零件尺寸检验报告
全尺寸检测
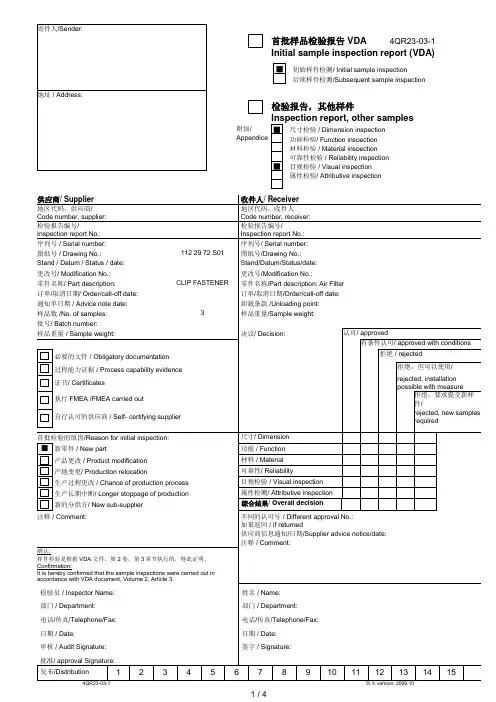
检验员/InspectorName:
姓名/ Name:
部门/ Department:
rejected, new samples required
首批检验的原因/Reason for initial inspection:
尺寸/Dimension
■
新零件/New part
功能ห้องสมุดไป่ตู้Function
产品更改/Productmodification
材料/Material
产地变更/Productionrelocation
拒绝/rejected
过程能力证据/Processcapabilityevidence
拒绝,但可以使用/
证书/Certificates
rejected, installation possible with measure
执行FMEA/FMEA carried out
拒绝,要求提交新样件/
自行认可的供应商/Self-certifyingsupplier
属性检验/Attributive inspection
供应商/Supplier
收件人/ Receiver
地区代码,供应商/
Code number, supplier:
地区代码,收件人
Code number, receiver:
检验报告编号/
InspectionreportNo.:
检验报告编号/
机械零件加工出厂检验报告
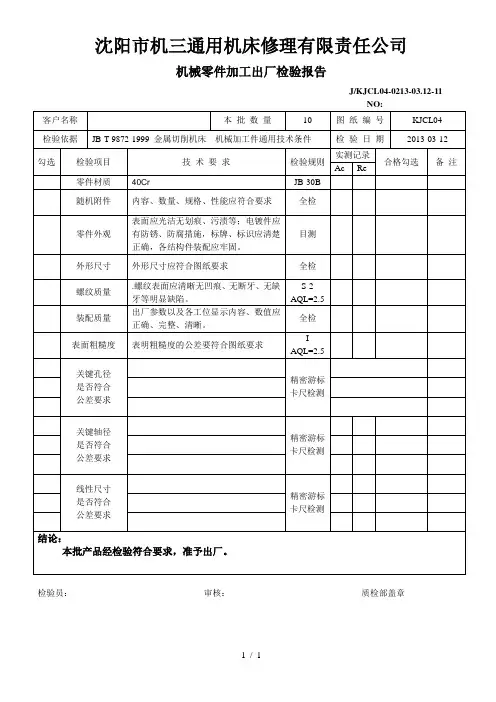
机械零件加工出厂检验报告
J/KJCL04-0213-03.12-11
NO:
客户名称
本批数量
10
图纸编号
KJCL04
检验依据
JB-T 9872-1999金属切削机床机械加工件通用技术条件
检验日期
2013-03-12
勾选
检验项目
技术要求
检验规则
实测记录
合格勾选
备注
Ac
Re
全检
表面粗糙度
表明粗糙度的公差要符合图纸要求
I
AQL=2.5
关键孔径
是否符合
公差要求
精密游标
卡尺检测
关键轴径
是否符合
公差ቤተ መጻሕፍቲ ባይዱ求
精密游标
卡尺检测
线性尺寸
是否符合
公差要求
精密游标
卡尺检测
结论:
本批产品经检验符合要求,准予出厂。
检验员:审核:质检部盖章
全检无断牙无缺s2aql25全检表面粗糙度表明粗糙度的公差要符合图纸要求aql25关键孔径是否符合公差要求精密游标卡尺检测关键轴径是否符合公差要求精密游标卡尺检测线性尺寸是否符合公差要求精密游标卡尺检测客户名称本批数量10图纸编号kjcl04检验依据jbt987219金属切削机床机械加工件通用技术条件验日期20130312勾选检验项目技术要求检验规则实测记录合格勾选零件材质40crjb30bacre随机附件内容数量规格性能应符合要求全检零件外观表面应光洁无划痕污渍等
零件材质
40Cr
JB-30B
随机附件
内容、数量、规格、性能应符合要求
全检
零件外观
表面应光洁无划痕、污渍等;电镀件应有防锈、防腐措施,标牌、标识应清楚正确,各结构件装配应牢固。
全尺寸报告
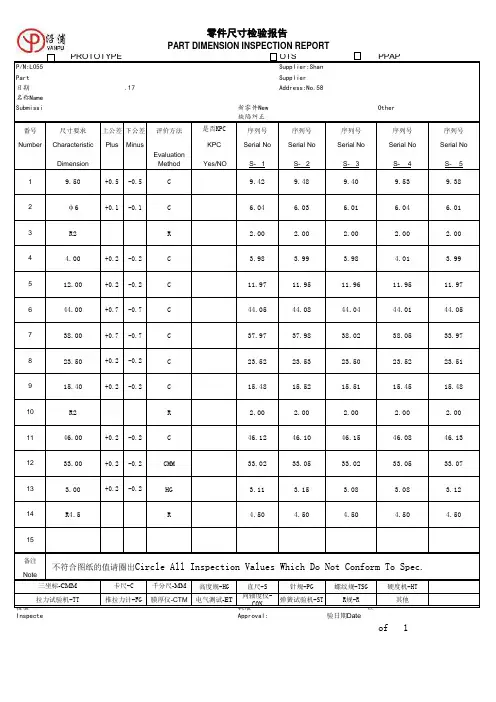
PROTOTYPEOTS PPAP零件号P/N:L055供货商Supplier:Shan 零件名称Part 供货商编号Supplier 图纸更改日期2016.6.17地址Address:No.58检验机构名称Name 提交原因Submissi √新零件New 其它Other缺陷纠正番号尺寸要求上公差下公差评价方法是否KPC 序列号序列号序列号序列号序列号NumberCharacteristic PlusMinusKPC Serial No Serial No Serial No Serial No Serial No DimensionYes/NOS- 1S- 2S- 3S- 4S- 519.50+0.5-0.5C 9.429.489.409.539.382φ6+0.1-0.1C 6.04 6.03 6.01 6.04 6.013R2R2.00 2.00 2.00 2.00 2.004 4.00+0.2-0.2C3.98 3.99 3.984.01 3.99512.00+0.2-0.2C 11.9711.9511.9611.9511.97644.00+0.7-0.7C 44.0544.0844.0444.0144.05738.00+0.7-0.7C 37.9737.9838.0238.0533.97823.50+0.2-0.2C 23.5223.5323.5023.5223.51915.40+0.2-0.2C 15.4815.5215.5115.4515.4810R2R2.00 2.00 2.00 2.00 2.001146.00+0.2-0.2C 46.1246.1046.1546.0846.131233.00+0.2-0.2CMM 33.0233.0533.0233.0533.0713 3.00+0.2-0.2HG 3.11 3.15 3.08 3.08 3.1214R4.5R4.504.504.504.504.5015备注Note千分尺-MM 高度规-HG直尺-S 针规-PG 螺纹规-TSG 硬度机-HT 膜厚仪-CTM电气测试-ET同轴度仪-CON弹簧试验机-STR规-R其他检验Inspecte批准Approval:检验日期DateEvaluation Method不符合图纸的值请圈出Circle All Inspection Values Which Do Not Conform To Spec.Page 1of 1零件尺寸检验报告PART DIMENSION INSPECTION REPORT三坐标-CMM卡尺-C 拉力试验机-TT 推拉力计-FG。
尺寸测量实验报告

目录实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验实验1—2外圆尺寸的测量与检验实验1—3内圆尺寸的测量与检验实验二配合尺寸的测量与检验实验2—1 轴与孔配合尺寸的测量与检验实验2—2滚动轴承配合尺寸的测量与检验实验三普通螺纹尺寸的测量与检验实验3—1 用螺纹样板测量螺距实验3—2 外螺纹中径尺寸的测量与检验实验3—3 用螺纹环规和塞规检验内、外螺纹实验四键与花键尺寸的测量与检验实验4—1单键配合尺寸的测量与检验实验4—2 花键配合尺寸的测量与检验实验五齿轮尺寸的测量与检验实验5—1 齿轮齿厚偏差的测量与检验实验5—2 齿轮公法线长度偏差的测量与检验实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验一、实验目的1、了解游标卡尺的作用、结构组成、测量范围及测量精度;2、掌握游标卡尺测量长(宽)度的方法和技能;3、掌握判断尺寸是否合格的方法和技能。
4、加深尺寸误差与公差定义的理解。
二、实验内容1、观察游标卡尺,了解其结构组成、测量范围及测量精度;2、零件长(宽)度的测量;3、判断实测尺寸是否合格。
三、测量工具——游标卡尺1.游标卡尺的组成游标卡尺主要用于测量零件的长(宽)度、内(外)圆直径,孔深、键宽和槽深等。
其结构组成如图1-1-1所示。
图1-1-1卡尺的结构主要由尺身 1 、深度尺2、游标3、外测量爪4、内测量爪5、紧固螺钉6等几部分组成。
2、游标卡尺的测量范围游标卡尺的测量范围有0-125、0-150、0-200、0-300、0-500、0-1000、0-1500、0-2000m几种;3、游标卡尺的读数值游标卡尺的读数值有0.01、0.02、0.05三种。
实际使用时常选用0.02。
4、游标卡尺的使用注意事项:1)了解作用,注意范围; 2)位置正确,用力恰当;3)看清刻度,正确读数;4)使用完毕,注意保养。
四、实验步骤1、观察游标卡尺,并在表1-1-1中填入其作用、测量范围及测量读数值。
检 测 报 告
检测报告TEST REPORT报告编号110061220045REPORT NO。
产品名称断线钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220015REPORT NO.产品名称内六角扳手MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220050REPORT NO.产品名称钢丝钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220055REPORT NO。
产品名称齐头扁锉MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT报告编号:GQFJ-GWJ2015-307检测报告TEST REPORT报告编号110061220063REPORT NO。
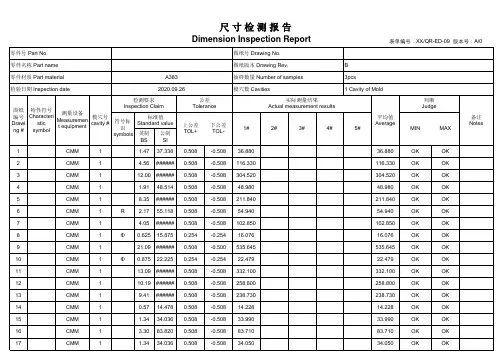
全尺寸测量结果报告
12
CMM
1
10.19 ###### 0.508 -0.508 258.800
13
CMM
1
9.41 ###### 0.508 -0.508 238.730
14
CMM
1
0.57 14.478 0.508 -0.508 14.228
15
CMM
1
1.34 34.036 0.508 -0.508 33.990
Tolerance
上公差 TOL+
下公差 TOL-
1#
BS
SI
实际测量结果 Actual measurement results
2#
3#
4#
1
CMM
1
1.47 37.338 0.508 -0.508 36.880
2
CMM
1
4.56 ###### 0.508 -0.508 116.330
3
CMM
1
12.00 ###### 0.508 -0.508 304.520
CMM
1
0.487 12.370 0.254 -0.254 12.621
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.620
49
12*Φ
19.669
OK
OK
57.160
OK
OK
53.986
OK
OK
53.976
OK
OK
零件自检报告模板
零件自检报告模板背景介绍为了确保产品质量,委托公司在制造过程中经常需要对零件进行自检。
自检的目的是确保零件符合规定的技术要求,以保证产品质量。
在自检过程中,制造工人需要填写自检报告,以记录每个步骤的细节和结果。
本文档旨在给工人提供一个零件自检报告的模板,以便记录自检细节和结果。
这个模板将包含具体的自检步骤和报告格式。
零件自检步骤以下是零件自检的步骤:1.确认零件名称和型号2.确认每个零件的数量3.检查零件的外观、尺寸和形状4.检查零件的重量、密度和硬度5.检查零件的表面处理和镀层6.测量零件的尺寸和形状7.进行必要的测试(例如压力测试、磨损测试等)8.检查检验结果是否符合要求自检报告格式以下是零件自检报告的格式:零件信息•零件名称:•型号:•数量:检查细节1.外观检查结果:___________2.尺寸和形状检查结果:___________3.重量检查结果:___________4.密度检查结果:___________5.硬度检查结果:___________6.表面处理和镀层检查结果:___________7.尺寸测量结果:___________8.形状测量结果:___________9.必要测试结果:___________结论•此次自检是否通过:___________•如未通过,请列出原因:___________•采取的措施:___________结语零件自检报告是确保产品质量的重要步骤。
如果制造工人在自检过程中记录细节和测试结果,他们可以确保产品达到预期的技术水平。
我们鼓励制造公司使用这个零件自检报告模板,并根据需要进行修改。
产品全尺寸检验报告(一)
产品全尺寸检验报告(一)引言概述:
本文档是针对产品全尺寸检验的报告,通过对产品进行详细的检测和评估,旨在确保产品的质量和性能达到预期标准。
全尺寸检验是一项重要的质量控制活动,对于保证产品的可靠性和安全性具有重要意义。
正文:
1. 产品外观检验
- 检查产品的外观是否符合设计要求
- 检查产品的颜色、光泽度、表面平整度等方面是否达标
- 检查产品是否存在任何外观缺陷或损伤
2. 产品尺寸测量
- 使用精确的测量工具对产品尺寸进行测量
- 比较测量结果与设计图纸中规定的尺寸标准进行对比
- 确保产品的尺寸精度符合要求,并排除尺寸超差的情况
3. 产品功能性测试
- 对产品的各项功能进行全面测试
- 检验产品是否能够正常运作并满足设计要求
- 测试产品在不同条件下的可靠性和稳定性
4. 产品耐久性评估
- 对产品的材料及制造工艺进行评估
- 使用适合的试验方法模拟产品在长期使用中的情况
- 评估产品的耐久性和寿命,并采取相应的措施进行改进
5. 产品安全性检查
- 检查产品是否符合相关的安全标准和法规
- 检验产品是否存在任何安全隐患
- 确保产品在正常使用过程中不会给用户带来任何安全风险
总结:
综上所述,通过全尺寸检验,我们对产品的外观、尺寸、功能性、耐久性和安全性进行了全面评估。
在检验过程中,我们发现并解决了一些尺寸超差、功能缺陷以及材料问题。
经过改进和调整后,产品达到了预期的质量和性能标准。
我们将继续进行产品的全尺寸检验,并持续改进,以确保产品始终满足客户的需求和期望。
全尺寸检验报告
PPAP
供方名称 : 哈尔滨天烨轴承有限公司 供方代码:
乙方检验结论:合格 (盖检验章) 注:。 检验: 审核:
甲方检验结论:
检验日期:
天烨轴承ห้องสมุดไป่ตู้限公司
全尺寸检验报告 手工样件 工装样件
零件编号: 54RCT3502 零件名称: 汽车离合器轴承 图纸更改日期: 检验机构名称:哈尔滨天烨轴承有限公司质检部 尺寸序号 Number 尺寸要求 Characteristic Dimension 01 02 03 04 05 06 07 08 09 10 11 12 轴承单元内径尺寸φ35.05~φ35.30 接触圆直径φ54 单总高44.5±05 单元配合高34±0.5 拨叉宽度43.5±0.5 内外圈硬度HRC60~64 旋转灵活性 手感无噪音 外观无锈蚀、划伤 型号标识清楚 调心力50~200N 调心量1.2-1.7 是否KPC KPC Yes/No Y N N Y Y Y N N N N N Y 检测方法 inspection method 专用止通规 游标卡尺 游标卡尺 游标卡尺 游标卡尺 硬度计 转动 转动 目测 目测 测力计 游标卡尺 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 63 合格 合格 合格 合格 100N 1.4 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No S序列号 Serial No S序列号 Serial No S-
金属零部件检验报告单模板
金属零部件检验报告单模板通常包括以下内容:
1.报告标题:明确指明该报告是关于哪个金属零部件的检验结果。
2.报告编号:每份报告应有唯一的编号,用于跟踪和记录。
3.零部件信息:包括零部件的名称、型号、规格、批次号等详细信息。
4.检验日期:标明进行检验的日期。
5.检验方法:说明所采用的检验方法和标准,例如物理性能测试、化学成分分析、尺寸测
量等。
6.检验结果:列出各项检验指标的测试结果,并标明是否符合规定的要求。
7.结论:根据检验结果,给出对该零部件的评价和结论,例如合格、不合格或需要进一步
处理。
8.检验人员和机构信息:记录参与检验的人员姓名、职务以及检验机构的名称和地址。
9.审核和批准:报告需经过审核和批准,记录审核人员和批准人员的姓名。
10.注释和附注:提供额外的说明、备注或附加信息,以便更全面地描述检验结果。
请注意,以上仅为一般情况下的模板内容,实际使用时可以根据具体需求进行适当调整和补充。
另外,如果您需要正式的金属零部件检验报告单模板,建议咨询相关专业机构或从权威渠道获取以确保准确性和合规性。