第一章第七节转杯纺
第一章经编针织物基本组织
二、垫纱运动图
点-针头投影 上方-针钩前 下方-针背后
点列
横向-线圈横列 纵向-线圈纵行
点间编号
三、 垫 纱 数 码
012012
该组织的垫纱数码 表示为:1-0/1-2//
012
0 12
第四节 单面经编织物的基本组织和变化组织
线圈结构图垫纱运动图垫纱数码一线圈结构图直观形象繁琐费时二垫纱运动图在点纹纸上根据导纱针的垫纱运动自下而上逐个横列做出垫纱轨迹需画出构成织物组织的每一把梳栉的垫纱运动图点针头投影上方针钩前下方针背后横向线圈横列纵向线圈纵行二垫纱运动图点间编号该组织的垫纱数码表示为
第一章
经编针织物基本组织
准备意匠“点纸” 。
帘,而经 编车间需 要大空调。
对原料、生产机件及生产环境要求高 。
第二节 经编针织物的基本结构、特性和分类 三、经编织物的用途和分类 分类途径 针床数 机器类型 用途
第二节 经编针织物的基本结构、特性和分类
一、按针床数分
单针床(产品:单面经编织物 ) 双面经编织物
双针床(产品: 单面经编织物
第二节 经编针织物的基本结构、特性和分类
二、经平组织和变化经平组织
2、 变化经平组织: (1)经绒组织:三针经平组织,每根经纱隔一针轮流垫纱成圈。
01 2 3 0 1 2 3 组织纪录:开口线圈:0-1/3-2//
闭口线圈:1-0/2-3//
第四节 单面经编织物的基本组织和变化组织
二、经平组织和变化经平组织
2、 变化经平组织: (1)经绒组织
三针四列经缎 0 1 2 3 4 5 6 7
新型纺纱习题答案

《新型纺纱》习题一、概述1. 新型纺纱是如何分类的?代表性的纺纱方法有那几种?答:1按加捻方法分,可以分为自由端纺纱(加捻)和非自由端纺纱(加捻)两种。
自由端纺纱按纤维凝聚加捻方法不同可分为转杯纺纱、静电纺纱、涡流纺纱、磁性纺纱等。
非自由端纺纱按加捻原理可分为自捻纺纱、无捻纺纱、喷气纺纱、轴向纺纱等。
2按成纱机理分,可分为加捻纺纱、包缠纺纱、无捻纺纱三大类。
包缠纺纱主要有喷气纺纱和平行纺纱等。
无捻纺纱有粘合纺纱、熔融纺纱和缠结纺纱等。
2. 自由端纺纱的原理是什么?答:自由端纺纱的基本持点在于喂入端一定要形成自由端。
自由端的形成,通常采用“断裂”纤维结集体的方法,使喂入端与加捻器之间的纤维结集体断裂而不产生反向捻回,并在加捻器与卷绕部件区间获得真捻。
经断裂后的纤维又必须重新聚集成连续的须条,使纺纱得以连续进行。
最后将加捻后的纱条绕成筒子。
3. 各种新型纺纱的生产流程?(重点转杯纺,喷气纺)转杯纺:高效开清棉联合机组(附高效除杂装置)——高产梳棉机——两道并条机——转杯纺纱机高效开清棉联合机组(无附加装置)——双联梳棉机——两道并条机——转杯纺纱机喷气纺:采用超大牵伸装置,可省略粗纱和络筒工序。
前纺工艺流程与环锭纺工艺相当,混纺时工厂一般采用三道混并后喂入喷气纺。
如采用双根粗纱喂入,则必须经过粗纱工序。
二、转杯纺1. 与环锭纺纱相比转杯纺纱的特点(生产原理、产品质量、品种等方面)。
答:生产原理:转杯纺属于自由端纺纱,条子从条筒中引出通过喂给机构积极向前输送,经表面包有金属锯条的分梳辊分梳成单纤维。
纺纱杯内由于高速回转产生的离心力或由于风机的抽吸,形成一定负压,迫使被分梳辊分解后的单纤维被吸入纺纱杯,纺纱杯壁滑入凝聚槽形成凝聚须条。
引纱通过引纱管时也被吸入凝聚槽内.引纱纱尾须条连接,并被纺纱杯摩擦握持而加捻成纱。
然后引纱罗拉将纱从纺纱杯中经假捻盘和引纱管引出,依靠卷绕罗拉(槽筒)回转,卷绕成筒子。
由于转杯纺取消了锭子、筒管、钢领、钢丝圈等加捻卷绕元件,并将加捻、卷绕作用分开生产原理简单成熟,速度高,卷壮大,工艺流程短。
第一章 络筒(winding)
(3)改变纱管底部结构
气圈破裂器
(二)张力器的附加张力
目的:适当增加纱线的张力,提高张力均匀程度, 以卷绕成型良好、密度适宜的筒子。
(二)ቤተ መጻሕፍቲ ባይዱ力器的附加张力
1、累加法 圆盘式张力器特点
增加张力数值T=To+2fN T=T0+2f1N1+2f2N2+…+2fnNn 式中:To初张力;f 摩擦系数 N 正压力 特点: 不扩大其绝对波动的方差; 降低纱线张力的不均匀程度
络筒的目的和要求
目的: 1. 改变卷状形式:管纱 筒子 2. 清除纱线上的杂质和疵点。 要求: 1.张力大小适度均匀,波动小 2.尽量清除纱线上的杂质和疵点,接头质量好 3.筒子卷装坚固,成形良好
络筒的工艺流程
复习所学内容
内容安排
络筒张力分析 纱线的清洁和打结 筒子卷绕成形分析 络筒综合讨论
2.按卷绕角大小分:平行卷绕 α=3-5° 交叉卷绕 α=3-20° 3.从筒管边盘分: 有边筒子 无边筒子
筒子卷绕原理
筒子卷绕原理
卷绕角α : 纱线卷绕到筒子表面某点时,纱线的切
线方向与筒子表面该点圆周速度方向所夹的角,又称 螺旋线升角。
交叉角β : 等于来回两个卷绕角之和 络筒速度V:纱圈卷绕运动是回转运动和导纱器往
3、影响纱线退绕张力的因素
500mm 满管11个,管底三节,波动较小, 操作不便,用于自动络筒。 (2)络纱V↑ 则 ω↑ 张力↑ (3)纱线特数,特纱,张力大。 (4)纱曲折状态(导纱眼处,纱线折角)
导纱距离对退绕张力的影响
4、均匀纱线退绕张力的措施
(1)选择合理的导纱距离,方便操作 80—100mm(速度<700m/mm) (2)安装气圈破裂器:作用、形状、安装 新型气圈破裂器—气圈控制器: 能控制
印花第一章要点

《纺织品印花》第一章学习要点一、纺织品印花的概念及特点二、织物印花的基本过程图案设计→花纹制版→花纹印制→印后处理图案设计:由美工人员设计的适合于印花设备印制的单元花样。
花纹制版:将单元花样通过一系列的工序制作成可以在印花机上连续印制的花版。
花纹印制:根据花型的色光、套色和所使用的织物,选用合适的染料或颜料、助剂和糊料配制成可供印制的色浆,然后根据不同的花型采用不同的设备及工艺进行花纹的印制。
印后处理:对印后织物进行不同的固色处理。
然后进行清洗,洗除织物上未反应的染料、糊料及其它化学药剂。
三、印花工艺直接印花工艺防染印花工艺拔染印花工艺四、织物印花的方法及各自的特点辊筒印花、平网印花、圆网印花、转移印花、喷墨印花。
五、平网印花的类型和刮浆装置平网印花设备可分成网动式平网印花机(平刚在印花区域内依次从前向后运动)和布动式平网印花机(平网位置不变,织物分段通过印花区域)两大类。
平网印花的刮浆装置:橡胶刮刀、电磁刮浆装置。
橡胶刮刀对给浆量的影响因素:对刮刀施加的作用力;刮刀与网版的接触角;橡胶刮刀的硬度;刮刀的截面形状。
电磁刮浆装置对给浆量的影响因素:是通过改变电磁刮浆辊的直径和改变电磁台磁场的大小来增加或减少给浆量的。
六、圆网印花刮浆装置:不锈钢刮刀:不锈钢刮刀的特点是刀片富有弹性、耐酸碱、耐腐蚀,可以满足细薄织物和厚重织物印制时的不同要求,适宜刮印各种花型。
不锈钢刮刀的给浆量控制:给浆量多少通过调节刮刀压力和选用不同规格的刀片来达到。
刮刀规格和压力大小的条件:a、织物的物理状态,如织纹组织、织物的单位面积重量,织物吸收能力等;b、圆网目数和开孔率大小;c、色浆的组分,粘度和印制时的车速;d、印花织物的外观要求、图案精细度、匀染性及给色量等。
磁性刮浆辊:磁型刮浆装置由圆网内的金属刮浆辊和印花导带下的电磁铁(磁台)组成。
给浆量的大小通过更换不同直径的磁辊和改变磁场大小来进行调节。
以适应不同类型的织物。
第一章-纬编概述

(1)纱线必须连续、均匀、定量地送人编织区域; (2)各编织系统之间的给纱比保持一致; (3)送入各编织区域的纱线张力大小适宜,均匀一致; (4)喂纱量能随着产品品种的改变而进行有效改变,且 调整方便;
(5)纱架能安放足够数量的预备纱筒。
•30
2.成圈机构 成圈机构的作用是将导纱器喂人的纱线顺序地弯曲成
•35
2、按机械的性能和用途分:有手套编织机(俗称小横机),羊毛衫 编织机(俗称大横机)和双反面横机(俗称平板机)等。 3、按机械级数分:有粗机号与细机号之分,即俗称的粗针横机 2~7级(针/英寸)和细针横机8~16级,特殊用途的横机,其级数 可高至24~26级(织丝袜用)。 4、按成圈机构分:有单、双系统的平式、胖花、三级交点网眼、 直条方格、双排、提花、起圈、割绒等。 5、按花式装置分:除平机外,有胖花编织机,直条编织机,三级 编织机,哈夫提花编织机,无虚线提花编织机,钢带及内子提花 编织机,单、双系统的双排编织机、起圈及仿毛皮编织机等。
不能反映出针织物结构的具体形态,且 难以反映双面织物的编织情况
•14
(三)编织图(knitting pattern)
(一)定义: 将织物组织的横断面形态,按编织顺 序和织针编织情况,用图形表示的一 种方法。
•15
编织图的图形符号
纬编针织物花色组织常用成圈、集圈、浮线组合而成, 所以织针的编织情况通常可分为成圈、集圈、浮线三 种;
•43
h两针床栅
状梳栉之间 的距离 θ导布角影响 织物下垂和 牵拉
目前大多数的横机都装有两个针床,以一 定角度配置,两针床的针槽相错配置,保证 两针床的织针同时上升编织时不会撞针。
第一章织物组织与织物上机图
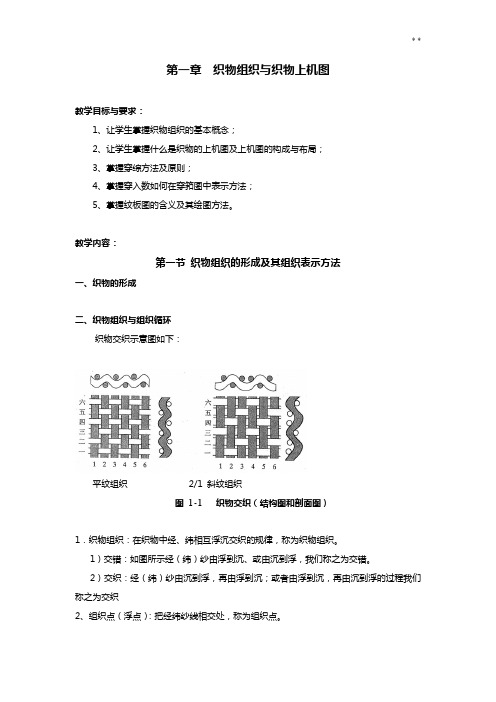
第一章织物组织与织物上机图教学目标与要求:1、让学生掌握织物组织的基本概念;2、让学生掌握什么是织物的上机图及上机图的构成与布局;3、掌握穿综方法及原则;4、掌握穿入数如何在穿筘图中表示方法;5、掌握纹板图的含义及其绘图方法。
教学内容:第一节织物组织的形成及其组织表示方法一、织物的形成二、织物组织与组织循环织物交织示意图如下:平纹组织2/1 斜纹组织图1-1 织物交织(结构图和剖面图)1.织物组织:在织物中经、纬相互浮沉交织的规律,称为织物组织。
1)交错:如图所示经(纬)纱由浮到沉、或由沉到浮,我们称之为交错。
2)交织:经(纬)纱由沉到浮,再由浮到沉;或者由浮到沉,再由沉到浮的过程我们称之为交织2、组织点(浮点):把经纬纱线相交处,称为组织点。
1)经组织点(经浮点):经纱浮在纬纱上,2)纬组织点(纬浮点):纬纱浮在经纱上3、组织循环(完全组织):经组织点和纬组织点的浮沉交织规律达到循环时,称为一个组织循环。
用R 表示。
1)经循环数:构成一个组织循环的经纱数,称为经循环数。
用R j表示。
2)纬循环数:构成一个组织循环的纬纱数,称为纬循环数。
用R w 表示。
4、经面组织:织物组织中,经组织点多于纬组织点的,称为经面组织。
5、纬面组织:织物组织中,纬组织点多于经组织点的,称为纬面组织。
6、同面组织:织物组织中,经组织点等于纬组织点的,称为同面组织。
三、织物组织的表示方法1、方格法:1)意匠纸:带有格子的纸,其中的横行代表纬纱,纵行代表经纱。
一般习惯上将经纱填绘符号来表示(○、×、■、●、▲等),纬组织点为空白格。
利用交织示意图与组织图示意讲解组织图:绘组织图注意的问题:画组织图以前先画范围和边框,标出经纬纱序号,再画组织点。
2、分式表示法适用于较简单的织物,分子表示每根经纱上的经组织点,分母表示每根经纱上的纬组织点。
四、织物的纵横截面示意图(如图1-1中所示)1、纵向截面示意图:表示沿织物的中某根经纱正中间切断,再将断面翻转900后的剖面视图。
全区棉纺行业职业技能竞赛
全区棉纺行业职业技能竞赛细纱操作工基础知识考试复习范围本次职业技能竞赛基础知识考试命题,主要以2010年5月中国棉纺织协会编印、新疆纺织工业行业管理办公室翻印并下发给各企业的《棉纺织行业细纱操作指导》书籍为蓝本,要求重点熟练掌握以下主要内容。
第一章总论第一节棉纺织一般知识㈢棉花的质量要求1.品级 p4页品级:根据棉花的成熟程度、色泽特征、轧工质量、棉花品级分为七个级,三级为品级标准级。
2.长度 p4页长度:棉花纤维长度以1mm为级距,分级如下:25毫米,包括25.9mm;26毫米,包括26.0~26.9mm;27毫米,包括27.0~27.9mm;28毫米,包括28.0~28.9mm;29毫米,包括29.0~29.9mm;30毫米,包括30.0~30.9mm;31毫米,包括31.0~31.9mm;32毫米,32mm及以上;长度规定28mm为长度标准级;六、七级棉花长度均按25mm计。
3.马克隆值 p5页马克隆值:共分三组,即A、B、C级。
B级分为B1、B2两档,C 级分为C1、C2两档。
B级为马克隆值的标准级。
A级的范围为3.7~4.2,棉花的使用价值最高;B级的范围分两档B1为3.5~3.6,B2为4.3~4.9,B级的棉花使用价值次之;C级的范围分两档,C1为3.4以下,C2为5.0及以上,C级的棉花使用价值较差。
7.棉花质量标示方法及代号 p4~p5页按棉花类型、主体品级、长度级、主体马克隆值级顺序表示:六、七级棉花不标示马克隆值。
类型代号:黄棉以字母“Y”表示,灰棉以字母“G”表示,白棉不作表示:品级代号:一级七级,用“1”……“7”标示;长度级代号:25mm至32mm,用“25”……“32”标示;马克隆值级代号:A、B、C级分别用A、B、C标示;皮辊棉、锯齿棉代号:皮辊棉在质量标示符号下方加横线“”标示;锯齿棉不作标示。
例如:二级锯齿白棉,长度29mm,马克隆值A级,质量标识为229A;四级锯齿黄棉,长度27mm,马克隆值B级,质量表识为Y427B。
第一章 纺织原料的初步加工

棉
棉的初加工
3、轧棉设备:轧棉机
根据轧棉机工作原理,可分为: 皮辊轧棉机和锯齿轧棉机。 皮辊轧棉机作用比较缓和,不易损伤纱线,但加工效 率低,适合于加工长绒棉。 锯齿轧棉机效率较高,但易损伤纤维,也易产生棉结 索丝等疵点。
特点 外观形态 长度 杂质、疵点 加工效率 适宜加工品种
四、蚕丝的初加工:
绢纺的原料:制丝和丝织生产中的疵茧、废丝
绢纺前原料的初加工方法:精炼 精炼的目的:对绢纺原料进行筛选、开松与除杂;除 去绢纺原料上的丝胶和油脂以及尘土等杂质 精炼过程:精练前处理→精练→精练后处理 精炼方法:腐化法、酶精练法、化学精练法等。
锯齿棉 松散 主体长度较短, 长度整齐度较差 含杂低,棉结束 丝多 加工效率高 细绒棉
皮辊棉 薄片状 主体长度较长, 短绒含量较高 含杂高,黄根多 加工效率低 长绒棉、低级棉、 留种棉
4、原棉打包及棉包唛头:
按规定对原棉打包。 棉包唛头:用于表征原棉品级等信息。 一般由三位数字表示:第一位为品级;第教学目标】
1. 了解纺织原料的初加工工艺过程; 2. 掌握棉纺生产工艺流程;
3. 了解纺纱各工序基本原理;
4. 了解纱线的分类及质量指标。
什么是纺纱:是指将短纤维加工成纱线的过 程。纱线是通过一系列纺纱工序制成的。
第一章
纺织原料的初步加工
叶静 章伟
一.棉纤维的分类与品质 (一) 按品种分
位和第三位为原棉的手扯长度。
二、毛纤维初加工: 毛纤维的初加工包括选毛、洗毛和炭化。 目的: (1)选择不同品级的毛纤维(羊毛)
(2)用化学或物理的方法除去毛纤维中的杂质
(3)通过炭化进一步除去杂质
三、麻纤维初加工 麻纤维初加工为脱胶 目的:去除原麻中的胶质 要求:尽量保持麻纤维原有的性能和特点 脱胶方法:化学脱胶法、生物脱胶法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
㈢分梳辊形式、规格和速度 分梳辊形式与规格:P67表1-59及图1-5
8
选择原则: 纯棉或棉比例高时,针布工作角要小,一般为
650左右。 化纤工作角略大,以防纤维缠绕分梳辊,一般
为800-850。 此外,齿密也是影响梳理强度的重要因素,选
择时也要适当考虑。
9
分梳辊速度 分梳辊针布规格与速度共同构成了梳理强度,
计中需要加以考虑。一般损失率约10-30%。
Tபைடு நூலகம் N 1
v
T-捻度 N-纺杯速度 v-引纱速度 η-加捻效率
12
㈤假捻盘规格 假捻盘的作用:可提高加捻点(在假捻盘上)至
剥离点间的纱条的捻度,从而提高此段纱强力, 降低纺纱中的断头。 选择原则:捻系数越大,选择假捻作用强的假捻 盘,如直径大、刻槽等。
纺纱工艺设计
第一章 棉纺工艺设计 第七节 转杯纺纱工艺设计
1
一、设计要点
转杯纺又称气流纺,是目前应用最广的新型 纺纱技术。 任务:通过喂入、开松、凝聚、剥取、加捻和卷 绕等步骤,完成将棉条纺成细纱的任务。 设计参数:转杯速度、分梳辊转速、捻系数、假 捻盘规格、输出速度、牵伸倍数、喂入速度、纺 杯真空度等。
6
槽形 形状 形状特点 纱线特点 适纺支数
G U T、K S V
圆弧平底 下宽
尖角平底 上宽槽 反底圆弧
中粗支,结构紧 小于
于U型。
100tex
粗支,结构松, 常用于牛仔布
大于35tex
纱线结构最紧, 与环锭纱最接近。
中低支
结构稍松,原料 适应性强(再
生)。
中低支
结构松,适合蓬 松度高的原料
中支
7
13
㈥输出速度
输出速度V输出
=
N杯 T 10
N杯-转杯的转速 T-捻度(捻/10cm)
14
㈦牵伸倍数
牵伸系数与纺纱落棉率、纤维损失、捻缩、 卷绕张力、牵伸倍数有关。
输出部至卷绕需要考虑张力牵伸,一般为1 倍左右。
15
㈧喂给罗拉速度
㈨转杯真空度 可参考P70表1-65
16
㈩产量计算 可参考纺纱机产品说明书。 计算中需要考虑设备运转效率。
17
三、纱疵成因及解决措施
㈠波纹纱 ㈡黑灰纱 ㈢细节 ㈣粗节 ㈤接头粗节 ㈥棉球纱 ㈦弱捻纱 ㈧个别筒子纱偏细
18
思考题
1. 试分析精梳纺纱厂气流纺车间与专业气流纺纱厂 在气流纺纱工艺设计上的区别。
19
2
3
二、工艺参数的设计
㈠纺前工艺设计 1、纺前工艺流程选择
一般选用两道并条。 2、纺前工艺配置
适中并合和牵伸,倒牵伸配置,以保证喂入棉 条条干及成纱条干。
4
㈡转杯规格及速度 转杯规格的确定 转杯规格不同,其纺纱特性不同; 转杯规格涉及的参数包括:转杯直径、转杯形式
及凝聚槽形状。 转杯直径:取决于转杯速度与原料长度。各机
型转杯直径见P67表1-58。 转杯速度和直径决定了设备的生产能力。
5
转杯形式:两种,抽气式和自排风式,与转杯 纺纱机的设计有关。
凝聚槽形状:可归纳为U型和V型两种,又细分 为G、U型,及T、K、S和V型,不同槽形决定 了纺纱机纱线特点。 U型纱线,结构较松,手感柔软。可纺支数低, 原料适应性强。 V型纱线,结构紧密,类似环锭纱,强力高, 手感硬。可纺支数高。
要求分解纤维,排除杂质,并尽可能减少纤维损 伤和减少纤维弯钩。
可根据产品说明书,结合上机观察选择。
10
㈣捻系数和捻度 确定原则:原料、用途、生产效率等。 可根据设备产品说明书、产品用途、上机实验确 定。 P68表1-60可供参考。
11
捻度计算与捻度损失 转杯纺加捻过程中,捻度损失较大,在工艺设