毕业论文-保护气体对金属粉芯型药芯焊丝溶滴过渡和飞溅的影响研究
毕业论文机器人CMT焊接工艺研究
机器人CMT焊接工艺研究摘要本文利用焊接机器人和福尼斯CMT焊机对镀锌板进行堆焊,搭接和对接,分析CMT 机器人焊接焊接得到板材的外观,成型,硬度,气孔产生的原因,焊接变形产生的原因。
得到由于冷金属过渡焊接的特殊的抽送丝方式,其焊接热输入量更小,在同样焊接参数下,冷金属过渡焊接比MAG焊的飞溅更少,熔深更小,且硬度值要明显低于MAG焊。
但是在搭接镀锌板材时,由于无间隙,电弧力过大,弧长修正系数过大,焊接速度过快等原因,仍会出现气孔,对接时由于板材膨胀收缩不均匀仍会出现焊接变形。
关键词:机器人;冷金属过渡;镀锌板前言近年来镀锌板在工业中应用逐渐增多,在所有应用镀锌板的行业中,汽车工业的自动化程度最高,汽车轻量化需求越来越重要,镀锌薄板的应用也越来越多,但镀锌薄板如何有效的焊接一直困扰着工程技术人员,CMT焊接技术的发展成功解决了镀锌薄板的焊接问题。
本文围绕机器人CMT焊接镀锌板过程中容易出现的几个问题展开研究:焊缝外观是否美观,焊缝区域的硬度问题,焊接区域的气孔缺陷问题,焊接过程中的变形问题……本次研究对汽车车身的镀锌薄板的焊接具有一定的现实意义,可实现机器人CMT焊接镀锌薄板少气孔无气孔,少变形甚至无变形,焊接接头美观。
冷金属过渡焊接技术可代替传统MIG/MAG焊进行薄板焊接。
第1章绪论1.1焊接机器人我国在20世纪70年代末开始进行工业机器人的研究,经过二十多年科技的发展,工业机器人的性能更完善、价格更低,应用越来越普遍。
我国在产业转型的过程中,工业机器人的需求在快速增加。
利用焊接机器人不仅能稳定和提高焊接质量,保证其均一性,而且可以改善劳动条件,提高劳动生产率,缩短产品改型换代的周期,减小相应的设备投资。
现在焊接机器人更是遇到难得的发展机遇。
一方面,焊接机器人的价格不断下降,性能不断提升,性价比大幅度提高。
另一方面,劳动力成本也在不断上升。
现在的制造型企业也都在提升加工手段,提高产品质量和增强企业竞争力。
金属粉芯药芯焊丝焊接技术
4.5 HOBART METALLOR71 (E70C-6MH4)金属粉型药芯焊丝焊接 技术
1
图6
4.5.1 E70C-6M H4 金属粉型药芯焊丝根焊技术
4.6 推荐的工艺参数见表 4
表 4:
层
道
电流
电压
保护气种类及流 量
焊材规 格牌号
送丝速度
1 145~175 15.1~15.9
热 焊 199~206 23.6~23.9 填
金属粉型药芯焊丝:宽熔 深,对接头装配尺寸公差 要求不高
图2 实芯焊丝和金属粉型药芯焊丝的熔深形状
f、在厚壁焊接时可采用窄坡口(较常规 60o 坡口)减少焊接层道降低
生产成本。
熔渣( 颗粒)
气嘴 导丝、导电管
凝固渣( 颗粒)
保护气体 药芯焊丝
焊接方向
粉芯
凝固 焊缝金属
电弧及金属过渡 熔池
图 3 金属粉型药芯焊丝焊接原理
金属粉型药芯焊丝焊接技术
四川石油管理局管道焊接技术中心
杨祥海
Ⅰ、概述
石油、天然气是国民经济的重要能源之一,随着国民经济的发展,
石油、天然气作为基础能源和化工原料在国民经济中占有越来越重要
的地位,在天然气、石油资源的开发利用中,石油、天然气输送管线
占有显著的位置,由于焊管钢对各种力学,使用和焊接性能要求较高。
所以从 20 世纪 70 年代开始国外钢材冶金企业一直积极研究开发的微
合金结构钢是主要目标。我国从“六五”国家科技攻关就开始了对石
油、天然气管道管线专用钢的开发研制,到“九五”国家科技攻关期
间,已逐步淘汰了自 20 世纪 50 年代以来一直沿用的普通钢材。生产
的焊接钢管的常规力学性能已达到 API-5L 标准规定的 X65 级以下性
药芯焊丝的应用及生产工艺
2 我国药芯焊丝的行业现状2.1 我国药芯焊丝的发展概况我国药芯焊丝的发展可分为三个阶段。
第一阶段时间上大致为上世纪60至80年代中后期,主要针对药芯焊丝制备技术所涉及的技术领域进行基础研究,包括药芯焊丝线生产所需要的设备、生产工艺、生产配方以及药芯焊丝的应用等。
这一阶段参与的单位以科研院、所为主;第二阶段,80年代中后期至2000年,以引进第一条细直径(φ1.6mm)药芯焊丝生产线以及在国家重点工程(宝钢设备安装等项目)使用药芯焊丝为标志,药芯焊丝进入工程应用阶段。
这一阶段工程上使用的药芯焊丝多为进口药芯焊丝,同时一批企业引进了数十条药芯焊丝生产线。
另外国产药芯焊丝生产设备不断完善,逐步满足了药芯焊丝生产对技术装备的要求,国产药芯焊丝在全年用量中所占比例逐渐增加,为下一阶段的发展奠定了良好的基础;第三阶段,2000年以后特别是2004年后,药芯焊丝应用高速发展。
在经过了多年的市场储备后,伴随制造技术和生产设备的不断进步,我国药芯焊丝行业的生产规模发生了巨大的变化,尤其是近10年来。
产能的扩张是以国内焊接材料生产厂家购置国产药芯焊丝生产线为主,这些企业对焊接材料生产内在规律的掌握以及现成的销售网络,对药芯焊丝年用量成倍增长起到了强有力的推动作用,并且国产药芯焊丝的产品质量能够满足工程的技术要求,价格也从每吨两万多降至一万左右。
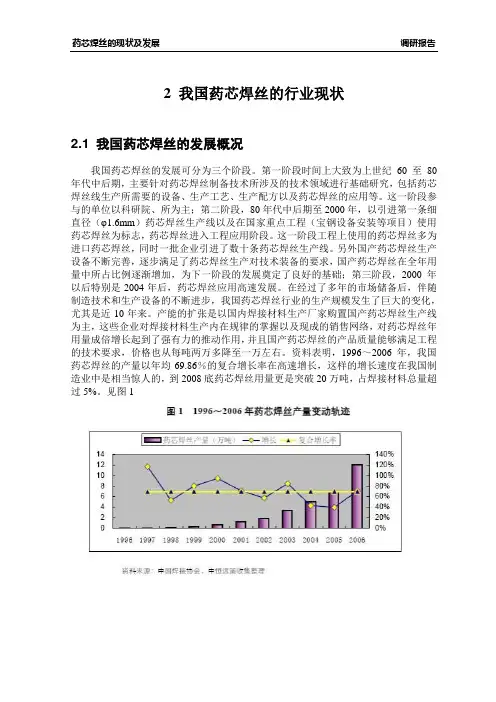
资料表明,1996~2006年,我国药芯焊丝的产量以年均69.86%的复合增长率在高速增长,这样的增长速度在我国制造业中是相当惊人的,到2008底药芯焊丝用量更是突破20万吨,占焊接材料总量超过5%。
见图12.2 我国药芯焊丝的市场状况2.2.1药芯焊丝市场构成情况国内药芯焊丝的使用始于宝山钢铁公司的建设。
其后,机械制造行业、能源化工行业、船舶制造和海洋结构行业、建筑和桥梁业、输油及输气管线建设行业等相继使用了进口焊丝和国产焊丝。
从各行业的使用品种上看,在船舶制造和海洋结构行业、建筑和桥梁业、机械制造行业、能源化工行业、钢结构行业,主要使用钛型气保护药芯焊丝;在输油及输气管线建设中主要使用自保护药芯焊丝;耐磨堆焊药芯焊丝应用于各行业材料的表面性能改进上。
药芯焊丝

芯焊丝编辑本词条缺少信息栏、名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!药芯焊丝也称为管状焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。
目录1简介2分类▪耐磨系列▪碳钢和低合金系列3制备4特性5历史沿革6其它相关1简介编辑早在1950年代初气保护药芯焊丝便已开始开发问市,但至1957年才开始广为药芯焊丝图片商业上使用。
此种方法可说是取自埋弧焊与CO2焊接(指实心)的优点组合而成,焊剂包在焊丝内并藉外围CO2气体的保护可使焊接时产生较柔和且稳定的电弧以及低飞溅为其特点。
开发之初只有大丝径焊丝(2.0—4.0mm),用于重大工件的平焊与横焊。
直至1972年小丝径焊丝开始发展才大大的扩展了药芯焊丝使用的领域。
自保护药芯焊丝是在气保护药芯焊丝问市不久便被发展出来而且也很快的被工业界广为认同于特定的用途上。
两者最大的不同点在第二单元便已有所述明,本单元将做整体的探讨。
另据资料介绍:日本从1985年至今其焊条占整个焊材的比例从45%下降到20%;而药芯焊丝所占比例已达到近30%。
在美国焊条比例下降到不足40%,药芯焊丝则接近40%;西欧各国焊条约占30%,药芯焊丝约占20%。
由此可见。
药芯焊丝与手工焊条和氩弧焊丝相比有明显的优势,主要是把断续的焊接过程变为连续的生产方式,从而减少了焊接接头的数目,提高了焊缝质量,也提高了生产效率,节约了能源。
2分类编辑药芯焊丝又分为有缝和无缝药芯焊丝,无缝药芯焊丝的成品丝可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。
药芯焊丝按不同的情况有不同的分类方法。
按保护情况可分为气体保护(CO2、富Ar混合气体)和自保护以及埋弧堆焊三种。
按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上)。
按焊丝断面可分为简单断面和复杂断面。
CMT工艺应用及其研究现状
CMT工艺应用及其研究现状杨晓锋;王顺尧;张超;张海燕;姚婷婷;刘志兵;张江伟【摘要】CMT焊接工艺创新地将熔滴过渡与送丝运动结合,实现了低热输入、无飞溅的焊接,从而克服了传统熔化极气体保护焊飞溅大、变形大的问题,使得CMT 应用于钢与铝焊接、薄板甚至超薄板焊接、无飞溅焊接等场合.【期刊名称】《产业与科技论坛》【年(卷),期】2011(010)015【总页数】2页(P97-98)【关键词】CMT;无飞溅;熔滴过渡【作者】杨晓锋;王顺尧;张超;张海燕;姚婷婷;刘志兵;张江伟【作者单位】江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院;江苏科技大学材料科学与工程学院【正文语种】中文熔化极气体保护焊是一种应用非常广泛的焊接方法。
然而传统熔化极气体保护焊飞溅大,成形差及焊接变形大的问题一直没有得到很好的解决。
CMT(Cold Metal Transfer,冷金属过渡)是奥地利福尼斯公司在钢与铝焊接、无飞溅引弧技术以及微连接技术基础之上开发成功的一种低热输入量焊接工艺。
CMT技术的创新之处在于将熔滴过渡与送丝运动结合,大大降低了焊接过程的热输入量,真正实现了无飞溅焊接,可以焊接薄板甚至是0.3mm的超薄板。
本文主要介绍了CMT的发展历史、应用领域和研究现状以及其发展趋势。
一、CMT工艺发展CMT是Cold Metal Transfer(冷金属过渡)的简称,是福尼斯(Fronius)公司在钢与铝焊接、无飞溅引弧(SFI)技术和微连接技术基础上发展起来的。
早在1991年,Fronius公司就致力于研究钢和铝的连接。
1997年成功开发出无飞溅引弧技术(SFI),这项技术为CMT的发展奠定了基础。
1999年,Fronius公司研究了灯座的微型焊接技术并最终使CMT技术成为现实。
焊丝分类实芯焊丝及药芯焊丝特性
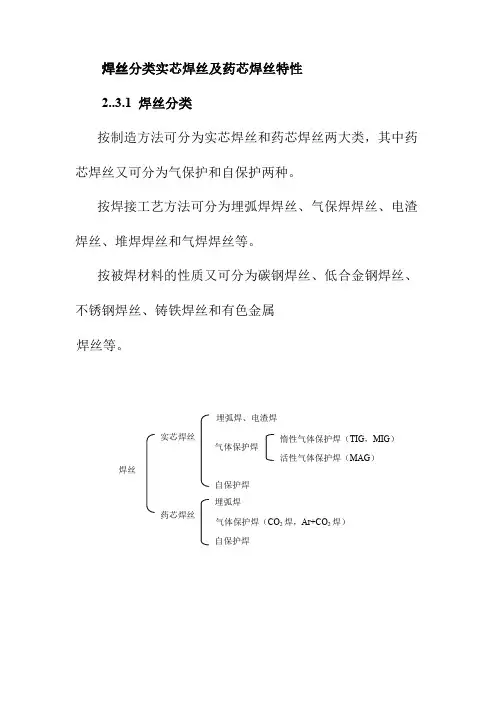
焊丝分类实芯焊丝及药芯焊丝特性2..3.1 焊丝分类按制造方法可分为实芯焊丝和药芯焊丝两大类,其中药芯焊丝又可分为气保护和自保护两种。
按焊接工艺方法可分为埋弧焊焊丝、气保焊焊丝、电渣焊丝、堆焊焊丝和气焊焊丝等。
按被焊材料的性质又可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属焊丝等。
焊丝实芯焊丝药芯焊丝埋弧焊、电渣焊气体保护焊自保护焊惰性气体保护焊(TIG,MIG)活性气体保护焊(MAG)埋弧焊气体保护焊(CO2焊,Ar+CO2焊)自保护焊2.3.2 实芯焊丝实芯焊丝是热轧线材经拉拔加工而成的。
产量大而合金元素含量少的碳钢及低合金钢线材,常采用转炉冶炼;产量小而合金元素含量多的线材多采用电炉冶炼,分别经开坯、轧制而成。
为了防止焊丝生锈,除不锈钢焊丝外都要进行表面处理。
目前主要是镀铜处理,包括电镀、浸铜及化学镀铜等方法。
不同的焊接方法应采用不同直径的焊丝。
埋弧焊时电流大,要采用粗焊丝,焊丝直径在 2.4~6.4mm;气保焊时,为了得到良好的保护效果,要采用细焊丝,直径多为0.8~1.6mm。
1.埋弧焊用焊丝埋弧焊接时,焊缝成分和性能主要是由焊丝和焊剂共同决定的。
另外,埋弧焊接时焊接电流大,熔深大,母材熔合比高,母材成分的影响也大,所以焊接规范变化时,也会给焊缝成分和性能带来较大影响。
埋弧焊焊丝的选择既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合F也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求指标及焊接规范大小的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
低碳钢用焊丝由于焊缝中合金成分不多,故可采用焊丝渗合金,也可采用焊剂渗合金。
通过焊剂向焊缝中过渡时,有利于改善焊缝的抗热裂纹能力和抗气孔性能;通过焊丝向焊缝中过渡时,有利于提高焊缝的低温韧性。
焊接低碳钢时多采用低碳焊丝(H08A等),当母材含碳量较高或强度要求较高、而对焊缝韧性要求不高时,也可采用含碳量较高的焊丝,如H15A或H15Mn等。
3焊接化学冶金及焊缝金属的合金化
三、焊接化学冶金反应区
焊接化学冶金过程是分区域(或阶段)连续进行的,以手工电弧焊为例, 有三个反应区:药皮反应区、熔滴反应区和熔池反应区。
(一)药皮反应区(100℃至药皮的熔点1200℃) 1) 水分的蒸发
>100℃,吸附水全部蒸发; >200~400℃,结晶水被排除; 更高的温度,化合水。
2) 某些物质的分解
(二) 焊缝金属中的氢及其扩散
在钢焊缝中,氢大部分是以H、H+或H-形式存在的,它们与焊缝金属形成 间隙固溶体。由于氢原子和离子的半径很小,这一部分氢可以在焊缝金 属的晶格中自由扩散,故称之为扩散氢。
(3)氢对金属的作用
主要来源:焊接材料中的水分、含氢物质及电弧周围空气中的水蒸气等。 (一) 氢在金属中的溶解 根据氢与金属作用的特点可把金属分为两类: 第一类是能形成稳定氢化物的金属,如Zr、Ti、V、Ta、Nb等。这类金属吸
收氢的反应是放热反应,因此在较低温度下吸氢量大,在高温时吸氢量 少。焊接这类金属及合金时,必须防止在固态下吸收大量的氢,否则将 严重影响接头质量。 第二类是不形成稳定氢化物的金属,如Al、Fe、Ni、Cu、Cr、Mo等。但氢 能够溶于这类金属及其合金中,溶解反应是吸热反应。
1)与熔滴相比,熔池的平均温度较低,1600~1900℃; 2)比表面积较小,约为3~130cm2/kg; 3)反应时间稍长些,但也不超过几十秒; 4)温度分布极不均匀,熔池中有一定的强烈运动。
熔池前部发生金属熔化和气体吸收,并有利于发展吸热反应; 熔池后部发生金属凝固和气体逸出,并有利于发展放热反应。
熔池阶段的反应速度比熔滴阶段小,并且在整个反应过程中的贡献也 较小。合金元素在熔池阶段被氧化的程度比熔滴阶段小就证明了这一 点。但是在某些情况下,熔池中的反应也有相当大的贡献。
药芯焊丝配方
药芯焊丝配方1 题名超低碳氮强化埋弧与自保护药芯焊丝堆焊层性能分析作者王清宝;刘景凤;沈凤刚;关键词埋弧焊丝;;自保护药芯焊丝;;回火温度;;耐磨性单位中冶集团建筑研究总院焊接所摘要通过超低碳氮强化00Cr13Ni4MoN堆焊合金埋弧和明弧(自保护)两种药芯焊丝配方的设计及其熔覆金属化学分析,阐述了两种焊丝熔覆金属中氮的过渡形式;在堆焊工艺参数相同的情况下,对微观金相组织,宏观硬度、抗回火性及耐磨性的研究,分析比较了两种药芯焊丝堆焊熔敷金属的力学性能。
结果表明,修复连铸辊,自保护焊丝比埋弧焊丝具有更好的力学性能及更宽的应用范围。
刊名焊接学报年2006 期062 题名焊接材料及其生产设备摘要<正>20062085 基于均匀设计方法研究不锈钢焊条的药皮温升/孟工戈…//焊接学报.-2005,26(8).-19~22 为探索从药皮配方改善不锈钢焊条尾部发红开裂的技术路线,基于均匀设计计算机软件制作、研究了28个不锈钢焊条小样。
试验中选定12种药皮辅料作为自变量,并把每个自变量分成7个水平;把焊接过程中焊条的药皮温升作为指标,并用热电偶和X-刊名机械制造文摘-焊接分册年2006 期023 题名MgO型气保护药芯焊丝渣覆盖的研究作者闫红,张容,邹吉权,宁长利关键词药芯焊丝;;氧化镁渣系;;渣覆盖率;;影响规律;;配方单位天津职业大学机电学院摘要首先介绍了一种新型的碱性气保护药芯焊丝的渣系,即MgO渣系,描述了该渣系的主要成分及性能,研究了该渣系的各组分对渣覆盖率和渣壳断面形状的影响,分析了各组分及因素对渣覆盖的影响规律.对YHJ507渣覆盖性能的影响因素进行了实验研究.对配方成分及其他因素做了单因子实验,得出了这些因素对YHJ507渣覆盖性能的影响规律.并通过回归分析的方法,得出了配方成分与YHJ507渣覆盖率之间关系的数学模型,这对YHJ507的配方设计具有指导意义.刊名河北工业大学学报年2005 期054 题名钛型全位置药芯焊丝配方设计和焊丝性能的可靠性研究作者杨建东,侯杰昌单位天津市金桥焊材集团有限公司摘要<正> 药芯焊丝作为新一代高效率、高性能焊接材料,已经受到人们的普遍认可,广泛地应用到工业制造的每个行业。
我国药芯焊丝技术的发展现状与趋势(上)
编者按 : 《 属加工》 创刊6 周 年 ,这 将是 我们 大 家—— 读者 、编者和作 者共 同的 金 O 节 日。为铭记一代 代金属加 工人 为中 国金属加 工行业所作 出的 巨大贡 献 ,回顾 历史 ,总
结经验 ,激励新一 代金属加 工人 为实现制造 强 国梦继续拼 搏奉献 ,金属加 工杂志社特 举
一
以及2 0 年第 1 、1期 张智 等撰 写的 再 论 药芯焊 丝 09 4 6 在 船舶 焊接 中的缺 欠 及对 策》等 。这 些文 章的 发表 极
大地推 动 了该项 新技 术的 发展 、普及 与提 高 ,为我 国
、
我 国药 芯 焊 丝 发 展 历 程 的 回顾
焊接材料 新技 术的推广做出历史性的功绩 。
芯 焊 丝 的特 征 和 影 响 钛 型 药 芯 焊 丝质 量 的 因素 ,金 桥 焊 材 第二 代 改 进 钛 型 渣 系药 芯 焊 丝和 金 属 粉 芯 焊 丝 的研 究
进 展 .以 及 药 芯 焊 丝 技 术 的 发 展趋 势 。
2 0 年 是新 中 国6 周 年 大 庆 。2 1 年 金 属加 09 0 00 工》 ( 原名 机械 工人 》 )将 迎 来 ̄ T 6 周年大 庆 。 U0
的分 类及钛型药芯焊丝的特征 。
焊接 材料 主要 分为 手 工焊条 、镀 铜 实芯焊 丝 、埋
弧焊剂和药芯焊丝。药芯焊丝作为新一代高效率、高
性 能 的焊接 材料 ,深 受各 行业 的欢迎 。其 中全 位 置钛 型药 芯焊 丝最具 有代表 性 ,飞溅 小 、脱渣 容 易和可 调 的性 能 ,可进行 多种 位置 的焊接 。在 船舶 制造 业 、钢
焊 丝制 造技 术的研 究与发 展趋 势》 ;2 0 年第 1 期 刊 03 0 登 的 新 型高韧性 全位 置 用 自保 护药 芯焊 丝的研 制
药芯焊丝与实芯焊丝的区别
药芯焊丝的特点生产效率与手工焊条相比,由于药芯焊丝采用了连续焊接方式,因此生产效率高;与实心焊丝相比,由于药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝表面的时间;对钢材的适应性与实心焊丝相比,由于药芯焊丝一般是通过药芯过渡合金元素,因此可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的要求;而实芯焊丝每调整一次合金成分,就要重新冶炼,其工序多,难控制,因此难以满足用量少而品种多的要求;而且有的合金钢实芯焊丝拉拔性能差,很难拉拔成所需的焊丝;此时药芯焊丝更显其独特之优点;工人操作要求药芯焊丝对工人的操作水平要求低:与手工焊条比,省去了向下运条的操作;与实芯焊丝比,其电流、电压适应范围宽;使用成本与手工焊条及实芯焊丝相比,药芯焊丝本身的价格很高;但对于大型企业来讲,使用药芯焊丝后,生产周期缩短且焊缝质量容易保证,所以带来的综合效益是很高的;抗潮性普通的药芯捍丝由于其制造形式的约束,在其钢皮的侧边有一条连续的缝隙;所以药芯焊丝在打开包装之后的搁置时间不能太长,以防吸潮过多而影响焊接质量;1.焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等、成本等综合考虑; 焊丝选用要考虑的顺序如下;①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝;对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求;②根据被焊部件的质量要求特别是冲击韧性选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料;③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号; 焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等;对于碳钢及低合金钢的焊接特别是半自动焊,主要是根据焊接工艺性能来选择焊接方法及焊接材料;采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1;实芯焊丝的选用1埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接;埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响;为了得到不同的焊缝成分和力学性能,可以采用一种焊剂主要是熔炼焊剂与几种焊丝配合,也可以采用一种焊丝与几种焊剂主要是烧结焊剂配合;对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂;1低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类;①低锰焊丝如H08A常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接;②中锰焊丝如H08MnA、H10MnSi主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接;③高锰焊丝如H10Mn2、H08Mn2Si用于低合金钢焊接;2低合金高强钢用焊丝低合金高强钢用焊丝含Mn 1%以上,含Mo %~%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接;此外,根据低合金高强钢的成分及使用性能要求,还可在焊丝中加入Ni、Cr、V及RE等元素,提高焊缝性能;强度级别590MPa级的焊缝金属多采用Mn-Mo系焊丝,如H08MnMoA、H08Mn2MoA、H10Mn2Mo等;强度级别690~780MPa级的焊缝多采用Mn-Cr-Mo系、Mn-Ni-Mo系或Mn-Ni-Cr-Mo系焊丝;当对焊缝韧性要求较高时,可采用含Ni的焊丝,如H08CrNi2MoA等;焊接强度级别690MPa级以下的钢种时,可采用熔炼焊剂和烧结焊剂;焊接强度级别780MPa级高强度钢时,为了得到高韧性,除了选用适当的焊丝,最好采用烧结焊剂;埋弧焊实芯焊丝的力学性能、特点和用途见表2;表2埋弧焊实芯焊丝的力学性能、特点和用途不锈钢焊接时,采用的焊丝成分要与被焊接的不锈钢成分基本一致;焊接铬不锈钢时可采用H0Cr14、H1Cr13、H1Cr17等焊丝,焊接铬、镍不锈钢时,可采用H0Cr19Ni9、H0Cr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如H00Cr19Ni9等;焊剂可采用熔炼型或烧结型,要求焊剂的氧化性要小,以减少合金元素的烧损;目前国外主要采用烧结焊剂焊接不锈钢,我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂;2气体保护焊用焊丝1TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝;由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分;也有的采用母材成分作为焊丝成分,使焊缝成分与母材一致;TIG焊时焊接线能量小,焊缝强度和塑、韧性良好,容易满足使用性能要求; 2MIG和MAG焊丝MIG方法主要用于焊接不锈钢等高合金钢;为了改善电弧特性,在Ar气中加入适量O2或CO2,即成为MAG方法;焊接低合金钢时,采用Ar+5%CO2可提高焊缝的抗气孔能力;但焊接超低碳不锈钢时不能采用Ar+5%CO2混合气体,只可采用Ar+2%O2混合气体,以防止焊缝增碳;目前低合金钢的MIG焊接正在逐步被Ar+20%CO2的MAG焊接所取代;MAG焊接时由于保护气体有一定的氧化性,应适当提高焊丝中Si、Mn脱氧元素的含量,其他成分可以与母材一致,也可以有若干差别;焊接高强钢时,焊缝中C的含量通常低于母材,Mn的含量则明显高于母材,这不仅为了脱氧,也是焊缝合金成分的要求;为了改善低温冲击韧性,焊缝中的Si 含量不宜过高;3CO2焊焊丝CO2不活性气体,具有较强的氧化性,因此CO2焊所用焊丝必须含有较高的Mn、Si 等脱氧元素;CO2焊通常采用C-Mn-Si系焊丝,如H08MnSiA、H08Mn2SiA、H04Mn2SiTiA等;CO2焊焊丝直径一般是:、1.0mm、1.2mm、1.6mm、2.0mm等;焊丝直径≤1.2mm属于细丝CO2焊,焊丝直径≥1.6mm属于粗丝CO2焊;H08Mn2SiA焊丝是一种广泛应用的CO2焊焊丝,它有较好的工艺性能,适合于焊接500MPa50kgf/mm2级以下的低合金钢;对于强度级别要求更高的钢种,应采用焊丝成分中含有Mo元素的H10MnSiMo等牌号的焊丝;3电渣焊焊丝电渣焊适用于中厚板和厚板焊接;电渣焊焊丝主要起填充金属和合金化的作用,低碳钢和低合金高强钢电渣焊常用焊丝的牌号见表3;铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛用于钎焊碳钢、铸铁及硬质合金刀具等;铜及铜合金的焊接,可以采用多种焊接方法,正确地选择填充金属,是获得优质焊缝的必要条件;用氧-乙炔气焊时应配合气焊熔剂共同使用;铜及铜合金焊丝的类型及化学成分见表5;常用铜及铜合金焊丝的牌号、型号及用途见表6;铝及铝合金焊丝广泛应用于铝合金氩弧焊及氧-乙炔气焊时作填充材料;焊丝的选择主要根据母材的种类、对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑;一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分应与母材差别很大;铝及铝合金焊丝的类型及化学成分见表7;常用铝及铝合金焊丝的万分及用途见表8;5发表于 2009-10-21 16:55 | 只看该作者 3铸铁焊丝铸铁焊丝主要用于气焊焊补铸铁;由于氧-乙炔火焰温度小于3400℃比电弧温度6000℃低很多,而且热量不集中,较适于灰口铸铁薄壁铸件的焊补;此外,气焊火焰温度低可减少球化剂的蒸发,有利于保证焊缝获得球墨铸铁组织;目前气焊用球铁焊丝主要有加稀土镁合金和钇基重稀土的两种,由于钇的沸点高,抗球化衰退能力比镁强,更有利于保证焊缝球化,故近年来应用较多;铸铁焊丝的型号及化学成分见表9;铸铁焊补常用气焊焊丝的成分特点及用途见表10;堆焊层有较强的耐磨料磨损及耐腐蚀性,在800℃高温也能保持这些特性;用于泵的套筒和旋转密封环、磨损面板等药芯焊丝的焊接具有工艺性能好、焊缝质量好、对钢材的适应性强等优点,有着广阔的应用前景;药芯焊丝可用于焊接各种类型的钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等;所采用的保护气体有CO2和Ar+CO2两种,前者用于普通结构,后者用于重要结构;药芯焊丝适于自动或半自动焊接,直流或交流电流均可;1低碳钢及高强钢用药芯焊丝低碳钢及高强钢用药芯焊丝的品种多、用量大,大多数为钛型渣系,焊接工艺性好,焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等部门;低碳钢及低合金高强钢用药芯,焊丝品种较多见表14,从焊缝强度级别上看,490MPa级和590MPa级的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内的全位置焊,也有的专用于角焊缝;2不锈钢用药芯焊丝不锈钢药芯焊丝具有工艺性能好、力学性能稳定、生产效率高等特点,国外近年来应用于石化、压力容器、造船和工程机械等行业;目前不锈钢药芯焊丝的品种已有20余种,除铬镍系不锈钢药芯焊丝外,还有铬系不锈钢药芯焊丝;焊丝直径有、、等,可满足不锈钢薄板、中板及厚板的焊接需要;所采用的保护气体多数为CO2,也可采用Ar+20%~50%CO2的混合气体;3耐磨堆焊用药芯焊丝为了增加耐磨性或使金属表面获得某些特殊性能,需要从焊丝中过渡一定量的合金元素,但是焊丝因含碳量和合金元素较多,对于加工制造;随着药芯焊丝的问世,这些合金元素可加入药芯中,且加工制造方便,故采用药芯焊丝进行埋弧堆焊耐磨表面是种常用的方法,并已得到广泛应用;此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯焊丝相配合,可满足不同的堆焊要求;常用的药芯焊丝CO2堆焊和药芯焊丝埋弧堆焊方法如下;①细丝CO2药芯焊丝堆焊焊接效率高,生产效率为手弧焊的3~4倍;而且,焊接工艺性能优良,弧稳定,飞溅小,脱渣容易,焊道成形美观;这种方法只能通过药芯焊丝过渡合金元素,多用于合金成分不太高的堆焊层;②药芯焊丝埋弧堆焊采用大直径φ、φ的药芯焊丝,焊接电流大,焊接生产率明显提高;当采用烧结焊剂时,还可通过焊剂过渡合金元素,使堆焊层得到更高的合金成分,其合金含量可在14%~20%之间变化,以便得到不同的使用要求;该法主要用于堆焊轧制辊、送进辊、连铸辊等耐磨耐蚀部件;4自保护药芯焊丝自保护焊丝是指不需要外加保护气体或焊剂,就可进行电弧焊,从而获得合格焊缝的焊丝;自保护药芯焊丝是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内,焊接时粉剂在电弧作用下变成熔渣和气体,起到造渣和造气保护作用,不用另加气体保护;自保护药芯焊丝的熔敷效率明显比焊条高,野外施焊的灵活性和抗风能力优于其他气体保护焊,通常可在四级风力下施焊;因为不需要保护气体,适于野外或高空作业,故多用于安装现场和建筑工地;自保护焊丝的焊缝金属塑、韧性,一般低于带辅助保护气体的药芯焊丝;自保护焊丝目前主要用于低碳钢焊接结构,不宜用于焊接重要结构;此外,自保护焊丝施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气;45所示,电位器RP的滑动点电位为送丝速度给定,引弧时,触点S闭合,RP的滑动点电位比较低,送丝速度小;引弧成功后,S断开,提高了RP的滑动点电位,恢复了正常送丝速度;值得注意的是,送丝速度太慢也不利,起动后焊丝不易与工件接触,等待时间太长,不利于操作,同时由于起弧失败,易造成返烧而烧毁导电嘴;慢送丝引弧与热起动引弧结合起来,往往能收到更好的效果;这时慢送丝的速度选用~3m/min为宜;当电弧引燃之后应该立即转变为正常送丝速度,否则易造成引弧失败和引起焊接缺陷;这一转变常常依靠电弧继电器进行控制;焊收弧时有什么问题如何从设备和操作工艺上保证良好的收弧性能32 CO2当焊接电流较大时,在焊道结束的部位总要产生凹坑,称为火口;在焊接电流较小的短路过渡焊中,火口较浅,一般不需要采取任何工艺措施,当火较大和较深时,除几何形状不良和影响焊接强度外,还极易产生裂纹和气孔等缺陷,所以,必须填满火口;另外,还要避免焊丝与工件粘合或焊丝与导电嘴粘合等;为此,目前常用的收弧技术有如下两种方法:1在焊机控制电路中增加收弧控制电路,收弧动作程序如图46所示;焊接结束时,首先接通按钮开关,接通时间视填充火口的情况而定,何时填充饱满何时断开按钮;接通按钮时,焊接电流就切换成火口填充电流,该电流减小到焊接电流的60%~70%,电弧电压按与电流相应的最佳匹配值减小;一般都以短路过渡形式填充火口;这时,移动焊枪使电弧沿火口的外沿行走,并逐渐缩小回转半径,直到中心停止;为了防止焊丝与工件粘合,应该先停丝,利用送丝机的惯性减速送进,焊接电源延时大约这时电流电压可以称为火口填充电压,还可以进一步降低,以便去掉焊丝端头的球滴;2如果焊机中没有收弧控制电路,则收弧动作程序如图47所示;这时可以采取多次停弧的方式填满火口,每次停弧1~2s;燃弧时间视火口大小来决定;断续焊接方法如图48所示;这时只是交替按压和释放焊枪按钮,而焊枪一直到弧坑填满之前始终停留在火口上;燃弧时间按图中①-②-③的次序逐渐缩短;33 药芯焊丝CO2焊有何优越性CO2气体作为焊接保护气体有着突出的优点:它能良好地对焊接熔池起保护作用,在CO2气体中燃烧的电弧热效率高,因而焊丝熔化速度快,母材熔深大,生产率高;但CO2气体保护焊又有其固有的缺点:焊接飞溅大、焊缝成形差;药芯焊丝CO2焊采用气—渣联合保护的焊接方法克服了CO2气体保护焊的缺点,它有以下一些优点:由于药芯成分改变了纯CO2电弧气氛的物理、化学性质,因而飞溅小,且飞溅颗粒细,容易清除;又因熔池表面覆盖有熔渣,所以焊缝成形类似焊条电弧焊,比用纯CO2时美观;与焊条电弧焊相比,由于CO2电弧的热效率高,加上焊接电流密度比焊条电弧焊大可达100A/mm2,所以焊丝熔化快,生产率可为焊条电弧焊的3~5倍;又由于熔深大,焊接坡口可以比焊条电弧焊时小,钝边高度则可以增大;在焊接角焊缝时药芯焊丝CO2焊的熔深可比焊条电弧焊大50%左右,这既节省了填充金属的使用时,又可提高焊接速度;调整粉剂的成分就可焊接不同的钢种,而不像冶炼实芯焊丝那样复杂;在堆焊研究试验和生产中尤其方便;由于焊接熔池受到CO2气体和熔渣两方面的保护,所以抗气孔能力比实芯焊丝CO2电弧焊强;药芯焊丝CO2电弧焊焊缝成形示意图如图49所示;34 与实芯焊丝相比,药芯焊丝的结构有何特殊性药芯焊丝是由08A冷轧薄钢带经光亮退火从轧机纵向折迭加粉后拉拔而成;截面形状种类繁多,但简单地可以分成两大类:简单断面的“O”形和复杂断面的折迭形;折迭形中又分为“T”形、“E”形、梅花形和中间填丝形等;“O”形断面的焊丝通常被称为管状焊丝;管状焊丝由于芯部不导电,电弧容易沿四周的钢皮旋转,电弧稳定性较差;而折迭形焊丝因钢皮在整个断面上分布比较均匀,焊丝芯部亦能导电,所以电弧燃烧稳定,焊丝熔化均匀,冶金反应完善;药芯焊丝的芯部粉剂的成分和焊条的药皮类似,含有稳弧剂、脱氧剂、造渣剂和铁合金等,起着造渣保护熔池、渗合金、稳弧等作用;此外,药芯焊丝的质量对焊接过程的稳定性和焊缝质量有很大的影响;由于粉剂为各种成分的机械混合物,必须拌合均匀;沿焊丝长度,粉芯的致密度亦应均匀;否则,焊丝通过送丝滚轮时会被压扁造成送丝困难,引起焊接过程的不稳定;另外,焊丝外壳的接缝必须吻合紧密,在要求较高的场合,焊丝外壳接缝处需经焊接后或直接采用无缝钢管拉拔成丝,以免粉芯吸潮、影响使用性能;焊丝拔制后还应有一定的刚度,以保障在软管中送丝畅通;35 药芯焊丝CO2电弧焊对焊接设备有什么特殊要求与实芯CO2电弧焊相比,药芯焊丝CO2焊对送丝机提出了较高的要求;由于药芯焊丝是由薄钢皮卷成的,其刚性较差,焊丝体较软,因此,要求送丝滚轮的压力不能太大,太大会使得焊丝变形;为了增加送丝滚轮与焊丝接触面以增加送进力,通常配备两对主动送丝滚轮,甚至配备三对送丝滚轮;送丝机构上最好设置焊丝校直机构,焊丝盘也应采用开式;盘绕后的焊丝应曲率均匀,不应有局部弯曲等;其次,就药芯焊丝CO2焊接电弧而言,由于药芯材料的受热分解,改变了电弧气氛的物理化学性质,细化了熔滴尺寸;在药芯焊丝CO2气体保护焊条件下,熔滴一般以小颗粒形态过渡;因此,对电源的动特性要求不高,可以采用等速送丝和水平外特性电源相配合的焊接设备;药芯焊丝CO2电弧焊要求的电弧电压在25~35V之间,焊接电流在320~700A 之间视焊丝直径而定;此外,利用不同的粉剂成分来控制渣的粘度,不仅可以平焊,也可以进行全位置焊接;36 药芯焊丝电弧焊的焊接电流与电压有什么特点在药芯焊丝电弧焊中焊接电流、电弧电压对焊缝几何形状的影响规律同实芯焊丝基本一致;表12为不同直径药芯焊丝稳定焊接时焊接电流、电弧电压常用范围;表13为中厚板在不同位置焊接时的焊接电流、电弧电压常用范围;应注意自保护药芯焊丝因各品种之间芯部组成物差异较大,稳定焊接时的焊接工艺参数也有较大的差异,特别是电弧电压;如某种以多种氟化物组成的自保护药芯焊丝稳定焊接时的电弧电压范围为13~18V,这在使用其他焊丝时几乎无法实现正常的焊接过程;37 我国的药芯焊丝标准有哪些对药芯焊丝的化学成分与力学性能是怎样规定的我国的药芯焊丝标准是参照美国焊接学会标准AWS制定的;我国的标准根据材料不同,可分为:碳钢药芯焊丝GB/T 10045—2002;低合金钢药芯焊丝GB/T 17493—1998;不锈钢药芯焊丝GB/T 17852—1999;碳钢药芯焊丝型号是根据其熔敷金属力学性能、焊接位置及焊丝类别特点等进行划分的;碳钢药芯焊丝型号编制方法示例如下:字母“E”表示焊丝、“T”表示药芯焊丝,字母“E”后面的二位数表示熔敷金属的力学性能;第3位数表示推荐的焊接位置,其中“0”表示平焊和横焊位置,“1”表示全位置焊;短划线后面的数字表示焊丝的类别特点;字母M”表示保护气体为75%~80%Ar CO2;当无字母“M”时,表示保护气体为CO2或自保护类型;字母“L”表示熔敷金属的冲击性能在-40℃时,其V形缺口冲击吸收功不小于27J;无“L”时表示焊丝熔敷金属的冲击性能符合一般要求;低合金钢药芯焊丝型号编制方法大致与碳钢的相同,示例如下:示例中其他符号表示与碳钢焊丝的示例说明相同;国产碳钢和低合金钢用药芯焊丝的牌号、成分、性能和用途等如表14所示CO2电弧点焊是利用在CO2气体中燃烧的电弧来熔化上下金属构件,从而在厚度方向上形成连接;在焊接过程中,焊枪不能移动,由于焊丝的熔化,在上板的表面形成一个铆钉的形状,因此也称之为CO2电铆焊,如图50所示;CO2电弧点焊主要用于连接薄板框架结构,其典型的接头形式如图51所示;与电阻点焊相比,CO2电弧点焊具有以下特点:1不需要特殊的加压装置,焊接设备简单,电源功率较小,又是一种单面点焊的焊接方法,因此不受焊接场地的限制,使用方便、灵活;2不受焊点距离和板厚的限制,适用性强;3抗锈能力强,对工件表面质量要求不高;4焊接质量好,焊点强度比电阻点焊高;5对上下板之间的装配精度要求不太严格;39 点焊焊接工艺有何特点随着点焊焊缝空间位置的不同,焊接工艺有着不同的特点;进行水平位置点焊时,如果上下板厚度均在1mm以下,为提高抗剪强度和防止烧穿,点焊时应加垫板;若上板很厚大于6mm,熔透上板所需的电流又不足时,可先将上板开一锥形孔,然后再在孔内施焊即塞焊;对于仰焊位置点焊,为防止熔池金属下落,在参数选择上应尽量采用大电流、低电压、短时间及大的气体流量;对于垂直位置点焊,其焊接时间要比仰焊时更短;焊点的熔深与点核直径的控制,主要靠焊接电流和焊接时间来保证;表15是平焊位置CO2电弧点焊低碳钢的工艺参数参考值;CO2电弧点焊的电弧燃烧过程与一般的CO2气体保护焊没有本质区别,因此,它对焊接电源与送丝机构没有特殊要求;CO2电弧点焊工艺的特殊性在于燃烧过程焊枪不行走;其时序为:提前送气—送丝、通电—点焊计时—停止送丝—焊丝回烧,停电—滞后送气,停气因此,要求点焊设备能准确控制电弧点焊时间及一定的焊丝回烧时间;焊丝回烧的作用是为了防止焊丝和焊点粘在一起;但是,如果回烧时间过长,焊丝末端的熔滴尺寸会迅速增大,这样相当于增大了焊丝直径,使下一次引弧变得困难,并产生大颗粒飞溅;回烧时间可根据具体焊接情况通过试验来确定;点焊焊枪上需要安装一个支撑喷嘴,其端面形状和焊件表面的形状相符,以便焊接时能将焊枪垂直压紧在焊件表面上,保证焊点成形质量,同时在喷嘴周围开一些小口,以便排出烟雾,如图52所示;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I 保护气体对金属粉芯药芯焊丝溶滴过渡和飞溅的影响 摘 要 金属粉芯型药芯焊丝相对于普通焊条或焊丝具有生产效率高,溶敷速度快,焊缝质量较好等优势。金属粉芯焊丝现已在全国各地焊接工程施工中得到广泛应用,这种焊
丝通常采用CO2或者Ar+CO2气体保护焊接,还可通过调整金属粉芯的成分,向焊缝中加入不同的合金元素,以满足不同材料焊接的需要。各国对金属粉芯型药芯焊丝进行了大量的试验研究其中电弧物理特性,特别是溶滴过渡特征,是影响焊丝工艺性和接头质量的重要因素,所以对金属粉芯型药芯焊丝溶滴过渡和飞溅的研究具有重要意义。 本文采用高速摄像法,对金属粉芯型药芯焊丝的溶滴过渡形态、飞溅进行了试验分析。研究结果表明:金属粉芯型药芯焊丝的溶滴过渡形式为:短路过渡、排斥过渡、细颗粒过渡、爆炸过渡。 金属粉芯型药芯焊丝的飞溅形式主要为:气泡放出型飞溅、电弧力引起的飞溅、溶滴爆炸引起的飞溅、缩颈飞溅、电爆炸飞溅。
随着Ar的增加CO2气体的减少,溶滴过渡以细滴颗粒过渡为主,短路过渡次之,随着过渡的进行大滴排斥过渡和爆炸过渡出现的次数减少。在此过程中溶滴尺寸逐渐变小,过渡的频率加快。 随着Ar气体的增加CO2气体减少,飞溅以缩颈飞溅和电爆炸飞溅在一个周期内出现的次数多。气泡放出型飞溅和溶滴爆炸引起的飞溅在减少,并且在此过程中飞溅量逐渐减小。
关键词:金属粉芯型药芯焊丝,溶滴过渡形态,飞溅,高速摄像
II
SHIELDING GAS FOR METAL CORED FLUX CORED WIRE MELTING DROPSAND SPIASHING EFFECT TRANSITION ABSTRACT Metal cored type flux cored wire with respect to the common electrode or wire with high efficiency, deposition speed, better weld quality and other advantages.Metal cored wire welding has been widely used in construction throughout the country, this wire usually CO2 or Ar + CO2 gas shielded welding, but also by adjusting the composition of the metal powder core to weld with different alloying elements to meet the needs of different materials to be welded.States metal cored type flux cored wire a large number of experimental studies, in which the physical characteristics of the arc, in particular droplet transfer characteristics, is an important factor affecting the quality of welding processes and joints, so that the metal powder type flux cored wire core melt globular transfer and research splash of great significance. In this paper, high-speed imaging method, droplet transfer form metal powder core flux cored wire, spatter analyzed experimentally. The results show that: the droplet transition form metal powder core flux cored wire is: short circuit transfer, rejection transition, the transition of fine particles, drop shot transition, transition explosion. Splash in the form of metal cored type defended cored wire mainly: air-releasing type splash, splashing arc force caused by the splashing droplet explosion caused by constriction splash, splash electrical explosion.
Ar increases with decreasing CO2 gas dissolved particles of fine droplets drip transition to transition-based, short transition followed, with the transition of large droplet explosion transition transitions and reducing exclusion. In this process,the fine particles gradually. With the increase of CO2 gas Ar gas reduction, splash in the constriction and electrical explosion splash splashing in a cycle appears more often. Air-releasing type explosion splashes and droplets of the solution in reducing splash and spatter amount gradually decreases in the process.Accelerate the transition frequency. III
Keywords: metal powder core wire, droplet transfer forms,splash, high speed photography
IV 目 录
摘 要 ................................................................. I ABSTRACT ............................................................... II 第一章 绪论 ........................................................... 1 1.1研究背景和意义 ................................................... 1 1.2金属粉芯型药芯焊丝国内外现状 ..................................... 1 1.3课题的目的和内容 ................................................. 3 1.4药芯焊丝溶滴过渡和飞溅特征 ....................................... 4 第二章试验材料及方法 .................................................... 7 2.1实验材料 ......................................................... 7 2.2实验设备和方法 ................................................... 8 第三章实验数据结果与分析 ............................................... 11 3.1金属粉芯型药芯焊丝溶滴过渡及其特征 .............................. 11 3.1.1短路过渡 .................................................. 11 3.1.2大滴排斥过渡 .............................................. 11 3.1.3细滴颗粒过渡 .............................................. 13 3.1.4爆炸过渡 .................................................. 14 3.2金属粉芯型药芯焊丝焊接飞溅及特征 ................................ 14 3.2.2缩颈飞溅 .................................................. 15 3.2.3溶滴爆炸引起的飞溅 ........................................ 16 3.2.4电弧力引起的飞溅 .......................................... 17 3.2.5电爆炸飞溅 ................................................ 17 3.3保护气体对溶滴过渡模式的影响 .................................... 18 3.4保护气体对飞溅模式的影响 ........................................ 20 第四章 结论 ............................................................ 23 参考文献 ............................................................... 24 致谢 ................................................................... 26 中文翻译 ............................................................... 27