机械手控制1
机械手开机操作步骤

机械手开机操作步骤
开机准备:
1.接通机械手及液压设备的电源、气源。
2.启动液压机,并把液压机上、下模调回正常位置,修边机相同,
处理后把设备全部转入自动生产模式。
3.打开机械手急停开关,等待机械手自动定位完成,并转入自动生
产模式。
启动前操作:
1.补充工件:
1)在液压机模具上放上一个工件;
2)在二道机械手的工件位置上补齐3个工件;
注:缺少工件时,机械手将报警,如可以按“复位”键恢复运行。
2.检查一道机械手滚油输送带上是否有1张圆片,如果没有则人工
补充1张圆片。
启动操作
按下一道机械手的“启动按钮”或点击控制屏上的“启动”键,即可启动。
报警处理
一道拉伸失效:
检查模具上是否有一张圆片,如有,人工按下液压机拉伸按钮进行一次工件拉伸,即可自动回复生产。
一道计量失效:
检查计量托台上是否有多张圆片或者没有圆片,请人工处理计量托台上只有1张圆片后,点击控制屏上的“复位运行”键,即可回复生产。
二道真空吸件失效:
检查对应的吸盘,是否出现不合格工件,如有则人工清除掉该工件之后,点击二道控制屏上的“复位”键,即可回复生产。
注:如不熟练报警处理方法,请停机处理后,再重新启动生产。
伟立机械手说明书(1)
进至 700
i、点击“吸夹动作”,选取 SV1 吸盘输出、SG1 夹具 1 输出,单击“插入”;
j、插入 Z1 上升至 0;
k、点击“轴动作”设置 X 横入至 0,继续单击“同动轴”,选取 Y1 后退至 0;
l、返回 是否退出教导界面 是
5.1.2 运行新建模组
退出教导后,按 STOP 键切换到主画面,过程如下:
003 前进,Y1:0.0 700.0 004 吸夹,吸 1 通,夹 1 通 005 后退,Y1:700.0 0.0
006 上升,Z1:400.0 0.0 007 横出,X:0.0 900.0 008 下降,Z1:0.0 400.0
009 前进,Y1:0.0 700.0 010 吸夹,吸 1 断,夹 1 断
5
a、当手臂要下降时,要特别注意手臂是在安全区域内。 b、操作前,请先确认人员是否在手臂行程范围外。 c、如不遵守此忠告,可能发生设备损坏或人员伤害
手动界面下包括轴、吸夹、备用。 X:主手臂、副手臂的横行坐标 Y1:主手臂的引拔坐标 Y2:副手臂的引拔坐标 Z1:主手臂下移坐标 Z2:副手臂下移坐标 C:侧姿的位置(水平/垂直)
4.2.5 修改 修改 在此可修改轴行程(每次最大调整距离为 1mm),轴运行等待的延 时,及运行速度。
进入主画面后点击 修改 ,进入修改界面,显示如下:
4.2.6 复位 复位 机械轴回归原点。
7
进入主画面后点击 复位 ,进行复位。
复位
是
4.2.7 试运行
试运行 测试当前模组是否符合模具要求(注:试运行模式不能替代全自 动运行)
全伺服系列
1
2
1、按键与开关的功能说明 1)紧急停止按钮
当有异常状况发生时,按下此钮,设备会立即停止运转并发出警报音,提醒 使用者设备异常。 2)使用/不使用开关 如若不使用机械手,请先确认机械手位置安全,可将此开关切换至关闭的位 置,此时手控器不可使用;需要使用时,可将此开关切换至开启的位置,手 控器可正常使用。 3)语言切换快捷键 一键切换提示语言。提示语言种类的选择也可在开机时进行。 4)自动运行 运行程序的开启键。在试运行/全自动中,当系统出现“请按左上角绿色 RUN
伟立机械手说明书(1)
进至 700
i、点击“吸夹动作”,选取 SV1 吸盘输出、SG1 夹具 1 输出,单击“插入”;
j、插入 Z1 上升至 0;
k、点击“轴动作”设置 X 横入至 0,继续单击“同动轴”,选取 Y1 后退至 0;
l、返回 是否退出教导界面 是
5.1.2 运行新建模组
退出教导后,按 STOP 键切换到主画面,过程如下:
5
a、当手臂要下降时,要特别注意手臂是在安全区域内。 b、操作前,请先确认人员是否在手臂行程范围外。 c、如不遵守此忠告,可能发生设备损坏或人员伤害
手动界面下包括轴、吸夹、备用。 X:主手臂、副手臂的横行坐标 Y1:主手臂的引拔坐标 Y2:副手臂的引拔坐标 Z1:主手臂下移坐标 Z2:副手臂下移坐标 C:侧姿的位置(水平/垂直)
最大速度设定:机械运行的速度设定,以百分比形式表示。 系统时间设定:a、开模延时:接受到开模完信号后,等待信号稳定的时间;
b、循环超时:机械手完成一次循环的时间,运行中若循环时间 超出设定的时间,系统将会报警; c、复位超时:机械手完成复位的时间,若复位时间超出设定的 时间,系统将会报警; d、开模超时:全自动运行时等待开模完成时间的上限值,等待 时间不得超过设定的时间,否则系统将会报警; e、油泵提醒:每隔某段时间系统将提醒工作人员进行机械润滑; f、界面刷新间隔:界面刷新的时间间隔; g、单步动作超时:在模组中执行一步的最长时间,若某条指令 执行时间超出设定的时间,系统将会报警; h、伺服进入休眠:伺服驱动连续不工作时间超过设定时间将自 动进入休眠状态; i、屏保等待时间:连续不碰触手控器的时间超过设定的时间, 屏幕将自动锁定。 极限位置:手臂运行的最远位置。 特殊设置:a、横行待机方式:即 X 轴在进入自动运行前的待机位置(注:为“置 物”时,模组运行动作结束后,X 轴需在置物区); b、手臂待机位置:侧姿在进入自动运行的前待机位置; c、安全门开报警:“使用”即当机械手正在下降/上升过程中,安全 门打开系统不报警,当转换到上升/下降时系统将报警一次,“不使用”
机械手的PLC控制(完整)

江苏信息职业技术学院毕业设计报告毕业设计报告课题:机械手的PLC控制系部:机电系专业:电气自动化班级:电气1332姓名:王琪学号:2013321026指导老师:贾君贤2016-6摘要机械手是工业自动化系统中传统的任务执行机构,是机器人的关键部件之一。
机械手的机械结构采用滚珠丝杆、滑杆、等机械器件组成;电气方面有交流电机、传感器、等电子器件组成。
该装置涵盖了可编程控制技术,位置控制技术、检测技术等,是机电一体化的典型代表仪器之一。
本文介绍的机械手是由PLC 输出三路脉冲,控制机械手横轴和竖轴的精确定位,微动开关将位置信号传给PLC主机;位置信号由接近开关反馈给PLC主机,通过交流电机的正反转来控制机械手手爪的张合,从而实现机械手精确运动的功能。
本课题拟开发的物料搬运机械手可在空间抓放物体,动作灵活多样,可代替人工在高温和危险的作业区进行作业,并可根据工件的变化及运动流程的要求随时更改相关参数。
关键词:机械手 PLC 交流电机目录摘要 (1)引言 (3)第一章机械手机械结构 (4)1.1传动机构 (4)1.2机械手夹持器和机座的结构 (6)第二章机械手PLC及电机的应用 (8)2.1 PLC简介 (8)2.2 PLC内部原理 (10)2.3 机械手PLC选择及参数 (12)2.4 机械手电机的选用 (13)第三章机械手PLC控制系统设计 (14)3.1 机械手的工艺过程 (14)3.2PLC控制系统 (16)致答谢词 (21)参考文献 (21)引言在现代工业中,随着工业现代化的进一步发展,自动化已经成为现代企业中的重要支柱,无人车间、无人生产流水线等等,已经随处可见。
同时,现代生产中,存在着各种各样的生产环境,如高温、放射性、有毒气体、有害气体场合以及水下作业等,这些恶劣的生产环境不利于人工进行操作。
工业机械手是近代自动控制领域中出现的一项新的技术,是现代控制理论与工业生产自动化实践相结合的产物,并以成为现代机械制造生产系统中的一个重要组成部分。
IAI机械手调整规程1
三
联机画面
⑹点击左上角图标将数据传送到控制器内 部
三
联机画面
⑺将通讯单元的自动(AUTO)/手动 (MANU)切换档切换到自动(AUTO) 上
四 注意事项
1. IAI机械手控制盒的供给电源为AC 220 V; 2. IAI机械手控制器的工作电压为DC 24 V; 3. 由于该设备属于电动冲压装置,操作前需检查所有开关是否正 常; 4. 调整时应注意安全,并且将控制盒上的自动/手动开关切换到 手动档位; 5. 关闭后需要等待30秒钟后方可再次开机,以免出现误动作。
+
-
三
⑴双击图标
联机画面
⑵系统提示
根据系统提示将通讯单元的自动 (AUTO)/手动(MANU)切换 档切换到手动档位上(MANU)
⑶点击左上角图标
三
联机画面
⑷选择轴号
⑸数据记录
三
联机画面
前 后 进: 点动向下移动 退:点动向上移动
位置读取:记录当前数值
0:为驱动位置
1:加压位置
2:终了位置
注意:终了位置速度为7.00mm/s 时最稳定
3
1、IAI机械手控制器分体介绍
⑶AI机械手控制器马达控制单元
注意:此处必须打到NOM档位上 NOM: 正常制动器作用
BK RLS:取消制动器动作
1、IAI机械手控制器分体介绍
⑷ IAI机械手控制器电源供给单元
注意:控制器的输入电源为DV-24V有正
负之分,绝对不可以接反,跟接错电压。 以免烧毁控制器。
1、IAI机械手控制盒内部介绍
1
①、IAI机械手控制器 供给 DC-24V电源; ②、PLC; ③、 IAI机械手控制器;
2
机械手控制原理

机械手控制原理
机械手控制原理是指通过控制系统对机械手进行操作和控制的基本原理。
机械手控制原理的核心是将运动控制信号传递给机械手中的执行机构,从而实现机械手的精确定位和运动。
机械手控制原理主要涉及以下几个方面:
1. 传感器:机械手控制系统中的传感器用于获取机械手和工件的位置、速度、加速度等数据信息。
常用的传感器包括编码器、光栅尺、位移传感器等。
2. 运动规划:机械手控制系统需要通过运动规划算法来计算机械手的轨迹和动作序列。
运动规划算法可以根据特定的任务需求,计算机械手的运动轨迹和动作序列,使机械手能够按照预定的路径和速度进行运动。
3. 控制算法:机械手控制系统中的控制算法用于根据传感器获取的数据信息,计算出机械手的控制信号。
常用的控制算法包括PID控制算法、模糊控制算法、自适应控制算法等。
4.执行机构控制:机械手的执行机构包括电机、减速器、传动
装置等,通过控制信号将运动控制信号传递给执行机构,控制机械手的运动。
执行机构的控制方式可以是开关控制、速度控制或位置控制等。
5. 数据通信:机械手控制系统中的控制器和执行机构之间需要进行数据通信,常见的方式包括以太网通信、控制总线通信等。
通过以上一系列的控制原理,机械手可以实现精确、高速、高效的操作和控制。
JJR-1型机械手控制系统的设计
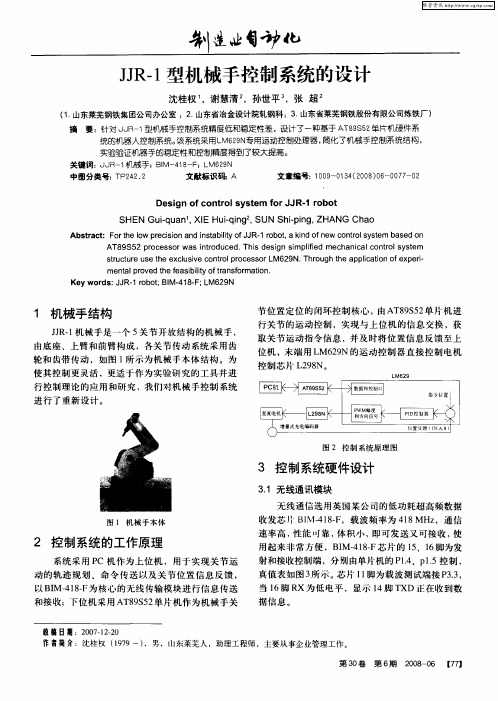
1 机械手结构
JR— 机 械 手是 一个 5 节开 放结 构 的机 械 手 , J l 关
节 位置 定位 的 闭环控 制 核心 , A 8 S 2 片机 进 由 T 95 单 行 关节 的运 动控 制 ,实 现与 上位 机 的信 息交换 ,获 取 关 节运动 指令 信息 ,并及 时 将位 置信 息反 馈 至上
文章编号: 0—0 3 ( 0 8 0 — 0 7 2 1 9 1 4 20 ) 6 0 7—0 0
De i n o on r l y t m o J 1 r bo sg f c to s e f rJ o t s R-
SHEN Gu— u n , E Hu— ig , i a ’ XI i n SUN Sh— ig ZHANG a q q i n , p Ch o
动 的轨 迹规 划 、命 令 传送 以及 关节 位 置 信息 反馈 ,
以 B M一 1- 为 核心 的无 线 传输模 块进 行信 息 传送 I 4 8F 和接 收;下 位机 采用 A 8 S 2 片机作 为机 械手 关 T 95 单
I 稿 日期 :20 .22 叟 0 7 1-0
作者简 介:沈 桂权 (9 9一) 17 ,男,山东莱芜人 ,助理工程师 ,主要从事企业管理 工作 。
AT8 9S5 r c s o s ito u e Thsde in smp ie c anc onr y t 2 p o e s rwa n r d c d. i sg i lid me h iaI f c toI sem s
机械手自动上下料控制系统的组成及工作原理
机械手自动上下料控制系统的组成及工作原理机械手自动上下料控制系统是由多个组件组成的,包括机械手、传感器、控制器、执行器、电源等。
机械手是整个系统的核心部件,其负责实现对工件的抓取和放置。
传感器可以检测工件的位置、重量等信息,控制器则根据传感器的反馈来控制机械手的动作。
执行器是用来控制机械手运动的,电源则是提供系统所需的电能。
机械手自动上下料控制系统的工作原理是:传感器检测工件的位置和重量,将这些信息传输给控制器。
控制器根据这些信息来控制机械手的动作,使其准确地抓取或放置工件。
执行器负责控制机械手的运动,将其送到目标位置。
在整个过程中,电源提供所需的电能。
通过这种自动化的系统,可以大大提高生产效率、降低人力成本,同时还能减少因人为因素而产生的错误率。
因此,在现代工业生产中,机械手自动上下料控制系统已经广泛应用。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Robotics控制 控制
PID控制 3.3 PID控制
PID控制的基本形式 3.3.1 PID控制的基本形式
Robotics控制 控制
PID控制器的三个参数有不同的控制作用 控制器的三个参数有不同的控制作用
控制器实质上是一个具有可调增益的放大器。 (1)P控制器实质上是一个具有可调增益的放大器。在控制系 ) 控制器实质上是一个具有可调增益的放大器 统中,增大 可加快响应速度,但过大容易出现振荡; 统中,增大kP可加快响应速度,但过大容易出现振荡; (2)积分控制器能消除或减弱稳态偏差,但它的存在会使系统 )积分控制器能消除或减弱稳态偏差, 到达稳态的时间变长,限制系统的快速性; 到达稳态的时间变长,限制系统的快速性; (3)微分控制规律能反映输入信号的变化趋势,相对比例控制 )微分控制规律能反映输入信号的变化趋势, 规律而言具有预见性,增加了系统的阻尼程度, 规律而言具有预见性,增加了系统的阻尼程度,有助于减少超调 量,克服振荡,使系统趋于稳定,加快系统的跟踪速度,但对输 克服振荡,使系统趋于稳定,加快系统的跟踪速度, 入信号的噪声很敏感。 入信号的噪声很敏感。
K q m ( s) = Vm ( s ) s (Ts + 1)
V m ( s ) = K p ( q md ( s ) − q m ( s )) − K D sq m ( s )
q m ( s) = K {K P (q md ( s) − q m ( s)) − K D sq m ( s)} s (Ts + 1)
3.2 传递函数和方框图
3.2.2 方框图
y y x = • = G2G1 u x u
y x ± z G1u ± G2u = = u u u = G1 ± G2
y = Ge = G (r ∓ Hy ) y ± GHy = Gr y G = r 1 ± GH
Robotics控制 控制
3.2 传递函数和方框图
Robotics控制 控制
PID控制 3.3 PID控制
实用的PID PID控制 3.3.2 实用的PID控制
求传递函数,并写成标准形式,确定K 求传递函数,并写成标准形式,确定KP和KD PD控制 PD控制 控制对象 系统输出
ɺ Vm (t ) = K P e − K D qm
G( s) = K s(Ts + 1)
机械手的控制 Control of Robotic Manipulator
3.1 3.2 3.3 3.4 3.5 3.6 机械人系统的构成 传递函数和方框图 PID控制 PID控制 机械手的位置控制 机械手的力控制 其他控制方式简介
Robotics控制 控制
引言
机器人控制系统的特点 1. 机器人的控制与机构运动学及动力学密切相关 2. 多自由度,多变量,耦合的非线性系统 多自由度,多变量, 3. 必须依靠计算机完成控制任务 4. 由于非线性,强耦合的数学模型,控制指令复杂 由于非线性,强耦合的数学模型, 5. 机器人的动作方式和路径多解,因此存在最优性 机器人的动作方式和路径多解,
Robotics控制 控制
3.1 机械人系统的组成
3.1.1 机械人系统示意 机器人的功能: 机器人的功能: ①动作和运动的控制 末端操作器/ ②末端操作器/手爪的 轨迹和力的再现 ③运动状态显示、 运动状态显示、 参数设定功能
Robotics控制 控制
3.1 机器人系统的组成
3.1.2 机器人框图 控制 逆 向 运 动 动( 力 学 )
装配,磨削机器人 装配,
引言
Robotics控制 控制
机器人控制的基本单元 1. 电机 液压驱动,气压驱动,直流伺服电机, 液压驱动,气压驱动,直流伺服电机,交流伺服电 机,步进电机 2. 减速器 增加驱动力矩, 增加驱动力矩,降低运动速度 3. 驱动电路 脉冲宽度调制方式驱动 4. 运动检测装置 位置,速度,姿态, 位置,速度,姿态 加速度 5. 控制系统硬件 工控机,控制板卡, 工控机,控制板卡, 6. 控制系统软件 运动特性计算,控制指令计算 运动特性计算,
Robotics控制 控制
PID控制 3.3 PID控制
实用的PID PID控制 3.3.2 实用的PID控制
传递函数
qm ( s ) KK P / T = 2 GC ( s ) = q ( s ) s + {(1 + KK ) / T }s + KK / T D P md
Kt K= RD + K t K b
RM T= RD + K t K b
带有积分环节的二阶系统
3.2 传递函数和方框图
3.2.2 方框图
Robotics控制 控制
在各方框内写出控制元件的传递函数, 在各方框内写出控制元件的传递函数,并用带有 信号流向的箭头线段把各方框连接起来的框图
Robotics控制 控制
}
物理意义? 物理意义?
Robotics控制 控制
3.2 传递函数和方框图
3.2.1 传递函数
求直流伺服电机系统传递函数 运动方程式
ɺɺ ɺ Mqm + Dqm = τ m
电机生成转矩 τ m = K t i di 基尔霍夫定律 L dt + Ri + vb = v m ɺ vb = K b q m 反电势 令
2 x( s) Kω n 1 GB ( s ) = f ( s ) = ms 2 + ds + k = s 2 + 2ξω s + ω 2 n n
1 K= k
ωn =
k , m
ξ=
d 2 mk
增益
固有频率
衰减系数
0 (t < 0) f = 1 (t ≥ 0)
Robotics控制 控制
PID控制 3.3 PID控制
实用的PID PID控制 3.3.2 实用的PID控制 K q m (s) = Vm ( s ) s (Ts + 1)
Vm (s) = KI ( q md ( s ) − q m ( s )) − K P q m ( s ) − K D sq m ( s ) s
K KI qm ( s ) = (qmd ( s) − qm ( s )) − K P qm ( s ) − K D sqm ( s) s(Ts + 1) s
u (t ) = K p e + K I
∫
t
0
ɺ e (τ ) d τ + K D e
1 t ɺ u (t ) = K p e + ∫0 e (τ ) d τ + T D e TI 1 C ( s ) = K p 1 + T s + TD s I
Robotics控制 控制
引言 机器人控制分类 1. 设定点控制 (Setpoint Control)
点焊,安插元件 点焊,
2. 路径控制 (Path Control)
喷漆,移动机器人 喷漆,
3. 轨迹控制 (Trajectory Control) )
工业机械手
4. 力(力矩)控制 (Force Control) 力矩)
实际工程中PID控制仍应用广泛,其三个系数是通过调整和观 控制仍应用广泛, 实际工程中 控制仍应用广泛 察实际性能来经验地确定。 察实际性能来经验地确定。
Robotics控制 控制
PID控制 3.3 PID控制
实用的PID PID控制 3.3.2 实用的PID控制
1.用 1.用C1和C2构造出PD和PID控制 构造出PD PID控制 PD和 2.可以有多种PID控制结构,此处用输出x和误差e 2.可以有多种PID控制结构,此处用输出x和误差e产 可以有多种PID控制结构 生控制命令u 生控制命令u
3.2 传递函数和方框图
3.2.1 传递函数
1−ξ 2 e −ξωnt K 1 − sin(ω n 1 − ξ 2 t + tan −1 ξ 1−ξ 2 K {1 − e −ωnt (1 + ω n t )} (ξ = 1) x= 2 e −ξωnt K 1 − (ξ + ξ 2 − 1)e ωn ξ −1t 2 ξ 2 −1 2 − (ξ − ξ 2 − 1)e −ωn ξ −1t (ξ > 1) ) (ξ < 1)
Robotics控制 控制
PID控制 3.3 PID控制
实用的PID PID控制 3.3.2 实用的PID控制 (1)微分超前型PD控制 微分超前型PD控制 PD
ɺ u (t ) = K P e − K D x
如何确定反馈增益? 如何确定反馈增益? 将闭环系统写成标准形式,与期望的理想模型 将闭环系统写成标准形式, 的评价指标对比, 的评价指标对比,得到反馈增益
L=0
Kt ɺ τ m = (vm − K b qm ) R
Robotics控制 控制
3.2 传递函数和方框图
3.2.1 传递函数
RD RM ɺɺ qm + + K b qm = vm ɺ Kt Kt
qm ( s ) Kt K = = G ( s) = 2 vm ( s ) RM s + ( RD + K t K b ) s s(Ts + 1)
Robotics控制 控制
PID控制 3.3 PID控制
PID控制的基本形式 3.3.1 PID控制的基本形式
Robotics控制 控制
图中为同一对象在各
P PI
种不同的控制规律的作用 下的过渡过程曲线。 下的过渡过程曲线。可以 看出, 看出,在比例作用的基础
PD PID
上,加入微分作用可以减 少过渡过程的最大偏差及 控制时间;加入积分作用 控制时间; 虽然能消除余差, 虽然能消除余差,但使过 渡过程的最大偏差及控制 时间增大。 时间增大。