进厂零配件检验报告表
工厂检验报告样本CIG023
CIG 023Factory InspectionReport ChineseUL does not endorse any vendors or products referenced herein.UNDERWRITERS LABORATORIES INC. ASSUMES NO RESPONSIBILITY FOR ANY OMISSIONS OR ERRORS ORINACCURACIES WITH RESPECT TO THIS INFORMATION. UL MAKES NO REPRESENTATION OR WARRANTY OF ANY KIND WHATSOEVER, WHETHER EXPRESS OR IMPLIED, WITH RESPECT TO THE ACCURACY, CONDITION, QUALITY, DESCRIPTION, OR SUITABILITY OF THIS INFORMATION, INCLUDING ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE AND EXPRESSLY DISCLAIMS THE SAME.Copyright Underwriters Laboratories Inc. All rights reserved. May not be reproduced without permission. This document isWARNING:THIS DOCUMENT IS ONLY VALID IF USED BY ECS MEMBERSAND THEIR AUTHORISED AGENTSPERMANENT DOCUMENT 永久性文件CIG 023Factory Inspection Report 工厂检验报告WARNING:THIS DOCUMENT IS ONLY VALID IF USED BY ECS MEMBERSAND THEIR AUTHORISED AGENTS警告:本文件仅在为欧洲认证体系(ECS)成员及其授权代理人所用时生效Approved by: ECS General Meeting, 22/23-04-2009 Nr of pages: 19 Date of issue: May 2009Supersedes: PD CIG 023 - June 2004 Page 1 of 19 PD CIG 023 reports shall not contain any unauthorised modifications which change the originalmeaning or the requirements.Any additions created to any document in the series shall be shown in an Appendix.未经批准,不得对 PD CIG 023 报告进行任何改变其原有含意或要求的修改。
零部件进货检验规程的主要内容

零部件进货检验规程的主要内容进货检验,主要是指企业购进的原材料、外购配套件和外协件入厂时的检验,这是保证生产正常进行和确保产品质量的重要措施。
下面由店铺为你介绍部件进货检验规程的相关法律知识。
零部件进货检验规程1. 目的对进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 适用范围本规程适用于本公司采购的进货检验。
3. 定义:无4. 职责4.1采购部门负责进货产品的送检工作。
4.1.1采购人员负责下达《原材料请验单》(以下简称《请验单》);4.1.2质检部检验员根据《请验单》负责进货产品的检验和试验;4.1.3采购部根据各部门反应的信息对供应商进行考评;4.2仓储部门负责进货产品进行登记入库。
4.3技术部门负责提供进货产品的检验和试验依据。
4.4质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁。
5. 工作内容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项:关键项:即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。
重要项:即重要原材料,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉、对产品实现有重要影响的物资。
一般项:即一般原材料,构成最终产品非关键部位的批量物资,它一般不影响最终产品的质量。
由生产部汇总后编制《采购物资分类明细表》。
5.2进货检验判定标准进货检验判定依据:《原材料进货检验规程》、产品图纸、技术标准等。
批次允收准则:进料检验必须以“0”缺陷为允收准则;其中关键项、重要项合格率100%,一般项不低于92%。
5.3检验工作程序供方供货——〉采购员送达《验收单》——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量经理判定是否合格并批准同意入库。
供方首次供货:供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由采购部门《请验单》,质量负责人依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写《原材料检验单》,工厂试用必须有相关人员认可。
零部件进货检验规程

零部件进货质量检验规程1 目的为了确保零部件得到有效的监视、测量和控制,本规程规定了xx汽车零部件入厂检验和试验的检验项目、检验依据、零部件及检验项目重要度的分类、抽检比例、开箱比例、检验不合格的处置。
2范围本规程适用于xx微车零部件入库检验的质量评定。
3 术语3.1不合格:不满足规范的要求。
注:在某些情况下,规范与使用方要求一致;在另一些情况它们可能不一致,或更严,或更宽,或者不完全知道或不了解两者间的精确关系。
3.2 不合格品:具有一个或一个以上不合格的产品。
3.3 返修:对不合格品采取控制措施,使其虽然可能不符合原来的规定要求,但能满足预期使用的要求。
3.4 返工:对不合格品采取的措施,使其能满足原来规定的要求。
3.5 让步:对使用或放行不符合规定要求的产品的书面认可。
3.6 批:汇集在一起的一定数量的某种产品、材料或服务。
注:检验批可由几个投产批或投产批的一部分组成。
3.7 批量:批中产品的数量。
3.8 零部件按重要度等级分为关键件、重要件和一般件,其定义和标识如下:3.8.1 关键件:如发生故障,会发生人身安全事故,丧失产品主要功能,严重影响产品使用性能和降低产品寿命,对环境产生违反法规的污染,以及必然会引起使用单位申诉的件(如安全有关的易燃性、车内人员保护、转向控制、制动等,或与环境法规有关的排放、噪声、无线电干扰等等)。
用[G]表示。
3.8.2 重要件:如发生故障,会影响产品使用性能和寿命,使用单位可能提出申诉的件(如配合、功能、安装或外观,或者制造或加工此产品的能力等)。
用[Z]表示。
3.8.3 一般件:除关键件和重要件之外的所有零部件都为一般件。
可不作标识。
3.9 检验项目重要度按其对产品质量的影响程度分关键检验项目(A)、重要检验项目(B),次要检验项目(C)。
等级划分考虑不合格对最终产品质量(功能、寿命、安全性)的影响大小、处置的难易程度、对企业成本的影响大小等。
3.9.1 关键检验项目(A):严重影响产品性能或影响安全、环保性能的检验项目,用“A”表示。
入厂检验作业指导书

入厂检验作业指导书一、目的入厂检验是确保原材料、零部件及外协加工件等符合企业质量要求的重要环节。
本作业指导书旨在规范入厂检验的流程和方法,保证检验结果的准确性和可靠性,防止不合格品流入生产环节,从而提高产品质量,降低生产成本。
二、适用范围本作业指导书适用于所有进入本企业的原材料、零部件、外协加工件以及包装材料等的入厂检验。
三、职责分工1、质量检验部门负责制定入厂检验标准和检验计划,并组织实施入厂检验工作。
2、采购部门负责及时通知质量检验部门进行入厂检验,并提供相关的采购合同、技术协议等文件。
3、仓库部门负责对入厂物资进行初步验收和保管,配合质量检验部门进行检验工作。
四、检验准备1、质量检验部门应收集并熟悉相关的产品标准、技术规范、采购合同及技术协议等文件,明确检验要求和验收标准。
2、准备好检验所需的量具、仪器设备,并确保其处于良好的工作状态,且在检定或校准有效期内。
3、设计并填写好检验记录表格,确保检验数据的准确记录和可追溯性。
五、检验流程1、报检采购部门在物资到货后,应及时填写《入厂检验通知单》,通知质量检验部门进行检验。
2、抽样检验人员应根据相关标准和规范,确定抽样方案和抽样数量。
抽样应具有代表性,避免抽样偏差。
3、检验项目及方法(1)外观检验检查物资的外观是否完好,有无变形、划伤、锈蚀、裂纹等缺陷。
(2)尺寸检验使用相应的量具测量物资的关键尺寸,如长度、宽度、厚度、直径等,判断其是否符合要求。
(3)性能检验对于有性能要求的物资,如原材料的化学成分、机械性能,零部件的功能、可靠性等,应按照相关标准进行测试和检验。
(4)标识和包装检验检查物资的标识是否清晰、准确,包装是否完好,防护措施是否得当。
4、判定检验人员根据检验结果,对照验收标准,对物资进行判定。
判定结果分为合格、不合格和待定三种。
(1)合格:物资各项检验指标均符合要求,判定为合格,准予入库。
(2)不合格:物资存在一项或多项检验指标不符合要求,判定为不合格。
零部件入厂检验流程
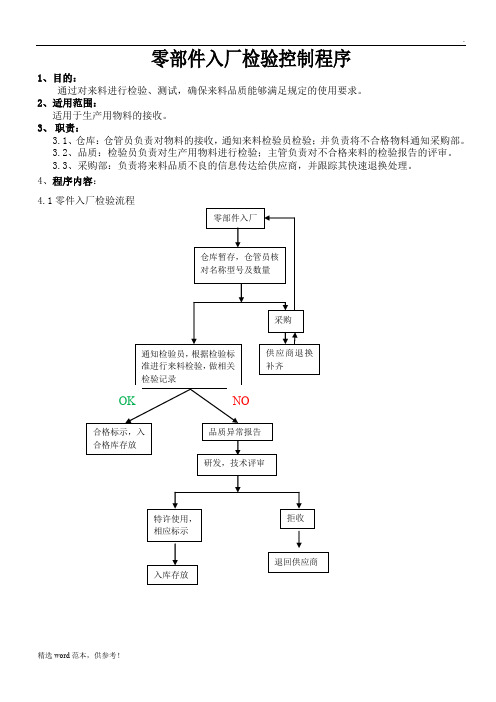
零部件入厂检验控制程序
1、目的:
通过对来料进行检验、测试,确保来料品质能够满足规定的使用要求。
2、适用范围:
适用于生产用物料的接收。
3、职责:
3.1、仓库:仓管员负责对物料的接收,通知来料检验员检验;并负责将不合格物料通知采购部。
3.2、品质:检验员负责对生产用物料进行检验;主管负责对不合格来料的检验报告的评审。
3.3、采购部:负责将来料品质不良的信息传达给供应商,并跟踪其快速退换处理。
4、程序内容:
4.1零件入厂检验流程
4.2零件入厂检验
4.2.1检验员收到仓库通知后,核对原材料型号/规格是否符合,并进行来料检验。
4.2.2根据检验标准进行来料检验,填写来料检验记录表,并进行统计分析。
4.3判定及处理
4.3.1经检验为合格的物料,合格标示入库存放
4.3.2经判定为不合格的物料,按《不合格品控制程序》进行处理。
4.4记录报告
4.4.1检验记录报告由品质部进行归档保存。
塑料注塑模具验收标准和检验报告表
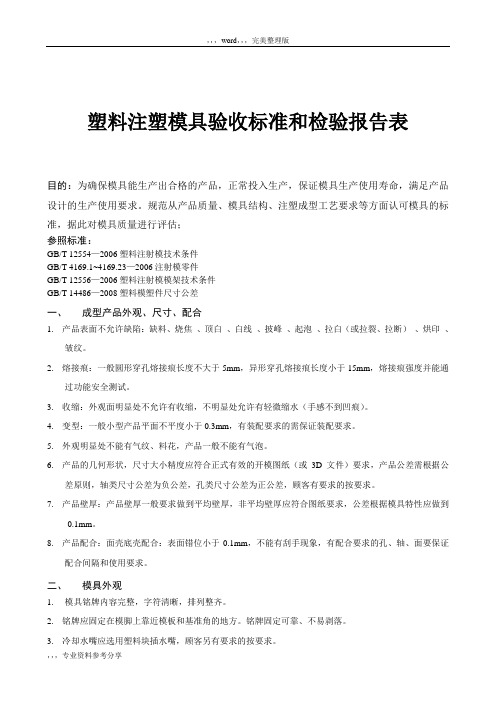
塑料注塑模具验收标准和检验报告表目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
进货检验工作表
1.1 概述◇◇适用产品:截止阀。
◇参考文件:技术图纸、客户要求、企标、国标、行标、内部管理办法。
◇作用:密封、抽真空、充注冷媒。
1.2 外观要求:◇气门芯外表清洁,无锈斑、无异物粘留,无毛刺。
◇密封圈部位无破损或硬伤痕,镀层清洁牢固,无脱落。
◇密封垫部位应光洁、圆整,无凹凸、缺角、飞边、伤痕、异物粘留等缺陷,与芯座帽填充饱满。
◇安装尺寸:气门芯芯杆顶端与阀体端部尺寸在±0.5mm。
◇在芯杆端面敲指定的供方钢印代码如“X”等。
1.3 重要尺寸要求:截止阀品质部文件编号版本文件名称截止阀来料进货检验规范生效日期修改状态页码气门芯 技术/质量规格书批准审核编制单位A 总长卡尺防止气门芯与阀芯干涉本规格书是为了供应商提供的原材料或零部件的品质符合源泉品质要求而制定,并提高进货检验员自身检验部件的品质。
代号名称工具作用部件图示C 密封圈宽度卡尺与阀座17度密封面配合、起密封作用。
B厚度卡尺限制气门芯头部与阀座气门嘴端面的高度(即充氟时顶开气门芯)E 芯杆头外径卡尺防止芯杆心部卡入芯帽孔内D 芯帽底部厚度投影仪影响气门芯芯帽强度G 螺纹螺纹环规、卡尺与气门嘴内螺纹配合、固定作用F 芯杆头厚度卡尺防止芯杆心部卡入芯帽孔内I 密封圈外径卡尺与阀座17度密封面配合、起密封作用。
H 档边卡尺限制白色密封圈移动J芯座外径卡尺与阀座的气门嘴3.8小孔配合,起固定橡胶密封圈的作用1.4 材料成份、 性能及相关试验项目和方法:◇◇有害物质含量要求1(RoHS):非金属部件◇有害物质含量要求1(RoHS):黄铜部件◇有害物质含量要求1(RoHS):钢合金部件◇气门芯由多个不同材料组件的组成,按不同材料企业标准及技术要求检测。
1.5 标志、包装、贮存要求:◇标志:进厂产品在包装箱(包括小袋或小盒包装)上应标明:制造厂名称和地址、产品名称、规格型号、数量。
◇包装:产品应有良好的包装,保证产品在运输、搬运、贮存过程不会破损和变质。
工厂进料检验制度范本
工厂进料检验制度范本一、目的为确保本厂生产的产品质量,防止不合格原材料、零部件或产品进入生产流程,减少质量事故的发生,提高产品质量和企业经济效益,特制定本进料检验制度。
二、适用范围本制度适用于本公司所有购入的生产用原材料、辅助材料、零部件及产品的进料检验工作。
三、职责1. 品保部:负责对所有进料进行质量检查与管理,对检验不合格的材料提出处理意见并监督实施。
2. 采购部:负责对供应商的选择、评价与管理,确保供应商的质量稳定。
3. 研发部:负责新物料的开发与认可,提供物料标准作为检验依据。
4. 物流部:负责来料的数量确认、收货与管理,提供来料实物的保管与分发。
四、检验流程1. 来料接收:物流部接收来料,核对采购订单、送货单与来料实物,确保数量与质量无误。
2. 来料检验:品保部根据物料特性及抽样计划,对来料进行外观、尺寸、性能等方面的检验。
3. 检验记录:品保部对检验过程进行记录,填写检验报告,内容包括:物料名称、规格、数量、检验项目、检验结果等。
4. 不合格处理:对于检验不合格的物料,品保部应立即通知采购部,由采购部与供应商沟通,要求其整改或退货。
5. 合格放行:检验合格的物料,由品保部出具检验合格报告,通知物流部进行放行,进入生产流程。
五、检验依据1. 采购合同、订单及技术协议:作为检验的基准,确保物料质量符合合同要求。
2. 物料标准:包括产品标准、图纸、样品等,作为检验的依据。
3. 抽样计划:根据物料的特性和风险程度,制定合理的抽样计划。
4. 相关法规、标准:如国家、行业标准等,作为检验的参考。
六、持续改进1. 定期对进料检验过程进行回顾,分析存在的问题,制定改进措施。
2. 对供应商进行定期评价,优选供应商,确保供应链的质量。
3. 加强员工培训,提高检验技能和质量意识。
4. 跟踪国内外相关法规、标准的动态,及时更新检验依据。
本制度自颁布之日起执行,如有未尽事宜,可根据实际情况予以补充。
本制度的修改权归公司质量管理部所有。
线束出厂检验报告(模版)
移位和影响电
线弯曲现象
A
电线束无断裂 、磨损现象
目测
√
OK
电线束中电线
及零部件应正
确应正确装
B 配,不应有错 目测 √
OK
位现象,端子
在护套中应到
位,不应脱出
A
电线中线路导 通率100%,无 短路、错路。
查批次报 告
√
OK
压接接点横断
面:导体不应
A
压断,接点横 断面应符合
查批次报 告
√
OK
QC/T29106中
B 110[+5,-5] 卷尺 110 112 112 113 114 OK
B 100[+5,-5] 卷尺 100 102 105 110 105 OK
B 160[+5,-5] 卷尺 158 160 160 160 160 OK
包扎材料按图
纸要求,且包
扎紧密均匀、
B 不松散采用保 目测 √OKΒιβλιοθήκη 护套管时应无线束包扎
2
外 观
线束的装配
功 能 3及 性 能
导通率
重
测量值
要
规格
测量工具
供应商
华泰汽车
度
X1 X2 X3 X4 X5 判定 X1 X2 X3 X4 X5
B 150[+5,-5] 卷尺 152 152 152 151 150 OK
B 160[+5,-5] 卷尺 160 160 160 160 160 OK
供应商名称/盖章 供应商代码/部件代码
部件名称
鹤壁金宇电气有限公司 安全气囊线束
零部件检查表
部件生产日期 车型
部件重要度
合格证检验报告汇部表
复用水池泵房 使用部位 室外管网 进场数量 600米 8个 18米 6米 30米 4个 4个 2个 2个 2个 2个 1个 1个 2个 2台 2台 管道防腐 液位检测 10桶 2台
审核:
制表:
HPB300 6.5mm 邯钢 HRB400 8mm HRB400 12mm HRB400 14mm C15 C30 P6 C30 P6 C30 中砂 P。0 32.5 E308-16 DN150 600*300*250 60系列 5mm 敬业 承钢 承钢 武安市政 武安市政 武安市政 武安市政 沙河 峰峰 天津 沧州 汉盛建材 天津德商 长红玻璃 石家庄 峰峰 三盛防水
土建工程
工程名称:邯峰电厂废水零排放第一期工程 序号 材料名称 1 钢筋 2 钢筋 3 钢筋 4 钢筋 5 混凝土 6 混凝土 7 混凝土 8 混凝土 9 河砂 10 水泥 11 焊条 12 防水套管 13 蒸压加气块 14 PVC-U门窗 15 平板玻璃 16 防火门 17 聚苯乙烯泡 沫 1000*500*50 规格 生产厂家
合格证、试验报告汇总表
复用水池泵房 使用部位 电缆配管 电缆配管 接地工程 电线配管 电线配管 电线配管 电线配管 电缆敷设 电缆敷设 电缆敷设 电缆敷设 电缆敷设 电缆敷设 进场数量 42米 56米 36米 42米 9米 6米 40米 1070米 30米 80米 10米 22米 6米 合格证/检验报告 试验结论 备注 编号 冀钢监检字2012 合格 第06012号 冀钢监检字2012 合格 第06012号 合格 冀钢监检字2012 合格 第06011号 冀钢监检字2012 合格 第06011号 冀钢监检字2012 合格 第06011号 冀钢监检字2012 合格 第06011号 合格 合格 合格 合格 合格 合格 200810795 合格 200810795 合格 A2009CCC1001747242 A2009CCC1001747242 合格 合格