一次性塑料杯子杯装杯式封口机小圆杯全自动封杯机设计图
薄膜封口机原理

薄膜封口机
一、简介
封口机属于包装机械的一种,封口装置按包装材料的力学性能,一般可分为两类:柔性容器封口装置和刚性容器封口装置。
柔性容器封口装置包括:
①纸袋封口装置。
对于纸类材料,一般采用在封口处涂刷粘合剂,再施以机械压力封口。
②塑料薄膜袋及复合薄膜袋封口装置。
很多塑料具有良好的热封性,用这类塑料制作的塑料袋或复合袋,一般采用在封口处直接加热并施以机械压力,使其熔合封口。
③口杯类容器封口装置.例如:常见的豆浆杯,奶茶杯等.通过加热使杯沿和膜粘合,使容器密封.
图1 卧式封装机原理图3:成型装置6:热风装置7:冲裁装置
图2 封口机示意图
二、导膜机构方案
图3 限位切断拖膜4:锯齿刀刃圆盘
图4 限位卡夹
三、封口机构方案(贴膜机构)
图5 1.表面保护层(绝缘层)2.导热层3.电阻丝(发热丝/电阻管)4.保温层
图6一种电阻丝叠层示意图
图7 1:气缸3:连接板6:上模压板12:刀座连接板14:电热板15:限位块19:胶膜压
板21:裁膜板23:下模板
图8 1:上加热板2:下加热板3:上冷却板4:下冷却板
图9 电热封口机
简介:电热模块3包括有下盖31、热绝缘基部32、电热线321、耐热绝缘覆盖片33、上盖34及两个导电固定端323。
当压合上盖4向下压合至电热模块3时,压合上盖4会触动弹簧开关422,使电热模块3的电热线321与电池部导通发热,进而得以进行塑料袋的封口动作。
四、切断装置方案
图10 寸进装置切断
图11 动静刀切断装置1:固定刀刃2:固定支架3:动刀刃4:转轴5:轴承
图12 圆周切断装置411:刀刃
图13 薄板类切割。
手压塑料袋封口机~封口机设备工艺原理
手压塑料袋封口机~封口机设备工艺原理
封口机,又称密封机、封口器,是一种常见的包装设备,广泛应用于各种行业的包装工作中。
封口机主要用于对塑料袋等包装材料进行加热和压合,以实现密封和防潮的目的。
本文将介绍手压塑料袋封口机的工艺原理和操作方法。
一、手压塑料袋封口机的构造
手压塑料袋封口机是一种手动操作的封口设备,通常由以下几个部分组成:
1.压合头:压合头是封口机的主要部分,它负责对塑料袋进
行加热和压合,以实现密封的目的。
压合头通常由两个加热板组成,可以通过手柄控制板的下压和上升。
2.控制面板:控制面板主要负责控制压合头的温度和时间等
参数。
手动封口机通常比较简单,只有一个温度调节旋钮。
而自动封口机还会有更多的参数控制,例如时间、电压、压力等。
3.支架:支架为封口机提供结构性的支撑,使其能够稳定地
工作。
手把和支架通常是一体的,操作时需要把手柄压下去。
二、手压塑料袋封口机的工艺原理
手压塑料袋封口机的原理比较简单,其基本工作流程为:将需要封口的塑料袋放在封口机的压合头下面,然后将压合头向下压,加热板将袋子加热并压合在一起,形成密封。
具体的工艺原理如下:。
塑料盒自动封口机结构图及型号
(由行远包装提供,仅供参考之用)
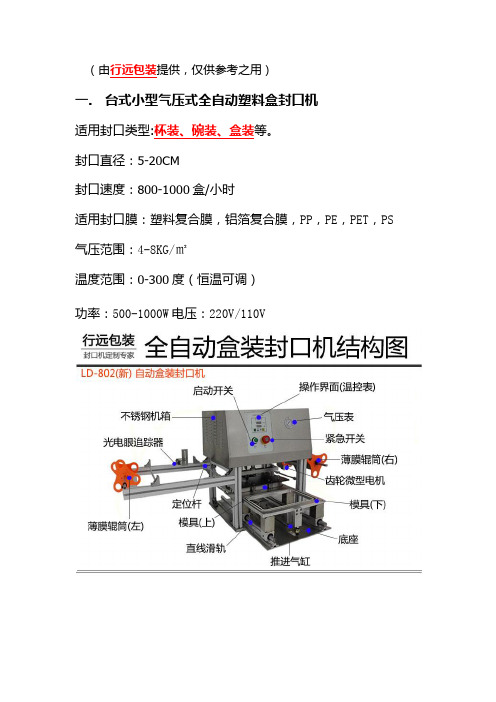
一.台式小型气压式全自动塑料盒封口机
适用封口类型:杯装、碗装、盒装等。
封口直径:5-20CM
封口速度:800-1000盒/小时
适用封口膜:塑料复合膜,铝箔复合膜,PP,PE,PET,PS 气压范围:4-8KG/㎡
温度范围:0-300度(恒温可调)
功率:500-1000W电压:220V/110V
二.台式小型手压式塑料盒封口机
适用封口类型:杯装、碗装、盒装等。
封口直径:5-20CM
封口速度:400-600盒/小时
适用封口膜:塑料复合膜,铝箔复合膜,PP,PE,PET,PS
气压范围:4-8KG/㎡
温度范围:0-300度(恒温可调)
功率:500-1000W 电压:220V/110V
(以上来源于广州行远包装机械有限公司,未经允许禁止转载,请勿用于商业用途!)。
手压式塑料碗封口机行远包装封口操作步骤如下

手压式塑料碗封口机行远包装封口操作步骤如下:
1、接通电源,打开电源开关,指示灯亮,将温控器设定到预定温度,此时绿色加热指示灯亮。
当上热板达到预定温度后,红色恒温指示灯亮(封口机在工作时,
电热装置在加热和保温状态中不断交替,故绿色和红色指示灯也不断交替显示,这属于正常现象)。
2、将塑料碗放入下模滑板,用手将下模滑板推入到确定位置,向下压动封口机的手柄至最大行程,保压2~4秒钟,然后缓缓升起手柄,并推至原来位置。
3、拉出下模滑板,取出塑料碗,放入未封口塑料碗,进行另一个循环。
饮料自动灌装封口机的设计图、参数
上述参数仅供参考,非统一标准
饮料自动灌装封口机的设计图与技术参数
一、设计图
二、相关技术参数
一、饮料自动灌装封口机的设计图如下:
二、饮料自动灌装封口机的相关技术参数
行远包装-封口机-相关技术参数
类型
饮料自动灌装封口机
功率
500-1000W
电压
220V/110V
气压
4-8KG/CM2
尺寸
非标尺寸
温差机箱
304不锈钢
温度
0-300°C
故障
自动警报及温度报警功能
原理
人工放容器,自动封口
界面
PLC程序控制
机电
气动、机电一体
速度
约800-1500杯/小时
模具
CNC精雕
卷膜
自动对标、自动卷膜
设计
行远包装
方式
气压全自动封切
打码
可装置日期自动打码器
材料
PET、PP、PE等
适用
塑胶瓶、塑料瓶、桶杯等包装容器
包装
塑杯成型灌装封切机_JB_T10800_2007_

a) 生产能力: 杯/h; b) 功率: kW; c) 外形尺寸: mm; d) 重量: kg。
5 技术要求
5.1 灌封机应符合本标准的要求, 并按规定程 序批准的图样及技术文件制造。 5.2 灌封机运转应平稳, 运动零部件动作应灵 敏、 协调、 准确, 无卡阻和异常声响。 5.3 灌封机各电路控制系统应安全可靠、 动作 准确, 各电器接头联接牢固并加以编号, 操作 按钮灵活, 指示灯显示正常, 并有急停按钮, 电气安全应符合 GB 5226.1 的要求。 5.4 电气设备应有可靠的接地装置, 并有明显 的接地标志, 接地电阻应符合 GB 5226.1—2002 中 19.2 的要求。 5.5 动 力 电 路 导 线 和 保 护 接 地 电 路 间 施 加 500Vd.c.时测得的绝缘电阻应不小于 1MΩ。 5.6 电气设备的所有电路导线和保护接地电路 之间应经受至少 1s 时间的耐压试验。 5.7 灌封机气路的连接应密封, 无渗油和漏气 现象。 5.8 灌装成品的外观质量要求: 5.8.1 杯外观无破损和明显变形。 5.8.2 盖 膜 图 案 与 要 求 位 置 的 偏 差 量 应 不 大 于 1.5mm。 5.8.3 杯 模 切 外 型 尺 寸 偏 差 量 应 不 大 于 1mm, 对中偏差应不大于 1.5mm。 5.8.4 贴 标 无 漏 标 、 标 纸 平 整 无 明 显 折 皱 , 环 贴标搭接接头高低错位不大于 2.5mm。 5.8.5 贴 标 后 叠 标 宽 度 不 大 于 3mm, 标 纸 长 度 切断误差不大于 1mm。 5.8.6 封 口 平 整 , 封 痕 均 匀 , 无 灼 化 、 毛 边 和 泄漏现象。 5.9 灌封机的生产能力应达到合同、 说明书等 标称的额定生产能力。 5.10 灌封机的灌装精度:
赛威乐全自动奶茶封口机操作图册

步骤1:将胶卷套进卷轴杆步骤2:套进锁定器,逆时针旋转固定(磁性锁定器可吸附机身,避免丢失)步骤3:保证胶膜通过电眼步骤4:向外翻起安全门,按照穿膜指引依次穿过张力筒与托模杆步骤5:套上收膜筒,把胶膜平放在卷轴上步骤6:压杆在凹位口压好胶膜并固定步骤7:套进锁定器,逆时针旋转固定步骤8:顺时针轻拉胶卷至绷紧,安装完成步骤1:打开机背电源开关步骤2:按开机按键,封口机自动加热步骤3:加热至工作温度,面板指示灯闪烁并发出鸣响步骤4:准备就绪,可进行封杯操作步骤1:按自动/手动按钮,如图显示屏标识,当前为自动模式步骤2:杯子放进下模圈,自动封杯步骤3:按自动/手动按钮,如图显示屏标识,当前为手动模式步骤4:轻触手动/重封键,手动封杯;长按手动/重封键,补漏重封,重封不卷膜,不计杯数步骤1:排水器下拉到底,热水倒满下模圈储水槽步骤2:同时按下开机键和“-”键,进入倒数600秒自动泡刀模式步骤3:泡刀结束,用小刷子沾水清洁下模圈步骤4:上推排水器,用空杯子接脏水;下拉排水器,封闭出水口,泡刀清洁完成(每天一次,延长切膜刀寿命)步骤1:轻按右侧打孔器步骤2:放入热饮封杯05 热饮打孔步骤1:功能设置P-6,设置为“010”进入休眠模式步骤2:20分钟无操作,自动进入休眠模式,温度下降至恒定80℃,显示屏逆时针闪烁06 休眠模式步骤3:触碰任意按键,封口机重启,80秒补温至工作温度,面板指示灯闪烁并发出鸣响步骤1:按计数/温度键,显示当前杯数,长按则清零当前杯数,总杯数不清零步骤2:同时按设定键和计数/温度键,显示总杯数:(LAAA.)以小数点为结束,总杯数为:AAA步骤3:如果没有小数点,请按自动/手动键,翻看页数得BBB.则总倍数为AAABBB杯步骤4:单按计数/温度键,回到温度显示07 杯数读取步骤1:向内触碰到安全门警示标志闪烁并发出鸣响步骤2:向外翻开安全门警示标志闪烁并发出鸣响步骤3:安全门复位,警示标志熄灭,鸣响停止08 安全门演示步骤1:电眼识别检测(正常):空白膜:红灯亮电眼点:红灯灭步骤2:若电眼识别状态非正常显示故障报错“E04”电眼无法正常识别步骤3:把电眼右边的胶套放到左边,露出微调装置步骤4:用起子顺时针旋转微调装置至识别灯刚好回到正常状态;再旋转1/2圈,调整完成09 电眼调节步骤5:用起子顺时针旋转微调装置至识别灯刚好回到正常状态;再旋转1/2圈,调整完成09 电眼调节P-1:按1次设定键,在“P-1”条件下进行温度设定;范围值:80-200℃调节按键:“+”“-”P-2:按2次设定键,在“P-2”条件下进行计数锁定;“000”:无“010”:有调节按键:“+”“-”P-3:按3次设定键,在“P-3”条件下进行封杯时间;范围值:0.5-3秒调节按键:“+”“-”P-4:按4次设定键,在“P-4”条件下进行进杯时间;范围值:0-3秒调节按键:“+”“-”P-5:按5次设定键,在“P-5”条件下进行卷膜时间;“000”:电眼点“010”:空白膜调节按键:“+”“-”P-6:按6次设定键,在“P-6”条件下进行休眠模式;“000”:无“010”:有调节按键:“+”“-”P-7:按7次设定键,在“P-7”条件下进行温度单位;℃/℉调节按键:“+”“-”P-8:按8次设定键,在“P-8”条件下进行置杯检测;“000”:无“010”:有调节按键:“+”“-”。
自动封杯机奶茶机说明书

全自动封口机ZY-QF08 使用说明书机器使用前请详细阅读一、简介本封口机是我公司研制、生产的一种食品和饮料封口包装机械,产品工艺设计先进,具有携带方便、省时、省电等优点,适合小型食品厂、饮料厂及许多餐饮门市使用。
二、主要参数1、外型尺寸:280×345×5402、本机重量:23.5KG3、电源:220V/50HZ4、功率:400W5、产量:400~600杯/小时胶膜材质及封口温度说明:1、PE(聚乙烯):170℃2、PP(聚丙烯):170℃~200℃3、PS(聚苯乙烯):180℃4、易撕膜:120℃~180℃5、PET(聚脂):160℃~200℃三、穿胶膜图四、使用方法(一)穿胶膜1、拿到胶膜需确认胶膜卷绕方向,找出顺时针方向,并将其用三星夹板夹住放到胶膜轴上固定(穿胶膜时请关闭电源)。
2、注意胶膜前后固定夹板是否和胶膜紧密结合,如无法紧密结合,需要用美工刀将胶膜纸管内侧切斜再行放入。
3、穿胶膜时一定要注意胶膜必须经过胶膜检测点(即电眼的中缝)。
4、穿好胶膜后用胶布将胶膜牢牢的贴在收料纸管上。
(二)封口机操作步骤(面板操作说明)1、接通电源,打开电源开关,指示灯亮,将温控器设定到预定温度,此时加热指示灯亮,当发热板到达预定温度后,恒温指示灯亮(封口机在工作时,电热装置在加热和保温状态中不断交替,故加热指示灯和恒温指示灯也不断交替显示,这属于正常现象)。
2、将胶杯放入下模滑板,打开全自动开关,托板会自动进入到确定位置,机器会自动下压封口,并停留1-3秒时间,上模上升到位后,卷料电机转动收膜,同时托板会自动弹出。
3、取出胶杯,进行另一个循环。
五、注意事项1、接好地线,保证用电安全。
2、机器出故障时,应先关闭电源,恢复常温后再排除故障。
3、使用过程中不得把手伸入上下模之间,以免压伤或烫伤。
4、工作电压必须保持在220V±5%。
5、使用过程中不得把手伸入上、下模间,以免压伤、烫伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
木箱
上述参数仅供参考,非统一标准
一次性塑料杯装杯式小圆杯封口机——设计图
1出4杯封杯机
气压全自动封杯机
附十一:一次性塑料杯装杯式小圆杯封口机封杯机
设计图、参数
封杯口口径:50-型
一次性杯封口机
功率
500-1000W
电压
220V/110V
气压
4-8KG/CM2
尺寸
400*650*750
温差
±5
封口
1出1,1出2,1出4
净重
约66KG
机箱
304不锈钢
温度
0-300°C
故障
自动警报及温度报警功能
原理
人工放容器,自动封口
界面
PLC程序控制
机电
气动、机电一体
速度
约900-1500杯/小时
模具
全铝质,0.001mm精度
卷膜
自动对标、自动卷膜
封口
一次性塑料杯、杯式、杯装、小圆杯、杯口、塑杯
方式
气压全自动封切
打码
可装置日期自动打码器
材料
PET、PP、PE、PS等
适用
封杯、盒、碗等容器