焊接件几何尺寸公差
焊接件通用技术要求

焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
DIN ISO 13920 焊接结构的一般公差 线性尺寸与角度尺寸,几何尺寸
欧洲标准
EN ISO 13920
1996 年 8 月
ICS 25.160.00
描述: 焊接,焊接结构,形状,位置,尺寸,线性尺寸,角度尺寸,尺寸公差,角度公 差,检验
德文版
焊接 焊接结构的一般公差 线性尺寸与角度尺寸,几何尺寸 (ISO 13920:1996 年)
焊接-焊接结构的一般公差线性尺寸与角度尺寸,几何尺寸(ISO 13920:ቤተ መጻሕፍቲ ባይዱ996 年)
参考号:EN ISO 13920 :1996 D
3
目录
1 适用范围............................................................................................................................. 5 2 引用标准............................................................................................................................. 5 3 定义..................................................................................................................................... 6 4 一般公差................................................................................................................................ 6
焊接件公差标准
焊接件公差标准焊接件是机械制造中常见的一种连接方式,其质量直接影响着整体产品的性能和可靠性。
而焊接件的公差标准,则是保证焊接件质量的重要因素之一。
本文将围绕焊接件公差标准展开讨论,以期为相关领域的从业人员提供一定的参考和指导。
首先,焊接件的公差标准是指在焊接过程中所允许的尺寸偏差范围。
在焊接件的设计和制造过程中,由于各种因素的影响,如材料的热胀冷缩、焊接变形等,都会导致焊接件的尺寸产生偏差。
因此,设定合理的公差标准对于确保焊接件的质量至关重要。
其次,焊接件的公差标准应当根据具体的焊接工艺和要求进行制定。
不同的焊接方法、材料和使用环境都会对焊接件的公差标准提出不同的要求。
例如,对于要求较高的焊接件,其公差标准应当相对较小,以确保焊接件的精度和稳定性;而对于一般要求的焊接件,其公差标准可以适当放宽,以降低制造成本和提高生产效率。
另外,焊接件的公差标准还应当考虑到焊接件的使用要求和性能指标。
例如,对于需要密封性能的焊接件,其公差标准应当更加严格,以确保焊接件在使用过程中不会出现泄漏等问题;而对于一般要求的焊接件,其公差标准可以适当放宽,以降低制造成本和提高生产效率。
最后,制定和执行严格的焊接件公差标准是确保焊接件质量的关键。
只有通过科学合理的公差标准,才能有效地控制焊接件的尺寸偏差,保证焊接件的精度和稳定性,从而提高产品的质量和可靠性。
综上所述,焊接件的公差标准在焊接制造中具有重要的意义。
通过合理制定和执行公差标准,可以有效地控制焊接件的尺寸偏差,提高产品的质量和可靠性,为相关领域的从业人员提供一定的参考和指导。
希望本文的内容能够对焊接件公差标准的理解和应用提供一定的帮助。
焊接结构的长度和角度的一般公差
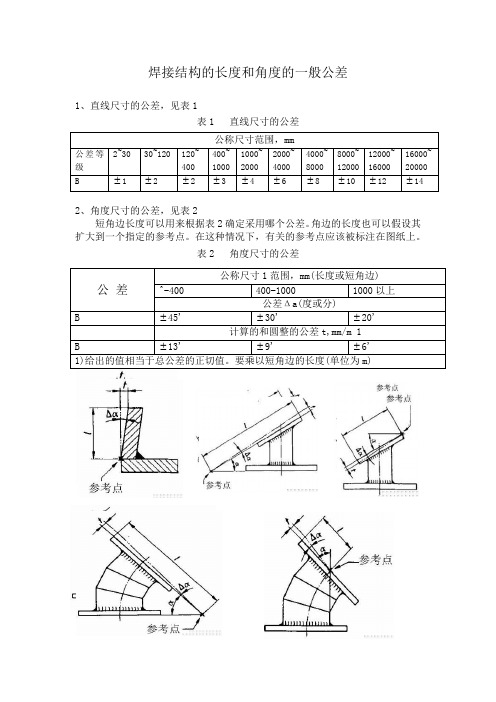
焊接结构的长度和角度的一般公差1、直线尺寸的公差,见表1表1 直线尺寸的公差公称尺寸范围,mm公差等级2~30 30~120 120~400400~10001000~20002000~40004000~80008000~1200012000~1600016000~20000B ±1 ±2 ±2 ±3 ±4 ±6 ±8 ±10 ±12 ±142、角度尺寸的公差,见表2短角边长度可以用来根据表2确定采用哪个公差。
角边的长度也可以假设其扩大到一个指定的参考点。
在这种情况下,有关的参考点应该被标注在图纸上。
表2 角度尺寸的公差公差公称尺寸1范围,mm(长度或短角边) ^-400 400-1000 1000以上公差Δa(度或分)B ±45' ±30' ±20'计算的和圆整的公差t,mm/m 1B ±13' ±9' ±6'1)给出的值相当于总公差的正切值。
要乘以短角边的长度(单位为m)3、直线度公差、平坦度公差和平行度公差直线度公差、平坦度公差和平行度公差由下面的表3指定,这些公差既用于焊接件、焊接装配件或焊接结构件的总体尺寸,也用于所标注尺寸的部分。
其它形式公差和位置公差,例如同轴度公差和对称性公差,还尚未规定。
如果出于功能的原因需要这类公差,这类公差将按照prEN ISO 1101的规定标注在图纸上。
表3直线度公差、平坦度公差和平行度公差公称尺寸1范围, mm(表面的长边)公差等级30~120 120~400400~10001000~20002000~40004000~80008000~1200012000~1600016000~2000020000以上公差t, mmF 1 1.5 3 4.5 6 8 10 12 14 164、测试使用的测试和测量装置应该适合于其用途并有相应的精度。
焊接公差标准
焊接公差标准焊接是一种常见的金属连接方法,它在工业生产中扮演着非常重要的角色。
在焊接过程中,公差标准是至关重要的,它直接影响着焊接件的质量和性能。
本文将就焊接公差标准进行详细介绍,以便读者更好地了解和掌握相关知识。
首先,焊接公差标准是指在焊接过程中所允许的偏差范围。
这个范围是由国家标准或行业标准规定的,旨在保证焊接件的质量和安全。
公差标准通常包括尺寸公差、形位公差和表面质量要求等内容。
尺寸公差是指焊接件在尺寸方面所允许的偏差范围。
在焊接过程中,由于热变形等因素的影响,焊接件的尺寸往往会产生一定的变化。
因此,为了保证焊接件的装配和使用要求,尺寸公差的控制显得尤为重要。
形位公差是指焊接件在形状和位置方面所允许的偏差范围。
焊接件的形状和位置偏差会直接影响其与其他零部件的配合情况,因此形位公差的控制对于保证焊接件的装配质量至关重要。
表面质量要求是指焊接件表面的光洁度、平整度、氧化皮和焊渣等方面的要求。
焊接件的表面质量直接关系到其外观和使用寿命,因此在焊接过程中要严格控制表面质量,确保其符合相关标准要求。
总的来说,焊接公差标准的制定和执行对于保证焊接件的质量和性能至关重要。
在实际生产中,我们应该严格按照相关标准要求进行操作,确保焊接件的质量达到标准要求。
除了以上提到的内容,我们还需要注意以下几点:首先,焊接人员要具备良好的焊接技术和操作技能,严格按照焊接工艺规程进行操作,确保焊接质量。
其次,焊接设备和焊接材料也要符合相关标准要求,确保焊接过程中的质量和安全。
最后,焊接过程中要严格执行质量控制要求,对焊接件进行全面的检测和评定,确保其质量符合标准要求。
总之,焊接公差标准是保证焊接件质量和性能的重要保障,我们应该充分重视并严格执行相关标准要求,确保焊接件的质量达到标准要求。
焊接公差标准
焊接公差标准
焊接作为一种常见的金属连接方式,其质量的好坏直接关系到产品的使用性能和安全性。
而焊接公差标准作为评定焊接质量的重要指标,对于保证焊接质量具有重要的意义。
本文将对焊接公差标准进行详细介绍,以便广大焊接工作者和相关人员更好地了解和掌握焊接公差标准的相关知识。
首先,焊接公差标准是指在焊接过程中所允许的偏差范围和要求。
焊接公差标准的制定是为了保证焊接接头的质量,确保其能够满足设计要求和使用要求。
焊接公差标准一般由国家标准、行业标准或企业标准等制定,具有一定的权威性和约束力。
其次,焊接公差标准通常包括尺寸公差、形位公差和表面质量要求等内容。
尺寸公差是指焊接件的尺寸允许偏差范围,包括焊缝尺寸、焊接件尺寸等;形位公差是指焊接件的形状、位置、方向等要求,包括焊接面的平直度、垂直度、倾斜度等;表面质量要求是指焊接件表面的光洁度、无损伤、无气孔、无裂纹等要求。
另外,焊接公差标准的制定需要考虑到具体的焊接材料、焊接工艺、焊接设备等因素。
不同的焊接材料具有不同的热膨胀系数、
热导率、力学性能等特点,因此在制定焊接公差标准时需要进行相
应的修正和调整。
同时,不同的焊接工艺和焊接设备对焊接质量也
会产生影响,因此在制定焊接公差标准时需要考虑这些因素的影响。
总之,焊接公差标准是确保焊接质量的重要保障,对于提高焊
接质量、保证产品质量具有重要的意义。
只有严格遵守焊接公差标准,才能够保证焊接接头的质量稳定、可靠,从而确保产品的使用
性能和安全性。
因此,各个相关行业的从业人员都应该加强对焊接
公差标准的学习和掌握,不断提高焊接质量,推动焊接行业的发展。
BS_EN_ISO_13920:1997_焊接—结构的一般公差

本标准中规定的线性和角性尺寸以及形状和位置一般公差适用于焊
接件、焊接组件和焊接结构等。
复杂的结构可能需要特殊的条款。
本标准中的规定是基于 ISO 8015 中的独立原则,即根据该原则,尺
寸和几何公差在适用性方面是相互独立的。
制造文件若没有参考一般公差或参考不充分,文件中的线性和角性尺
寸以及形状和位置示数给出没有个体公差,则该制造文件应被视为不完
EN ISO 13920 是国际社会通过讨论制定的,在此过程中英国发挥了积极 作用。
此英国标准在起草之时即被认为将为具有足够资质和经验的人员所使 用。英国标准并未包含合同所需要的所有必要条款。英国标准的使用者有责 任正确使用该标准。
与此英国标准一致并不能免除自身的法律责任。
文件组成 本文件由一页封面,一页内封面,ⅰ,ⅱ页,EN ISO 标题页,第 2 至
BS EN ISO 13920:1996 页码:4/13
1 范围
此欧洲标准规定了线性和角性尺寸以及焊接结构形状和位置四个级
ISO139201996焊接结构的一般尺寸公差和形位公差

ISO13920:1996焊接结构的一般尺寸公差和形位公差
1、线性尺寸公差
2、角度尺寸公差
采用角度的短边作为基准边,其长度可以延伸到某一特定的基准点,基准点标注在图样上。
如下图所示:
3、直线度、平面度和平行度
3.1直线度
3.2平面度
3.3平行度
ISO2768—1:1989机加工一般公差:
未单独注出公差的线性和角度尺寸的公差本标准适用于下列未注公差的尺寸:
1)线性尺寸:直径、半径、距离、倒圆半径和倒角高度;2)角度尺寸,包括通常不注明角度值的角度尺寸;
3)机加工组装件的线性和角度尺寸。
线性尺寸的极限偏差值(mm)。