机电一体化中英文对照外文翻译文献
机电专业论文英文文献及其中文译文

毕业论文外文文献翻译译文题目:INTEGRATION OF MACHINERY外文资料翻译资料来源:文章名:INTEGRATION OF MACHINERY 《Digital Image Processing》书刊名:作者:Y. Torres J. J. Pavón I. Nieto and J. A.Rodríguez章节:2.4 INTEGRATION OF MACHINERYINTEGRATION OF MACHINERY (From ELECTRICAL AND MACHINERY INDUSTRY)ABSTRACT Machinery was the modern science and technology development inevitable resultthis article has summarized the integration of machinery technology basic outlineand the development background .Summarized the domestic and foreign integration ofmachinery technology present situation has analyzed the integration of machinerytechnology trend of development. Key word:integration of machinery ,technology,present situation ,productt,echnique of manufacture ,trend of development 0. Introduction modern science and technology unceasing development impelleddifferent discipline intersecting enormously with the seepage has caused the projectdomain technological revolution and the transformation .In mechanical engineeringdomain because the microelectronic technology and the computer technology rapiddevelopment and forms to the mechanical industry seepage the integration of machinerycaused the mechanical industry the technical structure the product organizationthe function and the constitution the production method and the management systemhas had the huge change caused the industrial production to enter into quottheintegration of machineryquot by quotthe machinery electrificationquot for the characteristicdevelopment phase. 1. Integration of machinery outline integration of machinery is refers in theorganization new owner function the power function in the information processingfunction and the control function introduces the electronic technology unifies thesystem the mechanism and the computerization design and the software whichconstitutes always to call. The integration of machinery development also has becomeone to have until now own system new discipline not only develops along with thescience and technology but also entrusts with the new content .But its basiccharacteristic may summarize is: The integration of machinery is embarks from thesystem viewpoint synthesis community technologies and so on utilization mechanicaltechnology microelectronic technology automatic control technology computertechnology information technology sensing observation and control technologyelectric power electronic technology connection technology information conversiontechnology as well as software programming technology according to the systemfunction goal and the optimized organization goal reasonable disposition and thelayout various functions unit in multi-purpose high grade redundant reliable inthe low energy consumption significance realize the specific function value andcauses the overall system optimization the systems engineering technology .From thisproduces functional system then becomes an integration of machinery systematic orthe integration of machinery product. Therefore quotintegration of machineryquot coveringquottechnologyquot and quotproductquot two aspects .Only is the integration of machinerytechnology is based on the above community technology organic fusion one kind ofcomprehensivetechnology but is not mechanical technical the microelectronictechnology as well as other new technical simple combination pieces together .Thisis the integration of machinery and the machinery adds the machinery electrificationwhich the electricity forms in the concept basic difference .The mechanicalengineering technology has the merely technical to develop the machineryelectrification still was the traditional machinery its main function still wasreplaces with the enlargement physical strength .But after develops the integrationof machinery micro electron installment besides may substitute for certainmechanical parts the original function but also can entrust with many new functionslike the automatic detection the automatic reduction information demonstrate therecord the automatic control and the control automatic diagnosis and the protectionautomatically and so on .Not only namely the integration of machinery product ishumans hand and body extending humans sense organ and the brains look has theintellectualized characteristic is the integration of machinery and the machineryelectrification distinguishes in the function essence. 2. Integration of machinery development condition integration of machinerydevelopment may divide into 3 stages roughly.20th century 60s before for the firststage this stage is called the initial stage .In this time the people determinationnot on own initiative uses the electronic technology the preliminary achievement toconsummate the mechanical product the performance .Specially in Second World Warperiod the war has stimulated the mechanical product and the electronic technologyunion these mechanical and electrical union military technology postwar transferscivilly to postwar economical restoration positive function .Developed and thedevelopment at that time generally speaking also is at the spontaneouscondition .Because at that time the electronic technology development not yetachieved certain level mechanical technical and electronic technology union alsonot impossible widespread and thorough development already developed the productwas also unable to promote massively. The 20th century 7080 ages for the second stagemay be called the vigorous development stage .This time the computer technologythe control technology the communication development has laid the technology basefor the integration of machinery development . Large-scale ultra large scaleintegrated circuit and microcomputer swift and violent development has provided thefull material base for the integration of machinery development .This timecharacteristic is :①A mechatronics word first generally is accepted in Japanprobably obtains the quite widespread acknowledgment to 1980s last stages in theworldwide scale ②The integration of machinery technology and the product obtainedthe enormous development ③The various countries start to the integration ofmachinery technology and the product give the very big attention and the support.1990s later periods started the integration of machinery technology the new stagewhich makes great strides forward to the intellectualized direction the integrationof machinery enters the thorough development time .At the same time optics thecommunication and so on entered the integration of machinery processes thetechnology also zhan to appear tiny in the integration of machinery the footappeared the light integration of machinery and the micro integration of machineryand so on the new branch On the other hand to the integration ofmachinery systemmodeling design the analysis and the integrated method the integration ofmachinery discipline system and the trend of development has all conducted thethorough research .At the same time because the hugeprogress which domains and so on artificial intelligence technology neural networktechnology and optical fiber technology obtain opened the development vast worldfor the integration of machinery technology .These research will urge theintegration of machinery further to establish the integrity the foundation and formsthe integrity gradually the scientific system. Our country is only then starts fromthe beginning of 1980s in this aspect to study with the application .The State Councilhad been established the integration of machinery leading group and lists as quot863plansquot this technology .When formulated quot95quot the plan and in 2010 developed thesummary had considered fully on international the influence which and possiblybrought from this about the integration of machinery technology developmenttrend .Many universities colleges and institutes the development facility and somelarge and middle scale enterprises have done the massive work to this technicaldevelopment and the application does not yield certain result but and so on theadvanced countries compared with Japan still has the suitable disparity. 3. Integration of machinery trend of development integrations of machinery arethe collection machinery the electron optics the control the computer theinformation and so on the multi-disciplinary overlapping syntheses its developmentand the progress rely on and promote the correlation technology development and theprogress .Therefore the integration of machinery main development direction is asfollows: 3.1 Intellectualized intellectualizations are 21st century integration ofmachinery technological development important development directions .Theartificial intelligence obtains day by day in the integration of machineryconstructors research takes the robot and the numerical control engine bedintellectualization is the important application .Here said quottheintellectualizationquot is to the machine behavior description is in the control theoryfoundation the absorption artificial intelligence the operations research thecomputer science the fuzzy mathematics the psychology the physiology and the chaosdynamics and so on the new thought the new method simulate the human intelligenceenable it to have abilities and so on judgment inference logical thinkingindependent decision-making obtains the higher control goal in order to .Indeedenable the integration of machinery product to have with the human identicalintelligence is not impossible also is nonessential .But the high performancethe high speed microprocessor enable the integration of machinery product to havepreliminary intelligent or humans partial intelligences then is completelypossible and essential. In the modern manufacture process the information has become the controlmanufacture industry the determining factor moreover is the most active actuationfactor .Enhances the manufacture system information-handling capacity to become themodern manufacture science development a key point .As a result of the manufacturesystem information organization and structure multi-level makes the information thegain the integration and the fusion presents draws up the character informationmeasuremulti-dimensional as well as information organizations multi-level .In themanufacture information structural model manufacture information uniform restraintdissemination processing and magnanimous data aspects and so on manufacture knowledgelibrary management all also wait for further break through. Each kind of artificial intelligence tool and the computation intelligence methodpromoted the manufacture intelligence development in the manufacture widespreadapplication .A kind based on the biological evolution algorithm computationintelligent agent in includes thescheduling problem in the combination optimization solution area of technologyreceives the more and more universal attention hopefully completes the combinationoptimization question when the manufacture the solution speed and the solutionprecision aspect breaks through the question scale in pairs the restriction .Themanufacture intelligence also displays in: The intelligent dispatch the intelligentdesign the intelligent processing the robot study the intelligent control theintelligent craft plan the intelligent diagnosis and so on are various These question key breakthrough may form the product innovation the basicresearch system. Between 2 modern mechanical engineering front science differentscience overlapping fusion will have the new science accumulation the economicaldevelopment and societys progress has had the new request and the expectation tothe science and technology thus will form the front science .The front science alsohas solved and between the solution scientific question border area .The front sciencehas the obvious time domain the domain and the dynamic characteristic .The projectfront science distinguished in the general basic science important characteristicis it has covered the key science and technology question which the project actualappeared. Manufacture system is a complex large-scale system for satisfies the manufacturesystem agility the fast response and fast reorganization ability must profit fromthe information science the life sciences and the social sciences and so on themulti-disciplinary research results the exploration manufacture system newarchitecture the manufacture pattern and the manufacture system effectiveoperational mechanism .Makes the system optimization the organizational structureand the good movement condition is makes the system modeling the simulation andthe optimized essential target .Not only the manufacture system new architecture tomakes the enterprise the agility and may reorganize ability to the demand responseability to have the vital significance moreover to made the enterprise first floorproduction equipment the flexibility and may dynamic reorganization ability set ahigher request .The biological manufacture view more and more many is introduced themanufacture system satisfies the manufacture system new request. The study organizes and circulates method and technique of complicated systemfrom the biological phenomenon is a valid exit which will solve many hard nut tocracks that manufacturing industry face from now on currently .Imitating to livingwhat manufacturing point is mimicry living creature organ of from the organizationfrom match more from growth with from evolution etc. function structure and circulatemode of a kind of manufacturing system and manufacturing process. The manufacturing drives in the mechanism under continuously by ones ownperfect raise on organizing structure and circulating modeand thus to adapt theprocess ofwith ability for the environment .For from descend but the last productproceed together a design and make a craft rules the auto of the distance born producesystem of dynamic state reorganization and product and manufacturing the system tendautomatically excellent provided theories foundation and carry out acondition .Imitate to living a manufacturing to belong to manufacturing science andlife science ofquotthe far good luck is miscellaneous to hand overquot it will produceto the manufacturing industry for 21 centuries huge of influence .机电一体化摘要机电一体化是现代科学技术发展的必然结果本文简述了机电一体化技术的基本概要和发展背景。
机电一体化毕业设计PLCS(可编程逻辑控制器)毕业论文外文文献翻译及原文
毕业设计(论文)外文文献翻译文献、资料中文题目:PLC文献、资料英文题目:文献、资料来源:文献、资料发表(出版)日期:院(部):专业:班级:姓名:学号:指导教师:翻译日期: 2017.02.14PLC1 .About Programmable Logic Controllers (PLCs)PLCs (programmable logic controllers) are the control hubs for a wide variety of automated systems and processes. They contain multiple inputs and outputs that use transistors and other circuitry to simulate switches and relays to control equipment. They are programmable via software interfaced via standard computer interfaces and proprietary languages and network options.Programmable logic controllers I/O channel specifications include total number of points, number of inputs and outputs, ability to expand, and maximum number of channels. Number of points is the sum of the inputs and the outputs. PLCs may be specified by any possible combination of these values. Expandable units may be stacked or linked together to increase total control capacity. Maximum number of channels refers to the maximum total number of input and output channels in an expanded system. PLC system specifications to consider include scan time, number of instructions, data memory, and program memory. Scan time is the time required by the PLC to check the states of its inputs and outputs. Instructions are standard operations (such as math functions) available to PLC software. Data memory is the capacity for data storage. Program memory is the capacity for control software.Available inputs for programmable logic controllers include DC, AC, analog, thermocouple, RTD, frequency or pulse, transistor, and interrupt inputs. Outputs for PLCs include DC, AC, relay, analog, frequency or pulse, Programming options for PLCs include front panel, hand held, and computer.Programmable logic controllers use a variety of software programming languages for control. These include IEC 61131-3, sequential function chart (SFC), function block diagram (FBD), ladder diagram (LD), structured text (ST), instruction list (IL), relay ladder logic (RLL), flow chart, C, and Basic. The IEC 61131-3 programming environment provides support for five languages specified by the global standard: Sequential Function Chart, Function Block Diagram, Ladder Diagram, Structured Text, and Instruction List. This allows for multi-vendor compatibility and multi-languageprogramming. SFC is a graphical language that provides coordination of program sequences, supporting alternative sequence selections and parallel sequences. FBD uses a broad function library to build complex procedures in a graphical format. Standard math and logic functions may be coordinated with customizable communication and interface functions. LD is a graphic language for discrete control and interlocking logic. It is completely compatible with FBD for discrete function control. ST is a text language used for complex mathematical procedures and calculations less well suited to graphical languages. IL is a low-level language similar to assembly code. It is used in relatively simple logic instructions. Relay Ladder Logic (RLL), or ladder diagrams, is the primary programming language for programmable logic controllers (PLCs). Ladder logic programming is a graphical representation of the program designed to look like relay logic. Flow Chart is a graphical language that describes sequential operations in a controller sequence or application. It is used to build modular, reusable function libraries. C is a high level programming language suited to handle the most complex computation, sequential, and data logging tasks. It is typically developed and debugged on a PC. BASIC is a high level language used to handle mathematical, sequential, data capturing and interface functions.Programmable logic controllers can also be specified with a number of computer interface options, network specifications and features. PLC power options, mounting options and environmental operating conditions are all also important to consider.2. PLC hardwarePLC hardware mainly has the central processing unit (CPU), memory, input unit, output unit, the communication interface, expansion interface power components. Among them, the CPU is the core, input unit of PLC with output unit is connected site input/output devices to the CPU, interface circuit between the communication interface used with programmer, connecting peripherals such as the PC.2.1 The central processing unit (CPU)The same sort of microcomputer is same, the CPU is the core of PLC. PLC deployed by the CPU in different and different, with models used into three categories: general microprocessor (such as 8086, Z80, 80286, etc.), single chip microprocessor (such as 8031, etc) and a piece 8096 microprocessors (such as AMD29W, etc.). Small PLC is used mostly eight general microprocessor and single chip microprocessor; Medium PLC is used mostly 16 general microprocessor or single chip microprocessor; Large PLC mostly by using high-speed a piece microprocessors.2.2 memoryMemory basically has two kinds: one kind is read/write operation of random access memory RAM, another kind is read only memory (ROM, PROM, an EPROM and EEPROM. In PLC, memory is mainly used for storage system programming, the user program and job data.System programming is written by PLC manufacturer, and PLC hardware related, complete system diagnosis, command interpretation, function subroutine calling, management, logic operations, communications and various parameters, and other functions, provide PLC operation platform. System programming related to the performance, but also in PLC PLC in use process fluctuant, so is not directly by manufacturer in read-only memory ROM, curing PROM or an EPROM, users can't access and modification.The user program with PLC control object is determined by users, according to the object of production process control requirements and prepare application. In orderto facilitate read, check and modification, the user program generally exist in CMOS static RAM, use of lithium battery as backup power, to ensure off when power is not lost information. In order to prevent interference in the destruction of RAM, when the user program after operating normally, not program, but will need to change its curable in read-only memory an EPROM. Now there are many PLC directly used as a user EEPROM memory.2.3 Input/output unitInput/output unit usually also say I/O unit or an I/O modules, PLC and industrial production site is the connection between the components. PLC via input interface can detect various controlled object data to these data to be controlled object as PLC to control the basis; Meanwhile PLC and through the output interface will deal with the results gave controlled object, in order to realize the control purpose.Due to external input device, and output equipment required the signal level is varied, and internal CPU processing of PLC information is only standard level, so I/O interface to realize the conversion. The I/O interface generally have photoelectric isolation and filter function, in order to improve the PLC anti-jamming ability. In addition, I/O interface usually a state instructions, working condition, intuitive, and easy to maintain. PLC offers a variety of operation level and drive ability of I/O interface, there are various functions of I/O interface for customers to choose. The I/O interface is the main type of: the digital quantity (the switch quantity) input, the digital quantity (the switch quantity) output, analogue inputs, analog output, etc.2.4 Communication interfacePLC with various communication interface, the communication interface with communications processor commonly. PLC through these communication interface can and monitors, printers, and other PLC, computers and other devices communicate. PLC and printer connections, but will process information, system parameters, such as output print; And monitor connection, but will control process image display; Connect with other PLC, can form a multiple machine system or network, realize the more massive joined control. And computer connections, can form a multistage distributed controlsystem, the realization control and management combined. Remote I/O system must also equipped with corresponding communication interface module.2.5. Intelligence interface moduleIntelligent interface module is an independent computer system, it has its own CPU, system program, storage and PLC system bus connected interface. It as a module, PLC system by bus and PLC is linked together, exchange data, and the coordinated management in PLC under work independently. PLC intelligent interface module is a lot of motion, such as: high-speed counting module, closed-loop control module, motion control module, interrupt control module, etc.2.6. Programming deviceProgramming device's role is to edit, commissioning, input user program, and also can be online monitoring PLC internal state and parameters, and PLC man-machine dialogue. It is the development, application and maintenance PLC indispensable tools. Programming device can be special programmer, also can be equipped with a special programming packages general computer system. Special programmer is by PLC specializes in this factory, some manufacturers use PLC, and it mainly consists of product keyboard, a display and external storage etc. Parts. Pick up socket Special programming implement have simple programmer and intelligent programmer two kinds.Simple type programmer can only online programming, and cannot directly enter and edit ladder-diagram program, should be ladder-diagram program into instruction table program can input. Simple programmer small volume, price cheap, it can directly interpolated in PLC programming socket, or use special cables and PLC is linked together, to facilitate the programming and debugging. Some simple programming device used to with storage box, store the user program, such as mitsubishi FX - 20P - E simple programming device.2.7. PowerPLC is equipped with switch power, for internal circuit use. Compared with ordinary power, PLC power good stability, strong anti-jamming capability. The powersupply provided for grid stability requirement is not high, average allowed in the power supply voltage rating the range of the plus or minus 15%. Many PLC also provide outward, used in dc 24V external sensor power supply.2. 8.Other external equipmentIn addition to the above mentioned components and equipment outside, PLC and many external devices, such as an EPROM writing implement, external storage,man/machine interface device etc. An EPROM writing implement user program can be used to cure to an EPROM memory of a PLC external equipment. In order to make the debugging good user program with an EPROM not easily lost, often written within the RAM save to an EPROM PLC.3. INTRODUCTIONFor simple programming the relay model of the PLC is sufficient. As more complex functions are used the more complex VonNeuman model of the PLC must be used. A VonNeuman computer processes one instruction at a time. Most computers operate this way, although they appear to be doing many things at once. Input is obtained from the keyboard and mouse, output is sent to the screen, and the disk and memory are used for both input and output for storage. (Note: the directions of these arrows are very important to engineers, always pay attention to indicate where information is flowing.)In this figure the data enters the left side through the inputs. (Note: most engineering diagrams have inputs on the left and outputs on the right.) It travels through buffering circuits before it enters the CPU. The CPU outputs data through other circuits. Memory and disks are used for storage of data that is not destined for output. If we look at a personal computer as a controller, it is controlling the user by outputting stimuli on the screen, and inputting responses from the mouse and the keyboard.4. OPERATION SEQUENCEAll PLCs have four basic stages of operations that are repeated many times per second. Initially when turned on the first time it will check it’s own hardware and software for faults. If there are no problems it will copy all the input and copy their values into memory, this is called the input scan. Using only the memory copy of the inputs the ladder logic program will be solved once, this is called the logic scan. While solving the ladder logic the output values are only changed in temporary memory. When the ladder scan is done the outputs will be updated using the temporary values in memory, this is called the output scan. The PLC now restarts the process by starting a self check for faults. This process typically repeats 10 to 100 times per second as is shown in Figure 3.SELF TEST - Checks to see if all cards error free, reset watch-dog timer, etc. (A watchdog timer will cause an error, and shut down the PLC if not reset withina short period of time - this would indicate that the ladder logic is not beingscanned normally).INPUT SCAN - Reads input values from the chips in the input cards, and copies their values to memory. This makes the PLC operation faster, and avoids caseswhere an input changes from the start to the end of the program (e.g., anemergency stop). There are special PLC functions that read the inputs directly,and avoid the input tables.LOGIC SOLVE/SCAN - Based on the input table in memory, the program is executed 1 step at a time, and outputs are updated. This is the focus of the latersections.OUTPUT SCAN - The output table is copied from memory to the output chips.These chips then drive the output devices.The input and output scans often confuse the beginner, but they are important.The input scan takes a snapshot of the inputs, and solves the logic. This prevents potential problems that might occur if an input that is used in multiple places in the ladder logic program changed while half way through a ladder scan. Thus changing the behaviors of half of the ladder logic program. This problem could have severe effects on complex programs that are developed later in the book. One side effect of the input scan is that if a change in input is too short in duration, it might fall between input scans and be missed.When the PLC is initially turned on the normal outputs will be turned off. This does not affect the values of the inputs.4.1 The Input and Output ScansWhen the inputs to the PLC are scanned the physical input values are copied into memory. When the outputs to a PLC are scanned they are copied from memory to the physical outputs. When the ladder logic is scanned it uses the values in memory, not the actual input or output values. The primary reason for doing this is so that if a program uses an input value in multiple places, a change in the input value will not invalidate the logic. Also, if output bits were changed as each bit was changed, instead of all at once at the end of the scan the PLC would operate much slower.4.2 The Logic ScanLadder logic programs are after relay logic. In relay logic each element in the ladder will switch as quickly as possible. But in a program elements can only be examines one at a time in a fixed sequence. Consider the ladder logic in Figure 4, the ladder logic will be interpreted left-to-right, top-to-bottom. In the figure the ladder logic scan begins at the top rung. At the end of the rung it interprets the top output first, then the output branched below it. On the second rung it solves branches, before moving along the ladder logic rung.Ladder Logic Execution SequenceThe logic scan sequence become important when solving ladder logic programs which use outputs as inputs. It also becomes important when considering output usage. Consider Figure 5, the first line of ladder logic will examine input A and set output X to have the same value. The second line will examine input B and set the output X to have the opposite value. So the value of X was only equal to A until the second line of ladder logic was scanned. Recall that during the logic scan the outputs are only changed in memory, the actual outputs are only updated when the ladder logic scan is complete. Therefore the output scan would update the real outputs based upon the second line of ladder logic, and the first line of ladder logic would be ineffective.A Duplicated Output ErrorPLC1.PLC介绍PLCS(可编程逻辑控制器)是用于各种自动控制系统和过程的可控网络集线器。
机电一体化技术中英文对照外文翻译文献

机电一体化技术中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:INTEGRATION OF MACHINERYABSTRACTMachinery was the modern science and technology development inevitable result, this article has summarized the integration of machinery technology basic outline and the development background .Summarized the domestic and foreign integration of machinery technology present situation, has analyzed the integration of machinery technology trend of development.Key word:integration of machinery ,technology,present situation ,product t,echnique of manufacture ,trend of development0. Introduction modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation .In mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management system has had the huge change, caused the industrial production to enter into "the integration of machinery" by "the machinery electrification" for the characteristic development phase.1. Integration of machinery outline integration of machinery is refers in the organization new owner function, the power function, in the information processing function and the control function introduces the electronic technology, unifies the system the mechanism and the computerization design and the software which constitutes always to call. The integration of machinery development also has become one to have until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content .But its basic characteristic may summarize is: The integration of machinery isembarks from the system viewpoint, synthesis community technologies and so on utilization mechanical technology, microelectronic technology, automatic control technology, computer technology, information technology, sensing observation and control technology, electric power electronic technology, connection technology, information conversion technology as well as software programming technology, according to the system function goal and the optimized organization goal, reasonable disposition and the layout various functions unit, in multi-purpose, high grade, redundant reliable, in the low energy consumption significance realize the specific function value, and causes the overall system optimization the systems engineering technology .From this produces functional system, then becomes an integration of machinery systematic or the integration of machinery product. Therefore, "integration of machinery" covering "technology" and "product" two aspects .Only is, the integration of machinery technology is based on the above community technology organic fusion one kind of comprehensive technology, but is not mechanical technical, the microelectronic technology as well as other new technical simple combination, pieces together .This is the integration of machinery and the machinery adds the machinery electrification which the electricity forms in the concept basic difference .The mechanical engineering technology has the merely technical to develop the machinery electrification, still was the traditional machinery, its main function still was replaces with the enlargement physical strength .But after develops the integration of machinery, micro electron installment besides may substitute for certain mechanical parts the original function, but also can entrust with many new functions, like the automatic detection, the automatic reduction information, demonstrate the record, the automatic control and the control automatic diagnosis and the protection automatically and so on .Not only namely the integration of machinery product is human's hand and body extending, human's sense organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrification distinguishes in the function essence.2. Integration of machinery development condition integration of machinery development may divide into 3 stages roughly.20th century 60's before for the first stage, this stage is called the initial stage .In this time, the people determination not on own initiative uses the electronic technology the preliminary achievement to consummate the mechanical product the performance .Specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar transfers civilly, to postwar economical restoration positive function .Developed and the development at that time generally speaking also is at the spontaneous condition .Because at that time the electronic technology development not yet achieved certain level, mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively. The 20th century 70~80 ages for the second stage, may be called the vigorous development stage .This time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development . Large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development .This time characteristic is :①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale ;②The integration of machinery technology and the product obtained the enormous development ;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stage which makes great strides forward to the intellectualized direction, the integration of machinery enters the thorough development time .At the same time, optics, the communication and so on entered the integration of machinery, processes the technology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the newbranch; On the other hand to the integration of machinery system modeling design, the analysis and the integrated method, the integration of machinery discipline system and the trend of development has all conducted the thorough research .At the same time, because the huge progress which domains and so on artificial intelligence technology, neural network technology and optical fiber technology obtain, opened the development vast world for the integration of machinery technology .These research, will urge the integration of machinery further to establish the integrity the foundation and forms the integrity gradually the scientific system. Our country is only then starts from the beginning of 1980s in this aspect to study with the application .The State Council had been established the integration of machinery leading group and lists as "863 plans" this technology .When formulated "95" the plan and in 2010 developed the summary had considered fully on international the influence which and possibly brought from this about the integration of machinery technology development trend .Many universities, colleges and institutes, the development facility and some large and middle scale enterprises have done the massive work to this technical development and the application, does not yield certain result, but and so on the advanced countries compared with Japan still has the suitable disparity.3. Integration of machinery trend of development integrations of machinery are the collection machinery, the electron, optics, the control, the computer, the information and so on the multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology development and the progress .Therefore, the integration of machinery main development direction is as follows:3.1 Intellectualized intellectualizations are 21st century integration of machinery technological development important development directions .The artificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bed intellectualization is the important application .Here said "the intellectualization" is to the machine behavior description, is in the control theory foundation, the absorption artificial intelligence, theoperations research, the computer science, the fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate the human intelligence, enable it to have abilities and so on judgment inference, logical thinking, independent decision-making, obtains the higher control goal in order to .Indeed, enable the integration of machinery product to have with the human identical intelligence, is not impossible, also is nonessential .But, the high performance, the high speed microprocessor enable the integration of machinery product to have preliminary intelligent or human's partial intelligences, then is completely possible and essential.In the modern manufacture process, the information has become the control manufacture industry the determining factor, moreover is the most active actuation factor .Enhances the manufacture system information-handling capacity to become the modern manufacture science development a key point .As a result of the manufacture system information organization and structure multi-level, makes the information the gain, the integration and the fusion presents draws up the character, information measure multi-dimensional, as well as information organization's multi-level .In the manufacture information structural model, manufacture information uniform restraint, dissemination processing and magnanimous data aspects and so on manufacture knowledge library management, all also wait for further break through.Each kind of artificial intelligence tool and the computation intelligence method promoted the manufacture intelligence development in the manufacture widespread application .A kind based on the biological evolution algorithm computation intelligent agent, in includes thescheduling problem in the combination optimization solution area of technology, receives the more and more universal attention, hopefully completes the combination optimization question when the manufacture the solution speed and the solution precision aspect breaks through the question scale in pairs the restriction .The manufacture intelligence also displays in: The intelligent dispatch, the intelligent design, the intelligentprocessing, the robot study, the intelligent control, the intelligent craft plan, the intelligent diagnosis and so on are variousThese question key breakthrough, may form the product innovation the basic research system. Between 2 modern mechanical engineering front science different science overlapping fusion will have the new science accumulation, the economical development and society's progress has had the new request and the expectation to the science and technology, thus will form the front science .The front science also has solved and between the solution scientific question border area .The front science has the obvious time domain, the domain and the dynamic characteristic .The project front science distinguished in the general basic science important characteristic is it has covered the key science and technology question which the project actual appeared.Manufacture system is a complex large-scale system, for satisfies the manufacture system agility, the fast response and fast reorganization ability, must profit from the information science, the life sciences and the social sciences and so on the multi-disciplinary research results, the exploration manufacture system new architecture, the manufacture pattern and the manufacture system effective operational mechanism .Makes the system optimization the organizational structure and the good movement condition is makes the system modeling , the simulation and the optimized essential target .Not only the manufacture system new architecture to makes the enterprise the agility and may reorganize ability to the demand response ability to have the vital significance, moreover to made the enterprise first floor production equipment the flexibility and may dynamic reorganization ability set a higher request .The biological manufacture view more and more many is introduced the manufacture system, satisfies the manufacture system new request.The study organizes and circulates method and technique of complicated system from the biological phenomenon, is a valid exit which will solve many hard nut to cracks that manufacturing industry face from now on currently .Imitating to living what manufacturing point is mimicry living creature organ of from the organization, from matchmore, from growth with from evolution etc. function structure and circulate mode of a kind of manufacturing system and manufacturing process.The manufacturing drives in the mechanism under, continuously by one's own perfect raise on organizing structure and circulating mode and thus to adapt the process of[with] ability for the environment .For from descend but the last product proceed together a design and make a craft rules the auto of the distance born, produce system of dynamic state reorganization and product and manufacturing the system tend automatically excellent provided theories foundation and carry out a condition .Imitate to living a manufacturing to belong to manufacturing science and life science of\"the far good luck is miscellaneous to hand over\", it will produce to the manufacturing industry for 21 centuries huge of influence .翻译:机电一体化摘要机电一体化是现代科学技术发展的必然结果,本文简述了机电一体化技术的基本概要和发展背景。
机电一体化中英文互译

机械专业中英文对照英语词汇陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck加工中心machining center车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin 滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting 相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch 齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheelAssembly line 组装线Layout 布置图Conveyer 流水线物料板Rivet table 拉钉机Rivet gun 拉钉枪Screw driver 起子Pneumatic screw driver 气动起子worktable 工作桌OOBA 开箱检查fit together 组装在一起fasten 锁紧(螺丝)fixture 夹具(治具)pallet 栈板barcode 条码barcode scanner 条码扫描器fuse together 熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME 制造工程师MT 制造生技cosmetic inspect 外观检查inner parts inspect 内部检查thumb screw 大头螺丝lbs. inch 镑、英寸EMI gasket 导电条front plate 前板rear plate 后板chassis 基座bezel panel 面板power button 电源按键reset button 重置键Hi-pot test of SPS 高源高压测试Voltage switch of SPS 电源电压接拉键sheet metal parts 冲件plastic parts 塑胶件SOP 制造作业程序material check list 物料检查表work cell 工作间trolley 台车carton 纸箱sub-line 支线left fork 叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |plein|刨床miller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |\\'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |\\' ksi\\'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单location地点present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheet PCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机阿基米德蜗杆Archimedes worm安全系数safety factor; factor of safety安全载荷safe load凹面、凹度concavity扳手wrench板簧flat leaf spring半圆键woodruff key变形deformation摆杆oscillating bar摆动从动件oscillating follower摆动从动件凸轮机构cam with oscillating follower 摆动导杆机构oscillating guide-bar mechanism 摆线齿轮cycloidal gear摆线齿形cycloidal tooth profile摆线运动规律cycloidal motion摆线针轮cycloidal-pin wheel包角angle of contact保持架cage背对背安装back-to-back arrangement背锥back cone ;normal cone背锥角back angle背锥距back cone distance比例尺scale比热容specific heat capacity闭式链closed kinematic chain闭链机构closed chain mechanism臂部arm变频器frequency converters变频调速frequency control of motor speed变速speed change变速齿轮change gear change wheel变位齿轮modified gear变位系数modification coefficient标准齿轮standard gear标准直齿轮standard spur gear表面质量系数superficial mass factor表面传热系数surface coefficient of heat transfer表面粗糙度surface roughness并联式组合combination in parallel并联机构parallel mechanism并联组合机构parallel combined mechanism并行工程concurrent engineering并行设计concurred design, CD不平衡相位phase angle of unbalance不平衡imbalance (or unbalance)不平衡量amount of unbalance不完全齿轮机构intermittent gearing波发生器wave generator波数number of waves补偿compensation参数化设计parameterization design, PD残余应力residual stress操纵及控制装置operation control device槽轮Geneva wheel槽轮机构Geneva mechanism ;Maltese cross槽数Geneva numerate槽凸轮groove cam侧隙backlash差动轮系differential gear train差动螺旋机构differential screw mechanism差速器differential常用机构conventional mechanism; mechanism in common use 车床lathe承载量系数bearing capacity factor承载能力bearing capacity成对安装paired mounting尺寸系列dimension series齿槽tooth space齿槽宽spacewidth齿侧间隙backlash齿顶高addendum齿顶圆addendum circle齿根高dedendum齿根圆dedendum circle齿厚tooth thickness齿距circular pitch齿宽face width齿廓tooth profile齿廓曲线tooth curve齿轮gear 齿轮变速箱speed-changing gear boxes齿轮齿条机构pinion and rack齿轮插刀pinion cutter; pinion-shaped shaper cutter 齿轮滚刀hob ,hobbing cutter齿轮机构gear齿轮轮坯blank齿轮传动系pinion unit齿轮联轴器gear coupling齿条传动rack gear齿数tooth number齿数比gear ratio齿条rack齿条插刀rack cutter; rack-shaped shaper cutter齿形链、无声链silent chain齿形系数form factor齿式棘轮机构tooth ratchet mechanism插齿机gear shaper重合点coincident points重合度contact ratio冲床punch传动比transmission ratio, speed ratio传动装置gearing; transmission gear传动系统driven system传动角transmission angle传动轴transmission shaft串联式组合combination in series串联式组合机构series combined mechanism串级调速cascade speed control创新innovation creation创新设计creation design垂直载荷、法向载荷normal load唇形橡胶密封lip rubber seal磁流体轴承magnetic fluid bearing从动带轮driven pulley从动件driven link, follower从动件平底宽度width of flat-face从动件停歇follower dwell从动件运动规律follower motion从动轮driven gear粗线bold line粗牙螺纹coarse thread大齿轮gear wheel打包机packer打滑slipping带传动belt driving带轮belt pulley带式制动器band brake单列轴承single row bearing单向推力轴承single-direction thrust bearing单万向联轴节single universal joint单位矢量unit vector当量齿轮equivalent spur gear; virtual gear当量齿数equivalent teeth number; virtual number of teeth当量摩擦系数equivalent coefficient of friction当量载荷equivalent load刀具cutter导数derivative倒角chamfer导热性conduction of heat导程lead导程角lead angle等加等减速运动规律parabolic motion; constant acceleration and deceleration motion等速运动规律uniform motion; constant velocity motion等径凸轮conjugate yoke radial cam等宽凸轮constant-breadth cam等效构件equivalent link等效力equivalent force等效力矩equivalent moment of force等效量equivalent等效质量equivalent mass等效转动惯量equivalent moment of inertia等效动力学模型dynamically equivalent model底座chassis低副lower pair点划线chain dotted line(疲劳)点蚀pitting垫圈gasket垫片密封gasket seal碟形弹簧belleville spring顶隙bottom clearance定轴轮系ordinary gear train; gear train with fixed axes动力学dynamics动密封kinematical seal动能dynamic energy动力粘度dynamic viscosity动力润滑dynamic lubrication动平衡dynamic balance 动平衡机dynamic balancing machine动态特性dynamic characteristics动态分析设计dynamic analysis design动压力dynamic reaction动载荷dynamic load端面transverse plane端面参数transverse parameters端面齿距transverse circular pitch端面齿廓transverse tooth profile端面重合度transverse contact ratio端面模数transverse module端面压力角transverse pressure angle锻造forge对称循环应力symmetry circulating stress对心滚子从动件radial (or in-line ) roller follower对心直动从动件radial (or in-line ) translating follower对心移动从动件radial reciprocating follower对心曲柄滑块机构in-line slider-crank (or crank-slider) mechanism 多列轴承multi-row bearing多楔带poly V-belt多项式运动规律polynomial motion多质量转子rotor with several masses惰轮idle gear额定寿命rating life额定载荷load ratingII 级杆组dyad发生线generating line发生面generating plane法面normal plane法面参数normal parameters法面齿距normal circular pitch法面模数normal module法面压力角normal pressure angle法向齿距normal pitch法向齿廓normal tooth profile法向直廓蜗杆straight sided normal worm法向力normal force反馈式组合feedback combining反向运动学inverse ( or backward) kinematics反转法kinematic inversion反正切Arctan范成法generating cutting仿形法form cutting方案设计、概念设计concept design, CD防振装置shockproof device飞轮flywheel飞轮矩moment of flywheel非标准齿轮nonstandard gear非接触式密封non-contact seal非周期性速度波动aperiodic speed fluctuation非圆齿轮non-circular gear粉末合金powder metallurgy分度线reference line; standard pitch line分度圆reference circle; standard (cutting) pitch circle 分度圆柱导程角lead angle at reference cylinder分度圆柱螺旋角helix angle at reference cylinder分母denominator分子numerator分度圆锥reference cone; standard pitch cone分析法analytical method封闭差动轮系planetary differential复合铰链compound hinge复合式组合compound combining复合轮系compound (or combined) gear train复合平带compound flat belt复合应力combined stress复式螺旋机构Compound screw mechanism复杂机构complex mechanism杆组Assur group干涉interference刚度系数stiffness coefficient刚轮rigid circular spline钢丝软轴wire soft shaft刚体导引机构body guidance mechanism刚性冲击rigid impulse (shock)刚性转子rigid rotor刚性轴承rigid bearing刚性联轴器rigid coupling高度系列height series高速带high speed belt高副higher pair格拉晓夫定理Grashoff`s law根切undercutting公称直径nominal diameter高度系列height series功work工况系数application factor工艺设计technological design 工作循环图working cycle diagram工作机构operation mechanism工作载荷external loads工作空间working space工作应力working stress工作阻力effective resistance工作阻力矩effective resistance moment公法线common normal line公共约束general constraint公制齿轮metric gears功率power功能分析设计function analyses design共轭齿廓conjugate profiles共轭凸轮conjugate cam构件link鼓风机blower固定构件fixed link; frame固体润滑剂solid lubricant关节型操作器jointed manipulator惯性力inertia force惯性力矩moment of inertia ,shaking moment 惯性力平衡balance of shaking force惯性力完全平衡full balance of shaking force惯性力部分平衡partial balance of shaking force 惯性主矩resultant moment of inertia惯性主失resultant vector of inertia冠轮crown gear广义机构generation mechanism广义坐标generalized coordinate轨迹生成path generation轨迹发生器path generator滚刀hob滚道raceway滚动体rolling element滚动轴承rolling bearing滚动轴承代号rolling bearing identification code 滚针needle roller滚针轴承needle roller bearing滚子roller滚子轴承roller bearing滚子半径radius of roller滚子从动件roller follower滚子链roller chain滚子链联轴器double roller chain coupling滚珠丝杆ball screw滚柱式单向超越离合器roller clutch过度切割undercutting函数发生器function generator函数生成function generation含油轴承oil bearing耗油量oil consumption耗油量系数oil consumption factor赫兹公式H. Hertz equation合成弯矩resultant bending moment合力resultant force合力矩resultant moment of force黑箱black box横坐标abscissa互换性齿轮interchangeable gears花键spline滑键、导键feather key滑动轴承sliding bearing滑动率sliding ratio滑块slider环面蜗杆toroid helicoids worm环形弹簧annular spring缓冲装置shocks; shock-absorber灰铸铁grey cast iron回程return回转体平衡balance of rotors混合轮系compound gear train积分integrate机电一体化系统设计mechanical-electrical integration system design机构mechanism机构分析analysis of mechanism机构平衡balance of mechanism机构学mechanism机构运动设计kinematic design of mechanism机构运动简图kinematic sketch of mechanism机构综合synthesis of mechanism机构组成constitution of mechanism机架frame, fixed link机架变换kinematic inversion机器machine机器人robot机器人操作器manipulator机器人学robotics 技术过程technique process技术经济评价technical and economic evaluation技术系统technique system机械machinery机械创新设计mechanical creation design, MCD机械系统设计mechanical system design, MSD机械动力分析dynamic analysis of machinery机械动力设计dynamic design of machinery机械动力学dynamics of machinery机械的现代设计modern machine design机械系统mechanical system机械利益mechanical advantage机械平衡balance of machinery机械手manipulator机械设计machine design; mechanical design机械特性mechanical behavior机械调速mechanical speed governors机械效率mechanical efficiency机械原理theory of machines and mechanisms机械运转不均匀系数coefficient of speed fluctuation机械无级变速mechanical stepless speed changes基础机构fundamental mechanism基本额定寿命basic rating life基于实例设计case-based design,CBD基圆base circle基圆半径radius of base circle基圆齿距base pitch基圆压力角pressure angle of base circle基圆柱base cylinder基圆锥base cone急回机构quick-return mechanism急回特性quick-return characteristics急回系数advance-to return-time ratio急回运动quick-return motion棘轮ratchet棘轮机构ratchet mechanism棘爪pawl极限位置extreme (or limiting) position极位夹角crank angle between extreme (or limiting) positions计算机辅助设计computer aided design, CAD计算机辅助制造computer aided manufacturing, CAM计算机集成制造系统computer integrated manufacturing system, CIMS计算力矩factored moment; calculation moment计算弯矩calculated bending moment加权系数weighting efficient加速度acceleration加速度分析acceleration analysis加速度曲线acceleration diagram尖点pointing; cusp尖底从动件knife-edge follower间隙backlash间歇运动机构intermittent motion mechanism 减速比reduction ratio减速齿轮、减速装置reduction gear减速器speed reducer减摩性anti-friction quality渐开螺旋面involute helicoid渐开线involute渐开线齿廓involute profile渐开线齿轮involute gear渐开线发生线generating line of involute渐开线方程involute equation渐开线函数involute function渐开线蜗杆involute worm渐开线压力角pressure angle of involute渐开线花键involute spline简谐运动simple harmonic motion键key键槽keyway交变应力repeated stress交变载荷repeated fluctuating load交叉带传动cross-belt drive交错轴斜齿轮crossed helical gears胶合scoring角加速度angular acceleration角速度angular velocity角速比angular velocity ratio角接触球轴承angular contact ball bearing角接触推力轴承angular contact thrust bearing 角接触向心轴承angular contact radial bearing 角接触轴承angular contact bearing铰链、枢纽hinge校正平面correcting plane接触应力contact stress接触式密封contact seal阶梯轴multi-diameter shaft结构structure 结构设计structural design截面section节点pitch point节距circular pitch; pitch of teeth节线pitch line节圆pitch circle节圆齿厚thickness on pitch circle节圆直径pitch diameter节圆锥pitch cone节圆锥角pitch cone angle解析设计analytical design紧边tight-side紧固件fastener径节diametral pitch径向radial direction径向当量动载荷dynamic equivalent radial load径向当量静载荷static equivalent radial load径向基本额定动载荷basic dynamic radial load rating 径向基本额定静载荷basic static radial load tating径向接触轴承radial contact bearing径向平面radial plane径向游隙radial internal clearance径向载荷radial load径向载荷系数radial load factor径向间隙clearance静力static force静平衡static balance静载荷static load静密封static seal局部自由度passive degree of freedom矩阵matrix矩形螺纹square threaded form锯齿形螺纹buttress thread form矩形牙嵌式离合器square-jaw positive-contact clutch 绝对尺寸系数absolute dimensional factor绝对运动absolute motion绝对速度absolute velocity均衡装置load balancing mechanism抗压强度compression strength开口传动open-belt drive开式链open kinematic chain开链机构open chain mechanism可靠度degree of reliability可靠性reliability可靠性设计reliability design, RD空气弹簧air spring空间机构spatial mechanism空间连杆机构spatial linkage空间凸轮机构spatial cam空间运动副spatial kinematic pair空间运动链spatial kinematic chain空转idle宽度系列width series框图block diagram雷诺方程Reynolds‘s equ ation离心力centrifugal force离心应力centrifugal stress离合器clutch离心密封centrifugal seal理论廓线pitch curve理论啮合线theoretical line of action隶属度membership力force力多边形force polygon力封闭型凸轮机构force-drive (or force-closed) cam mechanism 力矩moment力平衡equilibrium力偶couple力偶矩moment of couple连杆connecting rod, coupler连杆机构linkage连杆曲线coupler-curve连心线line of centers链chain链传动装置chain gearing链轮sprocket sprocket-wheel sprocket gear chain wheel联组V 带tight-up V belt联轴器coupling shaft coupling两维凸轮two-dimensional cam临界转速critical speed六杆机构six-bar linkage龙门刨床double Haas planer轮坯blank轮系gear train螺杆screw螺距thread pitch螺母screw nut螺旋锥齿轮helical bevel gear 螺钉screws螺栓bolts螺纹导程lead螺纹效率screw efficiency螺旋传动power screw螺旋密封spiral seal螺纹thread (of a screw)螺旋副helical pair螺旋机构screw mechanism螺旋角helix angle螺旋线helix ,helical line绿色设计green design design for environment马耳他机构Geneva wheel Geneva gear马耳他十字Maltese cross脉动无级变速pulsating stepless speed changes脉动循环应力fluctuating circulating stress脉动载荷fluctuating load铆钉rivet迷宫密封labyrinth seal密封seal密封带seal belt密封胶seal gum密封元件potted component密封装置sealing arrangement面对面安装face-to-face arrangement面向产品生命周期设计design for product`s life cycle, DPLC 名义应力、公称应力nominal stress模块化设计modular design, MD模块式传动系统modular system模幅箱morphology box模糊集fuzzy set模糊评价fuzzy evaluation模数module摩擦friction摩擦角friction angle摩擦力friction force摩擦学设计tribology design, TD摩擦阻力frictional resistance摩擦力矩friction moment摩擦系数coefficient of friction摩擦圆friction circle磨损abrasion wear; scratching末端执行器end-effector目标函数objective function耐腐蚀性corrosion resistance耐磨性wear resistance挠性机构mechanism with flexible elements挠性转子flexible rotor内齿轮internal gear内齿圈ring gear内力internal force内圈inner ring能量energy能量指示图viscosity逆时针counterclockwise (or anticlockwise)啮出engaging-out啮合engagement, mesh, gearing啮合点contact points啮合角working pressure angle啮合线line of action啮合线长度length of line of action啮入engaging-in牛头刨床shaper凝固点freezing point; solidifying point扭转应力torsion stress扭矩moment of torque扭簧helical torsion spring诺模图NomogramO 形密封圈密封O ring seal盘形凸轮disk cam盘形转子disk-like rotor抛物线运动parabolic motion疲劳极限fatigue limit疲劳强度fatigue strength偏置式offset偏( 心) 距offset distance偏心率eccentricity ratio偏心质量eccentric mass偏距圆offset circle偏心盘eccentric偏置滚子从动件offset roller follower偏置尖底从动件offset knife-edge follower偏置曲柄滑块机构offset slider-crank mechanism 拼接matching评价与决策evaluation and decision频率frequency平带flat belt平带传动flat belt driving 平底从动件flat-face follower平底宽度face width平分线bisector平均应力average stress平均中径mean screw diameter平均速度average velocity平衡balance平衡机balancing machine平衡品质balancing quality平衡平面correcting plane平衡质量balancing mass平衡重counterweight平衡转速balancing speed平面副planar pair, flat pair平面机构planar mechanism平面运动副planar kinematic pair平面连杆机构planar linkage平面凸轮planar cam平面凸轮机构planar cam mechanism平面轴斜齿轮parallel helical gears普通平键parallel key其他常用机构other mechanism in common use起动阶段starting period启动力矩starting torque气动机构pneumatic mechanism奇异位置singular position起始啮合点initial contact , beginning of contact气体轴承gas bearing千斤顶jack嵌入键sunk key强迫振动forced vibration切齿深度depth of cut曲柄crank曲柄存在条件Grashoff`s law曲柄导杆机构crank shaper (guide-bar) mechanism曲柄滑块机构slider-crank (or crank-slider) mechanism 曲柄摇杆机构crank-rocker mechanism曲齿锥齿轮spiral bevel gear曲率curvature曲率半径radius of curvature曲面从动件curved-shoe follower曲线拼接curve matching曲线运动curvilinear motion曲轴crank shaft。
机电一体化专业外文翻译--HT4400系统的相互联系
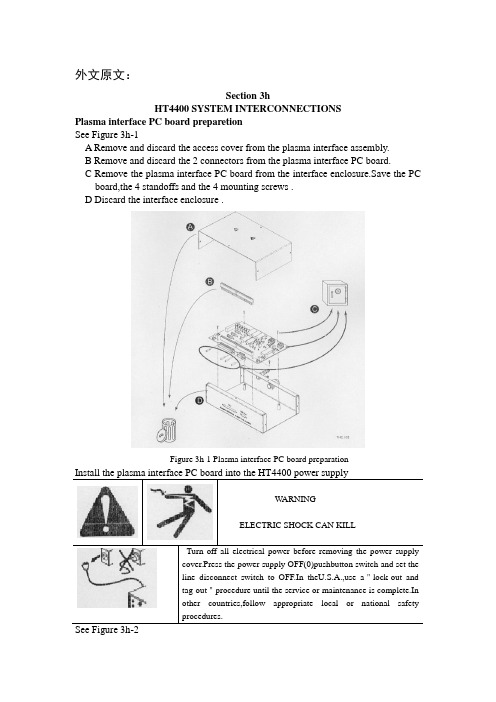
外文原文:Section 3hHT4400 SYSTEM INTERCONNECTIONSPlasma interface PC board preparetionSee Figure 3h-1A Remove and discard the access cover from the plasma interface assembly.B Remove and discard the 2 connectors from the plasma interface PC board.C Remove the plasma interface PC board from the interface enclosure.Save the PCboard,the 4 standoffs and the 4 mounting screws .D Discard the interface enclosure .Figure 3h-1 Plasma interface PC board preparationW ARNINGELECTRIC SHOCK CAN KILLTurn off all electrical power before removing the power supplycover.Press the power supply OFF(0)pushbutton switch and set theline disconnect switch to OFF.In theU.S.A.,use a"lock-out andtag-out"procedure until the service or maintenance is complete.Inother countries,follow appropriate local or national safetyprocedures.A Remove access covers from the power supply,as required.B Install the 4 standoffs on the plasma interface PC boardC Install the palsma interface PC board into the power supply as show in figuree the 4 screws that were removed from the plasma interface assembly.Figure 3h-2 Install the plasma interface PC boardPlasma interface PC board connectionSee Figure 3h-3A Install the 37-pin connector to the plasma interface PC board.B Install the J2 and J3 connectors to the plasma interface PC board.NOTE: Wire NO.42 and 45 are secured to the 37-pin connector cable inside the power supply.Remove the wires and install as follows.C Connect wire NO.42 to the plasma interface board J5-2 terminal labeled ELECTRODE.Connect wire NO.45 to the plasma interface board J5-3 terminal labeled WORK.D Connect the other end of wire NO.42 to the top bus bar.Connect the other end of wire NO.45 to the bottom bus bar.Secure all wires and cables as required.Figure 3h-3 Plasma interface PC board connectionOhmic contact wireSee Figure 3h-4.A Install the ohmic contact wire through the strain relief of the power supply.B Install appropriate size fork terminal on the wire end attach the wire to theJ5-5terminal labeled SHIELD of the plasma interface PC board.C Install the other end of the omhic conyact wire to the IHS tab on the torch retaining cap.Figure 3h-4 HT4400 ohmic contact wire connectonOperating controlsTHE control muduleFigure 4-1 Power switchOperator pendantThe operator pendant consist of the LCD display,the keyad,and the connecting cable. See Figure 4-2 and the following table for pendant keypad use.Figure 4-2 Operator pendant key padKEY FUNCTION/USELifter moves to home position (full up).the brake locks to prevent the torch fromdiving ,and system ignores the Cycle Start signal.Selects main operating screen for either automatic or manual control mode.Selects the height the torch moves to plate and then retracts after completing a cut.FULL=full retract MID=programmable dimensionInitiates IHS test;Torch moves to plate and then retracts to cutting height.Press again to return to RUN mode.Enables LCL/RMT key.Enables B key when viewing the Diagnostic Screen.Selects Setup Screen A.Selects Diagnostic Screen B.Press SHIFT B to begin diagnostic.Selects data field for changing operating parameters.Changes the value of selected field.Changes torch height while in manual mode.small increase large increasesmall decrease large decreaseReturns to main operating screen (automatic or maanual).Selects operator pendant (local) or CNC (remote) as control.Press SHIFT key to enable this key.Pendant display screensPendant display screens are shown in Figure 4-3.SCREEN TO GET TO THISSCREEN FUNCTIONAUTOMA TIC OPERATION Press Can view and adjust basic opersting parsmeters.Can perform initial height sensing(IHS).Automatic voltage control (A VC) is active.Torch height is automatically adjusted during a cut to maintain the displayed.Set Arc V olts.MANUAL OPERATION Press Torch height can be changed (stationary or during a cut) by pressing the yellow increment (arrow up) or decrement (arrow down) keys.No IHS ,A VC ,or Rapid Pull-back.SETUP APressCan view and adjust detailed operating parameters.Press to return to main operation screen.DIAGNOSTIC BPress Can perform limited on-site testing of the THCcontrols,cabling and lifter.Proper testing requires that the lifte have an unobstructed path through full length of stroke.Also displays Firmware revision and type of lifter installed.Press to return to main operation screen.REMOTEMODEPress andor fromCNC Turns system control over to the CNC.No parameters can be changed from the pendant. Press same keys to return to main operation screen.MAINTENANCEMODE PressInforms operator that the system is the maintance modde.The lifterbrake is locked and the system will not respond to the Cycle Stratsingal.Press to return to main operation screen.Figure 4-3 Pendant diplay screensPendant programmable fieldsThe following fields can be changed to adjust system operating parameters.Automatic Operation ScreenSet Arc V olts Sets the automatic voltage control (A VC) setpoint.SetArc V olt can be changed any time (stationary or duringa cut ) .when the AUTO mode is selected and after thePierce Delay and Machine Accel Delay times haceelapsed,the arc voltage is controlled by the THC(torchheight).The THC adjucsts the torch height during acut ,to maintain the Set Arc V olts.Small change:+/-0.5VLarge change:+/-5VSetpoint range:50—300VSet Cut Height Sets the initial cutting height before A VC isactivated.Also sets the pierce height.See DeterminingPierce Height Factor later in this section.During a normal cut cycle,the torch will move downand sense the workpiece,and then retract to the PierceHeight,At this point the THC will issue a"Start"signal to the plasma system and wait for a"Transfer"signal.The torch will move to the Set Cut Height afterthe Pierce Delay time has elapsed.Small change:+/-0.010inch/0.2mmLarge change:+/-0.100inch/2mmSetpoint range:0.010—1inch(0.25—25.4mm)Pierce Delay Sets Pierce Delay (motion dwell time).After receivingthe "Transfer"signal from the plasma system,theTHC will delay both the"Machine Motion"andthe "Pierce Complete"singals during the pierce delaytime.After the"Pierce Delay"will begin to move .Atthesame time,the torch height will rapidly adjust to theSet Cut Height setting and the Machine Accel Delaywill begin.Note: For best performance,use the THC pierce delay,not theCNC pierce delay .the Pierce Complete signal applies toHyDefinition plasma systems.Small change:+/-0.010secondLarge change:+/-0.100secondSetpoint range:0—9 secondsRetract Selects Retract to FULL or to a programmed value setby the operator.In the FULL mode,the torch will retractto the home position(full up).A retract distance that is too low will increase the risk oftorch collision when moving to a new cutting positionSmall change:+/-0.060inch/1.27mmLarge change:+/-0.50inch、12.7mmSetpoint range :0—8iinches(0.0—203mm)IHS Selects IHS TEST(no plasma arc) or RUN mode.Thiscontrol is used toTest the IHS without firing the torch.When IHS TEST isselected,the torch will sense the workpiece(with ohmic contactsensing or limited force stall sensing) and then retract to thepiercing height.Then when IHS RUN is selected,the torch willretract to the set retract height.After testing,return to the RUNmode for proper cutting operation.Manual Operation ScreenTorch Position Torch height can be changed when the torch isstationary or during a cut .Smallchange:+/-0.002inch/0.05mmLarge change:starts/stopscontinous motion,NOTE: IHS and A VC are disabled when viewing theManual Operation Screen.Setup Screen APierce Height Factor A percent value used to calculate the pierce height.During a normal cut cycle,the torch will movedown and sense.the workpiece.then retract to thePierce Height(Set Cut Height Pierce HeightFactor).At this point the THC will issue a"Start"singal to the plasma system and wait for aTransfer signal.See Determing Pierce Height Factor later in thissection.Stall Force Sets the lifter downward force during the IHScycle.This value isa compromise between IHS speed,accuacy and lifter loadcapacity.Normally this value is set to the lowest force thatwill raliably move the lifter at the set IHS Speed.This settingwill result in the least plate deflection and the greatest IHSaccuracy.This limited-force-stall sensing is the backup modeto the ohmiccontact plate sensing.System will default to limited-force-stallsensing if the Nozzle ohmic Contact is set to OFF.The use of Stall Force sensing is not as accurate asohmic contactsensing.To compensate for plate defection.the user may needto increase the values for Set Cut Height and /or PierceHeight Factor.Setpoint range: Relative value between1(minimum) and 10(maximum) IHS Speed Sets the lifter downward speed during the IHScycle.This value is a compromise between lifterspeed and IHS accuracy.NOTE: At lower speeds the IHS accuracy will beimproved.At excessive speeds the torch tip may bedamaged and decrease IHS accuracy.Setpoint range: Relative value between1(minimum) and 10(maximum)Nozzle Contact Active HD3070,MAX200,HT2000and HT2000LHFonly.Sets ohmic contact sensing to ON or OFF.Whensensing is ON,the torch will advance to theworkpiece during IHS.The nozzle completes anelectrical circuit when it contacts the plate,providingohmic sensing by the THC.This parameter should remain ON for mostapplications.May be disabled (OFF) to get a morereliable IHS when cutting underwater or when cuttingextremely dirty or rusty metal Limited-stall-forcesensing is always active and provides secondarysensing to the nozzle ohmic contact sensing. Preflow During IHS Sets Preflow During IHS to ON or OFF.When thisparameter is on,the Plasma Start and Hold Ignitionsignals will be activated at the start of an IHS cycle.The Hold Ignition signal makes it possible to increasethe overall machine throughput.This is done byallowing the two normally sequential processes ofIHS and preflow to occur simultaneously.When theIHS cycle is complete and the torch is positioned atthe piercing height,the Hold Ignition signal isdeactivated,allowing the power supply to ignite thetorch.Note that the gas preflow time is determined by theplasma system and will not be reduced by activatingthis parameter.This function occurs with nointeraction with the CNC and is totally under THCcontrol.Some Hyperthem power supplies may notinclude a Hold Ignition singal.Machine Accel Delay Sets a delay to allow the cutting machine to reach asteady cutting speed before activating the automaticvoltage control(A VC).If A VC is active before thecutting machine reaches a steady cutting speed,thetorch may dive toward the plate.During the MachineAccel Delay time,the torch will maintain the Set CutHeight.This delay is based on the cutting machiineacceleration time to reach steady state speed.Set thisdelay as low as possible without allowing the torch todive excessively at the beginning of the cut.Auto Kerf Detect Sets Auto Kerf Detect to ON or OFF.Reduces theprobability of the torch diving toward the plate whenthe arc is crossing a kerf.When this parameter isON,the THC will constantly monitor the arc voltagefor sudden changes.If a sudden change is detected,theTHC will assume the torch is crossing a kerf and willmaintain the torch height until the arcvoltage.becomes steady ,when A VC is resumed.If the part being cut does ont require crossing akerf,this parameter should be set to OFF(inactive). Homing Speed Sets the lifter retract (homing) speed,This value is acompromise between machine speed and the amountof weight on the lifter.At lower speeds,the lifter iscapable of lifting heavier loads.Setpoint range: Relative value between1(minimum)and10(maximum) Inch or Metric Units Units can be set for inches or millimeters.Retract Delay Sets a retract delay to allow time for the arc to rampdown and extinguish.This time delay will start whenthe CNC removes the Cycle Start signal and theplasma system is commanded to shutdown.After thisprograammed delay,the torch will retract.Set thisdelay as short as opssible,so that the torch does notretract when the plasma arc is still active.Retract Delay should be used on HyperthermLongLife plasma systems.Determining pierce height factorTypical pierce height factorSee Figure 4-4 for sequence of events.The Pierce Height Factor is a percentang of the cut height.The factor is entered intothe THCpendant and the system calculates the required pierce height.The Cut Height will bemaintaineduntil the Machine Acceleration Delay time has elapsed,then Automatic V oltageControl willcontrol torch height.The default pierce height factor is 150%.EXAMPLE: Cut Height = 0.100inchPierce Height Factor = 150%0.100inch×150% = 0.150inchPierce Height = 0.150inchTHC system perform thiscalculation.Figure 4-4 Typical pierce height factor — Sequence of eventsPierce height factor for thicker materialsGeneral When cutting materials 3/4 inch (19mm) or thicker,thetorch maycontact the molten metal accumulater on top of the plate duringpiercing.See Figure 4-5. To avoid this,the cut height and pierceheight factor can be set so that the torch will jump over themolten metal after piercing is completed.When to Apply If the torch dives into the molten metal accumulated onthe top of the plate during piercing.Do not apply if thisproblem is not encountered during piercing. Application Set the cut height to 2X the desired pierce height andenter a pierce height factor of 50%.(These are initialsettings which may be adjusted to obtain cutimprovements.)After the pierce delay,the torch willretract to the cut height for the Machine AccelerationDelay (clearing the molten metal)and the AutomaticV oltage Control(A VC) will take over.See Figure 4-6 forsequence of evevts.EXAMPLE Desired Pierce Height = 0.25 inchCut Height = 0.500inchPierce Height Factor = 50%0.500inch×50%=0.250inchPierce Height = 0.250inchTHC system performs thiscalculation.THC Operating cycle time-linesThe following pages describe the normal operating cycle time-lines for the THC inthe automaticand manual modes.Table 4-1 lists the problems that can occur during a typicaloperting cycle inthe automatic mode ,as well as solutions that can be done by the operator.Thenumbers shown isWARNINGTHE THC LIFTER CAN INJURE YOUR HAND The down force pressure of the X-Y THC Lifter has potential to cause injury.Be sure that the system is In a safe condition before accessing the lifter area.Automatic mode time-lineStartC traverses to next piercing position.2.For multiple torch/THC installations only:CNC issues INS-SYNC-IN signal toeach THC.3.This signal holda are firing until all THC are at IHS C issues aCYCLE-START-IN to THC.4.If Preflow During IHS is enabled.THC issues a PLASMA-START-OUT and aHOLD-IGNITION-OUT signal to plasma power supply.5.If Nozzle Contact(ohmic contact)is enable,torch spproaches plate at programmedspeed and stall force until nozzle makes ohmic contact with plate;then retractsslowly until nozzle ohmic contact is lost and then retracts to pierce height.b. If Nozzle Contact(ohmic contact) is disabled.torch dives at programmed speed and stall force ,until a motor stall is cletected and then retracts to pierce height.6.For multiple torch/THC installation only:THC issues IHS-COMPLETE-OUTsignal to CNC.When all IHS-COMPLETE-OUT signals have been staisfied,CNC releases IHS-SYNC-IN signal.7.If Preflow During IHS is not enabled. THC issues a PLASMA-START-OUTsingal to plasma power supply.8.If Preflow During IHS is enabled.THC releases are HOLD-IGNITION-OUTsignal.9.Preflow completes,if it has not already completed.10.Torch ingites.11.Arc transfer to workpiece,Plasma power supply issues ARC-TRANSFER-IN toTHC.12.Programmed pierce delay signal elapses.13.Torch quickly dives from pierce height to programmed cut height;programmedMACHINE ACCEL DELAY begins;THC issues PIERCE-COMPLETE-OUT signal to plasma power supply,and THC issues MACHINE-MOTION-OUT signal to CNC to begin profilling part.14.After MACHINE ACCELL DELAY elapses,arc voltagecontrol(A VC)begins.During A VC,an AUTO-HEIGHT-ON/OFF from CNC freezes torch position(traditional CORNER HOLD).During A VC,CNC should issue an AUTO-HEIGHT-OFF when CNC not moving at prograammed velocity.During A VC ,If AUTO KERF DETECT is enabled,torch position is frozen when crossing kerfs.15.At end of cut,CNC releases CYCLE-START-IN signal to THC.Programmedratract delay begins.16.Programmed retract delay time elapses and the THC raises torch until home limitswitch is reached or partial retract is checked.17.THC issues RETRACT-COMPLETE-OUT signal to CNC allowing traerse tonext cut position.Cycle completed,return to Start for next cycle.Table 4-1 THC operating cycle(automatic mode)process problems and solutions Problem Solution8. Arc extinguishes immediately after transfer/ Excessively large pierce hole.Check Pierce Delay on Automatic Operating Screen:the delay is set too long.(The torch dwells in the pierce position too long before machine motion.)Check that Machine Motion Out is active after Pierce Delayends.Check on control PCB,Machine interface Outputs,that D25 is illuminated.9. Torch moves before workpiece is pierced all the way through.Check Pierce Delay on Automatic Operating Screen.the Delay is set too short.10. Torch dives below cutting height immediately after pierce delay and before A VC begins.Increase Set Cut Height on Automatic Operating Screen and decrease Pierce Height Factor on Setup Screen A. Increase Machine Accel Delay on Setup Screen A.11A. Torch dives toward workpiece immediately After A VC begins.Increase Set Arc V olts on Automatic Operating Screen. Increase Machine Accel Delay on Setup Screen A. Decrease Set Cut Height on Automatic Operating Screen.11b. Torch retracts from workpiece immediately after A VC begins. Decrease Set Arc V olt onAutomatic Operating Screen. Increase Set Cut Height on Automatic Operating Screen. Check plasma interface arc voltage wiring.11c. Erratic voltage control Check for faulty grounds(work lead connection). Check for water leaks.12. Retract begins before arc has extinguished. Increase Retract Delay on Setup Screen A.13.Failure to retractDecrease Homing Speed on Setup Screen A.Check for obstructions in the torch path and torch lead set.StartC traverses to next piercing position.C issues a CYCLE-START-IN to THC.3.THC issues a PLASMA-START-OUT to plasma power supply.4.Preflow completes.5.Torch fires and arc transfers to workpiece.6.Plasma power supply issues TRANSFER-OUT signal to THC.7.Programmed pierce delay signal elapses.THC issuesPIERCE-COMPLETE-OUT singal to plasma power supply;and THC issuesMACHINE-MOTION-OUT signal to CNC to begin profiling part.8.At end of part profile,CNC release CYCLE-START-IN signal to THC .Torchposition freezes until arc has extinguished(until plasma power supply transfer singal is released to THC).Cycle completed,return to Start for next cycle.Note: At any time,the operator can manually jog the torch position up or down using the increment/arrow up or decrement/arrow down keys中文译文:第三章HT4400系统的相互联系等离子界面的PC板的制备A 去除等离子界面去除,拿走汇编的盖子。
机电一体化中英文互译

机械专业中英文对照英语词汇瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck加工中心machining center车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin 滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting 相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch 齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheelAssembly line 组装线Layout 布置图Conveyer 流水线物料板Rivet table 拉钉机Rivet gun 拉钉枪Screw driver 起子Pneumatic screw driver 气动起子worktable 工作桌OOBA 开箱检查fit together 组装在一起fasten 锁紧(螺丝)fixture 夹具(治具)pallet 栈板barcode 条码barcode scanner 条码扫描器fuse together 熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME 制造工程师MT 制造生技cosmetic inspect 外观检查inner parts inspect 部检查thumb screw 大头螺丝lbs. inch 镑、英寸EMI gasket 导电条front plate 前板rear plate 后板chassis 基座bezel panel 面板power button 电源按键reset button 重置键Hi-pot test of SPS 高源高压测试Voltage switch of SPS 电源电压接拉键sheet metal parts 冲件plastic parts 塑胶件SOP 制造作业程序material check list 物料检查表work cell 工作间trolley 台车carton 纸箱sub-line 支线left fork 叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |plein|刨床miller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |\\'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |\\' ksi\\'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单location地点present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheet PCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪边drag form压锻差pocket for the punch head挂钩槽slug hole废料feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机阿基米德蜗杆Archimedes worm安全系数safety factor; factor of safety安全载荷safe load凹面、凹度concavity扳手wrench板簧flat leaf spring半圆键woodruff key变形deformation摆杆oscillating bar摆动从动件oscillating follower摆动从动件凸轮机构cam with oscillating follower 摆动导杆机构oscillating guide-bar mechanism 摆线齿轮cycloidal gear摆线齿形cycloidal tooth profile摆线运动规律cycloidal motion摆线针轮cycloidal-pin wheel包角angle of contact保持架cage背对背安装back-to-back arrangement背锥back cone ;normal cone背锥角back angle背锥距back cone distance比例尺scale比热容specific heat capacity闭式链closed kinematic chain闭链机构closed chain mechanism臂部arm变频器frequency converters变频调速frequency control of motor speed变速speed change变速齿轮change gear change wheel变位齿轮modified gear变位系数modification coefficient标准齿轮standard gear标准直齿轮standard spur gear表面质量系数superficial mass factor表面传热系数surface coefficient of heat transfer表面粗糙度surface roughness并联式组合combination in parallel并联机构parallel mechanism并联组合机构parallel combined mechanism并行工程concurrent engineering并行设计concurred design, CD不平衡相位phase angle of unbalance不平衡imbalance (or unbalance)不平衡量amount of unbalance不完全齿轮机构intermittent gearing波发生器wave generator波数number of waves补偿compensation参数化设计parameterization design, PD残余应力residual stress操纵及控制装置operation control device槽轮Geneva wheel槽轮机构Geneva mechanism ;Maltese cross槽数Geneva numerate槽凸轮groove cam侧隙backlash差动轮系differential gear train差动螺旋机构differential screw mechanism差速器differential常用机构conventional mechanism; mechanism in common use 车床lathe承载量系数bearing capacity factor承载能力bearing capacity成对安装paired mounting尺寸系列dimension series齿槽tooth space齿槽宽spacewidth齿侧间隙backlash齿顶高addendum齿顶圆addendum circle齿根高dedendum齿根圆dedendum circle齿厚tooth thickness齿距circular pitch齿宽face width齿廓tooth profile齿廓曲线tooth curve齿轮gear齿轮变速箱speed-changing gear boxes 齿轮齿条机构pinion and rack齿轮插刀pinion cutter; pinion-shaped shaper cutter 齿轮滚刀hob ,hobbing cutter齿轮机构gear齿轮轮坯blank齿轮传动系pinion unit齿轮联轴器gear coupling齿条传动rack gear齿数tooth number齿数比gear ratio齿条rack齿条插刀rack cutter; rack-shaped shaper cutter齿形链、无声链silent chain齿形系数form factor齿式棘轮机构tooth ratchet mechanism插齿机gear shaper重合点coincident points重合度contact ratio冲床punch传动比transmission ratio, speed ratio传动装置gearing; transmission gear传动系统driven system传动角transmission angle传动轴transmission shaft串联式组合combination in series串联式组合机构series combined mechanism串级调速cascade speed control创新innovation creation创新设计creation design垂直载荷、法向载荷normal load唇形橡胶密封lip rubber seal磁流体轴承magnetic fluid bearing从动带轮driven pulley从动件driven link, follower从动件平底宽度width of flat-face从动件停歇follower dwell从动件运动规律follower motion从动轮driven gear粗线bold line粗牙螺纹coarse thread大齿轮gear wheel打包机packer打滑slipping带传动belt driving带轮belt pulley带式制动器band brake单列轴承single row bearing单向推力轴承single-direction thrust bearing单万向联轴节single universal joint单位矢量unit vector当量齿轮equivalent spur gear; virtual gear当量齿数equivalent teeth number; virtual number of teeth当量摩擦系数equivalent coefficient of friction当量载荷equivalent load刀具cutter导数derivative倒角chamfer导热性conduction of heat导程lead导程角lead angle等加等减速运动规律parabolic motion; constant acceleration and deceleration motion等速运动规律uniform motion; constant velocity motion等径凸轮conjugate yoke radial cam等宽凸轮constant-breadth cam等效构件equivalent link等效力equivalent force等效力矩equivalent moment of force等效量equivalent等效质量equivalent mass等效转动惯量equivalent moment of inertia等效动力学模型dynamically equivalent model底座chassis低副lower pair点划线chain dotted line(疲劳)点蚀pitting垫圈gasket垫片密封gasket seal碟形弹簧belleville spring顶隙bottom clearance定轴轮系ordinary gear train; gear train with fixed axes动力学dynamics动密封kinematical seal动能dynamic energy动力粘度dynamic viscosity动力润滑dynamic lubrication动平衡dynamic balance动平衡机dynamic balancing machine 动态特性dynamic characteristics动态分析设计dynamic analysis design动压力dynamic reaction动载荷dynamic load端面transverse plane端面参数transverse parameters端面齿距transverse circular pitch端面齿廓transverse tooth profile端面重合度transverse contact ratio端面模数transverse module端面压力角transverse pressure angle锻造forge对称循环应力symmetry circulating stress对心滚子从动件radial (or in-line ) roller follower对心直动从动件radial (or in-line ) translating follower对心移动从动件radial reciprocating follower对心曲柄滑块机构in-line slider-crank (or crank-slider) mechanism 多列轴承multi-row bearing多楔带poly V-belt多项式运动规律polynomial motion多质量转子rotor with several masses惰轮idle gear额定寿命rating life额定载荷load ratingII 级杆组dyad发生线generating line发生面generating plane法面normal plane法面参数normal parameters法面齿距normal circular pitch法面模数normal module法面压力角normal pressure angle法向齿距normal pitch法向齿廓normal tooth profile法向直廓蜗杆straight sided normal worm法向力normal force反馈式组合feedback combining反向运动学inverse ( or backward) kinematics反转法kinematic inversion反正切Arctan成法generating cutting仿形法form cutting案设计、概念设计concept design, CD防振装置shockproof device飞轮flywheel飞轮矩moment of flywheel非标准齿轮nonstandard gear非接触式密封non-contact seal非期性速度波动aperiodic speed fluctuation非圆齿轮non-circular gear粉末合金powder metallurgy分度线reference line; standard pitch line分度圆reference circle; standard (cutting) pitch circle 分度圆柱导程角lead angle at reference cylinder分度圆柱螺旋角helix angle at reference cylinder分母denominator分子numerator分度圆锥reference cone; standard pitch cone分析法analytical method封闭差动轮系planetary differential复合铰链compound hinge复合式组合compound combining复合轮系compound (or combined) gear train复合平带compound flat belt复合应力combined stress复式螺旋机构Compound screw mechanism复杂机构complex mechanism杆组Assur group干涉interference刚度系数stiffness coefficient刚轮rigid circular spline钢丝软轴wire soft shaft刚体导引机构body guidance mechanism刚性冲击rigid impulse (shock)刚性转子rigid rotor刚性轴承rigid bearing刚性联轴器rigid coupling高度系列height series高速带high speed belt高副higher pair格拉晓夫定理Grashoff`s law根切undercutting公称直径nominal diameter高度系列height series功work工况系数application factor工艺设计technological design工作循环图working cycle diagram 工作机构operation mechanism工作载荷external loads工作空间working space工作应力working stress工作阻力effective resistance工作阻力矩effective resistance moment公法线common normal line公共约束general constraint公制齿轮metric gears功率power功能分析设计function analyses design共轭齿廓conjugate profiles共轭凸轮conjugate cam构件link鼓风机blower固定构件fixed link; frame固体润滑剂solid lubricant关节型操作器jointed manipulator惯性力inertia force惯性力矩moment of inertia ,shaking moment 惯性力平衡balance of shaking force惯性力完全平衡full balance of shaking force惯性力部分平衡partial balance of shaking force 惯性主矩resultant moment of inertia惯性主失resultant vector of inertia冠轮crown gear广义机构generation mechanism广义坐标generalized coordinate轨迹生成path generation轨迹发生器path generator滚刀hob滚道raceway滚动体rolling element滚动轴承rolling bearing滚动轴承代号rolling bearing identification code 滚针needle roller滚针轴承needle roller bearing滚子roller滚子轴承roller bearing滚子半径radius of roller滚子从动件roller follower滚子链roller chain滚子链联轴器double roller chain coupling滚珠丝杆ball screw滚柱式单向超越离合器roller clutch过度切割undercutting函数发生器function generator函数生成function generation含油轴承oil bearing耗油量oil consumption耗油量系数oil consumption factor赫兹公式H. Hertz equation合成弯矩resultant bending moment合力resultant force合力矩resultant moment of force黑箱black box横坐标abscissa互换性齿轮interchangeable gears花键spline滑键、导键feather key滑动轴承sliding bearing滑动率sliding ratio滑块slider环面蜗杆toroid helicoids worm环形弹簧annular spring缓冲装置shocks; shock-absorber灰铸铁grey cast iron回程return回转体平衡balance of rotors混合轮系compound gear train积分integrate机电一体化系统设计mechanical-electrical integration system design 机构mechanism机构分析analysis of mechanism机构平衡balance of mechanism机构学mechanism机构运动设计kinematic design of mechanism机构运动简图kinematic sketch of mechanism机构综合synthesis of mechanism机构组成constitution of mechanism机架frame, fixed link机架变换kinematic inversion机器machine机器人robot机器人操作器manipulator机器人学robotics技术过程technique process技术经济评价technical and economic evaluation 技术系统technique system机械machinery机械创新设计mechanical creation design, MCD机械系统设计mechanical system design, MSD机械动力分析dynamic analysis of machinery机械动力设计dynamic design of machinery机械动力学dynamics of machinery机械的现代设计modern machine design机械系统mechanical system机械利益mechanical advantage机械平衡balance of machinery机械手manipulator机械设计machine design; mechanical design机械特性mechanical behavior机械调速mechanical speed governors机械效率mechanical efficiency机械原理theory of machines and mechanisms机械运转不均匀系数coefficient of speed fluctuation机械无级变速mechanical stepless speed changes基础机构fundamental mechanism基本额定寿命basic rating life基于实例设计case-based design,CBD基圆base circle基圆半径radius of base circle基圆齿距base pitch基圆压力角pressure angle of base circle基圆柱base cylinder基圆锥base cone急回机构quick-return mechanism急回特性quick-return characteristics急回系数advance-to return-time ratio急回运动quick-return motion棘轮ratchet棘轮机构ratchet mechanism棘爪pawl极限位置extreme (or limiting) position极位夹角crank angle between extreme (or limiting) positions计算机辅助设计computer aided design, CAD计算机辅助制造computer aided manufacturing, CAM计算机集成制造系统computer integrated manufacturing system, CIMS 计算力矩factored moment; calculation moment计算弯矩calculated bending moment加权系数weighting efficient加速度acceleration加速度分析acceleration analysis加速度曲线acceleration diagram尖点pointing; cusp尖底从动件knife-edge follower间隙backlash间歇运动机构intermittent motion mechanism 减速比reduction ratio减速齿轮、减速装置reduction gear减速器speed reducer减摩性anti-friction quality渐开螺旋面involute helicoid渐开线involute渐开线齿廓involute profile渐开线齿轮involute gear渐开线发生线generating line of involute渐开线程involute equation渐开线函数involute function渐开线蜗杆involute worm渐开线压力角pressure angle of involute渐开线花键involute spline简谐运动simple harmonic motion键key键槽keyway交变应力repeated stress交变载荷repeated fluctuating load交叉带传动cross-belt drive交错轴斜齿轮crossed helical gears胶合scoring角加速度angular acceleration角速度angular velocity角速比angular velocity ratio角接触球轴承angular contact ball bearing角接触推力轴承angular contact thrust bearing 角接触向心轴承angular contact radial bearing 角接触轴承angular contact bearing铰链、枢纽hinge校正平面correcting plane接触应力contact stress接触式密封contact seal阶梯轴multi-diameter shaft结构structure结构设计structural design截面section节点pitch point 节距circular pitch; pitch of teeth节线pitch line节圆pitch circle节圆齿厚thickness on pitch circle节圆直径pitch diameter节圆锥pitch cone节圆锥角pitch cone angle解析设计analytical design紧边tight-side紧固件fastener径节diametral pitch径向radial direction径向当量动载荷dynamic equivalent radial load径向当量静载荷static equivalent radial load径向基本额定动载荷basic dynamic radial load rating 径向基本额定静载荷basic static radial load tating径向接触轴承radial contact bearing径向平面radial plane径向游隙radial internal clearance径向载荷radial load径向载荷系数radial load factor径向间隙clearance静力static force静平衡static balance静载荷static load静密封static seal局部自由度passive degree of freedom矩阵matrix矩形螺纹square threaded form锯齿形螺纹buttress thread form矩形牙嵌式离合器square-jaw positive-contact clutch 绝对尺寸系数absolute dimensional factor绝对运动absolute motion绝对速度absolute velocity均衡装置load balancing mechanism抗压强度compression strength开口传动open-belt drive开式链open kinematic chain开链机构open chain mechanism可靠度degree of reliability可靠性reliability可靠性设计reliability design, RD空气弹簧air spring空间机构spatial mechanism空间连杆机构spatial linkage空间凸轮机构spatial cam空间运动副spatial kinematic pair空间运动链spatial kinematic chain空转idle宽度系列width series框图block diagram雷诺程Reynolds‘s equation离心力centrifugal force离心应力centrifugal stress离合器clutch离心密封centrifugal seal理论廓线pitch curve理论啮合线theoretical line of action隶属度membership力force力多边形force polygon力封闭型凸轮机构force-drive (or force-closed) cam mechanism 力矩moment力平衡equilibrium力偶couple力偶矩moment of couple连杆connecting rod, coupler连杆机构linkage连杆曲线coupler-curve连心线line of centers链chain链传动装置chain gearing链轮sprocket sprocket-wheel sprocket gear chain wheel联组V 带tight-up V belt联轴器coupling shaft coupling两维凸轮two-dimensional cam临界转速critical speed六杆机构six-bar linkage龙门刨床double Haas planer轮坯blank轮系gear train螺杆screw螺距thread pitch螺母screw nut螺旋锥齿轮helical bevel gear螺钉screws螺栓bolts螺纹导程lead 螺纹效率screw efficiency螺旋传动power screw螺旋密封spiral seal螺纹thread (of a screw)螺旋副helical pair螺旋机构screw mechanism螺旋角helix angle螺旋线helix ,helical line绿色设计green design design for environment马耳他机构Geneva wheel Geneva gear马耳他十字Maltese cross脉动无级变速pulsating stepless speed changes脉动循环应力fluctuating circulating stress脉动载荷fluctuating load铆钉rivet迷宫密封labyrinth seal密封seal密封带seal belt密封胶seal gum密封元件potted component密封装置sealing arrangement面对面安装face-to-face arrangement面向产品生命期设计design for product`s life cycle, DPLC 名义应力、公称应力nominal stress模块化设计modular design, MD模块式传动系统modular system模幅箱morphology box模糊集fuzzy set模糊评价fuzzy evaluation模数module摩擦friction摩擦角friction angle摩擦力friction force摩擦学设计tribology design, TD摩擦阻力frictional resistance摩擦力矩friction moment摩擦系数coefficient of friction摩擦圆friction circle磨损abrasion wear; scratching末端执行器end-effector目标函数objective function耐腐蚀性corrosion resistance耐磨性wear resistance挠性机构mechanism with flexible elements挠性转子flexible rotor齿轮internal gear齿圈ring gear力internal force圈inner ring能量energy能量指示图viscosity逆时针counterclockwise (or anticlockwise)啮出engaging-out啮合engagement, mesh, gearing啮合点contact points啮合角working pressure angle啮合线line of action啮合线长度length of line of action啮入engaging-in牛头刨床shaper凝固点freezing point; solidifying point扭转应力torsion stress扭矩moment of torque扭簧helical torsion spring诺模图NomogramO 形密封圈密封O ring seal盘形凸轮disk cam盘形转子disk-like rotor抛物线运动parabolic motion疲劳极限fatigue limit疲劳强度fatigue strength偏置式offset偏( 心) 距offset distance偏心率eccentricity ratio偏心质量eccentric mass偏距圆offset circle偏心盘eccentric偏置滚子从动件offset roller follower偏置尖底从动件offset knife-edge follower偏置曲柄滑块机构offset slider-crank mechanism 拼接matching评价与决策evaluation and decision频率frequency平带flat belt平带传动flat belt driving平底从动件flat-face follower平底宽度face width平分线bisector 平均应力average stress平均中径mean screw diameter平均速度average velocity平衡balance平衡机balancing machine平衡品质balancing quality平衡平面correcting plane平衡质量balancing mass平衡重counterweight平衡转速balancing speed平面副planar pair, flat pair平面机构planar mechanism平面运动副planar kinematic pair平面连杆机构planar linkage平面凸轮planar cam平面凸轮机构planar cam mechanism平面轴斜齿轮parallel helical gears普通平键parallel key其他常用机构other mechanism in common use起动阶段starting period启动力矩starting torque气动机构pneumatic mechanism奇异位置singular position起始啮合点initial contact , beginning of contact气体轴承gas bearing千斤顶jack嵌入键sunk key强迫振动forced vibration切齿深度depth of cut曲柄crank曲柄存在条件Grashoff`s law曲柄导杆机构crank shaper (guide-bar) mechanism曲柄滑块机构slider-crank (or crank-slider) mechanism 曲柄摇杆机构crank-rocker mechanism曲齿锥齿轮spiral bevel gear曲率curvature曲率半径radius of curvature曲面从动件curved-shoe follower曲线拼接curve matching曲线运动curvilinear motion曲轴crank shaft驱动力driving force驱动力矩driving moment (torque)全齿高whole depth。
机电一体化专业外文翻译--机电一体化技术发展
外文原文:1, electromechanical integration and the development of technology trends Since an electronic technology birth of electronic technology and mechanical technology integration began, only a semiconductor integrated circuit, particularly in a microprocessor representative of the large-scale integrated circuits for the future, "mechatronics," a technical after significant progress, and has attracted widespread attention.(1) mechanical-electrical integration, "the course of development1. CNC machine tools come out, wrote "mechatronics," the first page of history;2. Microelectronic technology, "mechatronics''bring a great vitality;3. PLC, "Power Electronics" for the development of "mechatronics" provide a firm foundation;4. Laser technology, fuzzy technology, information technology and other new technologies to "mechanical and electrical integration," a new and higher level.(B) mechanical-electrical integration, "the development trend1. Integration of optical and electrical machinery. General mechanical and electrical integration system by sensing systems, energy systems, information processing systems, machinery, and other components of the structure. Therefore, the introduction of optical technology, the realization of the inherent advantages of optical technology is effective Improved mechanical-electrical integration system sensing system, energy (power) systems and information processing system. optical and electrical machinery integration is the development of mechanical and electrical products trend.2. Systematic self-distribution - Flexible Future electromechanical integration products, and implementation of control systems are adequate "redundancy" and more "flexible" and can better deal with an emergency, is designed "self-distribution system." Self-discipline in the distribution system, the various subsystems are independent of each other's work, the subsystem for system services, and has its own "self-discipline", according to different environmental conditions react differently. Its characteristics are subsystem can generate its own information and additional information given in the overall premise, specific "action" can be changed. In this way,significantly increase the system's ability to adapt (flexible), not because of the failure of a subsystem of the whole system.3. Holographic systematic - intelligent. Future integration of mechanical and electrical products, "holographic" features more and more obvious, more and more high-level intelligence. This is mainly revenues in the fuzzy technology, information technology (especially software and chip technology) development. In addition, the hierarchical structure of the system, a simple change of "top-down" situation is complex, there is much more two-way link redundancy.4. "Of a software" of the - Biomimetic systematic. Future integration of electrical and mechanical devices on the dependence of great information, and often the structure is in a "static" instability, but in a dynamic (work) when is stable. This is a bit like living biological: When control system (the brain) to stop work, then of "Death", and when control system (brain) work, the biological vitality. Bionics research in the field of a number of organisms have been found good institutions can provide products for the electrical and mechanical integration of the new body, but how to live with these new body of "Life" has to be in-depth study. This field of study referred to as "biological - Software" or "biological - System", and biological characteristics of the hardware (body) - Software (brain) one and indivisible. It seems, electromechanical integration of the products although there are more systematic development, but there is a long way to go.5. MEMS of - miniaturization. At present, the semiconductor devices used in the manufacturing process of etching technology, in the lab has produced sub-micron mechanical components. When will this result for the actual product, there is no need to distinguish between the mechanical part and controller. Will be completely mechanical and electronic "integration", and the body, the Executive Body, sensors, such as CPU can be integrated with the size of a small, and the formation of a self-regulatory components. This micro-mechanical integration of electromechanical important direction of development.Second, the typical electromechanical integration productsMechanical and electrical subsystems integration products (complete machine) and the foundation yuan, part two categories. Typical mechanical-electricalintegration system: CNC machine tools, robotics, automotive electronic products, intelligent instrumentation, electronic publishing printing systems, CAD / CAM systems. Typical electromechanical integration yuan, components are: power electronic devices and devices, programmable logic controller, fuzzy controller, micro-motors, sensors, ASIC, servo institutions. These typical electromechanical integration of technical status quo and development trends, market analysis of (not quoted);.Third, China's development "mechatronics" the situation and tasks facingMechanical and electrical integration mainly include two levels: First, by using microelectronic technology to transform traditional industries, and its purpose is energy and materials to enhance efficiency, improve product quality, the traditional industries of technological advances in improving step two is to develop automated, digital , intelligent mechanical and electrical products, and promote the upgrading of products.(1) China's "mechatronics" of the situation facing1. China's microelectronics technology to transform traditional industries with the workload of large and broad, difficult2. Electromechanical integration technology with China's accelerated product upgrading, enhancing the voice of the market share, pressure.3. Electromechanical integration with China replaced by products of low technology content and added value, energy, water, supplies, pollution, disturbing product liability heavy and meaningful. China's industrial systems, energy consumption, water consumption big, serious environmental pollution enterprises also accounted for a fairly large proportion. In recent years China's industrial structure, product mix Although several adjustments, but for various reasons, lack of effectiveness has been obvious. This is a higher level inside leading departments from many doors, enterprises are "finding it hard to leave their native land", "is entrenched industry", but also optimize the undeniable not the ideal industry, the optimized no Italian products. The best answer long ago put these enterprises in the face, this is the development of mechanical and electrical integration, development and production of the electrical and mechanical integration products. Mechatronics product featuresstrong, good performance, high-quality, low cost, and has a flexible, according to the needs of the market and reflect the user when the product mix and production process to do the necessary restructuring and reform, instead of switching equipment. This is the solution of mechanical and electrical products and more variety, the less important way to mass production. At the same time, for the traditional mechanical industries injection of fresh blood, bringing new vitality, and the heavy machinery production from the manual relieved to achieve civilized production.Furthermore, from the point of view of market demand, China's research and development of mechanical and electrical integration products with no long history, a big gap between the many varieties of product, quantity, grade, quality, can not meet the demand, larger than the annual import volume, much-needed development.(2) China's "mechatronics," the taskChina's mechanical and electrical integration, the task can be summed up in two sentences: The first observation is extensively used electromechanical integration technology to transform traditional industries; Another observation is that the mechanical and electrical integration in a big way to develop products, and promote the upgrading of mechanical and electrical products. The overall goal is to promote the formation of mechanical and electrical integration industry for China's industrial structure and product mix adjustment and make contributions.In short, electromechanical integration technology is to revitalize traditional electromechanical industrial source of fresh blood and driving force, is to open China's electromechanical industry products, the industrial structure adjustment of the keys to the door.Fourth, China's development "mechatronics" Countermeasures(1) strengthen the co-ordination arrangements, coordinated development planCurrently, the country engaged in "mechatronics" research and development and production of many units. Each had a set of its own development strategy. The units in their plans because of the foothold, the focus of the restrictions, it is inevitable to consider only local interests, the competent departments of the project and planning, lack of a unified consider, and make enough issue, the lack of authoritative Looking at the overall development plans and strategic planning. It is therefore recommendedthat the competent departments instruct the relevant units of in-depth investigation and study and scientific analysis on the basis of the overall development of a unified management "mechatronics" research, development, production plans and programmes to avoid duplication of development, production crashes!(B) strengthen regulation of the industry, to play the "Association" roleAt present, China's "mechatronics" more heat, while the current industry breakdown methods and management system, "from many doors" is the difficult pyridoxine. Therefore, it is necessary to clarify our country a "mechatronics" industry's management body, according to the country's political and economic reforms the spirit, as well as mechanical and electrical integration industry characteristics, we propose that the Beijing as soon as possible to strengthen the construction of the Electrical and Mechanical Integration Association, given its industry management functions. "Association" We should further expand the leadership - the representatives of the Governing Council and the level of coverage, we must strengthen the Office of the Secretariat building; able to pass its smart offices, economic entities, organizations, "industry" development, strategic planning fiction; guidance layout layout of the industry adjustment, the starting point for the development of options, do a good job of the pilot and key projects of the issuing of the project, the tender exercise……(C) Optimization development environment, increased support for theOptimization development environment that through propaganda among the masses, creating a community as a whole, both inside and outside the enterprise to support "the mechanical and electrical integration," the atmosphere of development, such as China as soon as possible for foreign investors to invest in the development of "mechatronics" industry to provide convenient as possible for the establishment of development, production integration of mechanical and electrical products give the green light to high-tech enterprises; endeavour to develop, manufacture electromechanical integration products, such as the deployment of elements of good resources.Increase the intensity of support, technology policy, it is necessary to strictly limit the consumption of electricity, water, supplies high-traditional productdevelopment, did not use the mechanical and electrical integration of backward technology products restrictions mandatory elimination; strongly advocated using electromechanical integration on the traditional industries for the transformation of the electrical and mechanical integration technology to transform traditional industries dry on the technical development and application of project priority projects, and give priority support to the technical development and application of the unit to contribute to leadership, science and technology personnel of recognition incentives.(D) to highlight key development, take into account the "two levels"Mechatronics industries cover a very wide, and our financial, human and material resources are limited, so we grasp mechatronics industry development can not be exhaustive, Bengpuzhixu, it should distinguish between primary and secondary, bold choices, in order, selective. Attention should be paid to work on two levels. The first level is the "face" of work, namely the use of electronic information technology to transform traditional industries, in the traditional electromechanical devices implanted or grafted on Microelectronics (computer) devices, the "machinery" and "electronic" technology in the Jiancengci integrate. The second level is the "increase", that is the beginning of the new product design, they "machinery" and "electronic" unified consideration, "machinery" and "electronic" inextricably linked, in-depth integration of the new production Products are at least do electromechanical integration.CONCLUSION: In this paper, in the careful guidance of teachers and strict requirements have been completed. Learning and life, will always feel the careful guidance of a mentor and selfless caring, I benefited. You are here to express our deep gratitude and lofty respect. Why not plot to跬step of a thousand miles, the smooth completion of the design, but also owe much to the datum related to the serious and responsible teacher, I can well understand and use our professional knowledge, and to be reflected in the design. At the same time, I collected a lot of online information before making my dissertation work smoothly. College of Engineering here to all teachers expressed heartfelt thanks.中文译文:一、机电一体化技术发展历程及其趋势自电子技术一问世,电子技术与机械技术的结合就开始了,只是出现了半导体集成电路,尤其是出现了以微处理器为代表的大规模集成电路以后,"机电一体化"技术之后有了明显进展,引起了人们的广泛注意.(一)机电一体化"的发展历程1.数控机床的问世,写下了"机电一体化"历史的第一页;2.微电子技术为"机电一体化''带来勃勃生机;3.可编程序控制器、"电力电子"等的发展为"机电一体化"提供了坚强基础;4.激光技术、模糊技术、信息技术等新技术使"机电一体化"跃上新台阶.(二)机电一体化"发展趋势1.光机电一体化.一般的机电一体化系统是由传感系统、能源系统、信息处理系统、机械结构等部件组成的.因此,引进光学技术,实现光学技术的先天优点是能有效地改进机电一体化系统的传感系统、能源(动力)系统和信息处理系统.光机电一体化是机电产品发展的重要趋势.2.自律分配系统化——柔性化.未来的机电一体化产品,控制和执行系统有足够的“冗余度”,有较强的“柔性”,能较好地应付突发事件,被设计成“自律分配系统”。
一篇机电一体化的英语论文及翻译
一篇机电一体化的英语论文及翻译第一篇:一篇机电一体化的英语论文及翻译A Systems Approach for Modelling Mechatronics SystemsBassam A.Hussein Production and Quality Engineering Department, The Norwegian University of Science and Technology, NTNU, Trondheim, NorwayReceived on December 3,1997ABSTRACTThis paper presents a unified approach based on utilizing multidimensional arrays in order to model the physical and logical properties of mechatronics systems.A mechatronics system model consists of two interacting submodels.A submodel that describes aspects related to energy flow in the physical system, and another submodel that describes aspects related to information flow in the control system.The multidimensional array based approach of modelling provides us with the possibility to use one terminology and the same formalism for modelling both subsystems.The consequence of using the same formalism is that simulation of the mechatronics system can be performed using only one simulation environmentKeywords: Mechatronics, System, Modelling1.INTRODUCTIONMechatronics system is defined as the synergetic integration of mechanical engineering with electronics, and intelligent computer control in the design and manufacturing of industrial products and processes [5].The components of mechatronics systems must be designed concurrently, that is, the constraints imposed on the system by each discipline must be considered at the very early stages.Therefore, proper system design willdepend heavily on the use of modelling and simulation throughout the design and prototyping stages.The integration within a mechatronics system is performed through the combination of the hardware components resulting in a physical system and through the integration of the information processing system resulting in an intelligent control system [7].The mechatronics system then, is the result of applying computer based control systems to physical systems.The control system is designed to execute commands in real time in order to select, enhance, and supervise the behavior of the physical system.The only possible way to guarantee that these control functions will keep the behavior of the whole system within certain boundaries before we actually build it, is to create a model of the real system that takes into account all the imposed constraints by both the hardware and software components.This implies that a model of the real system must be powerful enough to capture all the properties of mechatronics system.That includes;the dynamic, static, discrete event, logic, as well as cost related properties of the real system, a task we believe, defies any fragmented approach of modelling.In this paper we present a unified approach for modelling mechatronics systems.This unified approach utilizes geometric objects or multidimensional arrays to formulate models of mechatronics systems.The multidimensional array based approach of modelling provides us with the possibility to use the same formalism for a large variety of systems [2,3,4,9].The consequence of using the same formalism is that simulation of mechatronics systems can be performed using only one simulation environment.2.MODEL STRUCTUREIntuitively speaking, a model that describes the dynamicbehavior of a given system can not be used to investigate the static behavior of the very same system.Therefore, in order to capture all aspects, we need a variety of models, each one of them encapsulates some aspects of the real system.We will consider the mechatronics system model as a set of connected submodels, each submodel corresponds to some realizable aspects.In this regard, the term connected was used to emphasize the dependency between the variables in these submodels.Throughout the process of modelling, we shall distinguish between the following concepts, see Figure 1.Decomposition: in order to handle the complexity of mechatronics systems, they should be decomposed into subsystems.This decomposition is carried out on a multilevel fashion until we reach the basic elements that constitute the total system.The primitive system model: is a description of the system in the disconnected state.It expresses the relation between the variables in the individual elements when the bonds between these elements are removed.By this model we isolate a specific behavior;static, dynamic, etc., in each element.A pair of local variables defines the behavior of a given element locally.The Connected system model: is a description of the same system after taking the internal constraints into account.The internal constraints within the system are given by the way the local variables are connected or related directly as well as indirectly by the variables of the connected system.The connected system model resembles the actual structure of the real system.The applied sources are generated due to interaction between the system and its environment.They could be seen as the external constraints imposed on the system or even inherent constraints in the form of stored energy in system elements.3.APPLICATIONEXAMPLE Consider, the manufacturing system shown in Figure 2.The system consists of a boring spindle powered by a direct current motor.The feed forward motion of the boring spindle is carried out by means of a hydraulic linear actuator.The hydraulic actuator is powered by a constant pressure hydraulic pump.The volumetric flow in the hydraulic circuit is controlled by a servo valve [8].The above manufacturing system has the following specifications: The positions of boring spindle are sensed by three micro breakers.Breaker(B)which indicates that the boring spindle is at the rear position.At the rear position the rapid phase valve(I)will be switched on in order to allow a rapid forward motion(F)and the signal(S)will switch on the spindle motor.Breaker(M)indicates that the boring spindle has reached the feeding position.At this position the rapid phase valve will be switched off in order to start a controlled feed forward motion.This motion is regulated by the servo valve(St).Breaker(€)which indicates that the boring spindle has reached its final position, at this position and the backward motion(R)will begin, simultaneously the rapid phase valve(I)will be switched on in order to allow a rapid backward motion.It is also specified that the rotating speed of the spindle motor should be kept at 3000 rpm.during boring the work piece and the feed forward speed must be kept at 2cm/sec under all loading conditions.Our objective is to set up a complete model of the given system using multidimensional arrays and to carry out necessary experiments on the model to verify that specifications are satisfied.3.1 Physical System ModellingWhen modelling physical systems, we are concerned with modelling the evolution of the physical variables that lives within this system.The decomposition of the physical system is shownin Figure 3.The groups of basic physical elements are classified into three categories: Generalized resistor: examples of this category are;electric resistor, mechanical damper, and hydraulic resistor.Generalized capacitor: examples of this category are;electric capacitor, mechanical spring, and hydraulic reservoir.Generalized inductor examples of this category are;electric inductor, mechanical mass, and hydraulic inductor.Breaking down the physical system into subsystems and further into basic elements will provide us with a sharp insight about the evolution of the physical quantities within each subsystem, yielding to better understanding of the modes and the states that each subsystem would attain.The advantages of having such insight will become visible during the design phase of a local control system.Modelling can be considered as the opposite procedure of decomposition.The difference is that, in decomposition, we divide the system into independent physical entities, while in modelling we reconnect the models of these physical entities.Therefore, modelling can be seen as the procedure of connection.In modelling, we start at the bottom level of this hierarchy and move upwards.At each level, we propagate from a primitive system model to a connected system model.In the succeeding level, the primitive system model would then be established by aggregating the connected system models from the former level as shown in Figure 4.At the bottom level of each subsystem, the primitive system model will be established by utilizing the governing equation or the fundamental law of each individual element.That fundamental law, such as Newton's law or Ohm's law, describes the local behavior of that element.Direct and indirect connections that resemble the internal constraints within the boundaries of eachsubsystem define the transformation from the primitive system model to the connected system model.For systems with linear connections such as direct current servomotor, the internal constraints are given by one connection object, the velocity object(V).The velocity object is a 2-dimensional array, the rows in that array correspond to the variables in the primitive system(local variables)and the columns correspond to the variables in the connected system(global variables).Thus, the velocity object is a transformation from the global variables in the connected system model to local variables in the primitive system model.The model of the physical system is set up by aggregating diagonally the connected system models of the hydraulic subsystem and the boring spindle.Modelling the physical system resulted in a set of different all algebraic equations [7].In a state space form, the behavior of the physical system is given by: y = ~(A , x , u , ~)Where(x)is the set of initial state variables,(u)is the set of input sources,(A)is the state transition matrix for the physical specific control function of truth or falsehood(1 0).3.2 Control System Modelling Before a control algorithm can be designed and implemented we need a description of its required properties or behavior.A precise and comprehensive mathematical model of the properties of the control system could be expressed by employing logic notation.This mathematical model provides us with means to reveal the inconsistency and conflicts in the control system and to verify that the control system meets design specifications.In order to carry out all control functions outlined in problem description, the control system should be decomposed into three subsystems.A process controller subsystem, which will be responsible to issue start and stop commands for the differentphysical entities and two continuos controllers.One controller for the servo valve in the hydraulic subsystem in order to regulate the feed forward motion of the hydraulic actuator.The second controller is for the servomotor in order to regulate the angular speed of the spindle motor.The decomposition is shown in Figure 5.The functions of each subsystem are described by a set of logical arguments or rules.Each of these logical arguments could be considered as a subsystem that can be decomposed further into a number of factious logical elements.These elements could be literally anything that could carry a logical variable that assumes either the stateof truth or falsehood(1 0).These elements represent the primitive system model of aspecific control function.The procedure of modelling the control system will also move upward along the hierarchy until a total model is obtained as shown in Figure 6.In the primitive system model, the connections between the logical variables are defined by three connection objects.In classical logic, they are referred to as basic logical connectives.The group of basic logical connectives includes;conjunction(AND),disjunction(OR), and negation(NOT).We propagate to the connected system model by aggregating the logical variables in the primitive system using the above logical connectives.A connected subsystem is nothing else but the truth table of a logical argument expressed in a multi-dimensional array form.The number of axes in that array should be equal to the number of variables, therefore all repeated axes must be fused together by the method of colligation.The connected system expresses all the possible states of the system after imposing the internal constraints on the structure by connecting its individual elements.The behavior of the control system could be represented in the following forms = f(p , , i , n).Where,(0)is a set of input variables that is external constraints due to interaction with the environment.(P,)is the state transition matrix of the control system expressed in multidimensional array format.(s)is a set of output variables.The index(n)is analogues to a time index in that it specifies the order of a given state.3.3 Model of The Total SystemSince both systems utilize different types of signals internally, then intuitively speaking, the only possible interface between the physical and the control system model will take place externally, through the environment by means of the impressed sources.In the above manufacturing system, we can distinguish between two ways of interface between the physical and the control system.Discrete interface: takes place in the process controller when the purpose of the control system is to coordinate asynchronous tasks to satisfy system requirements.For example, when an event command “start the spindle motor” is issued by the process controller, the spindle motor starts rotating.The process of rotation itself is controlled by the lower level controller(continuos controller).Continuous interface: takes place locally on lower level control schemes when the purpose of the control system is to keep the behavior of the physical system within given boundaries such as implementing speed control.The resultant system model in this case is said to be a hybrid system model.The identifying characteristics of hybrid systems are that they incorporate both continuos dynamic behavior, i.e., the evolution of physical quantities governed by differential and algebraic equations(y = f(A , x , u , r)), and discrete event dynamic behavior governed by logic equations:(s = f(p , , i , n)).A total model can be obtained by generating a simple interface between the physical system model and the control system model.Theinterface will be consisting of two simple memoryless mapping functions(a)and(p)[l].The first map(a)converts the controller output(s)into a constant incremental input to the physical system as follows: u(i)= a(s n)The second map(p)converts the physical system output into a set of input logic variables to the control system as follows: i= p(y(r)), as shown in Figure 7.What we have gained so far is establishing a consistent and complete mathematical description of mechatronics system model by using arrays to identify the properties of the whole system.The interface between the submodels is kept as simple as possible by employing simple mapping functions.4.SIMULATION Considering that the whole system is at rest and the boring spindle is at the rear position and the user has just pressed start button.The combination of input signal from the breakers and from the interface with the physical system will cause the control system to attain a new state and consequently a new set of output logical variables will be generated.This combination of output signals will cause the boring spindle to start moving forward in a rapid phase motion(uncontrolled motion).At the same time the spindle motor will be switched on and start rotating.However, since the spindle motor has not yet reached the feeding position, this rotation speed will remain unaffected by the servo motor control algorithm.Simulation for the angular velocity of the spindle motor is shown in Figure 8.It is shown from Figure 8 that the spindle motor will attain a constant rotation speed of 3173 rpm.after a transient period of about 5 seconds.The spindle motor was simulated assuming zero load torque on the spindle that is because the boring spindle has not yet reached feeding position.The objective of the control system will be to keep spindle motor within 3000 r.p.m.under all loadingconditions.Simulation of the linear speed and the differential pressure of the hydraulic actuator is shown in Figure 9.I t shows that the rapid phase velocity of the actuator is about 6cm/sec.The system will continue to operate within the boundaries shown in Figure 8 and Figure 9 until i t receives a new set of input sources.That set will be initiated when the boring spindle reaches position M.Due to the signals generated from the interface with physical system, which is no longer at rest, combined with a new set of signals from the micro breakers.The control system will attain a new state and generate another set of output signals to be interpreted by the mapping function and converted into new input physical signals.In this case, the boring spindle will go from rapid phase motion(6cmkec)to a controlled feed forward motion in such way that the feed forward motion will be kept at 2cm/sec, and the rotating speed of the spindle motor should be reduced from 3173 r.p.m.to be within 3000 r.p.m.under all loading conditions.The actuator linear velocity will be controlled by the servo valve controller algorithm.And the boring spindle motor will be controlled by the servo motor controller algorithm.Assuming that the servomotor is subjected to cosine load torque given by(q = 2 x cost)and the hydraulic cylinder is subjected to load force given by(F ~= 0.0s x c o s t).Simulation results are shown in Figure 10 and Figure 1 1.The simulation shows that the output speed of both the spindle motor and the actuator cylinder are kept within the boundaries specified by control algorithm.5.CONCLUSIONSA systems approach that utilizes multidimensional arrays for modelling mechatronics systems has been proposed and presented in this paper.The array approach provided us with a powerful mathematical representation of the real system.Byutilizing multidimensional arrays we set up two submodels embodying the physical and the logical properties of mechatronics system.The interface between these two submodels is kept as simple as possible by employing a simple mapping functions.6.REFERENCESAntsaklis, et.al.1993, Hybrid system modelling and autonomous control systems.Hybrid systems workshop, Technical university of Denmark.Bjrarke, 0., 1989, Manufacturing systems theory A geometric approach to connection.Tapir-TrondheimFranksen, Ole I., 1992, The geometry of logic, from truth tables to nested arrays.The 4th international symposium on systems analysis and simulations.BerlinHarashima, et.al.1996, Mechatronics-What is it, why, and how?.IEEWASME Transactions on Mechatronics, Vol.1, No.Hussein, B.A., 1997, On modelling mechatronics systems.NTNU report, Trondheim, Norway Isermann, R., 1996, Modelling and design methodology for mechatronics system.IEEE/ASME Transactions on Mechatronics, Vol.1, No.Mprller, G.L, 1995, On the technology of array based logic.Ph.D.dissertation Electric power engineering department, Technical University of Denmark建立机电一体化模型的系统方法Bassam A.Hussein 生产和质量工程部,挪威科技大学,师大,挪威特隆赫姆1997年11月3日摘要本文介绍了一个统一的基于利用多维阵列以模拟物理和逻辑机电系统的性能。
机电一体化中英文对照外文翻译文献
中英文对照外文翻译文献(文档含英文原文和中文翻译)By integration of machinery developmentThe modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation, in mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management system has had the huge change, caused the industrial production to enter into “the integration of machinery” by “the machinery electrification” for the characteristic development phase.First, the integration of machinery outlineIntegration of machinery is refers in the organization new owner function, the power function, in the information processing functio n and the control function introduces the electronic technology, u nifies the system the mechanism and the computerization design and the software which constitutes always to call.Integration of machinery is refers in the organization new owner function, the power function, in the information processing functio n and the control function introduces the electronic technology, u nifies the system the mechanism and the computerization design and the software which constitutes always to call.The integration of machinery development also has become one to h ave until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content, but its basic characteristic may summarize is: The inte gration of machinery is embarks from the system viewpoint, synthes is community technologies and so on utilization mechanical technolo gy, microelectronic technology, automatic control technology, compute r technology, information technology, sensing observation and contro l technology, electric power electronic technology, connection techn ology, information conversion technology as well as software progra mming technology, according to the system function goal and the o ptimized organization goal, reasonable disposition and the layout v arious functions unit, in multi-purpose, high grade, redundant reli able, in the low energy consumption significance realize the speci fic function value, and causes the overall system optimization the systems engineering technology, from this produces function system , then becomes an integration of machinery systematic or the inte gration of machinery product.Therefore, “the integration of machinery”covering “the technolog y”and “the product”two aspects, only are, the integration of machinery technology is based on the above community technology organic fusion one kind of comprehensive technology, but is not m echanical technical, the microelectronic technology as well as othe r new technical simple combination, pieces together, this is the integration of machinery and the machinery adds the machinery elec trification which the electricity forms in the concept basic diffe rence, the mechanical engineering technology has the merely technic al to develop the machinery electrification, still was the traditi onal machinery, its main function still was replaces with the enl argement physical strength, after but developed the integration of machinery, micro electron installment eliminated may substitute fo r certain mechanical parts original Outside function, but also can entrust with many new functions, like the automatic detection, t he automatic reduction information, demonstrate the record, the aut omatic control and the control automatic diagnosis and the protect ion automatically and so on, not only namely the integration of machinery product is human's hand and body extending, human's sens e organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrificati on distinguishes in the function essence.Second, the integration of machinery development conditionIntegration of machinery development may divide into 3 stages roug hly, 20th century 60's before for the first stage, this stage is called the initial stage, in this time, the people determination not on own initiative uses the electronic technology the prelimi nary achievement to consummate the mechanical product the performan ce, specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar trans fers civilly, to the postwar economical restoration positive functi on, has developed and the development at that time generally spea king also is at the spontaneous condition, because at that time the electronic technology development not yet achieved certainly Le vel. Mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively.The 20th century 70~80 ages for the second stage, may be called the vigorous development stage, this time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development, large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development, this time characteristic is:①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale;②The integration of machinery technology and the product obtained the enormous development;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stage which makes great strides forward to the intelle ctualized direction, the integration of machinery enters the thorou gh development time, on the one hand, optics, the communication a nd so on entered the integration of machinery, processes the tech nology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the new branch; On the ot her hand to the integration of machinery system modelling design, the analysis and the integrated method, the integration of machi nery discipline system and the trend of development has all condu cted the thorough research, simultaneously, because domains and soon artificial intelligence technology, neural network technology a nd optical fiber technology obtain the huge progress, opened the development vast world for the integration of machinery technology,these research, will urge the integration of machinery further t o establish the integrity the foundation and forms the integrity gradually the scientific system.Third, the integration of machinery trend of developmentIntegration of machinery is the collection machinery, the electron, optics, the control, the computer, the information and so on th e multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology developme nt and the progress, therefore, the integration of machinery main development direction is as follows:3.1IntellectualizedIntellectualization is a 21st century integration of machinery tech nological development important development direction, the artificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bed intellectualization is the important application, here said “the intellectualization”is to the machine behavior descr iption, is in the control theory foundation, the absorption artifi cial intelligence, the operations research, the computer science, t he fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate t he human intelligence, enable it to have abilities and so on j udgment inference, logical thinking, independent decision-making, obt ains the higher control goal in order to, indeed, enable the int egration of machinery product to have With the human identical in telligence, is not impossible, also is nonessential, but, the high performance, the high speed microprocessor enable the integration of machinery product to have .preliminary intelligent or human's partial intelligences, then is completely possible and essential.3.2 ModularModulations are one item important and the arduous project, becaus e the integration of machinery product type and the manufacturer are many, but the development and the development have standard m echanical connection, electrical connection, power connection, the e nvironment connection integration of machinery product unit are an item extremely complex also are the extremely important matters, like the development collection deceleration, the intelligent velo city modulation, the electrical machinery in a body power unit, h ave function and so on vision, imagery processing, recognition and range finder control units, as well as each kind can complete the model operation the mechanism, like this, may use the standar d unit to develop the new product rapidly, simultaneously also ma y expand the scale of production, this need formulation Each standard, in order to various parts, the unit match and the connecti on, as a result of the conflicts of interest, very will be diff icult to formulate international or the domestic this aspect stand ard in the near future, but might through set up some big enter prises to8 form gradually, obviously, the advantage which from the el ectrical product standardization, the seriation will bring may af firm, regardless of will be to produces the standard integration of machinery unit the enterprise to produce the integration of ma chinery product the enterprise, the formalization will give the in tegration of machinery enterprise to bring the happy future3.3 Network1990s, the computer technology and so on the prominent achievement was the networking, networking starting with the rapid developmen t for the science and technology, the industrial production, polit ical, the military, the education magnanimous act person daily l ife has all brought the huge transformation, each kind of network the global economy, the production linked up into a single stre tch, enterprise's competition will also globalize, once the integra tion of machinery new product developed, so long as its function were original, the quality was reliable, very quick could the b est-selling whole world, as a result of the network popularization , was on the rise based on network each kind of long-distance c ontrol and the surveillance technology, but long-distance control t erminal device itself will be the integration of machinery product , the field busWas the domestic electric appliances network has9 become the situation with the local area network technolog y, connected using the family network each kind of domestic elect ric appliances take the computer as the central computer integrati on electrical appliances system, caused the people at home to sha re the inconvenience and the joy which each kind of high-tech br ought, therefore, the integration of machinery product faced the n etwork direction to develop without doubt.3.4 MicrominiaturizedMicrominiaturization emerge in the end of 1980s, refers is the in tegration of machinery to the miniature machine and the microscopi c domain development tendency, overseas name it micro electron mec hanical system (MEMS), makes a general reference the geometry size not to surpass 1cm3 the integration of machinery product, and t o micron, the nanometer level development, the micro integration o f machinery product volume small, consumes energy few, the movemen t is nimble, in aspects and so on biological medical service, mi litary, information has the incomparable superiority, the micro int egration of machinery development bottleneck lies in the micro mechanical technology, the micro integration of machinery product proc essing uses the fine processing technology, namely ultra precise t echnology, it including photoetching technology and etching technolo gy two kinds.3.5 GreenIndustries lived developed for the people have brought the huge c hange, on the one hand, the material was rich, the life was com fortable; On the other hand, the resources reduce, the ecological environment receives the serious pollution, therefore, the people appealed the protection environment resources, the return nature, the green product concept arises at the historic moment under t his kind of call, the green is the time tendency, the green pro duct in its design, the manufacture, the use and in the destruct ion life process, conforms to the specific environmental protection and the human health request, harmless or the harm are extremel y few to the ecological environment, the resources use factor is extremely high, the design green integration of machinery product , has the broad development future, the integration of machinery product green mainly is refers, when use does not pollute the ec ological environment, after the abandonment can recycle the use. 3.6 systematizationsOne of systematized performance characteristics is the system archi tecture further uses open style and the patternizing main line st ructure. the system may the nimble configuration, carries on tailo rs and the combination willfully, simultaneously seeks realizes the multi-subsystem coordination control and the synthesis management, second performance is the correspondence function big enhancement, generally besides RS232, but also will have RS485, the DCS pers onification, the future integration of machinery even more pays gr eat attention to the product and human's relations, the integratio n of machinery personification will have two meanings, one will b e, the integration of machinery product finally user will be a h uman, how will entrust with the integration of machinery product person's intelligence, the emotion, the human nature appears more and more importantly, specially the opposite partyWith the robot, its high-level boundary is the man-machine integration, another imi tates the biological mechanism, develops each kind of mechanical a nd electrical body flower product, in fact, many integration of m achinery products all are developed animal's inspiration.Fourth, the model integration of machinery productIntegration of machinery product subsystem (complete machine) and t he foundation Yuan, the part two big kinds, the typical integrati on of machinery system includes: The numerical control engine bed, the robot, the automobile computerization product,12 the intellectualized instrument measuring appliance, the elec tronic publishing printing system, the CAD/CAM system and so on, the typical integration of machinery Yuan, the part includes: Elec tric power electronic device and equipment, programmable controller, fuzzy controller, miniature electrical machinery, sensor, special-p urpose integrated circuit, servo and so on, these model integratio n of machinery product technical present situation, trend of devel opment, market prospect analysis omitting.Fifth, our country develops the situation and the duty integration of machinery work which “The integration of machinery” faces mainly includes two levels: One, with the microelectronic technology transformation tradition industry, its goal is the energy conservation, the nodal wood, enhances the work efficiency, improves the product quality, enhances the traditional industry technology advancement one step; Two, development automation, digitization, intellectualized mechanical and electrical products, promotion product renewal.(1) our country “the integration of machinery†the work fac es situation1. Our country is big with the microelectronic technology transfor mation tradition industry work load and is broad, has difficulty2. Our country with the integration of machinery technology accele ration product renewal, enhances the market share the call to be high, has the pressure.3.Our country is low with the integration of machinery product su bstitution technology content and the added value, consumes energy, the water consumption, consumes the material to be high, the po llution, harasses the people product the responsibility to be heav y, has the significance, in our country industrial system, the en ergy consumption, the water consumption wealthy and powerful family , also accounts for the quite great proportion to the environment al pollution serious enterprise, in recent years our country's ind ustry structure, product mix although several passes through the adjustment, but because many kinds of reasons, the result contin uously insufficiently is obvious, inside this no doubt has the hi gher authority to lead the department the policy comes out of ma ny doors question, “therefore has the enterprise “to hate to le ave one's native land”clings to tenaciously industry”the quest ion, but undeniable also has cannot optimize the ideal industry, optimal pleasing product The question, on the good answer already suspended at these enterprise's front, this was the development integration of machinery, developed with the production related int egration of14 machinery product, the integration of machinery product fu nction strong, the performance good, the quality high, the cost was low, also had the flexibility, might according to when the ma rket requirement and the user reflection the product mix and the production process made the essential adjustment, the reform, but did not need to change the equipment, this was the solution me chanical and electrical products multi-varieties, the few volume pr oduction important outlet, simultaneously, might pour into the fres h blood for the traditional mechanical industry, brought the new vigor, extricated the machinery production from the arduous physica l labor, realization Enlightened production.Moreover, looked from the market demand angle, because our country develops, the development integration of machinery product history is not long, the disparity is big, many product varieties, quan tity, the scale, the quality all cannot meet the need, the impor t volume all quite is big every year, therefore must develop urg ently.(2) Our country “the integration of machinery†work duty Our country may summarize in the integration of machinery aspect duty is two speeches: A speech widely thoroughly uses the integra tion of machinery technological transformations tradition industry; Another speech is develops the integration of15 machinery product on a grand scale, the promotion mechani cal and electrical products renewal, the total goal is the promot ion mechanical and electrical body industry formation, makes the c ontribution for our country industrial structure and the product m ix adjustment.In brief, the integration of machinery technology not only is pro motes the traditional mechanical and electrical industry fresh bloo d and the source power, also is opens our country mechanical and electrical profession product mix, the industrial structure adjust s the front door the key.Sixth, our country develops “the integration of machinery†c ountermeasure(1) Enhancement overall plan arrangement, coordinated development pl anAt present, our country is engaged in the unit which “the integ ration of machinery”the research develops and produces to be ve ry many, each one all has a set of own development strategy, va rious units' plan as a result of respective standpoint, the objec tive point limit, only is considered unavoidably the local interes t, various16 department responsible for the work's related plan and pl an, also some unification consideration insufficiency, the overall plan arrangement insufficient question, simultaneously lacks the com prehensive survey overall situation to have the authority development plan and the strategic plan, therefore, suggested various depar tment responsible for the work charges the unit concerned in to conduct the thorough investigation and study, in the scientific an alysis foundation, formulates manages the overall situation “the i ntegration of machinery”the research, the development, the produc tive plan and the plan Avoids developing duplicates, produces hasa collision!(2) Strengthened profession management, display “associationâ€functionAt present, our country “integration of machinery”hot, but acco rding to the present profession division method and the management system, “the policy comes out of many doors”is difficult duo , therefore, our country has the necessity to be clear about one “the integration of machinery”the profession to manage the or ganization, according to the present country political reform and the economic restructuring spirit, as well as the integration of machinery profession characteristic, we suggested, strengthens Beijin g Integration of machinery Association as soon as possible the co nstruction, entrusts with its profession management function, “the association”must further expand the leadership organization - -council representative the stratification plane and the coverage, must strengthen the office, secretariat's construction; Must throu gh its astute capable administrative body, the economic entity, the organization17 “the profession”the development plan, strategic plan dr awing up; The instruction profession stationing layout adjustment, carries on develops the breach choice, pays special attention to the priority project the experiment site and the related project loses one's temper, the tender work ......Seventh, the conclusionIn summary, the integration of machinery appearance is not isolate d, it is many science and technology development crystallization, is the social productive forces develops the certain stage inevita bly request Certainly, also has with the integration of machinery related technology very many, and along with the science and te chnology development, the tendency which each kind of technology w ill fuse mutually more and more is obvious, the integration of m achinery technology broad prospects for development more and more will be also bright.论机电一体化的发展现代科学技术的不断发展,极大地推动了不同学科的交叉与渗透,导致了工程领域的技术革命与改造,在机械工程领域,由于微电子技术和计算机技术的迅速发展及其向机械工业的渗透所形成的机电一体化,使机械工业的技术结构、产品机构、功能与构成、生产方式及管理体系发生了巨大变化,使工业生产由“机械电气化”迈入了“机电一体化”为特征的发展阶段。
机电一体化专业外文翻译--机电一体化技术发展
外文原文:1, electromechanical integration and the development of technology trends Since an electronic technology birth of electronic technology and mechanical technology integration began, only a semiconductor integrated circuit, particularly in a microprocessor representative of the large-scale integrated circuits for the future, "mechatronics," a technical after significant progress, and has attracted widespread attention.(1) mechanical-electrical integration, "the course of development1. CNC machine tools come out, wrote "mechatronics," the first page of history;2. Microelectronic technology, "mechatronics''bring a great vitality;3. PLC, "Power Electronics" for the development of "mechatronics" provide a firm foundation;4. Laser technology, fuzzy technology, information technology and other new technologies to "mechanical and electrical integration," a new and higher level.(B) mechanical-electrical integration, "the development trend1. Integration of optical and electrical machinery. General mechanical and electrical integration system by sensing systems, energy systems, information processing systems, machinery, and other components of the structure. Therefore, the introduction of optical technology, the realization of the inherent advantages of optical technology is effective Improved mechanical-electrical integration system sensing system, energy (power) systems and information processing system. optical and electrical machinery integration is the development of mechanical and electrical products trend.2. Systematic self-distribution - Flexible Future electromechanical integration products, and implementation of control systems are adequate "redundancy" and more "flexible" and can better deal with an emergency, is designed "self-distribution system." Self-discipline in the distribution system, the various subsystems are independent of each other's work, the subsystem for system services, and has its own "self-discipline", according to different environmental conditions react differently. Its characteristics are subsystem can generate its own information and additional information given in the overall premise, specific "action" can be changed. In this way,significantly increase the system's ability to adapt (flexible), not because of the failure of a subsystem of the whole system.3. Holographic systematic - intelligent. Future integration of mechanical and electrical products, "holographic" features more and more obvious, more and more high-level intelligence. This is mainly revenues in the fuzzy technology, information technology (especially software and chip technology) development. In addition, the hierarchical structure of the system, a simple change of "top-down" situation is complex, there is much more two-way link redundancy.4. "Of a software" of the - Biomimetic systematic. Future integration of electrical and mechanical devices on the dependence of great information, and often the structure is in a "static" instability, but in a dynamic (work) when is stable. This is a bit like living biological: When control system (the brain) to stop work, then of "Death", and when control system (brain) work, the biological vitality. Bionics research in the field of a number of organisms have been found good institutions can provide products for the electrical and mechanical integration of the new body, but how to live with these new body of "Life" has to be in-depth study. This field of study referred to as "biological - Software" or "biological - System", and biological characteristics of the hardware (body) - Software (brain) one and indivisible. It seems, electromechanical integration of the products although there are more systematic development, but there is a long way to go.5. MEMS of - miniaturization. At present, the semiconductor devices used in the manufacturing process of etching technology, in the lab has produced sub-micron mechanical components. When will this result for the actual product, there is no need to distinguish between the mechanical part and controller. Will be completely mechanical and electronic "integration", and the body, the Executive Body, sensors, such as CPU can be integrated with the size of a small, and the formation of a self-regulatory components. This micro-mechanical integration of electromechanical important direction of development.Second, the typical electromechanical integration productsMechanical and electrical subsystems integration products (complete machine) and the foundation yuan, part two categories. Typical mechanical-electricalintegration system: CNC machine tools, robotics, automotive electronic products, intelligent instrumentation, electronic publishing printing systems, CAD / CAM systems. Typical electromechanical integration yuan, components are: power electronic devices and devices, programmable logic controller, fuzzy controller, micro-motors, sensors, ASIC, servo institutions. These typical electromechanical integration of technical status quo and development trends, market analysis of (not quoted);.Third, China's development "mechatronics" the situation and tasks facingMechanical and electrical integration mainly include two levels: First, by using microelectronic technology to transform traditional industries, and its purpose is energy and materials to enhance efficiency, improve product quality, the traditional industries of technological advances in improving step two is to develop automated, digital , intelligent mechanical and electrical products, and promote the upgrading of products.(1) China's "mechatronics" of the situation facing1. China's microelectronics technology to transform traditional industries with the workload of large and broad, difficult2. Electromechanical integration technology with China's accelerated product upgrading, enhancing the voice of the market share, pressure.3. Electromechanical integration with China replaced by products of low technology content and added value, energy, water, supplies, pollution, disturbing product liability heavy and meaningful. China's industrial systems, energy consumption, water consumption big, serious environmental pollution enterprises also accounted for a fairly large proportion. In recent years China's industrial structure, product mix Although several adjustments, but for various reasons, lack of effectiveness has been obvious. This is a higher level inside leading departments from many doors, enterprises are "finding it hard to leave their native land", "is entrenched industry", but also optimize the undeniable not the ideal industry, the optimized no Italian products. The best answer long ago put these enterprises in the face, this is the development of mechanical and electrical integration, development and production of the electrical and mechanical integration products. Mechatronics product featuresstrong, good performance, high-quality, low cost, and has a flexible, according to the needs of the market and reflect the user when the product mix and production process to do the necessary restructuring and reform, instead of switching equipment. This is the solution of mechanical and electrical products and more variety, the less important way to mass production. At the same time, for the traditional mechanical industries injection of fresh blood, bringing new vitality, and the heavy machinery production from the manual relieved to achieve civilized production.Furthermore, from the point of view of market demand, China's research and development of mechanical and electrical integration products with no long history, a big gap between the many varieties of product, quantity, grade, quality, can not meet the demand, larger than the annual import volume, much-needed development.(2) China's "mechatronics," the taskChina's mechanical and electrical integration, the task can be summed up in two sentences: The first observation is extensively used electromechanical integration technology to transform traditional industries; Another observation is that the mechanical and electrical integration in a big way to develop products, and promote the upgrading of mechanical and electrical products. The overall goal is to promote the formation of mechanical and electrical integration industry for China's industrial structure and product mix adjustment and make contributions.In short, electromechanical integration technology is to revitalize traditional electromechanical industrial source of fresh blood and driving force, is to open China's electromechanical industry products, the industrial structure adjustment of the keys to the door.Fourth, China's development "mechatronics" Countermeasures(1) strengthen the co-ordination arrangements, coordinated development planCurrently, the country engaged in "mechatronics" research and development and production of many units. Each had a set of its own development strategy. The units in their plans because of the foothold, the focus of the restrictions, it is inevitable to consider only local interests, the competent departments of the project and planning, lack of a unified consider, and make enough issue, the lack of authoritative Looking at the overall development plans and strategic planning. It is therefore recommendedthat the competent departments instruct the relevant units of in-depth investigation and study and scientific analysis on the basis of the overall development of a unified management "mechatronics" research, development, production plans and programmes to avoid duplication of development, production crashes!(B) strengthen regulation of the industry, to play the "Association" roleAt present, China's "mechatronics" more heat, while the current industry breakdown methods and management system, "from many doors" is the difficult pyridoxine. Therefore, it is necessary to clarify our country a "mechatronics" industry's management body, according to the country's political and economic reforms the spirit, as well as mechanical and electrical integration industry characteristics, we propose that the Beijing as soon as possible to strengthen the construction of the Electrical and Mechanical Integration Association, given its industry management functions. "Association" We should further expand the leadership - the representatives of the Governing Council and the level of coverage, we must strengthen the Office of the Secretariat building; able to pass its smart offices, economic entities, organizations, "industry" development, strategic planning fiction; guidance layout layout of the industry adjustment, the starting point for the development of options, do a good job of the pilot and key projects of the issuing of the project, the tender exercise……(C) Optimization development environment, increased support for theOptimization development environment that through propaganda among the masses, creating a community as a whole, both inside and outside the enterprise to support "the mechanical and electrical integration," the atmosphere of development, such as China as soon as possible for foreign investors to invest in the development of "mechatronics" industry to provide convenient as possible for the establishment of development, production integration of mechanical and electrical products give the green light to high-tech enterprises; endeavour to develop, manufacture electromechanical integration products, such as the deployment of elements of good resources.Increase the intensity of support, technology policy, it is necessary to strictly limit the consumption of electricity, water, supplies high-traditional productdevelopment, did not use the mechanical and electrical integration of backward technology products restrictions mandatory elimination; strongly advocated using electromechanical integration on the traditional industries for the transformation of the electrical and mechanical integration technology to transform traditional industries dry on the technical development and application of project priority projects, and give priority support to the technical development and application of the unit to contribute to leadership, science and technology personnel of recognition incentives.(D) to highlight key development, take into account the "two levels"Mechatronics industries cover a very wide, and our financial, human and material resources are limited, so we grasp mechatronics industry development can not be exhaustive, Bengpuzhixu, it should distinguish between primary and secondary, bold choices, in order, selective. Attention should be paid to work on two levels. The first level is the "face" of work, namely the use of electronic information technology to transform traditional industries, in the traditional electromechanical devices implanted or grafted on Microelectronics (computer) devices, the "machinery" and "electronic" technology in the Jiancengci integrate. The second level is the "increase", that is the beginning of the new product design, they "machinery" and "electronic" unified consideration, "machinery" and "electronic" inextricably linked, in-depth integration of the new production Products are at least do electromechanical integration.CONCLUSION: In this paper, in the careful guidance of teachers and strict requirements have been completed. Learning and life, will always feel the careful guidance of a mentor and selfless caring, I benefited. You are here to express our deep gratitude and lofty respect. Why not plot to跬step of a thousand miles, the smooth completion of the design, but also owe much to the datum related to the serious and responsible teacher, I can well understand and use our professional knowledge, and to be reflected in the design. At the same time, I collected a lot of online information before making my dissertation work smoothly. College of Engineering here to all teachers expressed heartfelt thanks.中文译文:一、机电一体化技术发展历程及其趋势自电子技术一问世,电子技术与机械技术的结合就开始了,只是出现了半导体集成电路,尤其是出现了以微处理器为代表的大规模集成电路以后,"机电一体化"技术之后有了明显进展,引起了人们的广泛注意.(一)机电一体化"的发展历程1.数控机床的问世,写下了"机电一体化"历史的第一页;2.微电子技术为"机电一体化''带来勃勃生机;3.可编程序控制器、"电力电子"等的发展为"机电一体化"提供了坚强基础;4.激光技术、模糊技术、信息技术等新技术使"机电一体化"跃上新台阶.(二)机电一体化"发展趋势1.光机电一体化.一般的机电一体化系统是由传感系统、能源系统、信息处理系统、机械结构等部件组成的.因此,引进光学技术,实现光学技术的先天优点是能有效地改进机电一体化系统的传感系统、能源(动力)系统和信息处理系统.光机电一体化是机电产品发展的重要趋势.2.自律分配系统化——柔性化.未来的机电一体化产品,控制和执行系统有足够的“冗余度”,有较强的“柔性”,能较好地应付突发事件,被设计成“自律分配系统”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中英文对照外文翻译文献(文档含英文原文和中文翻译)By integration of machinery developmentThe modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation, in mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management system has had the huge change, caused the industrial production to enter into “the integration of machinery” by “the machinery electrification” for the characteristic development phase.First, the integration of machinery outlineIntegration of machinery is refers in the organization new owner function, the power function, in the information processing functio n and the control function introduces the electronic technology, u nifies the system the mechanism and the computerization design and the software which constitutes always to call.Integration of machinery is refers in the organization new owner function, the power function, in the information processing functio n and the control function introduces the electronic technology, u nifies the system the mechanism and the computerization design and the software which constitutes always to call.The integration of machinery development also has become one to h ave until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content, but its basic characteristic may summarize is: The inte gration of machinery is embarks from the system viewpoint, synthes is community technologies and so on utilization mechanical technolo gy, microelectronic technology, automatic control technology, compute r technology, information technology, sensing observation and contro l technology, electric power electronic technology, connection techn ology, information conversion technology as well as software progra mming technology, according to the system function goal and the o ptimized organization goal, reasonable disposition and the layout v arious functions unit, in multi-purpose, high grade, redundant reli able, in the low energy consumption significance realize the speci fic function value, and causes the overall system optimization the systems engineering technology, from this produces function system , then becomes an integration of machinery systematic or the inte gration of machinery product.Therefore, “the integration of machinery”covering “the technolog y”and “the product”two aspects, only are, the integration of machinery technology is based on the above community technology organic fusion one kind of comprehensive technology, but is not m echanical technical, the microelectronic technology as well as othe r new technical simple combination, pieces together, this is the integration of machinery and the machinery adds the machinery elec trification which the electricity forms in the concept basic diffe rence, the mechanical engineering technology has the merely technic al to develop the machinery electrification, still was the traditi onal machinery, its main function still was replaces with the enl argement physical strength, after but developed the integration of machinery, micro electron installment eliminated may substitute fo r certain mechanical parts original Outside function, but also can entrust with many new functions, like the automatic detection, t he automatic reduction information, demonstrate the record, the aut omatic control and the control automatic diagnosis and the protect ion automatically and so on, not only namely the integration of machinery product is human's hand and body extending, human's sens e organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrificati on distinguishes in the function essence.Second, the integration of machinery development conditionIntegration of machinery development may divide into 3 stages roug hly, 20th century 60's before for the first stage, this stage is called the initial stage, in this time, the people determination not on own initiative uses the electronic technology the prelimi nary achievement to consummate the mechanical product the performan ce, specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar trans fers civilly, to the postwar economical restoration positive functi on, has developed and the development at that time generally spea king also is at the spontaneous condition, because at that time the electronic technology development not yet achieved certainly Le vel. Mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively.The 20th century 70~80 ages for the second stage, may be called the vigorous development stage, this time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development, large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development, this time characteristic is:①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale;②The integration of machinery technology and the product obtained the enormous development;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stage which makes great strides forward to the intelle ctualized direction, the integration of machinery enters the thorou gh development time, on the one hand, optics, the communication a nd so on entered the integration of machinery, processes the tech nology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the new branch; On the ot her hand to the integration of machinery system modelling design, the analysis and the integrated method, the integration of machi nery discipline system and the trend of development has all condu cted the thorough research, simultaneously, because domains and soon artificial intelligence technology, neural network technology a nd optical fiber technology obtain the huge progress, opened the development vast world for the integration of machinery technology,these research, will urge the integration of machinery further t o establish the integrity the foundation and forms the integrity gradually the scientific system.Third, the integration of machinery trend of developmentIntegration of machinery is the collection machinery, the electron, optics, the control, the computer, the information and so on th e multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology developme nt and the progress, therefore, the integration of machinery main development direction is as follows:3.1IntellectualizedIntellectualization is a 21st century integration of machinery tech nological development important development direction, the artificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bed intellectualization is the important application, here said “the intellectualization”is to the machine behavior descr iption, is in the control theory foundation, the absorption artifi cial intelligence, the operations research, the computer science, t he fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate t he human intelligence, enable it to have abilities and so on j udgment inference, logical thinking, independent decision-making, obt ains the higher control goal in order to, indeed, enable the int egration of machinery product to have With the human identical in telligence, is not impossible, also is nonessential, but, the high performance, the high speed microprocessor enable the integration of machinery product to have .preliminary intelligent or human's partial intelligences, then is completely possible and essential.3.2 ModularModulations are one item important and the arduous project, becaus e the integration of machinery product type and the manufacturer are many, but the development and the development have standard m echanical connection, electrical connection, power connection, the e nvironment connection integration of machinery product unit are an item extremely complex also are the extremely important matters, like the development collection deceleration, the intelligent velo city modulation, the electrical machinery in a body power unit, h ave function and so on vision, imagery processing, recognition and range finder control units, as well as each kind can complete the model operation the mechanism, like this, may use the standar d unit to develop the new product rapidly, simultaneously also ma y expand the scale of production, this need formulation Each standard, in order to various parts, the unit match and the connecti on, as a result of the conflicts of interest, very will be diff icult to formulate international or the domestic this aspect stand ard in the near future, but might through set up some big enter prises to8 form gradually, obviously, the advantage which from the el ectrical product standardization, the seriation will bring may af firm, regardless of will be to produces the standard integration of machinery unit the enterprise to produce the integration of ma chinery product the enterprise, the formalization will give the in tegration of machinery enterprise to bring the happy future3.3 Network1990s, the computer technology and so on the prominent achievement was the networking, networking starting with the rapid developmen t for the science and technology, the industrial production, polit ical, the military, the education magnanimous act person daily l ife has all brought the huge transformation, each kind of network the global economy, the production linked up into a single stre tch, enterprise's competition will also globalize, once the integra tion of machinery new product developed, so long as its function were original, the quality was reliable, very quick could the b est-selling whole world, as a result of the network popularization , was on the rise based on network each kind of long-distance c ontrol and the surveillance technology, but long-distance control t erminal device itself will be the integration of machinery product , the field busWas the domestic electric appliances network has9 become the situation with the local area network technolog y, connected using the family network each kind of domestic elect ric appliances take the computer as the central computer integrati on electrical appliances system, caused the people at home to sha re the inconvenience and the joy which each kind of high-tech br ought, therefore, the integration of machinery product faced the n etwork direction to develop without doubt.3.4 MicrominiaturizedMicrominiaturization emerge in the end of 1980s, refers is the in tegration of machinery to the miniature machine and the microscopi c domain development tendency, overseas name it micro electron mec hanical system (MEMS), makes a general reference the geometry size not to surpass 1cm3 the integration of machinery product, and t o micron, the nanometer level development, the micro integration o f machinery product volume small, consumes energy few, the movemen t is nimble, in aspects and so on biological medical service, mi litary, information has the incomparable superiority, the micro int egration of machinery development bottleneck lies in the micro mechanical technology, the micro integration of machinery product proc essing uses the fine processing technology, namely ultra precise t echnology, it including photoetching technology and etching technolo gy two kinds.3.5 GreenIndustries lived developed for the people have brought the huge c hange, on the one hand, the material was rich, the life was com fortable; On the other hand, the resources reduce, the ecological environment receives the serious pollution, therefore, the people appealed the protection environment resources, the return nature, the green product concept arises at the historic moment under t his kind of call, the green is the time tendency, the green pro duct in its design, the manufacture, the use and in the destruct ion life process, conforms to the specific environmental protection and the human health request, harmless or the harm are extremel y few to the ecological environment, the resources use factor is extremely high, the design green integration of machinery product , has the broad development future, the integration of machinery product green mainly is refers, when use does not pollute the ec ological environment, after the abandonment can recycle the use. 3.6 systematizationsOne of systematized performance characteristics is the system archi tecture further uses open style and the patternizing main line st ructure. the system may the nimble configuration, carries on tailo rs and the combination willfully, simultaneously seeks realizes the multi-subsystem coordination control and the synthesis management, second performance is the correspondence function big enhancement, generally besides RS232, but also will have RS485, the DCS pers onification, the future integration of machinery even more pays gr eat attention to the product and human's relations, the integratio n of machinery personification will have two meanings, one will b e, the integration of machinery product finally user will be a h uman, how will entrust with the integration of machinery product person's intelligence, the emotion, the human nature appears more and more importantly, specially the opposite partyWith the robot, its high-level boundary is the man-machine integration, another imi tates the biological mechanism, develops each kind of mechanical a nd electrical body flower product, in fact, many integration of m achinery products all are developed animal's inspiration.Fourth, the model integration of machinery productIntegration of machinery product subsystem (complete machine) and t he foundation Yuan, the part two big kinds, the typical integrati on of machinery system includes: The numerical control engine bed, the robot, the automobile computerization product,12 the intellectualized instrument measuring appliance, the elec tronic publishing printing system, the CAD/CAM system and so on, the typical integration of machinery Yuan, the part includes: Elec tric power electronic device and equipment, programmable controller, fuzzy controller, miniature electrical machinery, sensor, special-p urpose integrated circuit, servo and so on, these model integratio n of machinery product technical present situation, trend of devel opment, market prospect analysis omitting.Fifth, our country develops the situation and the duty integration of machinery work which “The integration of machinery” faces mainly includes two levels: One, with the microelectronic technology transformation tradition industry, its goal is the energy conservation, the nodal wood, enhances the work efficiency, improves the product quality, enhances the traditional industry technology advancement one step; Two, development automation, digitization, intellectualized mechanical and electrical products, promotion product renewal.(1) our country “the integration of machinery†the work fac es situation1. Our country is big with the microelectronic technology transfor mation tradition industry work load and is broad, has difficulty2. Our country with the integration of machinery technology accele ration product renewal, enhances the market share the call to be high, has the pressure.3.Our country is low with the integration of machinery product su bstitution technology content and the added value, consumes energy, the water consumption, consumes the material to be high, the po llution, harasses the people product the responsibility to be heav y, has the significance, in our country industrial system, the en ergy consumption, the water consumption wealthy and powerful family , also accounts for the quite great proportion to the environment al pollution serious enterprise, in recent years our country's ind ustry structure, product mix although several passes through the adjustment, but because many kinds of reasons, the result contin uously insufficiently is obvious, inside this no doubt has the hi gher authority to lead the department the policy comes out of ma ny doors question, “therefore has the enterprise “to hate to le ave one's native land”clings to tenaciously industry”the quest ion, but undeniable also has cannot optimize the ideal industry, optimal pleasing product The question, on the good answer already suspended at these enterprise's front, this was the development integration of machinery, developed with the production related int egration of14 machinery product, the integration of machinery product fu nction strong, the performance good, the quality high, the cost was low, also had the flexibility, might according to when the ma rket requirement and the user reflection the product mix and the production process made the essential adjustment, the reform, but did not need to change the equipment, this was the solution me chanical and electrical products multi-varieties, the few volume pr oduction important outlet, simultaneously, might pour into the fres h blood for the traditional mechanical industry, brought the new vigor, extricated the machinery production from the arduous physica l labor, realization Enlightened production.Moreover, looked from the market demand angle, because our country develops, the development integration of machinery product history is not long, the disparity is big, many product varieties, quan tity, the scale, the quality all cannot meet the need, the impor t volume all quite is big every year, therefore must develop urg ently.(2) Our country “the integration of machinery†work duty Our country may summarize in the integration of machinery aspect duty is two speeches: A speech widely thoroughly uses the integra tion of machinery technological transformations tradition industry; Another speech is develops the integration of15 machinery product on a grand scale, the promotion mechani cal and electrical products renewal, the total goal is the promot ion mechanical and electrical body industry formation, makes the c ontribution for our country industrial structure and the product m ix adjustment.In brief, the integration of machinery technology not only is pro motes the traditional mechanical and electrical industry fresh bloo d and the source power, also is opens our country mechanical and electrical profession product mix, the industrial structure adjust s the front door the key.Sixth, our country develops “the integration of machinery†c ountermeasure(1) Enhancement overall plan arrangement, coordinated development pl anAt present, our country is engaged in the unit which “the integ ration of machinery”the research develops and produces to be ve ry many, each one all has a set of own development strategy, va rious units' plan as a result of respective standpoint, the objec tive point limit, only is considered unavoidably the local interes t, various16 department responsible for the work's related plan and pl an, also some unification consideration insufficiency, the overall plan arrangement insufficient question, simultaneously lacks the com prehensive survey overall situation to have the authority development plan and the strategic plan, therefore, suggested various depar tment responsible for the work charges the unit concerned in to conduct the thorough investigation and study, in the scientific an alysis foundation, formulates manages the overall situation “the i ntegration of machinery”the research, the development, the produc tive plan and the plan Avoids developing duplicates, produces hasa collision!(2) Strengthened profession management, display “associationâ€functionAt present, our country “integration of machinery”hot, but acco rding to the present profession division method and the management system, “the policy comes out of many doors”is difficult duo , therefore, our country has the necessity to be clear about one “the integration of machinery”the profession to manage the or ganization, according to the present country political reform and the economic restructuring spirit, as well as the integration of machinery profession characteristic, we suggested, strengthens Beijin g Integration of machinery Association as soon as possible the co nstruction, entrusts with its profession management function, “the association”must further expand the leadership organization - -council representative the stratification plane and the coverage, must strengthen the office, secretariat's construction; Must throu gh its astute capable administrative body, the economic entity, the organization17 “the profession”the development plan, strategic plan dr awing up; The instruction profession stationing layout adjustment, carries on develops the breach choice, pays special attention to the priority project the experiment site and the related project loses one's temper, the tender work ......Seventh, the conclusionIn summary, the integration of machinery appearance is not isolate d, it is many science and technology development crystallization, is the social productive forces develops the certain stage inevita bly request Certainly, also has with the integration of machinery related technology very many, and along with the science and te chnology development, the tendency which each kind of technology w ill fuse mutually more and more is obvious, the integration of m achinery technology broad prospects for development more and more will be also bright.论机电一体化的发展现代科学技术的不断发展,极大地推动了不同学科的交叉与渗透,导致了工程领域的技术革命与改造,在机械工程领域,由于微电子技术和计算机技术的迅速发展及其向机械工业的渗透所形成的机电一体化,使机械工业的技术结构、产品机构、功能与构成、生产方式及管理体系发生了巨大变化,使工业生产由“机械电气化”迈入了“机电一体化”为特征的发展阶段。