60t双钩的锻造成形工艺
20t双向吊钩锻造成形工艺
Sun Zhigang Han Lei Yang Zhi hong
Abstr act This ar ticle has described the forging process of the 20T bidirection hook and defined the reasonable for ming process, which has the application value to be popularized in the manufacturing of small type hooks wit h small quantities .
移过程受阻, 减慢了晶粒的长大速度。从而降低 工件的晶粒度, 效果很好。
5 结论
以上两种工艺改进方案, 都达到了细化晶粒 的功能, 方案一虽然细化晶粒效果较好, 但增加 了一次正火, 增加了生产成本, 不是理想的工艺 方案; 方案二能满足各种技术要求, 且细化晶粒 效果好, 远远的超过了方案一, 是理想的最终热 处理方案。
生产技术
大型铸锻件
20t 双向吊钩锻造成形工艺
孙志刚 韩 雷 杨志洪
( 中 国第一重型机械集团公司, 黑龙江 161042)
摘 要 介绍了对 20t 双向吊钩自由锻造工艺的 研究, 确定了 合理的 成形工艺 。它在小 型双向 吊钩小 批量生产中具有一定的推广应用价值。
关键词 双向吊钩 自由锻 锻造工艺
Key wor ds Bidirection Hook, Fr ee Die For ging, F orging Pr ocess.
1 前言
吊钩是起重设备所需的重要吊具之一, 常用 材料有 20# 钢和 16Mn 钢, 其形式为单 钩和双 钩两种。吊钩的锻造方法有多种, 大型吊钩通常 采用自由锻或自由锻与模锻相结合的方法成形。 小型吊钩则通常采用模锻, 尤其是在大批量生产 时。而本文所述的 20t 双向吊钩, 由于生产批量 小, 制模成本高, 决定采用自由锻方法成形, 这在 我公司生产中尚属首例。
论述双钩吊鱼法施工方法
论述双钩吊鱼法施工方法摘要:本文作者结合经验,针对双钩吊鱼法施工进行了简要的阐述。
以供参考。
关键词:双钩吊鱼法板梁出坑及运输操作施工方案应力计算措施一、双钩吊鱼法双钩吊鱼法是在待架桥跨的两侧桥墩上立人字扒杆,用这两组扒杆吊抬梁,架梁前进,前后两组扒杆随着梁位置的变化受力也随之变化,梁始终能保持平稳水平前进。
双钩吊鱼法吊装具有准备工作较短,结构简单、力的发挥合理、设备轻便等优点。
二、板梁出坑及运输操作1、板梁出坑板梁在预制场可以采用门架提梁,将梁横移装车最为安全。
其次板梁在场里可采用液压千斤顶两只同时顶梁的一端,在顶之前,先将大梁的另一端进行加固。
在安装千斤顶时,要注意位置的准确性,特别注意板梁两边受力平衡,顶梁起动后,要注意用木板塞在梁底进行保险。
在顶到一定高度时装入平板车,放好后再顶梁的另一端。
2、运输用5t卷扬机作牵引力进行运输,根据计算运输过程中牵引力是梁自重的1/8,用5t卷扬机作为牵引,卷扬机采用φ17.5mm的钢丝绳,安全系数为3.2倍(以20m空心板梁为例),将梁运输到桥台再进行吊装准备工作。
三、人字扒杆架设板梁施工方案1.人字扒杆拼装工艺参数人字形扒杆用角钢加工而成。
其中,主杆采用63×63角钢焊接而成;平杆采用40×40角钢;斜杆采用50×50角钢。
分为两节制作,节长为6m。
桅杆竖立后底宽5m,可安装3片梁。
起重系统由滑轮组、导向滑轮、卷扬机组成。
滑轮组采用5片滑轮组成、φ24钢丝绳花穿法联结,钢丝绳跑头通过导向滑轮连接卷扬机。
卷扬机两个采用5t慢速卷扬机,配合滑轮组单头牵引力60t。
缆风绳采用φ24钢丝绳,每副人字扒杆安装前后缆风各2根,主拉背索缆风2根,由滑轮穿绕。
后缆风绳利用张拉台基础做地锚,前缆风绳利用大桥桥墩作地锚。
待第一孔吊装后,利用空心板(4片一联)作为人字扒杆架后缆风地锚,用下一孔桥墩作人字扒杆架前缆风地锚。
1、扒杆的竖立在有水流的情况下,如何在对面墩顶竖立扒杆,这个问题历来是架梁工作的难点,更是吊鱼法架梁的难点,现以架设20m板梁为例,说明其方法。
锻压成形技术-自由锻压

点播观看
(3)水压机:由于压力机压下速度较慢,相当于无冲击的 静压力作用于坯料使金属变形,故其吨位是用它所产生的 最大压力表示。工作时震动和噪音小,劳动条件较好;压 力作用的时间长,容易达到较大的锻造深度,可获得整个 截面为细晶粒组织的锻件;广泛地采用水压机来代锻锤。 水压机也是特大型锻件自由锻造的主要设备。其缺点是需 一套供水系统与操纵系统,设备庞大,造价很高。常用水 压机的压力为5000--150000KN(500~15000 t),可以锻 造质量为1-300t的锻件。
自由锻的主要设备
(1)空气锤:空气锤的吨位(锤头重量)一般为65-750Kg.它的特点是结构较简单;操作方便,维护容 易,设备投资少,吨位不大,适用于生产小型锻件。
点播观看
(2)蒸汽--空气锤:它是利用0.7~0.8 MPa压力的蒸汽或 0.6-0.8MPa 的压缩空气来工作的。蒸汽锤由于在蒸汽 的作用下工作,规定的压力有保证,而机构稳定性好, 故落下部分的质量可显著增大,锤击功能大为提高。一 般吨位为0.5-5t。 蒸汽锤需用一套辅助设备,如蒸汽 锅炉或空气压缩机等,较空气锤复杂。它适合锻造中型 或较大的锻件,是一般机器制造厂中普遍使用的设备。
材料成型技术基础
锻压成形技术(二)童幸生 20 Nhomakorabea4年8月
自由锻压
自由锻的基本工序 自由锻的主要设备 常用工件的自由锻造工艺 自由锻工艺规程的规定
自由锻的基本工序
自由锻是利用冲击力使坯料在上、下砧座 之间产生自由流动,以获得锻件的方法。 1)自由锻的基本工序: ★镦粗★ 镦粗★ ★拔长★ 拔长★ ★冲孔★ 冲孔★
点播观看
常用工件的自由锻造工艺
自由锻件的生产工艺: ★盘套锻件的锻造生产★点播观看 点播观看 ★齿轮坯锻件冲孔与扩孔生产★点播观看 点播观看 ★叉杆锻件的自由锻生产★点播观看 点播观看 ★园轴锻件的锻造生产★点播观看 点播观看
60t转炉-60t LF冶炼GCr15轴承钢氧含量的控制

( 北京科技大学冶金与生态学院, 1 北京 1 03 2 0 8; 石家庄钢铁有限责任公司, 0 石家庄 003) 5 1 0
摘 要 石钢采用 6 转炉 L- 0啪 ×1 啪 方 坯连铸工艺生 产 G r 轴承钢 。工艺实践表 明 , 0 t 6 t F1 0 5 5 0 Cl 5
ba I e , 5ha , a 65 19 × 1 一,h vrg xgncn n W S1. ×1~. erls e 2 et W S( . —1 .) 0 t ae eoye ot t a 02 0 ig t l s e a e
Ma e ilI d x 6 C n etr C l e r g Se l x g n C n e t tra e 0 t o v r ,G r 5 B ai t ,O y e o tn n e n
关键词 6 转炉 0t G r5 C l 轴承钢 氧含量
Co to fOx g n Co t n n Be rn te n r lo y e n e ti a i g S e l GCr 5 S e l k n l t ema i g b 0 tCo v r e y 6 n e tr-6 O tLF
2Sla u a o n t l oLd Siahag003 ) hi h ̄gI nadS e C t, h i un 50 1 jz r e jz
A s at T eba n t l c1 r ue y 0 ne e- 0 de u e (F 10m bt c h er gse r5ipo cdb c vr r 6 l l f r i e 0 s d 6 to t ta ma L )- 5 m×10l lie 5 1 l t 1 bl n cnatgpoe t hi hagSe . h rc s r tesoe a t xgncn n el a eete o- ocsn rcs a Sia un t 1 T ep e a i w dt th oye ot tnS e w s f cvl cn i s jz e o s p cc h h e e i t iy tl db a hcr npat ewt ae g ovrr n C O 3 %,m r i r esocn o s gig m ut u- r l yct a o rcc i vr ecnet d[ ] . oe c b i h a ee 0 ipo n po s t ot ll g on r v g c r a n a d
铸造工艺毕业设计

铸造工艺毕业设计【篇一:铸造工艺毕业论文】毕业论文题目浅谈铸造工艺与品质检查姓名所在系别专业班级学号指导教师日期摘要:为了提高铸件的可靠性、适用性;提高产品在市场上的竞争能力,对铸件质量的要求不断提高。
铸件质量的概念也发生了相应的变化,“质量”的含义至少包含两个方面的内容:一是产品质量,即铸件满足用户要求的程度;或按其用途在使用中应取得的功效,这功效是反映铸件结构特征、材质的工作特性和物理力学特性的总和,是评价铸件质量水平和技术水平的基本指标。
二是工程质量,指的是铸制毛坯和铸制零件的生产过程对产品质量的保证程度,即铸件在具体使用条件下的可靠性。
这一指标在相当大的程度上决定于前述的功效指标,还与稳定性、耐用性和工艺性等指标有关。
标准是由国家承认的标准制订单位批准的对各种产品(铸件)规格、材料规格、试验方法、术语定义或推荐的工艺方法的规定。
我国的国家标准是由国家技术监督局批准并颁行的,有关铸件质量的各种标准一经接纳、贯彻与实施,可取得明显的效果和效益。
国际标准是由国际标准化组织批准并颁行的。
我国是国际标准化组织的主要成员国之一,按国家现行的政策,国际标准可以等效地视为国家标准。
关键词:铸件质量;提高铸件品质;稳定性;耐用性目录引言 (3)第一章铸件质量标准 (4)1.1 铸件精度标准 (4)第二章铸件缺陷分类 (6)2.1铸件缺陷 (6)2.2废品与铸件质量 (11)2.3 修补与缺陷防止 (11)第三章铸造过程中的质量控制技术................................. 错误!未定义书签。
3.1影响铸件质量的因素 (12)3.2 技术准备过程的质量控制 (13)3.2.1质量标准的制定 (13)3.2.2铸件设计 (14)3.2.3铸造工艺、工装设计及验证 (15)3.3生产工艺过程的质量控制 (15)3.3.1原材料的质量控制 (15)3.3.2设备及工装的质量控制 (16)3.3.3 工艺过程的质量控制 (16)第四章铸件质量检测技术与缺陷诊断方法 (17)4.1铸件外观质量检测 (17)4.1.1 铸件形状和尺寸检测 (17)4.2 铸件内在质量检测 (17)4.3 铸件质量无损检测技术 (18)结论 ......................................................................... 18 参考文献???????????????????????????????..19 答谢。
300t起重吊钩的锻造成型工艺

300 t起重吊钩的锻造成型工艺杨兵曲东方郭宝强【摘要】摘要:300 t起重双钩锻造过程中摒弃了忽略横向料宽比瞬时参数的常规锻造方法,采取有效工艺措施,在坯料下面加垫块,将始末料宽比限制在0.8~1.4之间,从而得到了优质的吊钩。
【期刊名称】大型铸锻件【年(卷),期】2008(000)003【总页数】3【关键词】重型吊钩;锻件;砧宽比;料宽比生产技术300 t双钩是大吨位起重机吊钩,其质量要求较为严格。
锻造后的力学性能,金相检验和超声波探伤验收标准较严。
如果用常规的方法锻造,虽然在锻造比,坯料截面变换等方面符合锻造通用技术标准,但由于300t双钩锻件尺寸形状的特殊性,忽略了横向料宽比对锻件锻造成形过程的影响,导致吊钩的内部质量满足不了超声波探伤要求。
因此结合该双钩锻件成形过程中坯料尺寸、变形参数的瞬时变化,采取工艺措施,通过对锻造过程中坯料纵向砧宽比、横向料宽比两个主要变形参数进行优化控制,同时兼顾成形过程中锻造比、温度、压下量等其他技术参数控制,制定出新的锻造工艺方法,经过生产实践,成功锻造出300t起重吊钩。
1 吊钩尺寸及技术要求300 t吊钩交货锻件尺寸见图1,交货重量2 960 kg,材质为20号钢。
吊钩力学性能指标:Re>185 MPa,Rm>360 MPa,A5>22%,Z>45%,AKU>39J。
超声波探伤技术标准:按JB/T 5000.15-1998Ⅲ级验收。
单个缺陷最大当量为∅4 mm,缺陷在任一方向上不允许有延伸,缺陷底波降低量<6dB,密集区缺陷最大允许范围为(250×103)(mm)3 。
2 原工艺方案及问题分析该锻件类型为宽薄板类锻件,成形过程为钢锭镦粗后拔长成带杆宽薄板,热处理后,气割至如图1 所示交货尺寸。
锻件的内部质量是由合理的工艺来保证的。
坯料变形过程归根结底是镦粗过程。
传统镦粗理论是一个相对静态的理论[1],它忽略了变形过程中随着尺寸变化坯料内部应力状态的变化。
ZK8Cr中空钎具钢60t Consteel EAF+60t LF+VD+CC工艺实践

ZK8Cr中空钎具钢60t Consteel EAF+60t LF+VD+CC工艺实践ZK8Cr中空钎具钢是一种高强度、高韧性的钢种,广泛用于石油、化工、钻探行业中钻井工具、钻头等领域。
本文将为大家介绍ZK8Cr中空钎具钢60t Consteel EAF+60t LF+VD+CC工艺实践。
首先,Consteel EAF是一个高效、环保的电弧炉系统,它可以使用废钢、废铁等用过的金属来进行炼钢。
在这个系统中,通过不断的加料和熔炼,将废钢、废铁和其他材料加入到中空钢坯中,控制好炉温,使其溶解,并进行除渣、除氧等处理,完成初炼。
然后,60t LF炉是低频感应炉,用于进行精炼和脱氧处理。
通过控制炉温、加入合适的合金元素和脱氧剂,从而达到去除氧化物、调整成分,并提高中空坯的质量。
接下来,VD炉是真空脱气炉,用于降低中空钢坯中的气体含量,提高钢的纯度和质量。
在这个过程中,将中空坯放入真空室内,启动真空泵,将炉内气体抽空,然后加入合适的溶剂,加热钢坯,使其内部的气体能够逸出,达到脱气的目的。
最后,CC连铸机是钢铁工业中的关键设备,用于将炼钢后的钢水转化成钢坯。
在这个过程中,经过切割、输送、调整方向等步骤,将钢水倾倒进模具中,经过急冷和冷却,形成钢坯。
而对于ZK8Cr中空钎具钢这种高强度、高韧性的钢种,需要特别注意合金元素的添加和成分的控制。
如果合金元素的比例掌握不好,可能会导致钢的性能下降,影响产品质量。
总的来说,ZK8Cr中空钎具钢60t Consteel EAF+60t LF+VD +CC工艺实践是一种高效、环保、节能的钢铁生产工艺,可以有效地提高钢的质量和纯度,同时也减少了对环境的污染,符合现代工业生产的要求。
针对ZK8Cr中空钎具钢60t Consteel EAF+60t LF+VD+CC工艺实践,我们可以对相关数据进行收集和分析,以确保生产的质量和效益。
下面,将具体列出数据并进行分析。
1. 炼钢生产线连铸率。
吊钩自由锻造工艺研究
吊钩 自由锻造工 艺研究
张全 伟’,温 俊 廷
(1.中车西安车辆有限公司设计部 ,陕西 西安 710086;2.中车西安车辆有限公 司客修事业部,陕两 西安 71I)I)86)
摘 要 :通过 对 吊钩 的 自由锻 造 工 艺分 析 ,结合 部 分 数 据 计 算 ,设 计 合 理 的锻 造 工 艺 方案 ,保证 了 吊钩 锻 造 顺 利 成 型 ,并 对 出
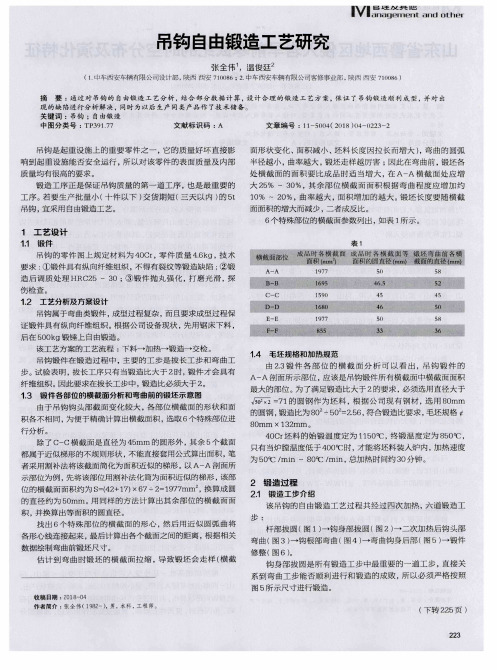
找 出 6个 特 殊 部 位 的 横 截 面 的 形 心 ,然 后 用 近 似 圆 弧 曲 将 各 形心线连接起 来 ,最后计 算出各个截 面之间 的距 离 ,根据相 关 数 据绘制 弯曲前锻坯尺 寸。
估 计到 弯 曲 时锻 坯 的横 截 面 拉缩 ,导 致锻 坯 会 走 样 (横 截
2 锻造过程 2_1 锻 造 工 步 介 绍
吊钩属 于弯曲类锻件 ,成型过程 复杂 ,而且要 求成型过程 保 证 锻件 具有 纵 向纤 维组 织。根据 公司设 备现 状 ,先用 锯床 下料 , 后在 500kg锻锤 上 自由锻造 。
横 截 面部 位
A A B —B ( 一C D —D E—E F—F
0.。誓 00◇ f j l 。|_
80m m X 132m m 。
40Cr坯 料 的 始 锻 温 度 定 为 1 150 ̄C,终 锻 温 度 定 为 85O℃ , 只有当炉 膛温度低 于 400%]时 ,才能将 坯料装入 炉 内,加 热速度 为 5O℃ /min ~ 80 ̄(3/min,总 加 热 时 间 约 3O分 钟 。
系 到 弯曲工 步能 否顺 利进 行和 锻造 的成 败 ,所 以必 须严 格按 照
示部 位为例 ,先将 该部位用割 补法化简 为面积近似 的梯 形 ,该部 位 的横 截面面 积约为 s=(42+17)X 67—2=1977mm ,换 算成 圆 的 直径 约为 50mm。用 同样 的方法 计算 出其 余部 位 的横 截 面 面 积 ,并 换 算 出等 面 积 的 圆 直径 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
60t双钩的锻造成形工艺
2007-4-25 14:02:03 【文章字体:大中小】打印收藏关闭
原作者:齐齐哈尔车辆厂薛国义冯文岭
一、前言
60t双钩是铁路吊车上的一个起重部件,其产品质量的好坏直接影响吊车工作的安全。
我厂原无成熟的锻造成形工艺。
经理论分析和实践摸索,总结出了一条较合理的锻造工艺方法。
本文对此新成形工艺研究作一概略的介绍。
图1是60t双钩零件图,图2是60t双钩锻件图。
图1
图2
二、原锻造成形工艺
60吨双钩原锻造成形工艺过程如图3所示。
图3
1.下料
2.锻坯
3.拔长杆部
4.拍扁头部成梢形
5.冲双孔
6.气割成钩形
7.
铲磨头部
显然,原锻造工艺成形用于制造特大型双钩是不合理的。
其主要缺点:(1)钩体外形用气割成形,气割后切口易产生裂纹,且外形余肉很难
切除。
同时双钩处流线被切断,降低了该件的机械性能和使用寿命。
(2)钩体拍饼制造的坯料,气割钩形时余边大小不均,有时还会出现缺肉现象。
(3)材料浪费大。
(4)工人劳动强度大。
三、新锻造成形工艺
为了克服原工艺双钩钩部流线被切断的缺点,经分析,提出了如图4所示的锻造60t双钩的新工艺。
图4
1.拔长杆部
2.拍扁头部
3.镦粗头部
4.拔长左尖部
5.拔长右尖部
6.摔左右
尖部7.水冷杆部8.弯双尖9.头部焖形10.整形
新锻造成形工艺生产的双钩避免了原锻造工艺的缺陷,制定了一套比较合理的锻造工艺方法。
原锻造工艺生产的双钩锻件,沿轴向中心延伸的锻造
流线纤维切断,致使该件受力部位强度降低。
而现锻造工艺生产的锻件中心产生沿轴向延伸的流线,使该件受力纵向部位韧性指标获得显著提高。
同时双钩各部锻造比的增大,锻件晶粒度细化,内部组织的致密,金相组织呈不规则网状等大大提高了双钩的承载能力和机械性能。
我厂100t吊车双钩曾用60t双钩(材质20Cr)代用,其使用状态良好,各项性能指标均达到使用要求。
为了完善上述新锻造成形工艺,进行了下述工艺试验:钩体镦拔试验、开式扣模试验。
下面对这些试验进行简要介绍。
1.钩体镦拔试验
钩尖拔长,钩体镦拔是关键,拔杆及钩体拍扁后,放入镦拔胎膜中轻轻锤击钩头上的压板,尽量使坯料向两边均匀挤走,如图5所示。
图5
1.开坯压板
2.锻件
3.镶块模
4.专用锤砧
5.操作钳口
2.自由拔长钩尖试验
自由拔长钩尖时,因吊钩整体质量大,工人操作很困难,必须借助单臂吊,用大号环钳夹钩杆根部操作,如图6所示。
锻件翻转采用两根钢管分别插入套环的环钳把中央,双向反复转动来自由拔长钩尖部,尺寸接近图纸要求后用梢摔子摔光滑.
图6
1.砧子
2.锻件
3.链子
4.专用钳子
5.卡紧环
6.转动杠杆
3.双钩尖部弯曲试验
钩的双尖部按工艺尺寸摔后,弯曲成形是双钩的又一关键。
由于双钩头部以钩杆为中心,钩尖将双向弯成月牙形,需用特制的工装才能达到,而且弯曲中钩杆不能变形,因此双钩加热后出炉必须先用天车吊住钩头,杆部浸入预先准备好的水桶中速冷。
然后,取出调转180°放入带滚轮的弯曲槽中,摆正后锤击钩杆,使双钩弯成月牙形。
如图7所示。
图7
1.锻件
2.滚轮
3.弯曲槽
4.开式扣模成形试验
为了将双钩的圆截面(图8a)成形为上宽下窄的截面(图8b),采用开式扣模拍扁锻造成形的方法(图9)成形为所需的形状。
在设计扣模双钩环部时,凸台要高于双钩侧剖面中心线,以便定位准确。
图8
图9
1.上模
2.下模
3.坯料
5.锤上修正试验
双钩用开式扣模锻造后,正面成月牙形(图10a),头部偏移需在锤上修正,双钩双环部必须加模芯以便修正时不致走形,并用半圆摔子垫在上面,边修正边用样板校核如图10b所示。
图10
1.锤头
2.半圆摔
3.坯料
4.圆芯
四、结论
试制结果表明,新成形工艺和旧成形工艺相比有以下优点:
(1)锻件的材料利用率由65.7%提高至92.0%。
(2)减轻了工人的劳动强度。
(3)成品率达99.7%,保证了尺寸公差及表面质量。
(4)提高了双钩的承载能力,使用寿命和安全系数。
(5)提高了双钩的表面粗糙度及机械性能。