低合金钢药芯焊丝
药芯焊丝的应用及生产工艺

2 我国药芯焊丝的行业现状2.1 我国药芯焊丝的发展概况我国药芯焊丝的发展可分为三个阶段。
第一阶段时间上大致为上世纪60至80年代中后期,主要针对药芯焊丝制备技术所涉及的技术领域进行基础研究,包括药芯焊丝线生产所需要的设备、生产工艺、生产配方以及药芯焊丝的应用等。
这一阶段参与的单位以科研院、所为主;第二阶段,80年代中后期至2000年,以引进第一条细直径(φ1.6mm)药芯焊丝生产线以及在国家重点工程(宝钢设备安装等项目)使用药芯焊丝为标志,药芯焊丝进入工程应用阶段。
这一阶段工程上使用的药芯焊丝多为进口药芯焊丝,同时一批企业引进了数十条药芯焊丝生产线。
另外国产药芯焊丝生产设备不断完善,逐步满足了药芯焊丝生产对技术装备的要求,国产药芯焊丝在全年用量中所占比例逐渐增加,为下一阶段的发展奠定了良好的基础;第三阶段,2000年以后特别是2004年后,药芯焊丝应用高速发展。
在经过了多年的市场储备后,伴随制造技术和生产设备的不断进步,我国药芯焊丝行业的生产规模发生了巨大的变化,尤其是近10年来。
产能的扩张是以国内焊接材料生产厂家购置国产药芯焊丝生产线为主,这些企业对焊接材料生产内在规律的掌握以及现成的销售网络,对药芯焊丝年用量成倍增长起到了强有力的推动作用,并且国产药芯焊丝的产品质量能够满足工程的技术要求,价格也从每吨两万多降至一万左右。
资料表明,1996~2006年,我国药芯焊丝的产量以年均69.86%的复合增长率在高速增长,这样的增长速度在我国制造业中是相当惊人的,到2008底药芯焊丝用量更是突破20万吨,占焊接材料总量超过5%。
见图12.2 我国药芯焊丝的市场状况2.2.1药芯焊丝市场构成情况国内药芯焊丝的使用始于宝山钢铁公司的建设。
其后,机械制造行业、能源化工行业、船舶制造和海洋结构行业、建筑和桥梁业、输油及输气管线建设行业等相继使用了进口焊丝和国产焊丝。
从各行业的使用品种上看,在船舶制造和海洋结构行业、建筑和桥梁业、机械制造行业、能源化工行业、钢结构行业,主要使用钛型气保护药芯焊丝;在输油及输气管线建设中主要使用自保护药芯焊丝;耐磨堆焊药芯焊丝应用于各行业材料的表面性能改进上。
药芯焊丝
芯焊丝编辑本词条缺少信息栏、名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!药芯焊丝也称为管状焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。
目录1简介2分类▪耐磨系列▪碳钢和低合金系列3制备4特性5历史沿革6其它相关1简介编辑早在1950年代初气保护药芯焊丝便已开始开发问市,但至1957年才开始广为药芯焊丝图片商业上使用。
此种方法可说是取自埋弧焊与CO2焊接(指实心)的优点组合而成,焊剂包在焊丝内并藉外围CO2气体的保护可使焊接时产生较柔和且稳定的电弧以及低飞溅为其特点。
开发之初只有大丝径焊丝(2.0—4.0mm),用于重大工件的平焊与横焊。
直至1972年小丝径焊丝开始发展才大大的扩展了药芯焊丝使用的领域。
自保护药芯焊丝是在气保护药芯焊丝问市不久便被发展出来而且也很快的被工业界广为认同于特定的用途上。
两者最大的不同点在第二单元便已有所述明,本单元将做整体的探讨。
另据资料介绍:日本从1985年至今其焊条占整个焊材的比例从45%下降到20%;而药芯焊丝所占比例已达到近30%。
在美国焊条比例下降到不足40%,药芯焊丝则接近40%;西欧各国焊条约占30%,药芯焊丝约占20%。
由此可见。
药芯焊丝与手工焊条和氩弧焊丝相比有明显的优势,主要是把断续的焊接过程变为连续的生产方式,从而减少了焊接接头的数目,提高了焊缝质量,也提高了生产效率,节约了能源。
2分类编辑药芯焊丝又分为有缝和无缝药芯焊丝,无缝药芯焊丝的成品丝可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。
药芯焊丝按不同的情况有不同的分类方法。
按保护情况可分为气体保护(CO2、富Ar混合气体)和自保护以及埋弧堆焊三种。
按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上)。
按焊丝断面可分为简单断面和复杂断面。
药芯焊丝牌号对照表
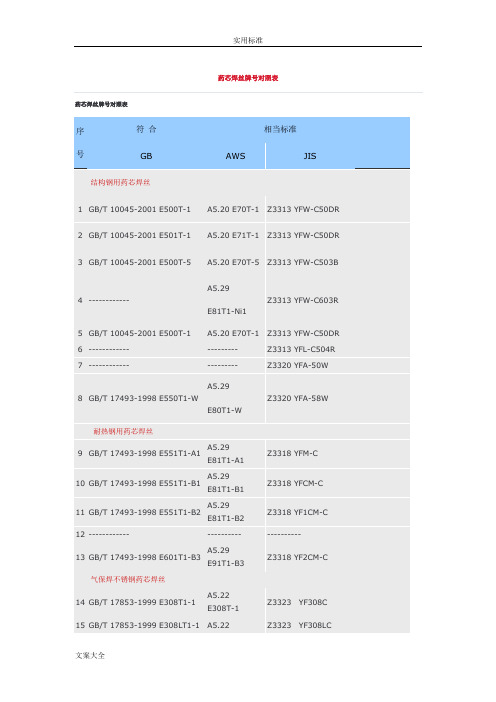
药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC序中国钢廉日本神户韩国现代号1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W 耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------ MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34 GL-YD450(Q) DWH-450 ------------35 ------------ DWH-600 ------------36 ------------ DWH-800 ------------37 ------------------------------------埋弧焊用耐磨堆焊药芯焊丝38 ------------G-50/USH-250N ------------39 ------------ G-50/USH-350N ------------40 ------------ G-50/USH-450N ------------41 ------------ G-50/USH-500N ------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝使用说明:碳钢药芯焊丝,执行GB/T10045-2001标准;低合金钢药芯焊丝,执行GB/T17493-1998标准;不锈钢药芯焊丝,执行GB/T17853-1999标准药芯焊丝是上世纪70年代逐步发展起来的,由于它效率高、节能、工艺性能好、质量高、综合成本低(只有手工焊条的1/2,埋弧焊丝的1/3,CO2实芯焊丝的90%)、飞溅少,已成为21世纪新一代焊材。
药芯焊丝和实心焊丝

实心焊丝主要有两类:一类用于埋弧焊,另一类用于熔化极活性气体保护焊。
埋弧焊用实心焊丝执行标准有GB/T 5293-1999,有低锰焊丝,如H08A(如四川大西洋公司生产的CHW-SG焊丝)配合高锰型熔炼焊剂,用于低碳钢及强度级别较低的管线钢焊接;中锰焊丝,如H08MnA、H10MnSi,配合高锰高硅低氟型熔炼焊剂主要用于管线钢焊接,并可配合低锰焊剂用于低碳钢焊接;高锰焊丝,如H08Mn2Si、H08Mn2SiA用于管线钢焊接;Mn-Mo焊丝,如H08MnMoA、HO8MnMoTiB,配合低锰中硅中氟型熔炼焊剂、氟碱型烧结焊剂或硅钙型烧结焊剂,主要用于强度级别较高的管线钢焊接。
焊丝直径一般在1.6~6.4mm范围以内。
?????? 活性气体保护焊用实心焊丝执行标准有GB/T 14947-1994、GB/T 8110-1995、AWS 5.18-93和AWS 5.28-96等标准,最常用的焊丝有H08Mn2SiA(如相当于GB/T 8110 ER49-1),它具有良好的焊接工艺性能,适宜于焊接σs≤500MPa的管线钢。
当焊接强度级别较高的钢种时,则应选择含Mo的焊丝,例如,国产H10MnSiMo焊丝和执行美国标准AWS 5.18 ER70S-G 的锦泰公司生产的JM-58焊丝、BOHLER SG3-P焊丝和执行美国标准 AWS A5.28 ER80S-G的锦泰JM-68焊丝等。
常用焊丝的规格为φ0.9mm、φ1.0mm、φ1.2mm等。
??????? 近年来,随着长输管线向着高强度、大口径、厚壁化方向发展,传统的手工焊焊接方法已逐渐地被半自动焊和自动焊焊接方法所取代,其中以半自动焊应用发展最为迅速,与之而来的是药芯焊丝得以迅猛发展。
??????? 药芯焊丝之所以能得到如此的重视和发展,与它自身的许多特点是分不开的,表现在:熔敷速度快,焊接生产率高;与实芯焊丝相比,药芯焊丝电弧软、飞溅小,焊接工艺性能好;熔深大,成型美观;综合成本低。
焊材型号与牌号
焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
焊丝的选用

优
优
良好优
优
优
优良好
良好
一般
稍差
其他电弧稳定性
熔深
飞溅
脱பைடு நூலகம்性
咬边一般
优
稍差
—
优优
优
优
—
优优
优
优
优
优优
优
优
稍差
优
2实芯焊丝的选用
(1)埋弧焊焊丝
焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
HS224HSCuZn-4硅黄铜焊丝Cu62,Si0.5,余为Zn905
黄铜氧-乙炔气焊及碳弧焊时作填充材料。也可用于钎焊铜、铜镍、灰口铸铁等
2)铝及铝合金焊丝
铝及铝合金焊丝广泛应用于铝合金氩弧焊及氧-乙炔气焊时作填充材料。焊丝的选择主要根据母材的种类、对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分应与母材差别很大。
HS 1××
HS 2××
HS 3××-
HSCu××-×
HSAl××-×堆焊硬质合金焊丝
铜及铜合金焊丝
铝及铝合金焊丝HS 4××
-
RZC×-×
ErnI××-×
铸铁焊丝
镍及镍合金焊丝
1)铜及铜合金焊丝
GBT 17853-1999 不锈钢药芯焊丝

按图 所示从试件 图 上加工一个纵向背弯试样
纵向背弯试验应按
进行 压头直径为
弯曲角度为
熔敷金属耐腐蚀性能试验
熔敷金属耐腐蚀性能试验按
或供需双方协商的方法进行
熔敷金属铁素体含量试验
熔敷金属铁素体含量试验按
或供需双方协商的方法进行
型号
焊丝直径
最小板厚
根部间隙
每层焊道数 焊层数
第 层 第 层 顶层
顶层可以是 道
本标准的附录 附录 均是提示的附录
本标准由国家机械工业局提出
本标准由全国焊接标准化技术委员会归口
本标准起草单位 哈尔滨焊接研究所 北京宝钢焊业有限责任公司 嘉兴东方焊业有限公司
本标准起草人 陈默 温安然 李春范 马凤辉 齐鹤云 方建中 储继君
中华人民共和国国家标准
不锈钢药芯焊丝
范围 本标准规定了不锈钢药芯焊丝的型号分类 技术要求 试验方法 检验规则及缠绕 包装等内容 本标准适用于电弧焊不锈钢药芯焊丝及钨极惰性气体保护焊不锈钢药芯填充焊丝 以下简称焊
应从堆焊金属上制取 化学分析试验可采用任何适宜的方法
附录 的规定进行
仲裁试验应按
见附录 提示的
力学性能试验试件制备
熔敷金属拉伸试件应按图 和
的规定制备 隔离层应使用试验焊丝以窄焊道焊
接按
的要求控制预热温度和道间温度 加工后隔离层厚度不小于
焊后热处理可在试件射线探伤之前或之后进行 也可对拉伸试样的样坯进行热处理 热处理规范见
除钼含量较高外 与
的熔敷金属合金元素含量相同 通常用于焊接
相同类型的不锈钢 也可用于焊接象
型不锈钢锻件 比采用
焊丝焊接得
到的铁素体含量要高一些
除碳含量限制在上限外 与
国外金属粉型药芯焊丝简介
中国钢研 科技 集 团公 司( 京 市 10 8 ) 北 0 0 1
摘要
喻
萍 尹士科
金属粉型药芯焊丝 以其优 良的焊接工艺性能和高 的焊接效率 , 在国外发达 国家得到 了广泛的应用 。其
归属问题在 国际上并不统一 , WS将其归于实心焊丝标准 中, IO E A 而 S 、 N和 JS将其 归于药 芯焊丝标 准 中, 国在 I 中 20 08年新修订 的低合金钢药 芯焊 丝中 , 将低合金钢用金属粉型药芯焊丝归 于此类 。文 中介绍 了国外知 名焊接材料
焊丝》 用字母 “ 表示金属粉 型药芯焊丝 ; 中, M” 不锈钢 和耐热 钢金 属粉 型药 芯 焊丝 归 于 IO 16 3 20 ( S 7 3- 04 不 锈钢和耐热钢气体保护焊和 自保护焊用药芯焊丝》 中,
也 用字 母 “ 表 示 金 属 粉 型 药 芯 焊 丝 。在 欧 洲 和 1 M” 3
收 稿 日期 : 0 8—1 20 2—1 8
金 属粉 型 , 见 A 5 2— 19 详 WSA .6 97的《 电立 焊用 碳 气 钢 和低合 金钢 焊丝 》 标准 。
IO标准 将金 属 粉 型药 芯 焊 丝 列 入 药 芯 焊 丝标 ቤተ መጻሕፍቲ ባይዱ S
中, 其中碳钢 和低 合金钢金属粉 型药芯焊丝归 于 IO S 162 20 ( 73- 04 碳钢和细晶粒钢气保护和 自保护用药 芯
推广 使用 。
别 为 一 0℃或 一3 C; 2 0o 低合 金 钢用 金属 粉 型药 芯焊 丝 归 类在 A 5 2 _20 《 WSA .8 05 低合 金 钢 用 气 保 护 焊 焊 丝 和 填充丝 》 , 中 型号 为 E×XC一, 后 的字 母 B、 、 其 M D、
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 型号分类
31 焊丝型号分类的依据是: . a 熔敷金属的力学性能; ) b 焊接位置; ) c 焊丝类别特点, ) 包括保护类型, 电流类型, 渣系特点等; d 熔敷金属的化学成分. ) 按一种类别进行分类的焊丝, 不再按本标准中任何其他方法进行分类. 32 焊丝型号的表示方法为: X X - 字母" " . E X TX X, E 表示焊丝, 字母" " T 表示药芯焊丝. 型号表示中 的符号按排列顺序分别说明如下: . 熔敷金属力学性能 ) 字母" " E 后面的前 2 个符号" XX" 表示焊丝熔敷金属的力学性能, 具体要求见表 1 和表 6 e b 焊接位置 ) 字母" " E 后面的第 3 个符号" 表示推荐的焊接位置, X" 符号说明见表 2 , c 焊丝类别特点 ) 字母" " T 与其后的符号" 表示焊丝在渣系, X" 保护类型及电流类型等方面的不同, 符号说明见表 3 及附录 A( 提示的附录) .
' 允
eJ
2
悦
O
{
O
瞬
尸 门
O
' ,
01
占
}
霉 8
0 尸 叫
2 之
8
尸
2
8吕
r 叫 小刁
之 之
吕
口刃
}
8
0刁
之
侧 O
一
C
尸叫
曰劝
卜 吮
"二
卜.
.卞 链 朴 牟 唤 州 挥 软 划 吸
侧 报
尸 叫
今刁
' 门
乏
{
一}
一
一}
}
一
之
C ' 团
2
明 卜
2
【 刃 贬 ,
0
尸 .
奈刁
叻
鹭 垦 蒸 里 云 鸯 重
召 吞
4 技术要求
4.
.1
东
口 亡
4.
, J
4.
口 J
JI
东
生 d
C '
车
月 马
焊丝熔敷金属化学成分应符合表 4 的规定. 对不同型号焊丝所要求的力学性能试验, 射线探伤试验及角焊缝试验应按表 5 的规定. 焊丝熔敷金属力学性能 焊丝熔敷金属拉伸试验结果应符合表 1 的规定. 焊丝熔敷金属 v型缺口 冲击试验结果应符合表 6 的规定.
绕要求上, 采用了G / 81-191 BT 0 95气体保护电弧焊用碳钢, 1 低合金钢焊丝》 规定的供货形式及尺寸
本标准的附录 A是提示的附录.
本标准由中华人民共和国机械工业部提出. 本标准由 全国焊接标准化技术委员会归口. 本标准由 机械工业部哈尔滨焊接研究所负责起草.
一 寸
岑 声 卜 砚
矽冰 山 1 0 卜 的8 0 国 的的 国 窝 ·1
明
公 公 1沈 卜 1试 对 山
一
. X 工 X X 又 "
小 ' 么 留 州 太 叩 馥 (
民 暇 小 恤 拓 攀
公 .又 卜 火 x 又 国 友
(N
0 协 闪 命 ·攀
酬
的 国
目 明
唬
舀
城
. 玲
>
{
}
目 ) 勾 ' O ' 1 . 习 C
一
' 勺 L ' O
一 一
U , 月 ' C C 小节 , C 心 q , 州
{
C 户 卜 叫
只
O
1
一
' 心 吧 召
逞
C)
以二
Z
O , 才 C
写写
6 乙
L 门
. 口
C
之 之
导
6
O
' 口
尸叫
}
霉孚
己 d
C
' )
户刁
之 之
吕
己
己
' ,
口l
之
孚
乙
C 二
夭津大桥集团公司和天津市三英焊业有限责任公司参加起草.
本标准主要起草人: 马凤辉, 李春范, 高盛平, 李志提, 张智, 陈邦固.
中华 人 民共 和 国 国 家标 准
低 合 金 钢 药 芯 焊 丝
L w ly e fu crd crds ac lig o a o s l x e eeto e fr w dn l t l o e l o r e
外加 C : O 保护气, 直流, 焊丝接正极 推荐用于全位置焊接
熔敷金属抗拉强度范围为 60 6 M a 2 ~70 , P
最小屈服强度为 50 a最小伸长率为 10 4 MP , 7 0
表示焊丝
G / 14 3 9 8 B T 7 9 一1 9
次
己
{ }
1
;
{
}一
飞
l
{{
1
{1
{
「
的
仁 〔
一 0 吸
明 1 0
.0 之
1 的
0 1 0
0
介一t 卜
于
口
渗 吕 冰 国 卜 州 卜 【0 1 明 0 国 卜 国 阁 的 的 0 卜 山 一 9 卜
豁 叹 ,中 邢
刽
酬
转
T口
中
卜 1 0 9
山
20
闪
·的 卜 0
国 卜 1旧
口 ·1 卜 O O 0 0 L 目 9 闰
伪 e
出 ·价 卜 0 的 田 阁 1
平焊位置和横焊位置
全 位 置
表 3 焊丝类别特点的符号说明
型 号 焊 丝渣 系特点 保护类型
电流类型 直流 . 焊丝接 正极
直流 , 焊丝接 正极
EX X XTl X -
渣系以金红石为主体, 熔滴成喷射或细滴过渡
气保护
自保护 气保 护
EX X XT4 X - EX XT5 X , X - EX X B X X T -
中
酬
匕匕吐
目 国 国
录 山 健 亩 璧山 誉 筐宣 鬓健 鬓窿 宣 夏 面 琶浪谈浪普谈浪谈答注浪答 阁 山 山 必 面 山 山 山
深创
至硬 竺竺笠 翌笠 笠兰悦竺 竺7
篡 羹
4 56
旅签
笨 划 ,
琅 吸
G / 14 3 9 8 B T 9-19 7
川 卜
次
.0
己
0 门 .
之
户, 一V
.[ 叨
瞬 0 > 0 C 瞬 O
0
料 哪
0 八
的 囚
卜 旧
0 0 !N
啼 .0
如 诈 求 镶 外
0 田
0 阅
( 报 ) 畔 邢
0 优
0 佣 .0 .0
交
0 } 墨
!0
代 0 .0
0 闪
0 0 沈
0 戈 ,0 .0 阅
0
0 的 .0 0 的
0
0 2 旧 阶 .0
攀
.0 八
咖 酬 耳 只 昆
改 0 .0
0 } 鹭
.0 价 0 .0
旧 0 .0 .0 0
价 0 0
旧 明 0 .0
0 叫 .0 几
旧 的 0 帅 2 价 N O 0 闪 明 .0 之
价
的 ?
? 明
比 匕 O Z 瞬 们 O N .0 明 入 .0 .0 内 .0 之 0 0 2 0 ?
的 匕 .0 " 旧 一 0
明
0 2 0 寸 .0
的 1 .0
0 囚 .0 八
0
们 阁
9脚 阁
00 价 目
阔 卜
卜 国 闺
卜 国
闺
卜 国
刘 吸 咚
1
(的
17 8
G / 14 3 9 8 B T 7 9-1 9
抗拉强度
u ,
屈服强度 '
. P M
3 0 4 4 0 0 4 0 7
伸长率 a s
%
2 2
2 0
M Pa 40 50 1^ 5 40 60 9 ^- 2 50 60 5^ 9 60 70 2 ^- 6 60 80 9^ 3 70 90 6 ^. 0
4.
' J』
焊缝射线探伤应符合G 32 中1 B 3 级规定. 3
角焊缝经目 测检查应无咬边, 焊瘤, 夹渣, 裂纹和表面气孔. 角焊缝的两纵向断裂表面经目测检查应无裂纹. 焊脚尺寸不大于 1 m 0 m时, 凸度应不大于 3 m m 焊丝直径及允许偏差应符合表 7 规定. 焊丝表面应平滑光洁, 不应有毛刺, 凹坑, 划痕, 锈皮和油污, 也不应有其他对焊接性能或焊接设备 操作性能具有不良影响的杂质. 48 焊丝应适合在自 . 动或半自 动焊接设备上均匀, 连续地送进. 49 焊丝的药芯应分布均匀, . 以使焊接工艺性能和熔敷金属力学性能不受影响.
渣系具有强脱硫作用. 溶滴成粗滴过渡 氧化钙一 报化物碱性渣系溶滴成粗滴过渡
渣系具有强脱硫作用
直流, 焊丝接正极 直流 , 焊丝接负极
自 保护
EX X XTX- G
渣系, 电弧特性, 焊脸成形及极性不作规定
33 完整的焊丝型号举例如下: .
E 6 1 Tl 0 - B3
焊丝化学成分分类代号 药芯焊丝类别特点 , 渣系以金红石为主体 ,
代 0 tO O
的 0 .0
闭
仍 0
O 闭
的 0 tO .0