22铝条灯60L 5050 工艺文件
各国铝合金牌号对照表 _2_
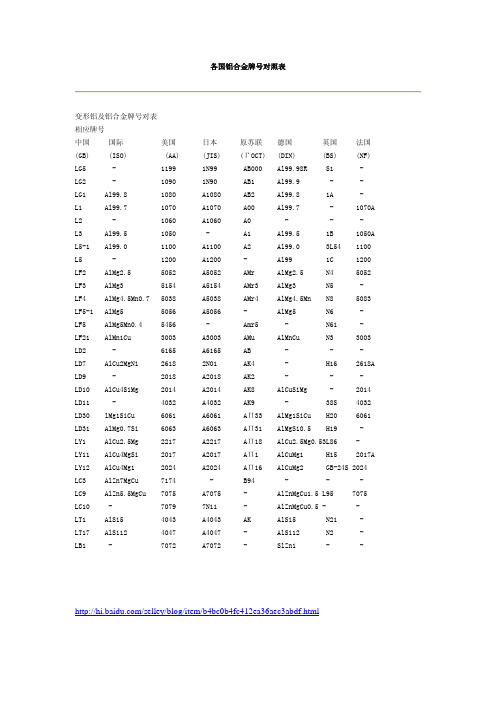
各国铝合金牌号对照表变形铝及铝合金牌号对表相应牌号中国 国际 美国 日本 原苏联 德国 英国 法国 (GB) (ISO) (AA) (JIS) (ΓOCT) (DIN) (BS) (NF) LG5 - 1199 1N99 AB000 Al99.98R S1 - LG2 - 1090 1N90 AB1 Al99.9 - - LG1 Al99.8 1080 A1080 AB2 Al99.8 1A -L1 Al99.7 1070 A1070 A00 Al99.7 - 1070A L2 - 1060 A1060 A0 - - -L3 Al99.5 1050 - A1 Al99.5 1B 1050A L5-1 Al99.0 1100 A1100 A2 Al99.0 3L54 1100 L5 - 1200 A1200 - Al99 1C 1200 LF2 AlMg2.5 5052 A5052 AMr AlMg2.5 N4 5052 LF3 AlMg3 5154 A5154 AMr3 AlMg3 N5 -LF4 AlMg4.5Mn0.7 5038 A5038 AMr4 AlMg4.5Mn N8 5083 LF5-1 AlMg5 5056 A5056 - AlMg5 N6 -LF5 AlMg5Mn0.4 5456 - Amr5 - N61 -LF21 AlMn1Cu 3003 A3003 AMu AlMnCu N3 3003 LD2 - 6165 A6165 AB - - - LD7 AlCu2MgNi 2618 2N01 AK4 - H16 2618A LD9 - 2018 A2018 AK2 - - - LD10 AlCu4SiMg 2014 A2014 AK8 AlCuSiMg - 2014 LD11 - 4032 A4032 AK9 - 38S 4032 LD30 lMg1SiCu 6061 A6061 AΠ33 AlMg1SiCu H20 6061 LD31 AlMg0.7Si 6063 A6063 AΠ31 AlMgSi0.5 H19 -LY1 AlCu2.5Mg 2217 A2217 AΠ18 AlCu2.5Mg0.53L86 -LY11 AlCu4MgSi 2017 A2017 AΠ1 AlCuMg1 H15 2017A LY12 AlCu4Mg1 2024 A2024 AΠ16 AlCuMg2 GB-24S 2024 LC3 AlZn7MgCu 7174 - B94 - - - LC9 AlZn5.5MgCu 7075 A7075 - AlZnMgCu1.5 L95 7075 LC10 - 7079 7N11 - AlZnMgCu0.5 - -LT1 AlSi5 4043 A4043 AK AlSi5 N21 -LT17 AlSi12 4047 A4047 - AlSi12 N2 -LB1 - 7072 A7072 - SlZn1 - - /selley/blog/item/b4bc0b4fc412ea36aec3abdf.html国内外常用铝及铝合金牌号对照表 2008-01-14 21:20类 中国 美国 英国 日本 法国 德国 前苏联 别GB ASTM BS JIS NF DIN ГОСТ1A991199 A199.99R A99 1A97 A199.98RA97 1A95 A95 1A80 1080(1A)1080 1080A A199.90 A8 工业 纯铝1A501050 1050(1B)1050 1050A A199.50 A5 5A02 5052 NS4 5052 5052 A1Mg2.5Amg 5A03 NS5 AMg3 5A05 5056 NB6 5056 A1Mg5 AMg5V 防 锈 铝 5A30 5456 NG61 5556 59572A01 2036 2117 2117 AlCu2.5Mg0.5 D18 2A11 HF15 2017 2017S AlCuMg1 D1 2A12 2124 2024 2024 AlCuMg2D16AVTV2B16 2319 2A80 2N01 AK4 2A90 2218 2018 AK2 硬 铝 锻 铝 2A14 2014 2014 2014 AlCuSiMn AK8 超硬铝7A09 7175 7075 7075 AlZnMgCu1.5 V95P ZAlSi7Mn 356.2 LM25 AC4C G-AlSi7Mg ZAlSi12413.2 LM6 AC3A A-S12-Y4G-Al12AL2 ZAlSi5Cu1Mg 355.2 AL5 ZAlSi2Cu2Mg1 413.0AC8A G-Al12(Cu)ZAlCu5MnAL19 ZAlCu5MnCdVA 201.0 ZAlMg10 520.2 LM10 AG11 G-AlMg10 AL8 铸造 铝 合金 ZAlMg5SiG-AlMg5SiAL133.1.2 HXXX状态HXXX状态代号如下所示:a) H111适用于最终退火后又进行了适量的加工硬化,但加工硬化程度又不及H11状态的产品。
玉米灯灯作业指导书

江苏光芒智能照明科技有限公司
工艺指导书
图2
更改通知单更改人
标记编号日期批准:审核:拟制:
江苏光芒智能照明科技有限公司
工艺指导书
图
图
更改通知单
标记编号
批准:审核:拟制:
更改通知单
标记编号
批准:审核:拟制:
更改通知单
标记编号
批准:审核:拟制:
更改通知单更改人
标记编号日期
批准:审核:拟制:
图
更改通知单更改人
标记编号日期
批准:审核:拟制:
批准:审核:拟制:
通知单更改人
编号日期
批准:审核:拟制:
更改通知单更改人
标记编号日期
批准:审核:拟制:
江苏光芒智能照明科技有限公司
工艺指导书
批准:审核:拟制:。
深圳启明亮科技有限公司 L11 线条灯建筑亮化定制商品说明书
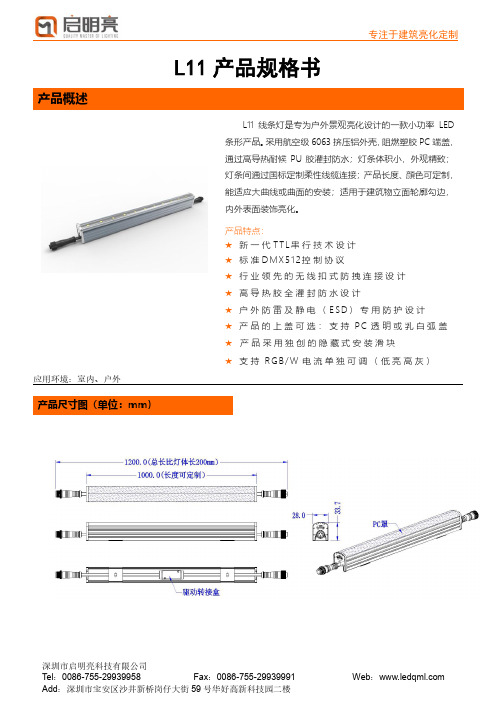
L11产品规格书产品概述应用环境:室内、户外产品尺寸图(单位:mm)L11线条灯是专为户外景观亮化设计的一款小功率LED 条形产品。
采用航空级6063挤压铝外壳,阻燃塑胶PC端盖,通过高导热耐候PU胶灌封防水;灯条体积小,外观精致;灯条间通过国标定制柔性线缆连接;产品长度、顔色可定制,能适应大曲线或曲面的安装;适用于建筑物立面轮廓勾边,内外表面装饰亮化。
产品特点:★新一代T T L串行技术设计★标准D M X512控制协议★行业领先的无线扣式防拽连接设计★高导热胶全灌封防水设计★户外防雷及静电(E S D)专用防护设计★产品的上盖可选:支持P C透明或乳白弧盖★产品采用独创的隐藏式安装滑块★支持R G B/W电流单独可调(低亮高灰)技术参数产品选型表基 本 参 数 色 彩/灰 度 RGB/W 各256级灰度; 光 源 类 型 3535 /5050 /2835 光 源 数 量48-72pcs/米 (0.25米-1米,长度可以按要求定制)材 质 铝喷涂外壳 / 阳极氧化 + 光学PC 罩寿 命 50,000h 重 量 710g/米 光 电 参 数 工 作 电 压 DC24V最 大 功 率 12-20W/米 RGB 光 强 180cd/米白 光 360cd/米 光 束 角 30° / 45° / 60° / 90° / 120°电 气 等 级 III 类其 它 参 数 工 作 温 度 -20°C to 50°C 储 存 温 度 -40°C to 70°C 防 护 等 级IP66配光曲线规格型号 光源 数量 光源类型 颜色控制类型 DC 工作电压 功率 白色 光强 DA028-48AT 48PCS 3535 RGB/W 单线串行TTL 24V 12W 120cd DA028-48AD 48PCS 3535 RGB/W DMX512 24V 12W 120cd DA028-48XD 48PCS 5050 RGBW DMX512 24V 15W 180cd DA028-48CN 48PCS 3535 2835 W 无控制 24V 12W 240cd DA028-60AT 60PCS 3535 RGB/W 单线串行TTL 24Vz 15W 150cd DA028-60AD 60PCS 3535 RGB/W DMX512 24V 15W 150cd DA028-60XD 60PCS 5050 RGBW DMX512 24V 20W 225cd DA028-60CN 60PCS 3535 2835 W 无控制 24V 15W 300cd DA028-72AT 72PCS 3535 RGB/W 单线串行TTL 24V 18W 180cd DA028-72AD 72PCS 3535 RGB/W DMX512 24V 18W 180cd DA028-72CN72PCS3535 2835W无控制24V18W360cd安装件外观尺寸安装底座尺寸图(单位mm);固定式安装底座安装方式示意:①安装载体钻孔,装膨胀胶塞:在载体上按灯具安装位置做好记号,并钻孔(建议用6mm钻头);把膨胀胶塞用锤子敲入钻孔里(注:胶塞不可松动);②固定灯具安装底座:将灯具安装底座孔位对准膨胀胶塞孔,选用合适的自攻螺丝将灯具安装底座固定到安装载体上;③灯具安装:将灯具对准灯具安装底座,并扣到灯具安装底座上;④灯具加固,完成安装:装好灯具后,从侧下边打两个自攻螺丝将型材上盖与型材安装底座固定在一起,防止型材上盖坠落。
灯具技术选型规格书
发光色温 Light color ■2000K □3000K □6000K 防护等级 Protection grade
IP68 阻燃 V-0 级
光 通 量 Luminous flux
72LM/W
灯体材质 Shell material
铝合金灯体+钢化玻璃
光 束 角 Light angle
120°
表面处理 Surface treatment
光源类型 category
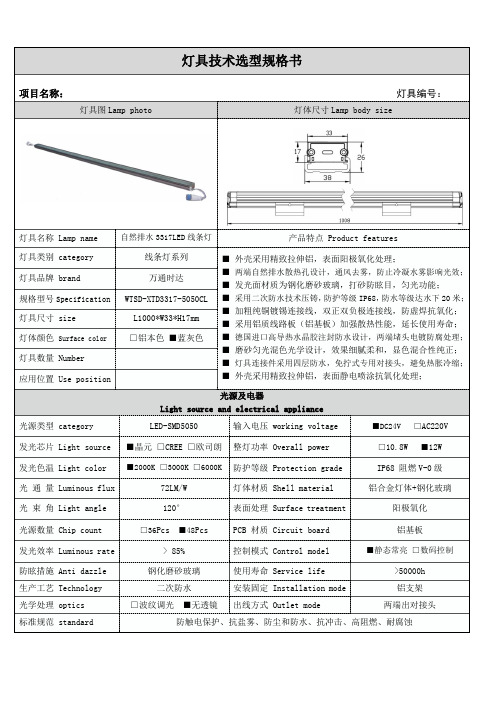
线条灯系列 万通时达 WTSD-XTD3317-5050CL L1000*W33*H17mm □铝本色 ■蓝灰色
■ 外壳采用精致拉伸铝,表面阳极氧化处理; ■ 两端自然排水散热孔设计,通风去雾,防止冷凝水雾影响光效; ■ 发光面材质为钢化磨砂玻璃,打砂防眩目,匀光功能; ■ 采用二次防水技术压铸,防护等级 IP68,防水等级达水下 20 米; ■ 加粗纯铜镀锡连接线,双正双负极连接线,防虚焊抗氧化; ■ 采用铝质线路板(铝基板)加强散热性能,延长使用寿命; ■ 德国进口高导热水晶胶注封防水设计,两端堵头电镀防腐处理; ■ 磨砂匀光混色光学设计,效果细腻柔和,显色混合性纯正; ■ 灯具连接件采用四层防水,免拧式专用对接头,避免热胀冷缩; ■ 外壳采用精致拉伸铝,表面静电喷涂抗氧化处理;
光源及电器 Light source and electrical appliance
LED-SMD5050
输入电压 working voltage
■DC24V □AC220V
发光芯片 Light source ■晶元 □CREE □欧司朗 整灯功率 Overall power
□10.8W ■12W
阳极氧化
光源数量 Chip count
led灯的工艺流程

led灯的工艺流程LED灯是一种高效节能的照明设备,具有长寿命、可调光、无汞和环保等特点,因此在现代照明行业得到广泛应用。
下面我们来了解一下LED灯的工艺流程。
首先,制作LED灯的第一步是准备材料。
主要的材料包括铜箔、铝基板、有机玻璃、LED芯片、导线、大功率电子元件等。
这些材料需要经过严格筛选和检验,确保质量达标。
第二步是LED芯片的加工。
先将铜箔切割成适当的尺寸,然后通过特殊的工艺将LED芯片固定在铜箔上,从而形成LED芯片较容易与其他部件连接的结构。
第三步是制作铝基板。
铝基板的主要作用是散热,保证LED灯具在工作过程中能够保持稳定的温度。
为了提高散热效果,会在铝基板上做一些凹槽和散热孔。
第四步是LED芯片的封装。
将LED芯片封装在透明的有机玻璃中,目的是保护芯片不受外界环境的侵蚀,同时提供良好的光透过性。
第五步是焊接。
通过焊接,将LED芯片和其他电子元件进行连接,如电阻器、电容器和开关等。
焊接工艺需要非常精准和细致,以确保电路连接的稳定性和可靠性。
第六步是固定元件。
将焊接好的LED芯片和其他元件固定在铝基板上,常用的方法是使用导热胶或者导热粘合剂进行粘贴,以确保电路的紧密连接与固定。
第七步是电路调试。
在灯具组装完成后,需要对电路进行调试,确保电流和电压的正常运作。
同时,还需要调试灯具的亮度和光色,以满足客户的要求。
最后一步是组装外壳。
将灯具的外壳组装起来,通常使用金属或塑料材料制作,以保护电路安全和美观。
通过以上步骤,一盏LED灯就制作完成了。
LED灯具的工艺流程需要各个环节的协调配合,保证每个步骤的准确、精细和稳定。
这样才能生产出高质量的LED灯,满足市场需求。
随着科技的不断进步,LED灯的工艺流程也在不断创新和改善,以提高生产效率和降低成本。
(完整版)常用铝合金去应力退火热处理工艺规范
常用变形铝合金退火热处理工艺规范1 主题内容与适用范围本规范规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。
2 引用文件GJB1694变形铝合金热处理规范YST 591-2006变形铝及铝合金热处理规范《热处理手册》91版3 概念、种类3.1 概念:将变形铝合金材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部晶相组织结构,来改变其性能的一种金属热加工工艺。
3.2 种类车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。
4 准备工作4.1 检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净;4.2 抽检零件的加工余量,其数值应大于允许的变形量;4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法;4.4 核对材料与图样是否相符,了解零件的技术要求和工艺规定;4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等;5 一般要求5.1 人员:热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2 设备5.2.1 设备应按标准规范要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动范围;5.2.2 热电温度测定仪表的读数总偏差不应超过如下指标:当给定温度t≤400℃时,温度总偏差为±5℃;当给定温度t>400℃时,温度总偏差为±(t/10)℃。
5.2.3 加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ 1428的Ⅲ类及Ⅲ类以上炉的规定。
5.3 装炉5.3.1 装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉内体积一半为准。
5.3.2 零件装炉时,必须轻拿轻放,防止零件划伤及变形。
5.3.3堆放要求:a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm.b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。
标准工艺清单

建筑内楼地面
8
0101010306
耐磨地面
建筑内楼地面
9
0101010308
环氧树脂漆地坪
建筑内楼地面
10
0101010401
涂料顶棚
建筑顶棚
11
0101010403
吊顶顶棚(铝扣板)
建筑顶棚
12
0101010501
木门
建筑门窗
13
0101010502
钢板门、防火门
建筑门窗
14
0101010504
断桥铝合金门窗
建筑门窗
15
0101010601
楼梯栏杆(含临空栏杆)
楼梯栏杆
16
0101010602
楼梯防滑条
楼梯防滑条
17
0101010701
外墙贴砖墙面
建筑外墙面
18
0101010703
外墙真石漆
建筑外墙面
19
0101010801
板材踏步
踏步
20
0101010802
细石混凝土踏步
踏步
21
0101011002
大门
55
0101030501
郊区型道路
道路及广场
56
0101030701
雨水井
水工构筑物
57
0101030702
检查井
水工构筑物
58
0101031001
场区普通灯具
场区灯具
59
0101031101
照明软线或扁铁接地
照明接地装置安装
60
0101031201
灯具预制混凝土基础
灯具支座
61
0101040101
庭院灯工艺说明
庭院灯工艺技术说明一、庭院灯产品工艺技术标准:首先考虑灯具造型与安装地点周围的环境相协调,要满足亮化和美化环境双重要求,同时也应满足《GB7000.1-2002/IEC 60598-1:1999》中的一般安全要求与试验。
灯杆、灯罩、装饰件的各项指标应符合《GB7000.5-1996》相关标准要求,在风速150km/n的环境中,确保正常运行。
二、根据产品设计的文件图样,确定加工工艺方法和各项管理步骤。
1、按照设计文件,编制加工工艺过程卡。
2、编制各种材料、配件采购清单及相关验收标准与要求。
3、联系相关产品、零配件协作单位(或供应商)。
4、设立各项质量检验规程及制度。
三、根据产品设计的文件图样与产品结构,确定材料、工艺操作方法及加工所需设备。
1、对照设计文件检查核对所领材料、配件是否相符与合格。
2、对照设计文件及加工工艺,检查所需加工设备以及各种工、模、夹具是否齐备完好。
3、根据产品加工精度及要求,检查各种量具是否良好。
4、检查工作环境是否符合环保以及各项安全要求。
5、参照工艺文件,制作好各种所需模板与样板,保证产品以及零部件的外观统一与互换。
四、庭院灯具生产制造的一般工艺要求。
1、灯杆、灯头(1)灯杆选用**mm-**mm,厚度为**mm钢管,通过变径灯焊接,热镀锌喷塑而成。
(2)灯杆、灯头外表面不允许有明显划伤和凹凸现象。
(3)凡焊接表面必需平整、光滑、牢固可靠,打磨并抛光。
(4)灯杆中心线的不直度应小于2‰。
(5)灯杆与法兰的不垂直应小于3mm(6)灯杆、灯头、法兰、加强筋、穿线孔的锐角必需全部倒钝。
(7)钢管灯杆热浸锌厚度应大于65μmm.(8)灯杆、灯头外表面涂漆(或喷塑),不应有明显的流挂和颜色不均匀现象。
(9)灯头穿线孔应配制橡胶圈。
2、灯罩与光源(1)灯罩:采用****、PMMA有机半透明材料压制。
(2)灯源:采用****(3)灯罩与灯碗连接处加橡皮圈,防止雨水浸入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺文件
产品名称:22铝条灯60L 5050
产品单号:20130514-0435
批准:
年月日
文件目录
零部件明细表
生产前注意事项
1.装配车间应整洁、干净,工作台面整体铺设绝缘橡胶板;
2.领料时应根据零部件明细表核对数目,及时反馈;
3.目测零部件是否存在不符合产品质量的瑕疵(例如:零部件有损坏,玻璃有
明显划痕,灯具外壳有划痕或变形扭曲等);
4. 在装配、工序流转过程中,应有有效的安全防护措施(例如:调胶时戴上口罩,浸焊时、装配时戴手套等)。
生产流程及要求
灌胶
●灌胶人员必须按照所用胶的正确比例调制.
●堵头,线路板的灌胶注意胶水不要滴于槽外,保持线槽的清洁,以及保
证接下来工作的顺利展开.
贴片
●根据线路图及元器件型号正确制版
●根据锡膏的型号调节好回流焊的温度曲线
●在机器开始前确定元器件的数量及元器件的型号
●在出板第一版时做好线路板的检测与电器参数测试
●
焊接
●要保证进行作业的电烙铁有良好的接地线,操作人员配戴有线静电环作
业.
●装有LED的线路板一般要求用35W以下的电烙铁,恒温烙铁的温度要控制
在260℃±20℃范围内进行焊接作业.
●操作人员在进行补焊作业时,单焊点焊接时间不得超过3秒.
●线路板焊接要区分正负极焊接,不得自行改动技术部确定的焊接线.
●补焊OK的线路板送测试工序进行测试.
测试
●要保证所有测试仪器都有良好的接地线,操作人员必须配戴有线静电手
环进行作业.
●测试OK品送组装工序.不良品做好标识,送维修工序进行维修.
●线路板检测要确保所有合格产品的合格率100%.
维修
维修操作人员所使用维修台面、仪器仪表及电烙铁都要有良好的接地线,操作人员必须配戴有线静电手环作业。
●烙铁温度必须控制在260℃±20℃范围内进行作业.单焊点焊接时间不得
超过3秒.
●从线路板拆除下来的LED不论好坏品一律做报废处理,不得重新安装在灯
板上使用.
●维修做好维修记录,用于生产产品总结与改革.
●维修OK品返回测试工序,经测试OK后送组装工序.
组装
●装配时要注意做好灯具壳体的保护,减少人为对于灯具壳体的损害.
●经组装OK后送老化工序.
老化
●要确保24小时以上的老化时间.
●老化出现问题,送维修工序进行维修.
●老化做好老化记录,最后用于生产产品的总结与改革.
●经老化OK后送包装工序.
包装
●灯具接受需详细记录所接收灯具的数量.
●对于灯具的接收要确保灯具是否点亮正常.
●在包装时要清洁干净灯具上的污渍及检查灯具壳体是否完好.
●确保灯具的完好,贴好标签与合格证.
●包装时要确保数量正确.
备注:线路板交接要清点数量,确保到下道流程时不会出现缺少及丢失现象.。