五金展开
五金冲压连续模设计规范产品展开设计

五金冲压连续模设计规范产品展开设计Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】:产品展开标准文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
二.适用范围冲模设计三.内容弯曲制品产品展开展开计算标准:1)概算法分为直边部分与弯曲部分,以中立面的长度之和求得的方法。
L=a+b+2πα°(R+λt) /360弯曲形式 R/t λ以下~V形弯曲 ~3~55以上以下 ~~U形弯曲 ~5以上Romanowski的方法(V,U形弯曲共用)R/tλ2)外侧尺寸加算法:弯曲处很多时的计算法是先将外侧尺寸全部加算,从其和减去取决于板厚和弯曲半径两要素的伸长量。
L=(l1+l2+l3+…ln)-﹛(n-1)c﹜n-1……弯曲处数目 C ……伸长补正系数板厚C类别:技术标准制定日期:2002/06/11版次:A共14页第1页产品展开标准文件编号:SB-B00353)卷曲(Romanowski)L=A+B+a (mm) L:胚料长度R/ty4)内侧尺寸计算法对边长之和再加set back值(补正长度值)的方法L=πρ+2R-tρ=R-yt5)收缩凸缘的概算展开尺寸(90°)弯曲a= (R+h)γγ2-h2-R类别:技术标准制定日期:2002/06/11版次:A共14页第2页第一部分:产品展开标准文件编号:SB-B0035γ比R小时a= (R+h)γ-h2-R6)伸长凸缘的概算展开尺寸(90°)弯曲a=R- (R-h)2+γγ2-h2γ比R小时a= R- (R-h)2 +γ-h27)整线加工(hemming) 概算展开尺寸a:凸缘的展开尺寸h1:整缘后的凸缘长度h0:整缘前的凸缘长度t1,t2:板厚8)非90°折弯(3) R=0,θ≠90°λ=T/3L=[A-T*tg(α/2)]+[B-T*tg(α/2)]+ α/180°*πT/3类别:技术标准制定日期:2002/06/11版次:A共14页第3页五金冲压连续模具设计规范五金冲压连续模具设计规范五金冲压连续模具设计规范凯五金冲压连续模具设计规范*****************五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容一. 定义(一).弯曲成形加工金属材料由於受力超过其弹性限度及降伏强度,但低于其极限抗拉强度之应力,使金属板料产生永久变形而得到所要求之尺寸及轮廓形状.(二).中立层(面)金属材料由於弯曲加工式一面(弯曲外侧)受到抗拉应力而另一面(弯曲内侧)受到压缩应力,因此在材料板厚某处所受之应力为零,此零应力之平面为中立层(面)(Netural Plane)(三).展开计算依据由於中立轴线受到零应力,此其长度等於原始胚料之长度,边是作为胚料尺寸展开之基准,中立轴线之位置则视材料种类﹑特性机弯曲内侧板与板厚比而不同﹒中立轴位置之测定,一以金属板料弯曲内侧为基准,亦即位於从弯曲内侧板厚中心处之某处一距离,此位置约是板厚30~50%(图二﹒弯曲成形加工之种类(1).V形或形弯曲加工(图(2).U形弯曲加工(图(3).Z形弯曲加工(图(4).弯缘加工(Hermming)(图(5).卷缘加工(Curing)(图类别:技术标准制定日期:2002/06/11版次:A共14页第9页五金冲压连续模具设计规范展开计算标准(弯曲成形)概论篇之二文件编号:SB-B0035五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容(9)卷缘加工(侧推)L=*T*r+R-T r=r-λ*Tλ之数值表(软钢板)R/T之值以上Λ之值(10)卷缘加工(上压)1>L=L1+C2>L1=π*r+R-Tr=R-λ*T3>C=T/4*2*π*1/4=λ之数值表(同上)(11)冲切弯曲之冲切宽度W=H-X(setback)*冲切弯曲冲头之R=T*r最小值为零T(mm)X(12)综合计算如图:L= 料内+料内+补偿两=A+B+C+D+E+F+﹝(AA+BB+CC+DD+EE) 补偿量﹞λ之数值表AA: λ=T/3BB: λ=T/3CC: λ=T/3DD: λ=T/3EE: λ=T/3类别:技术标准制定日期:2002/06/11版次:A共14页第12页五金冲压连续模具设计规范展开计算标准(弯曲成形)限制篇文件编号:SB-B0035展开计算标准(弯曲成形)反弹篇文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
CimatronE五金模具设计针对复杂曲面展开的解决方法
CimatronE五金模具设计针对复杂曲面展开的解决方法3D平台的五金模具设计是一项新颖设计理念,面对日新月异的替换性市场的更新,钣金产品零件设计越来越复杂,这就注定传统式的2D五金设计平台必然遇到无法解决的瓶颈,例如钣金零件复杂型位展开,钣金零件冲压精度,更重要的是交付周期的日益缩减;同时这也是五金模具设计生产的发展的重大难点之一。
CimatronE软件五金模具解决方案在客户使用群体中深得广泛好评,尤其在专业钣金展开功能中特具特点——操作简单,展开精准,效率奇高。
针对复杂异性的钣金成型零件展开与冲压有限元分析,CimatronE拥有简单非凡的解决方法。
下面以一个案例简述如何进行异性复杂曲面的钣金展开。
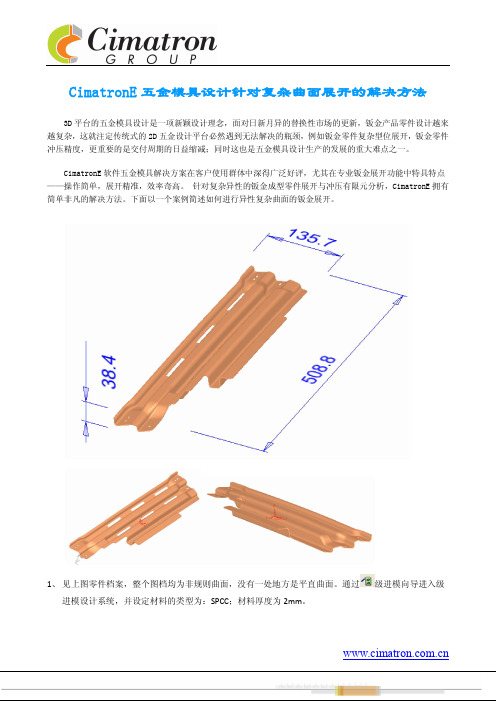
1、见上图零件档案,整个图档均为非规则曲面,没有一处地方是平直曲面。
通过级进模向导进入级进模设计系统,并设定材料的类型为:SPCC;材料厚度为2mm。
2、选取,新增一个工步。
3、通过选取钣金零件的上表面或者下表面作为展开的参考基准面。
这时CimatronE钣金展开的系统会自动侦测钣金零件的材料厚度,上面的步骤我们所设定的2mm和实际的图档的厚度1.6mm有差异,系统会自动提醒用户需要更新材料厚度。
4、在新增的工位中,我们把所有孔部分通过CimatronE的曲面修补功能快速修补曲面上的孔位。
5、同时在该工位中把补好孔位的曲面通过,把曲面分配相应的“Trimming Punch”冲压属性,其余的曲面分配为“Fix”冲压属性,以便在后期设计中区分其冲压的工序。
(可以根据个人偏好修改冲压属性的表达方式)6、完成以上步骤,继续选取。
在上一个工位基础上再增加一个工位。
此时,把刚才所归属“Trimming Punch”冲压属性的曲面合并在“Fix”冲压属性中,增加钣金零件右边的曲面为“Formming Punch”冲压属性。
7、继续基于前个工序增加新一个工站。
并把“Formming Punch”冲压属性(即黄色部分曲面)的曲面删除。
五金模具设计折弯成型的产品展开

五金模具设计折弯成型的产品展开
一套模具开始设计的第一步是工艺的可行性,当产品确定可以通过模具进行冲压后,我们就要在第一时间内将我们手中的产品先进行展开,当然,有的产品本身就是一个平面的,所以不需要展开,而大多数的冲压产品都会或多或少的存在一些折弯成型或者拉深等动作,那么这是我们就要对产品认真进行分析,然后将产品中的折弯或者拉深展开成一个平面的图形来实现先下料再成型。
先看90°角的折弯展开,如下图:
非90°角的折弯展开,如下图:
带圆角折弯的展开,如下图:
圆弧展开的计算,如下图:
折Z字型成型的展开,这里分为一次成型与两次成型,很明显,一次成型需要的材料要少一些,如下图:
其实折弯成型展开的计算还是比较容易的,像一些不规则的拉深的展开计算才是比较难的,有的模具往往要通过多次试作才能确定最终的产品外形尺寸。
钣金件展开计算方法及工艺处理
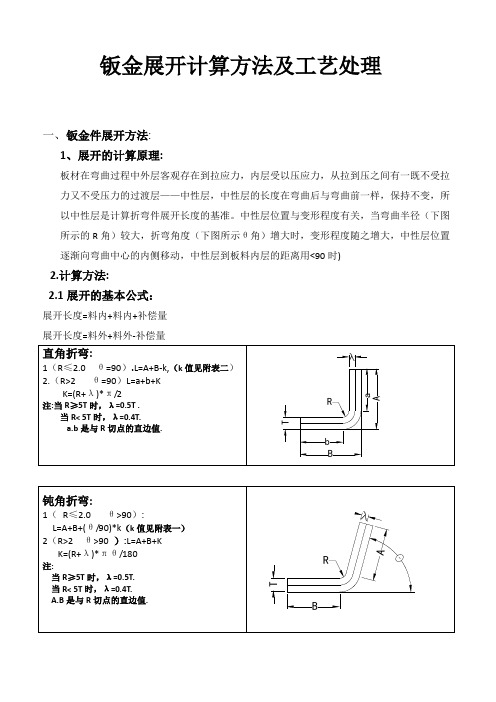
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
BLANKWORKS曲面展开插件

-2008BLANKWORK曲面展开插件BLANKWORK曲面展开插件安装好了后,把这个文件夹拷到BLANKWORK的安装目录,三维,cad机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空镇江0R1 F' u$ p1 i0 H^维网技术论坛% j. H/ c5 k4 y2 W5c* \" I! i三维网技术论坛# g5m; K- y( c& i在BALNKWORK3的安装目录找到lmtools.exe,并运行它,用它加入LICENS E丄IC即可.3 s6 r& h,乙[8 S三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa:O/ i- K% t* P, jBLANKWORK是一个小插件,用它来计算五金件的展开图形.1. 先在SOLIDWORKS^打开五金件,3•创建一坐标系,其Z轴为冲压方向.三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa% p8 e, ~* h7X8 ]9 a6 v+ J"E2. COPY零件的中性面,SUCH AS USING 'OFFSET' OR 'MID PLANE'三维,cad机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空镇江Q6 i3 d S+ j8F. M1 E6 {4执行BLANKWORK程序.选要展平的曲面,选材料,定厚度,选坐标系,网格化曲面,进行展平操作.出上色图.出结果报告.文件压缩后,有8.52MB,能上传吗?这个没有一个固定的参数,我们也是干钣金的在日常的工作中,经常做试验,但是每天次的得到的结果都不一样。
钢板折U弯计算公式
钢板折U弯计算公式
1目的
统一展开计算方法,做到展开的快速准确。
2适用范围
五金模厂
3展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层-一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用入表示.
4计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
4.1R=0,折弯角0=90°(T<1.2,不含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T上式中取:入=T/4K=入*T/2=T/4*I/2-0.4T。
五金模具产品展开回单计算公式

五金模具产品展开回单计算公式一、弯曲件展开长度计算。
1. 直角弯曲(90°弯曲)- 对于厚度为t的板料,弯曲内半径为r时,弯曲件展开长度L的计算公式为:- 当r/t≥0.5时,L = l_1 + l_2 - 0.4t,其中l_1和l_2分别为弯曲件直边部分的长度。
- 当r/t<0.5时,L = l_1 + l_2 - 0.5t。
2. 多角弯曲件。
- 对于有多个弯曲角的弯曲件,先分别计算每个弯曲部分的展开长度,然后将各直边部分长度相加。
例如,有两个90°弯曲角的弯曲件,内弯曲半径均为r,厚度为t,直边长度分别为l_1、l_2和l_3。
- 当r/t≥0.5时,展开长度L=l_1 + l_2 + l_3 - 2×0.4t。
- 当r/t<0.5时,展开长度L = l_1 + l_2 + l_3 - 2×0.5t。
二、拉伸件展开尺寸计算。
1. 无凸缘圆筒形拉伸件。
- 对于直径为d、高度为h、底部圆角半径为r的无凸缘圆筒形拉伸件,毛坯直径D的计算公式为:- D=√(d^2)+4dh - 1.72dr - 0.56r^{2}。
2. 有凸缘圆筒形拉伸件。
- 对于凸缘直径为d_f、筒部直径为d、筒部高度为h、底部圆角半径为r的有凸缘圆筒形拉伸件,毛坯直径D的计算公式为:- D=√(d_f)^2+4dh - 3.44dr - 0.56r^2。
三、翻边件展开尺寸计算。
1. 圆孔翻边。
- 对于圆孔翻边,预冲孔直径d_0的计算。
设翻边后孔的直径为D,翻边高度为h,材料厚度为t,翻边系数为K(K = d_0/D)。
- 当h≤(D - d_0)/2时,d_0 = D - 2h。
- 当h>(D - d_0)/2时,d_0 = D√(1 - frac{h){D}(1 - K)},其中翻边系数K一般根据材料的塑性和翻边工艺条件取值,常见材料的K值在手册中可查。
公司五金产品展开图画法

注:
1.压平成形要画压平成型后的两条折线,引线注明向上/向下压平,并在旁边画一个局部侧视反
映出压平的方向,如图(17,18).
2.Z折如果是一次成型,则只画两条折弯线如图(7,8).
3.以上所列出类型除压平(17,18)外,均指一次成型.
4.3.图层
DIM层尺寸标注
0层内孔线,外形线,正面压印线,正面压字压毛边的界限线
4.4.2局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全.
4.4.3所有抽牙,抽凸,压毛边,压印,压字,压平等局部成型都必须按顺序标注其类型、方向和尺寸(特殊情况除外).
4.4.4图框中必须填写料厚,材质和毛边方向,其余项须遵守图框内容填写标准.4.4来自5有其它特殊要求时,加批注说明.
4.5.注解表
1.目的
规范展开图的图面要求,达到展开图绘制的快速统一.
2.适用范围
银河机箱事业部精密钣金.
3.展开图定义
冲压产品展开成平面,能反映产品料片实际大小的图.
4.展开图图面要求
4.1.图面要求.
4.1.1.展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的像素.
4.1.2.展开图的毛刺面必须向下.
BEND层可见折弯线
HIDDEN层不可见折弯线,反面压印线,反面压字
BURR层压毛边线
MARK层英文批注
4.4.标注
4.4.1展开图必须使用坐标标注形式,小数点精确到二位(UNIT2),尺寸标注放在DIM层,坐标原点应选为产品的设计基准,尺寸尽量标注齐全(尺寸或像素密集处除外),但必须标注最外形尺寸、折线尺寸、产品图上标注尺寸对应的展开尺寸.
4.1.3.展开图中除圆孔外所有像素必须串联成复线.