框架梁锚杄及拉伸网植草护坡:③预应力框架梁锚索及拉伸网植草护坡;④挡墙和护面墙防护;⑤挂网喷射混凝土对坡面进行封闭,以防止坡面风化、剥蚀,并与绿化工程有机结合起来。
3)边坡开挖要求:边坡的开挖方式对开挖后边坡的稳定性有至关重要的影响,特别是岩土爆破方案,要求慎用爆破方式,严禁使用大爆破,可依地质条件,边坡形式选用预裂爆破、光面燡破等控制性爆破技术,特别是临近设计坡面5m范围岩层开挖时,可采用小孔(φ40mm,深1.5~2.0m)、小药量(1~2Kg)爆破,以保证边坡岩体的完整。
边坡上方的取土爆破必须严格控制,不得松动边坡岩层。
自上而下逐级开挖,逐级支护。
挖方边坡附近有构筑物时应严格控制爆破,避免爆破导致附近构筑物的损坏,本项目与省道S308多次交叉,在边坡开挖爆破时应采取相应措施保证省道S308的通行。
雨季施工时,必须做好所开挖坡面未防护前的防水工程,可采用遮挡、拦截方式防止雨水、地表水对边坡的损害。
4)采用信息化、动态施工管理措施,在部分边坡上布置钻孔测斜仪或多点伸长计以及锚索测力计,对边坡稳定性进行长期监测。
边坡设计根据施工开挖情况,地质变化,随时追踪,及时修改,采用动态设计。
本合同段共有挖方高坡24段,分段叙述如下:1、K0+578~K0+738段左侧:路线切割一山体而过,边坡最大高度达到233米。
上覆1~3米含碎石粘土,下伏基岩为前震旦系板溪群番召组(Pbbf)砂质板岩、凝灰岩,岩层产状329°∠61°,岩层倾向路基,边坡开挖为一顺向坡,虽岩层角度较陡,但由于边坡自然横坡较陡且边坡位于强风化层内,岩体风化强烈,强风化层较深,节理裂隙发育,岩体强度较低,边坡开挖后,易诱发滑动,边坡欠稳定。
gbt2标准

gbt2标准GBT2标准。
GBT2标准是指中国国家标准化技术委员会发布的《信息技术网络与通信安全技术密码技术 SM2椭圆曲线公钥密码算法使用规范》。
该标准是为了规范SM2椭圆曲线公钥密码算法的使用而制定的,旨在提高网络与通信安全技术水平,保护信息安全。
GBT2标准的发布对于我国网络与通信安全领域具有重要意义。
首先,GBT2标准的实施将提高我国网络与通信安全技术水平,加强信息安全保护。
SM2椭圆曲线公钥密码算法作为国产密码算法,具有自主知识产权,其安全性和可靠性得到了广泛认可。
通过推广应用GBT2标准,可以有效防范网络攻击和信息泄露,保障国家和个人信息安全。
其次,GBT2标准的发布将促进我国信息技术产业的发展。
作为一项重要的安全技术标准,GBT2标准的实施将推动国产密码算法在各个领域的广泛应用,促进相关产业链的发展壮大。
同时,GBT2标准的制定和推广也将为我国在国际上树立更加积极的形象,提升国际竞争力。
此外,GBT2标准的发布还将促进我国网络安全法规体系的完善。
网络安全是信息社会的重要基础,而密码技术作为保障网络安全的重要手段,其标准化和规范化对于构建健全的网络安全法规体系至关重要。
GBT2标准的发布将为相关法规的制定和完善提供重要的技术支撑,为我国网络安全法规体系的建设做出积极贡献。
总的来说,GBT2标准的发布是我国网络与通信安全领域的重大进步,对于提高网络安全技术水平、促进产业发展、完善法规体系具有重要意义。
我们应当充分认识到GBT2标准的重要性,积极推动其在各个领域的落地应用,为构建网络强国、信息强国做出应有的贡献。
同时,我们也要不断加强对GBT2标准的研究和完善,确保其在实际应用中能够发挥最大的效果,为我国网络与通信安全事业的发展提供有力支撑。
标准代号2
标准代号2标准代号2是指在特定领域内制定的一套规范,用于指导和规范相关工作的进行。
在各行各业中,标准代号2都扮演着非常重要的角色,它们对于保障产品质量、提高工作效率、促进行业发展等方面都具有重要意义。
本文将从标准代号2的制定意义、制定流程、实施效果等方面进行探讨。
首先,标准代号2的制定意义非常重大。
制定标准代号2可以帮助企业建立起科学、规范的生产流程和管理体系,有利于提高产品质量和服务水平,提高企业的竞争力。
同时,标准代号2还可以促进技术创新和产业升级,推动整个行业的发展。
此外,标准代号2的制定还有利于提高产品和服务的质量和安全性,保障消费者的权益,促进社会和谐稳定发展。
其次,标准代号2的制定流程一般包括确定制定标准的需求、立项、编制草案、征求意见、审定、发布实施等步骤。
在确定制定标准的需求阶段,需要充分调研市场需求和行业发展趋势,明确标准的制定目的和范围。
在立项阶段,需要确定标准的编制单位和组织机构,明确编制标准的责任人和工作计划。
在编制草案阶段,需要进行专家论证和技术论证,确保标准的科学性和合理性。
在征求意见阶段,需要广泛征集相关方面的意见和建议,形成共识。
在审定阶段,需要经过专家评审和有关部门的审批,最终确定标准的正式版本。
在发布实施阶段,需要进行宣传推广和培训,确保标准的有效实施。
最后,标准代号2的实施效果通常是显著的。
通过标准代号2的实施,可以提高产品的质量和服务水平,降低生产成本,提高企业的经济效益和社会效益。
同时,标准代号2的实施还可以促进技术创新和产业升级,推动整个行业的健康发展。
此外,标准代号2的实施还有利于提高产品和服务的质量和安全性,保障消费者的权益,促进社会和谐稳定发展。
综上所述,标准代号2在各行各业中都具有非常重要的意义。
制定和实施好标准代号2,对于提高产品质量、推动技术创新、促进产业升级、保障消费者权益等方面都具有重要意义。
希望各行各业能够重视标准代号2的制定和实施工作,不断提高标准代号2的科学性和有效性,为行业发展和社会进步做出更大的贡献。
KES标准-2
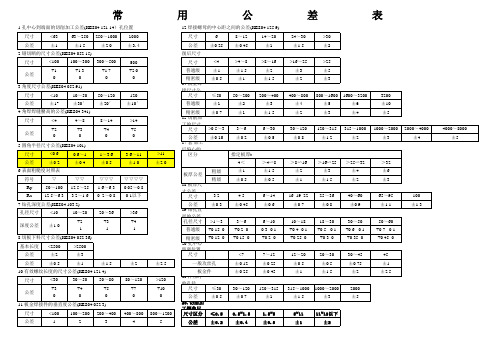
1.孔中心到端面的切削加工公差(KES04.121.14)孔位置 尺寸 公差 尺寸 公差 <63 ±1 <100 +1 0 63~250 ±1.5 100~300 +1.3 0 250~1000 ±2.0 300~500 +1.7 0 1000 ±3.4 500 +2.0 0 12.焊接螺母的中心距之间的公差(KES04.125.9) 尺寸 公差 尺寸 普通级 精密级 尺寸 普通级 精密级 8~14 +4 0 >14 +5 0 尺寸 公差 >11 ±2.0 板厚公差 粗级 精级 3.2 ±0.3 >1~3 +0.15..0 +0.12..0 区分 6 ±0.25 <4 ±1 ±0.5 ≤50 ±1 ±0.7 >0.5~3 ±0.15 8~12 ±0.45 >4~8 ±1.5 ±1 50~200 ±2 ±1 3~6 ±0.2 指定板厚t 4< ±1 ±0.5 4.5 ±0.45 3~6 +0.2..0 +0.15..0 <7 ±0.12 ±0.25 ≤30 ±0.5 ≤0.5 ±0.2 30~120 ±0.7 0.5~1.5 ±0.4 >4∽8 ±1.5 ±0.5 6~14 ±0.6 6~10 0.3.-0.1 +0.2..0 7~12 ±0.25 ±0.45 120~315 ±1 KES 1.5~5 ±0.5 >8∽16 ±2 ±1 16 19 22 ±0.7 10~18 +0.4.-0.1 +0.25..0 12~20 ±0.5 ±1 315~1000 ±1.5 5~11 ±1 >16∽25 ±3 ±1.5 25~36 ±0.8 18~30 +0.5..-0.1 +0.3..0 20~30 ±0.5 ±1.5 1000~2000 ±3 11~12以下 ±2 >25∽32 ±4 ±2 40~60 ±0.9 30~50 +0.6..-0.1 +0.35..0 30~45 ±0.75 ±2 2000 ±5 >32 ±6 ±3 65~95 ±1.1 50~60 +0.7..-0.1 +0.45..0 45 ±1 ±2.5 100 ±1.3 14~20 ±1 >8~16 ±2 ±1.5 200~400 ±3 ±1.5 6~30 ±0.5 24~30 ±1.5 >16~25 ±3 ±2 400~800 ±4 ±2 30~120 ±0.8 ) >30 ±2 >25 ±5 ±3 800~1600 ±5 ±3 120~315 ±1.2 1600~3200 ±6 ±4 315~1000 ±2 3200 ±10 ±5 1000~2000 ±3 2000~4000 ±4 4000~8000 ±5
船舶排放tier2标准_概述说明以及解释

船舶排放tier2标准概述说明以及解释引言1.1 概述船舶排放tier2标准是针对船舶尾气排放中的硫氧化物和氮氧化物进行的一项环保政策。
随着全球贸易和海洋运输的不断增加,船舶排放对大气环境和人类健康造成了越来越大的压力。
为了减少这些污染物的排放,国际海事组织(IMO)制定了tier2标准。
1.2 文章结构本文将首先介绍船舶排放tier2标准的定义和背景,包括该标准制定的原因和目的。
接着,将详细阐述tier2标准的内容和实施情况。
然后,本文会从概述说明和解释说明两个方面对tier2标准进行分析。
最后,在结论部分总结tier2标准的重要性,并展望未来发展趋势以及可能面临的挑战。
1.3 目的本文旨在全面介绍船舶排放tier2标准,包括其作用与重要性、目标与要求以及对船舶排放产生的影响与效果。
同时,通过解释说明部分提供更深入的理解,包括适用范围与种类、达成方式与条件要求以及实施与监督机制。
通过本文的撰写,旨在增强人们对船舶排放tier2标准的认识和理解,并为相关环保政策的制定和实施提供参考。
2. 船舶排放tier2标准:2.1 定义和背景:船舶排放tier2标准是国际海事组织(IMO)针对船舶排放所制定的一项全球性环保标准。
Tier2标准旨在限制并控制船舶尾气中的污染物排放,特别是氮氧化物(NOx)和硫氧化物(SOx)的排放。
这些污染物会对大气和水体环境造成严重影响,因此采取措施来降低它们的排放量已经成为国际社会共同关注的问题。
2.2 标准内容:船舶排放tier2标准具体规定了适用于各类海洋船舶的排放限值和要求。
根据IMO的要求,各国必须确保其注册在该国籍下行驶的新建海洋发动机满足tier2标准。
这些要求涵盖了发动机使用燃油类型、比例等方面的规定,以及部分关于发动机设计和优化技术的具体要求。
2.3 实施情况:目前,tier2标准已经被大多数IMO成员国采纳并实施。
许多国家已经制定了国内法规,要求其所属海洋船舶满足tier2标准。
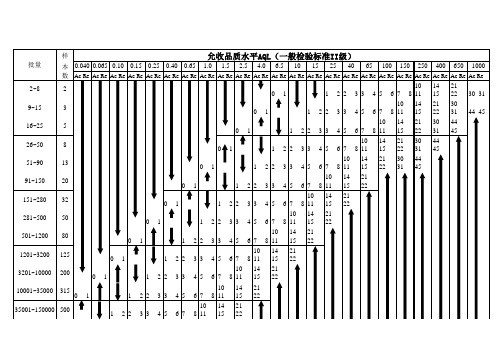
允收品质水平AQL(2级检验标准)
151~280 32
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
281~500 50
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
501~1200 80
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
1201~3200 125
批量
样
允收品质水平AQL(一般检验标准II级)
本 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
数 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2~8
2
01ห้องสมุดไป่ตู้
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22 30 31
9~15
3
01
10 14 21 30 1 2 2 3 3 4 5 6 7 8 11 15 22 31 44 45
16~25
5
01
10 14 21 30 44 1 2 2 3 3 4 5 6 7 8 11 15 22 31 45
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
3201~10000 200
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
安全生产标准化2级达标安全生产
安全生产标准化2级达标1、危险化学品企业安全生产标准化分为三级标准,一级、二级、三级,请问三个等级有什么区别呢?安全生产标准化中一级、二级、三级的区别如下:1、按安全质量标准化考核得分一级:大于等于900分。
二级:大于等于750分,小于900分。
三级:大于等于600分,小于750分。
2、评定单位不同:(1)由国家安全监管总局公告,证书、牌匾由其确定抄的评审组织单位发放;(2)由省级安全监管部门确定;(3)由地市级安全监管部门确定。
(1)安全生产标准化2级达标扩展资料:袭发现被遗弃的化学品百,不要捡拾,应立即拨打报警电话,说清具体位置、包装标志、大致数量以及是否有气味等情况。
立即在事发地点周围设置警告标志,不要在周围逗留。
严禁吸烟,以防发生火灾或爆炸。
遇到危险化学品运输车辆发生事故,应尽快离开事故现场,撤离到上风口位置,不围观,并立即拨打报警电话。
其他机动车驾驶员要听从工作人员的度指挥,有序地通过事故现场。
居民小区施工过程中挖掘出有异味的土壤时,应立即拨打当地区(县)政府值班电话说明情况,同时在其周围拉上警戒线或竖立警示标志。
在异味土壤清走之前,周围居民和单位不要开窗通风。
2、交通运输企业安全生产标准化建设达标证书一级和二级有什么区别区别在于1、备案的对象不同一级评价机构向交通运输部备案;二、三级评价机构向省级主管机关备案。
2、工作范围不同一级评价机构可承担申请一、二、三级的企业安全生产标准化评价工作;二级评价机构可承担备案地区申请二、三级的企业安全生产标准化评价工作。
3、监督对象不同一级评价机构主要负责交通运输部负责全国交通运输企业安全生产标准化建设工作的指导;二级评价机构主要负责省级交通运输主管部门负责本管辖范围内交通运输企业安全生产标准化建设工作的指导。
(2)安全生产标准化2级达标扩展资料:交通运输企业安全生产标准化建设等级分为一级、二级、三级,其中一级为最高等级,三级为最低等级。
水路危险货物运输、水路旅客运输、港口危险货物营运、城市轨道交通、高速公路、隧道和桥梁运营企业安全生产标准化建设等级不设三级,二级为最低等级。
医院感染判定标准(2)
医院感染判定标准
手术部位感染
仅限于切口涉及的皮肤和皮下组织,感染发生于术后30天内。 临床诊断
具有下述两条之一即可诊断。 1、表浅切口有红、肿、热、痛,或有脓性分泌物。 2、临床医师诊断的表浅切口感染。 注意: 1、切口缝合针眼处有轻微炎症和少许分泌物不属于切口感
染。 2、切口脂肪液化,液体清亮,不属于切口感染。 3、“创口感染”与伤口有关感染参见皮肤软组织感染。
胸膜腔感染
临床诊断 发热,胸痛,胸水外观呈脓性、或带臭味、常规检查
白细胞计数≥1000 X 106/L。 病原学诊断
临床诊断基础上,符合下述两条之一即可诊断。 1、胸水培养分离到病原菌。 2、胸水普通培养无菌生长,但涂片见到细菌。
胸膜腔感染
说明: 1、胸水发现病原菌,则不论胸水性状和常规检查结果
腔隙)感染。
医院感染判定标准
泌尿系统
泌尿系统
临床诊断 患者出现尿频、尿急、尿痛等尿路刺激症状,或有下腹 部触痛、肾区叩痛,伴或不伴发热,并具有下列情况之一: 1.尿检白细胞男性≥5个/高倍视野,女性≥10个/高倍视 野,插导尿管患者应结合尿培养。 2.临床已诊断为泌尿道感染,或抗菌治疗有效而认定的 泌尿道感染。
留置尿管者发生导尿管相关感染时多无典型症状和体征, 发热、寒颤或意识改变、急性血尿且无其它原因解释,需 注意!
泌尿系统
病原学诊断: 临床诊断基础上,符合下述四条之一即可诊断。 1.清洁中段尿或导尿留取尿液(非留置导尿)培养革兰阳性
球菌菌数≥104CFU/ml、革兰阴性杆菌菌数≥105CFU/ml。 2.耻骨联合上膀胱穿刺留取尿液培养细菌菌数≥103CFU/ml。 3.新鲜尿液标本经离心应用相差显微镜检查(1x400),在
或见到2mm—20mm灰黄(白)色斑块伪膜。 3.细菌毒素测定证实。 说明: 1.急性腹泻次数≥3次/24小时。 2.应排除慢性肠炎急性发作或急性胃肠道感染及非感染性原
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9、化学涂层作业标准1.1用肉眼确认化学涂层涂辊表面状态是否有以下情况1.1.1涂辊表面是否研磨不均一1.1.2涂辊表面是否有麻坑、气泡1.1.3涂辊表面是否清扫干净,特别是涂辊两端的断面1.1.4涂辊表面是否有膨胀及划伤的痕迹1.1.5涂辊表面钢带边部摩擦的地方是否有辊痕的痕迹1.2确认气压和油压是否达到以下的标准1.2.1气压一般为0.5~0.6kg/cm21.2.2油压一般为95~100 kg/cm21.3确认化学涂层上部涂辊和大背辊的间隙,涂辊没有接触大背辊时应通过手轮调整涂辊前进,直到接触大背辊为止1.4确认铬溶液托盘的干净度并通过调整托盘上下的手轮,把托盘调整到生产状态的位置1.5确认铬溶液的浓度和回流箱的液位,浓度必须达到技术标准的规定1.6确认铬溶液供给马达的正常性和管道的流畅1.7把化学涂层辊辊径输入到top/bott application roll dia,具体操作如下:在操作盘上找出Top/bott application roll dia开关,并在它的正下方把开关打向top的位置,然后在top∞bott roll dia 的正下方输入涂辊的实际直径,然后按set按钮,这样top 涂辊的辊径输入完毕设定bott涂辊的辊径时,在top/bott application roll的下方开关打向bott,然后按设定top涂辊辊径的方法进行设定就可以了1.8设定好各涂辊的周速比,设定方法如下:1.8.1在操作盘上找出top speed set mode(上部涂辊速度设定方式),把开关设定在IND(实际速度,一旦设定某一速度,涂辊就按设定速度运行,即不随生产线速度变化而变化)方式。
把开关打向ratio(比例)设置周速比,生产线速度的变化时涂辊的速度也会跟着变化。
生产线启动时涂辊运转方式应在ratio 方式下1.8.2在操作盘上找出top application roll speed (上部涂辊速度)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比设定1.8.3在操作盘上找出top pick up roll speed (上部提料辊速度)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定1.8.4设定bott application roll speed和bott pick up roll的周速比按照上部涂辊设定的方法进行设定就可以1.8.5设定周速比时务必按照技术标准规定设定1.9在操作盘上找出top和bott pick up roll rotation(上部和下部提料辊旋转)和top和bott application roll rotation(上部和下部涂辊旋转)按钮,并把它设定在生产中运转的方向,具体如下:※生产模式中(high)必须设定各涂辊和提料辊的旋转方向,在清扫模式中(low),可以不用设定涂辊和提料辊的转向1.10设定好各辊周速比和涂辊、提料辊旋转方向后,在操作盘上找出top head(上部机头)和bottom head(下部机头)按钮,然后按下run(运行)开关,这时,涂辊和提料辊开始运转1.11为了防止夹手和开始调辊时涂料的飞溅,涂辊开始运行时应设定在low(清扫)状态,同时各辊在清扫状态时辊运转的速度为25mpm1.12确认逆流杯是否插上,同时启动溶液泵,开始向托盘供给铬溶液,溶液泵的转速不宜过快,过快时涂料易飞溅1.13当提料辊接触铬溶液后,通过手轮旋转慢慢将提料辊靠近涂辊1.14当提料辊接触涂辊的瞬间,必须确认好涂辊取料情况,具体情况如下:1.15当提料辊和涂辊的间隙调整好后,在操作盘上找出top和bottom head speed (上部机头速度),并把开关打向high(生产模式)。
1.17确认涂辊表面是否有铬溶液,同时用手指轻点涂辊确认涂膜厚度的厚薄,厚时增加涂辊和提料辊的压力,反之减少涂辊和提料辊的压力,但必须达到技术标准(20~40mg/m2)1.18在操作盘再次确认top head Q-open mode 和lift roll Q-open mode是否设定在man方式1.19生产线正常运转,连接口通过化学涂层机头后,在操作盘操作top head Q-open mode -CLOSE(合上)按钮和操作lift roll Q-open mode-down按钮,化学涂层机开始工作1.20化学涂层机合上开始工作后必须注意如下几点:◇大背辊两边钢带没有覆盖的地方铬溶液涂层是否相等,不相等时应调节涂辊跟大背辊间隙◇通过肉眼或食指确认涂膜厚度,厚时压紧涂辊面辊与大背辊的间隙;薄时调松涂辊面辊与大背辊的间隙1.21安全及环境要求事项◇涂层机的涂辊表面情况一定要用肉眼确认,除测定涂膜以外,其余严禁用手接触运转的涂辊。
测定涂膜厚度时,衣袖一定要紧贴系好,防止被辊子夹住,同时必须两人一组作业◇一旦发生涂辊夹住事件,应立即踩下涂层机的安全带,涂辊马上停止运转10、硅涂机作业标准1.1用肉眼确认硅涂辊表面状态是否有以下情况1.1.1涂辊表面是否研磨不均一1.1.2涂辊表面是否有麻坑、气泡1.1.3涂辊表面是否清扫干净,特别是涂辊两端的端面1.1.4涂辊表面是否有膨胀及划伤的痕迹1.1.5涂辊表面钢带边部摩擦的地方是否有辊痕的痕迹1.2确认气压和油压是否达到以下的标准1.2.1气压一般为0.5~0.6kg/cm21.2.2油压一般为95~100 kg/cm21.3确认托盘干净度并通过调整托盘上下的手轮,把托盘调整到生产状态的位置1.4确认搅拌桶内的硅溶液的比重、黏度是否与技术标准相同1.5确认硅溶液泵是否清扫干净,运转有无异常响声1.6把涂辊辊径输入到top/bott application roll dia,具体操作如下:在操作盘上找出Top/bott application roll dia开关,并在它的正下方把开关打向top的位置,然后在top∞bott roll dia 的正下方输入涂辊的实际直径,然后按set按钮,这样top 涂辊的辊径输入完毕设定bott涂辊的辊径时,在top/bott application roll的下方开关打向bott,然后按设定top涂辊辊径的方法进行设定就可以了1.7设定好各涂辊的周速比,设定方法如下:1.7.1在操作盘上找出top speed set mode(上部涂辊速度设定方式),把开关设定在IND(实际速度,一旦设定某一速度,涂辊就按设定速度运行,即不随生产线速度变化而变化)方式;当设定在ratio时,涂辊的速度会根据生产线的速度的变化而变化1.7.2在操作盘上找出top application roll rotation(上部涂辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定1.7.3在操作盘上找出top pick up roll rotation(上部提料辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比设定1.7.4在操作盘上找出top transfer roll rotation(上部传料辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定※下部硅涂涂辊周速比的设定方式与上部硅涂辊相同1.7.5设定周速比时务必按照技术标准规定设定1.8在操作盘上找出top pick up roll rotation(上部提料辊旋转)、TOP Transfer roll Rotation和top application roll rotation(上部涂辊旋转)按钮,并把它设定在生产中运转的方向,具体如下:※生产模式中(high)必须设定各涂辊、传料辊和提料辊的旋转方向,在清扫模式中(low),可以不用设定涂辊和提料辊的转向1.9设定好各辊周速比和涂辊、传料辊提料辊旋转方向后,在操作盘上找出top head(上部机头)和bottom head(下部机头)按钮,然后按下run(运行)开关,这时,涂辊、传料辊和提料辊开始运转1.10为了防止夹手和开始调辊时涂料的飞溅,涂辊开始运行时应设定在low(清扫)状态,同时各辊在清扫状态时辊运转的速度为25mpm,各辊压力调整完成后才把开关打到high(生产模式)1.11确认逆流杯是否插上,同时启动涂料泵,开始向托盘供给硅溶液,硅溶液泵的转速不宜过快,过快时涂料易飞溅、产生泡沫1.12当提料辊接触硅溶液后,通过手轮旋转慢慢将提料辊靠近传料辊1.13当提料辊接触传料辊的瞬间,必须确认好涂辊取料情况,具体情况如下:1.14通过压力显示盘显示的压力来确定涂辊和提料辊的之间的压力,具体如下(涂辊正常工作中的压力):1.15当压力盘压力显示稳定后,在操作盘上找出top 、bott head speed(上/下部机头速度),并把开关打向high(生产模式)1.16确认辊面是否出现细纹,同时用手指轻点涂辊确认涂膜厚度的厚薄,厚时增加涂辊和传料辊的压力,反之减少涂辊和传料辊的压力,也可通过周速比进行调整1.17在操作盘再次确认top head Q-open mode 是否设定在man方式1.18生产线正常运转素材投入生产连接口(焊接口)通过硅涂涂层机头后,在操作盘操作top 、bott head Q-open mode -CLOSE(合上)按钮,涂层机开始工作1.19在操作盘找出lift top roll(上部提升辊)和lift bottom roll(下部提升辊),并把它们设定在man(手动)方式;当硅涂辊合上后在操作盘找出lift top roll和lift bottom roll,并把按钮打在close(合上),合上的目的是增加带钢的张力,减少制品的边部的漏涂1.20涂层机合上开始工作后必须注意如下几点:◇通过肉眼或食指确认涂膜厚度,当出现涂膜厚度厚、薄时,压紧或放松传送辊、提料辊和涂辊的压力;也可通过周速比进行调整1.21安全及环境要求事项◇涂层机的涂辊表面情况一定要用肉眼确认,除测定涂膜以外,其余严禁用手接触运转的涂辊。
测定涂膜厚度时,衣袖一定要紧贴系好,防止被辊子夹住,同时必须两人一组作业◇一旦发生涂辊夹住事件,应立即踩下涂层机的安全带,涂辊马上停止运转◇所使用硅溶液抹布不能和涂料、稀释剂使用的抹布混在一起,很容易发生火灾◇涂层室的地面及使用过的物品,当班应进行清洁和整理◇生产硅钢期间,严禁有涂料或稀释剂放在涂层室或配料室,两者混合会发生严重火灾事故。