冲压工序日常点检表
合集下载
冲压车间6S点检表

5
合计
100
检查人:检查日期:年月
4
2、现场有无卫生死角
4
素养
1、工人的言谈举止是否礼貌
4
2、工人的精神状态是否饱满
4
3、车间工人有无打闹现象
5
4、职工休息室或更衣室是否遵照“5S”要求进行管理
5
安全
1、上岗人员是否进行了安全教育
5
2、是否按要求佩带了安全保护用品
5
3、安全保护设施是否齐全、良好
5
4、安全、警告标识是否符合要求
5
5、安全防火、消防器材是否齐备完好
冲压车间
检查项目
配分
组
组
组
组
组
组
组
组
整理
1、生产现场有无不必要的
4
3、生产线内有无不用或暂不使用的夹具工装
3
4、合格区、废品区、待检区是否有明确区分,且认真执行
5
5、通道是否畅通,现场整体整齐有序并保持地面洁净
4
整顿
1、工位器具架,移工用品,制造用毛坯,零部件是否按规定定置存放
4
2、工具、检具,是否易于取用,不用找寻
3
3、废品或不合格品是否有明显标识,并加以管理
5
4、现场是否有固定的包装物等垃圾的存放区,并坚持至少每天清理一次
3
清扫
1、作业区是否杂乱
4
2、作业台上或工位器具架上是否杂乱
4
3、产品设备有无脏物或附着灰尘
3
4、作业段落或下班前是否认真清扫
4
清洁
1、前3S是否规范化
合计
100
检查人:检查日期:年月
4
2、现场有无卫生死角
4
素养
1、工人的言谈举止是否礼貌
4
2、工人的精神状态是否饱满
4
3、车间工人有无打闹现象
5
4、职工休息室或更衣室是否遵照“5S”要求进行管理
5
安全
1、上岗人员是否进行了安全教育
5
2、是否按要求佩带了安全保护用品
5
3、安全保护设施是否齐全、良好
5
4、安全、警告标识是否符合要求
5
5、安全防火、消防器材是否齐备完好
冲压车间
检查项目
配分
组
组
组
组
组
组
组
组
整理
1、生产现场有无不必要的
4
3、生产线内有无不用或暂不使用的夹具工装
3
4、合格区、废品区、待检区是否有明确区分,且认真执行
5
5、通道是否畅通,现场整体整齐有序并保持地面洁净
4
整顿
1、工位器具架,移工用品,制造用毛坯,零部件是否按规定定置存放
4
2、工具、检具,是否易于取用,不用找寻
3
3、废品或不合格品是否有明显标识,并加以管理
5
4、现场是否有固定的包装物等垃圾的存放区,并坚持至少每天清理一次
3
清扫
1、作业区是否杂乱
4
2、作业台上或工位器具架上是否杂乱
4
3、产品设备有无脏物或附着灰尘
3
4、作业段落或下班前是否认真清扫
4
清洁
1、前3S是否规范化
中日文冲压模具检查表
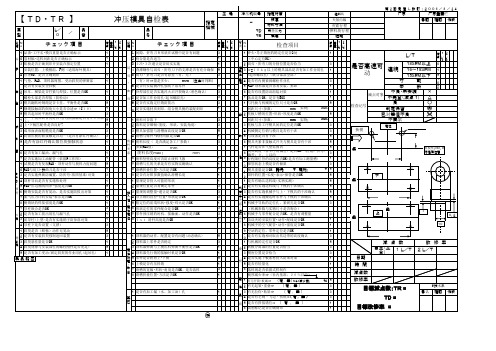
5 mm
3
4 机械侧定位销与模具是否有干涉
3
取 5 与设备是否有干涉
5
L/T
是否高速可 动
連続
18SPM以上 16~18SPM 15SPM以下
寸 動
中 断
减点对象
不良・未安装 不完全(減点 1)
× △
检查记号
良 判定保留
○
○保
已对策但不良
○
不要紧
定位
换模
減1 2 点 L/ L/
TT
0
-
TD
板厚 材料寸法 气垫压力
夹紧内幅 夹紧行程 弹料块行程
承認 確認 作成
TR 模高
送距
分N 类o
检查项目
1 冲头・导正销座的销定位是否2处
減自 1 2 点 主 L/ L/
TT
1
(中心定位NG)
2 切刃・折弯刀的分割位置是否恰当
3
模 具
3
w=10kg以上的模具部品是否有加工作业用孔
1
保 (起吊螺纹孔)(嵌合部品全部)
1 间隙、折弯刀R形状在试模中是否有问题
2 咬合量是否适当
3 2次・3次避让是否切实实施
切
4
背撑钢性与切刃・折弯刀下的支撑是否有充分确保
刃 5 切刃・折弯刀是否有悬挂(有,无)
(有)时⇒量是多少: ・
mm (立会时判断)
6 是否有安装侧冲孔强制下落零件
曲 7 补焊部位是否实施淬火后开裂确认(着色确认)
确 7 防误夹的安装位置・动作・配线是否OK 认 8 机械手的空气配管・动作・强度是否OK
9 空站的定位、零件定位是否OK
1 0
是否有实施相对取出传送带的高度确认
冲压检查表
6
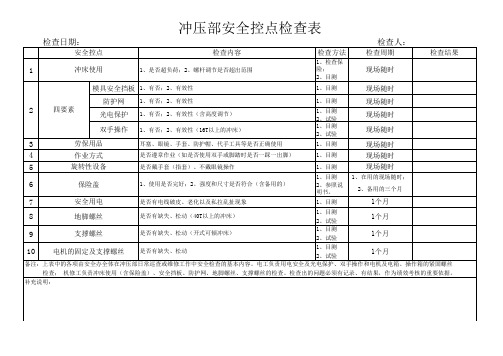
保险盖
1、使用是否完好;2、强度和尺寸是否符合(含备用的)
2、参照说 明书。
2、备用的三个月
7
安全用电
是否有电线破皮、老化以及私拉乱扯现象
1、目测
1个月
8
地脚螺丝
是否有缺失、松动(40T以上的冲床)
1、目测 2、试验
1个月
9
支撑螺丝
是否有缺失、松动(开式可倾冲床)
1、目测 2、试验
1个月
10
电机的固定及支撑螺丝 是否有缺失、松动
1、目测 2、试验
1个月
备注:上表中的各项由安全办全体在冲压部日常巡查或维修工作中安全检查的基本内容。电工负责用电安全及光电保护、双手操作和电机及电箱、操作箱的紧固螺丝
检查; 机修工负责冲床使用(含保险盖)、安全挡板、防护网、地脚螺丝、支撑螺丝的检查。检查出的问题必须有记录、有结果,作为绩效考核的重要依据。
补充说明:
冲压部安全控点检查表
检查日期:
安全控点
检查内容
1
冲床使用
1、是否超负荷;2、螺杆调节是否超出范围
模具安全挡板 1、有否;2、有效性
检查方法
1、检查保 险; 2、目测
1、目测
检查人:
检查周期
现场随时
现场随时
检查结果
2
四要素
防护网 光电保护 双手操作
1、有否;2、有效性 1、有否;2、有效性(含高度调节) 1、有否;2、有效性(16T以上的冲床)
1、目测
1、目测 2、试验 1、目测 2、试验
现场随时 现场随时 现场随时
3
劳保用品
耳塞、眼镜、手套、防护帽、代手工具等是否正确使用
1、目测
冲压过程质量巡检记录表
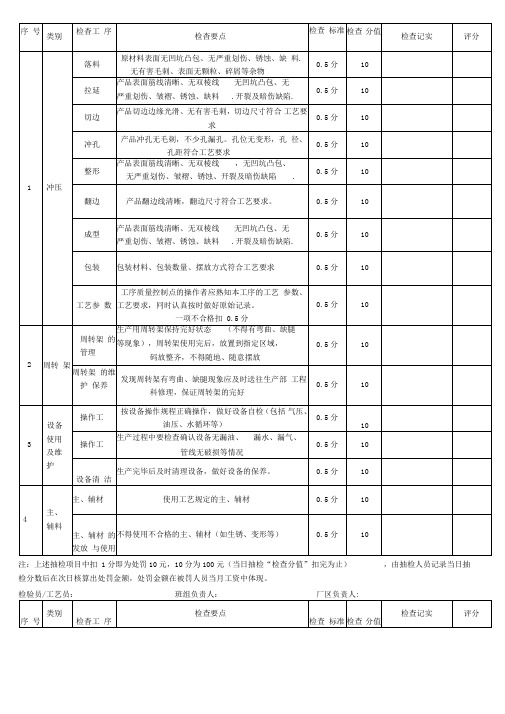
0.5分
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
冲压日常点检表

1
操作盘和各灯点状态确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
2
超负荷压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
3
平衡缸气压表确认
日 4.0~6.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
4
离合器气压表确认
日
kg/㎠
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
5
模垫压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
11
送料机 正常作动 确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
12
模高数显器状态确认
日 良好/不良
/
/
/
/
/
冲压机设备日常点检表
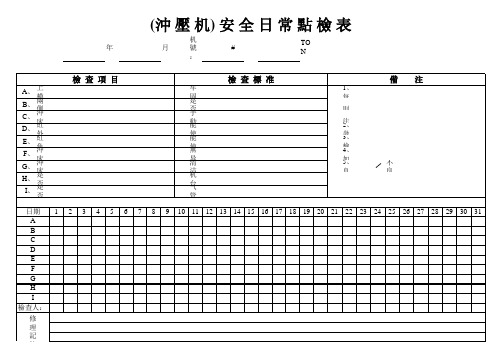
檢 查 標 准
備
注
1、每日首次開机檢查一次(一天中如果不開机, 則由各机台负责人点检。如是休假必须 注明休假字样。 2、發現不良情況立即報告組長。 3、檢查人必須登記自己的工號。 4、如有修理,則由机电技工填寫在修理记录栏。 5、良好:
手動、單沖均良好 能使沖床立即停止(連續試驗3次) 能使沖床立即停止 無异常聲音 清洁整齊 机台无油渗出 气管无漏气现象 10 11 12 13 14 15 16 17 18 19 20 21 22
不良:×
23
24
25
26
27
28
29
30
31
Байду номын сангаас
(沖 壓 机) 安 全 日 常 點 檢 表
年 月 机號: # TON
檢 查 項 目
A、 上模与下模的緊固螺絲 B、 兩側防護网 C、 沖床工作正常 D、 紅外線安全保護眼 E、 紅色緊急停止按制 F、 沖床運轉聲響 G、 沖床台面 H、 是否漏油 I、 是否漏气 日期 A B C D E F G H I 檢查人: 修 理 記 錄 1 2 3 4 5 6 7 8 9 牢固可靠 是否關好
冲压定期保养(包括日常检点表)

03 锁紧油压计的指针是否在指定范围内
04 V型皮带有无空滑音及异常振动
05 油量.油质是否适当
06 润滑油回油状况是否正常
07 空气配管是否漏气
08 高压气筒排水管筏是否排水(一日一次)
09 误送检知功能是否正常
10 各开关,按钮功能是否正常
11 Байду номын сангаас气过滤器的滤网有无堵塞
点检者签名
班长点检
注: " ˇ" 表示 已执 行; " ×"表 示异 常需 维 修; "O" 不需 点检
东
年 序号
日常 点 检 事 项
承
版本:A/0
认
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
01 滑块锁紧机构及冲床本体有无脏物
02 空气压力是否在0.39~0.49MPQ之范围内
承 认 者 : 课 长 保 管 部 门 : 制 造 部 保 管 期 限
表 单 编 号 : ML QR 00 55
模具点检表

冲压模具日常生产性点检表
生产班组:
时段 点检项目 1、检查模具的产品号及工序号与生产计划是 否相符 点检方法 目视 测量/目视 目视 目视/手感 目视 目视 目视 目视 目视/手感 目视 操作/目视 判断标准 计划与模具实物相符,符合 生产计划 能正常安装,符合《冲压作 业指导书》 无杂质、无异物、无突起 安全销无晃动、丢失 无损坏、断裂 无杂质、无异物、无突起 送料取件正常/与工作台中心 线重合 存放垫平稳支撑模具 安装支点稳定,无晃动 模具外观完好、导向部位清 洁并加注润滑油 安全墩、模具存放块已取 下,无缺失 模具型腔内、上下表面无异 物 无脱落、松动 光滑,清洁/上下行程到位, 无异常 完好 废料滑落顺畅 无异常 6S标准 无异常,无缺损,无晃动 存放垫平稳支撑模具 1 2 3 4 5 6
生 3、检查模具型腔内、上下表面是否清洁,螺栓 产 目视/手感 是否松动、缺失 前 4、检查模具紧固装置状况(如螺栓)导向装 目视/手感 置状况(如导板) 定位装置状况(如定位 块) 5、棉布清理模具型面,涂润滑油,开动寸动 目视/手感 行程空车运行三次 1、检查模具五大装置(工作、紧固、导向、 定位、顶出装置)是否正常 目视 目视 目视/听觉 目视 目视/手感 目视
填写顺序
1
3
2
年 月
12 13 14 157891011
安 2、检查压力机的滑块高度或最大行程是否适 装 合模具的封闭高度及加工行程 前 3、清理压力机的工作台及滑块表面 4、检查模具安全销又没有松动,缺失 5.检查吊装棒及防脱链是否损坏、断裂 1、检查模具上下表面有没有废屑或杂质 2、检查模具安装方向是否正确,安装位置是 安 否对中 装 时 3、检查模具存放垫是否齐备 4、检查模具装模压板或螺钉有没有缺陷,检 查模具是否锁紧 1、检查模具外观与导向部位 2、检查安全墩及模具存放块
生产班组:
时段 点检项目 1、检查模具的产品号及工序号与生产计划是 否相符 点检方法 目视 测量/目视 目视 目视/手感 目视 目视 目视 目视 目视/手感 目视 操作/目视 判断标准 计划与模具实物相符,符合 生产计划 能正常安装,符合《冲压作 业指导书》 无杂质、无异物、无突起 安全销无晃动、丢失 无损坏、断裂 无杂质、无异物、无突起 送料取件正常/与工作台中心 线重合 存放垫平稳支撑模具 安装支点稳定,无晃动 模具外观完好、导向部位清 洁并加注润滑油 安全墩、模具存放块已取 下,无缺失 模具型腔内、上下表面无异 物 无脱落、松动 光滑,清洁/上下行程到位, 无异常 完好 废料滑落顺畅 无异常 6S标准 无异常,无缺损,无晃动 存放垫平稳支撑模具 1 2 3 4 5 6
生 3、检查模具型腔内、上下表面是否清洁,螺栓 产 目视/手感 是否松动、缺失 前 4、检查模具紧固装置状况(如螺栓)导向装 目视/手感 置状况(如导板) 定位装置状况(如定位 块) 5、棉布清理模具型面,涂润滑油,开动寸动 目视/手感 行程空车运行三次 1、检查模具五大装置(工作、紧固、导向、 定位、顶出装置)是否正常 目视 目视 目视/听觉 目视 目视/手感 目视
填写顺序
1
3
2
年 月
12 13 14 157891011
安 2、检查压力机的滑块高度或最大行程是否适 装 合模具的封闭高度及加工行程 前 3、清理压力机的工作台及滑块表面 4、检查模具安全销又没有松动,缺失 5.检查吊装棒及防脱链是否损坏、断裂 1、检查模具上下表面有没有废屑或杂质 2、检查模具安装方向是否正确,安装位置是 安 否对中 装 时 3、检查模具存放垫是否齐备 4、检查模具装模压板或螺钉有没有缺陷,检 查模具是否锁紧 1、检查模具外观与导向部位 2、检查安全墩及模具存放块
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
班组名 点检者 责任人
冲压 检印
电气
其他
检查 检查 检查 安全 检查 各部 离合 检查 空气 是否 冲压 检查 检查 光栅 急停 位螺 器运 空气 管路 切断 废料 电机 制动 控制 按钮 栓螺 转 阀 排水 电源 箱、 器 母 地面
检查 灯 亮, 重启 后正 常工 作灯 亮
月工 作时 间 (H )
固资编号 CLX-014 设备名 冲床 空压 部位
点 检 内 容
空气 压力 是否 调节 正确 检验 气路 有无 漏气 现象 自动 检验 润滑 三联 油箱 阀 是否 加油 游标 无异 上下 响及 线之 污物 间
冲床日常点检表
润滑
检查 检查 检查 有无 齿轮 安全 漏油 箱油 光栅 现象 位 动作 设备 、台 游标 面有 上下 通光 无渗 线之 漏油 间 迹
序号
目 测 作 业 前
目 测 作 业 前
目 测 作 业 前
遮 挡 试 作 业 前
按 下 检 作 业 前
按 下 按 作 业 前
耳 听 作 业 中
扳 手 作 业 中
目 测 作 业 中
目 测 作 业 中
人 工 作 业 后
人 工 作 业 后
人 工 作 业 后
目 测 作 业 后
班长 或组 长每 日确 认
1
2
3
判 0.5Mp 无漏 断 a气声 标 0.7Mp 响 a 准
按下 则滑 无松 无漏 无打 无异 关闭 块立 动现 油现 滑现 响 阀门 即停 象 象 象 止
空气 滤清 器, 贮气 筒放 水阀 排净
特殊 切断 干净 事项 电源 记入
作业时间 (小时)
方 法 目测 耳听 目测 和 作 作业 作业 作业 业 前 前 后 时
4
5
6
7
8
9
10 11 12 13 14 15 16 17
白 班
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 ห้องสมุดไป่ตู้2 23 24 25 26 27 28 29 30 31 备 注
1、当发现异常时,一定要马上向负责人报告并进行处置 2、每月1日要将此表汇总后交给负责人,班组负责人受到点检表确认收齐后马上交给车间负责人盖章,确认后转交维修部 3、设备每月使用合格记“√”不合格记“╳”,上班时间记入设备实际嫁动时间,休息记(/)标注(*)的,需按实际数值填写.