工艺文件格式
工艺文件编写规定

工艺文件编写规定1.主题内容与适用范围本标准规定了产品用工艺文件的类型格式、组成及填写方法。
本标准适用于本企业生产的产品及其组成部分在组织生产和生产准备过程中工艺文件的编制工作。
2. 引用标准GB 1.1-2011 标准化工作导则标准编写的基本规定GB 4457.3-84 机械制图字体3. 一般规定工艺文件的文字表达准确、简明、通俗易懂,逻辑严谨,避免产生不易理解或不同理解的可能性、工艺文件术语、符号和计量单位应符合有关标准。
字体符号GB4457.3-84。
4. 工艺文件类型4.1 专用工艺文件针对某一个产品或零、部整件所编写的通用工艺文件。
4.2 典型工艺文件为一组结构及工艺特征相似的零、部件所设计的通用工艺文件。
4.3 工艺细则为某一专业工种共同遵守的通用操作规程。
4.4 汇总表按产品汇总某一工艺细则、某一典型工艺及汇总简易装配件或编制工艺图册等。
4.5 材料消耗工艺定额明细表在一定的生产条件下,生产单位产品或零件所需消耗材料的数量标准。
4.6 工艺路线分配表产品或零部件在生产过程中,由毛坯准备到成品包装入库的全部工艺过程的先后顺序分配表。
5. 工艺文件的格式公司采用的工艺文件格式列于下表中,供工艺设计人员选用:6 工艺文件的组成6.1 专用工艺文件6.1.1 复杂机械加工零件工艺文件1、艺表1(1a)2、艺表 23、艺表20(20 a)4、艺表24(放在有关工序之后)6.1.2 一般机械加工及冲压零件工艺文件1、艺表1(1a)2、艺表 23、艺表21(21a)4、艺表24(放在有关工序之后)6.1.3 焊接工艺文件1、艺表1(1a)2、艺表 23、艺表22(22a)6.1.4 装配、绕线工艺文件1、艺表1(1a)2、艺表 23、艺表74、艺表235、艺表25(放在没有检验点工序之后与本工序一起编页)6、艺表246.2 典型工艺文件根据工艺特点,工艺文件组成格式参照6.16.3汇总表1、艺表 1(1a)2、艺表 66.4 工艺路线分配表1、艺表 1(1a)2、艺表 243、艺表 56.5各厂材料消耗工艺定额明细表艺表 36.6 产品材料消耗工艺定额综合明细表艺表 4注:艺表24使用情况根据工艺文件复杂程度可增减,或放在首页、末页或某工序之后。
工艺文件格式样板 -回复
工艺文件格式样板-回复[工艺文件格式样板],以下是一步一步回答1500-2000字文章。
标题:工艺文件格式样板引言:工艺文件是指用于描述产品设计和制造过程的规范性文件,是工艺部门进行产品制造所需的重要依据。
在工艺文件中,涵盖了从产品设计到生产的各个环节,包括工艺流程、设备要求、质量标准等内容。
本文将详细介绍工艺文件的格式样板,帮助提高工艺文件的规范性和可读性。
一、文件标识工艺文件首先应明确标识,使得文件易于识别和管理。
在文件标识中应包含以下内容:1. 文件类型:明确工艺文件的种类,如工艺流程说明、设备清单等。
2. 文件编号:为每个工艺文件分配唯一的编号,方便追踪和管理。
3. 文件标题:简明扼要地描述工艺文件的主旨。
二、文件版本管理有效的版本管理是保证工艺文件正确和一致性的重要手段。
在文件版本管理中应包含以下内容:1. 版本号:为每个工艺文件的每个版本分配唯一的版本号,方便追踪和识别。
2. 版本日期:明确每个版本的创建或更改日期,方便查阅和比对。
三、文件目录文件目录是工艺文件的重要组成部分,可以使读者快速了解文件内容和寻找所需信息。
在文件目录中应包含以下内容:1. 文件章节:将文件内容划分为多个章节,按照逻辑顺序进行排列。
2. 章节标题:对每个章节进行简明的描述,体现主题和要点。
四、正文格式工艺文件的正文格式应清晰、简洁,内容要点突出。
在正文格式中应包含以下要素:1. 标题和编号:对每个小节进行标题和编号,使读者能够快速浏览和定位所需信息。
2. 文字描述:用简明扼要的语言描述工艺过程、设备要求、质量标准等内容,突出关键信息。
3. 图表插图:通过插入适当的图表和插图,帮助读者更好地理解工艺流程和设备配置。
4. 正文层次:合理设置标题的层次结构,使读者能够清晰理解各个主题和子主题之间的关系。
五、附件和参考资料工艺文件的附件和参考资料是对正文进行补充和支持的重要内容。
在附件和参考资料中应包含以下要点:1. 附件列表:将附件列出并编号,方便读者查阅。
生产工艺文件汇编(表格模板、DOC格式)
适用于对各生产设备的维护保养规定及要求。
二、维护保养要求
1、多介质过滤器、活性碳过滤器
1.1定期检查法兰口螺栓是否松动,否则应紧固。
1.2运行时检查压力表是否正常动作,如有异常应更换压力表。
1.3多介质过滤器每运行32小时反冲洗一次,活性碳过滤器每运行40~50小时反冲洗一次。
1.4过滤器的砂滤填料每两年更换一次,活性碳滤料一年半更换一次(用纯水净化活性碳)。
3、先冲净桶外表再冲桶内,然后用消毒水冲洗。根据桶的污染程度,一般洗100个桶后换一次药水,桶较脏时应提高药水更换的频次。
4、瓶盖用消毒水浸泡,再以清水清洗。每天换一次消毒水。
5、桶和瓶盖经清洗消毒后进灌装车间。
一、关键控制点1: 原辅材料、包装材料验收
(一)控制要求:
1、使用的原辅材料为实施生产许可证管理的产品,必须选用获得生产许可证企业生产的产品,并有合格证明。
5.3操作人不准改动设备的运行程序,不准更改两个变速器的速度。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底ቤተ መጻሕፍቲ ባይዱc
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
4、自来水每年抽样送法定技术机构按生活饮用水标准作一次全项检验;每月由厂化验室用试纸作余氯检验。
5、仓库根据判定结果办理入库手续,入库过程中,由仓库保管员负责核对并检查到货规格、数量、等级是否与发货单和本公司采购合同一致,有无运输损坏;验证无误后,办理入库手续。
(二)测量与监控:
1、检测频率:对每批次包装材料进厂检测一次。
工艺文件格式样板

工艺文件格式样板是用于规定工艺文件的格式和内容的标准模板。
它通常包括以下内容:
1.文件头:包含文件名称、文件编号、版本号等信息。
2.目录:列出文件中的各个章节和段落,以及相应的页码。
3.工艺流程图:用图形方式展示工艺流程,包括各个工序的顺序、设备、工具、材料等信息。
4.工艺卡片:详细描述每道工序的工艺参数、工艺方法、工艺要求等,包括设备、工具、材料、安全等信息。
5.工艺流程表:以表格形式展示工艺流程中的各个工序,包括工序编号、工序名称、工序内容、工艺参数等信息。
6.工艺附图:展示工艺流程中的设备、工具、材料等,以及它们的相互关系。
7.工艺说明:对整个工艺流程进行简要说明,包括主要工艺参数、工艺要求等。
8.注意事项:列出工艺操作中的安全注意事项和特殊要求。
9.附录:包含其他相关的技术资料或参考文件。
工艺文件格式样板是一个标准化的模板,它可以帮助企业规范工艺文件的编制和管理,提高工艺文件的准确性和一致性,为生产和管理提供更好的支持。
工艺文件的分类和作用

(4) 要体现质量第一的思想,对质量的关键部位 及薄弱环节应重点加以说明。
技术指标应前紧后松,有定要求,无法定量 要以封样为准。
(5)尽量提高工艺规程的通用性,对一些通用的 工艺要求应上升为通用工艺。
(6)表达形式应具有较大的灵活性及适用性,做 到当产量发生变化时,文件需要重新编制的比例压 缩到最少程度。
2、流水线工序工艺文件的内容
1) 确定流水线上需要的工序数目。 2) 确定每个工序的工时。 3) 工序顺序应合理。省时、省力、方便。 4) 安装和焊接工序应分开。
3、调试检验工序工艺文件的内容
1)标明测试仪器、仪表的种类、等级标准及 连接方法 2)标明各项技术指标的规定值及其测试条件 和方法,明确规定该工序的检验项目和检验 方法。
仪 器 仪 表 明 细 表
工 位 器 具 明 细 表
材 料 消 耗 定 额 表
工 时 消 耗 定 额 表
工艺顺序图表: 1)工艺流程图 2)工艺过程图
工 艺 过 程 表
工 艺 流 程 图
准备工艺规程: 1.元器件预成型卡片 2.导线及线扎加工表
元 器 件 预 成 型 卡 片
导 线 及 线 扎 加 工 表
2、指导技术的工艺文件 是指导技术和保证产品质量的技术条件 包括:专业工艺规程、工艺说明及简图、检验 说明(方式、步骤、程序等)。
3、统计汇编资料 是为企业管理部门提供的各种明细表,作为管 理部门规划生产组织、编制生产计划、安排物 资供应、进行经济核算的技术依据。 包括:专用工装、标准工具、材料消耗定额、 工时消耗定额。
统计分析
g.编写装配工艺卡片。
2)整机总装工艺规程 编写格式: a.装配工艺卡片 b.工艺说明
一、工艺文件的分类和作用 (一)工艺文件作用:
工艺文件

3、编制的方法 1)准备工序工艺文件的编制
内容:元器件的筛选、元器件引脚的成形搪 锡、线圈和变压器的绕制、导线的加工、线把 的捆扎、地线成形、电缆制作、剪切套管、打 印标记等。应按工序分别编制相应的工艺文件。
2)流水线工艺文件的编制 确定流水线上需要的工序数目,确定每个工
序的工时 ,工序应合理,安装与焊接应分开。
装配工艺文件 1)插件工艺规程
编制格式 装配工艺卡片:填写插入元器件的名称、型号 及规格;
工艺说明:用来详细叙述插件操作的工艺要 求
工艺简图:表达元器件所插入的区域及位置
编制插件工艺文件是一项细致而繁琐的工作,必 须综合考虑合理的次序、难易的搭配、工作量的均 衡等诸因素,因为插件工人在流水线作业时,每人 每天插入的元器件数量高达8000—10000只,在这样 大数量的重复操作中,若插件工艺编排不合理,会 引起差错率的明显上升,所以合理的编排插件工艺 是非常重要的,要使工人在思想比较放松的状态下, 也能正确高效的完成作业内容。
工艺管理文件是:企业组织生产、进行生产技术准 备工作的文件,它规定了产品的生产条件、工艺路 线、工艺流程、工具设备、调试及检验仪器、工艺 装置、材料消耗定额和工时消耗定额。
工艺规程文件是:规定产品制造过程和操作方法的技 术文件,它主要包括零件加工工艺、元件装配工艺、 导线加工工艺、调试及检验工艺和各工艺的工时定额。
其它分类方式:
工艺文件通常分为:基本工艺文件、指导 技术的工艺文件、统计汇编资料和管理工艺文 件用的格式。 1、基本工艺文件 是供企业组织生产、进行生产技术准备工作的 最基本的技术文件,它规定了产品的生产条件、 工艺路线、工艺流程、工具设备、调试及检验 仪器工艺装置、工时定额。 包括:零件工艺过程、装配工艺过程、元器件 工艺表、导线及加工表等
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
工艺文件格式
6,链条在工作中应及时加注润滑油。润滑油必须进入滚子和内套的配合间隙,以改善工作条件,减少磨损。
7,在键槽周围涂抹润滑脂(油),将键装到键槽上,用铜锤将键装入键槽底部。
8,在链轮与轴的配合面上涂抹润滑脂(油),将链轮装到轴头上,当链轮上键槽与键对正后,用专用套筒顶住链轮轮毂,用锤打击套筒另一端,将链轮装到位,采用多次打入的方式,一次用力不能太大。
2,各种管子不得有凹痕、皱折、压扁、破裂等现象,管路弯曲处应圆滑,不得有扭转现象。
3,管路的排列要整齐,并要便于液压系统的调整和维修。
4,注入液压系统的液压油应符合设计和工艺要求。
5,装配后液压管路及元件不得有渗漏油现象,为防止渗漏,装配时允许使用密封填料和密封胶,但应防止进入系统中。
6,液压操纵系统和转向系统应灵活、无卡滞现象。
当产品图样没有特殊要求时,容器外表面应涂底漆1道和面漆2道。面漆颜色应符合图纸或工艺的要求。
油漆应涂的均匀细致、光亮,颜色一致,不得有起泡、剥落、龟裂等缺陷。涂漆后应经过检查人员检查,油漆质量合格方准出厂。
产品在涂漆前金属表面应干燥,必须将其表面的油污、铁锈、焊接飞溅物和其它影响油漆质量的杂物除净
精加工件的表面(二级精度螺纹和密封件等)应涂无酸性工业凡士林,一般加工件表面应涂防锈油脂。
10,动刀片与护刃器工作面应贴合,前端间隙≤0.5mm,后端间隙≤1.5mm,但其数量不得超过全长的1/3。
11,割台、拨禾轮油缸装配准确,运动灵活,油管无扭曲现象。
12,拨禾轮升降架安装后,升降架圆钢的径向间隙小于2mm,且应能转动灵活。
13,割刀摆臂与摆环轴连接螺栓M12扭矩90±18N.m。
工艺文件管理制度3-工艺文件格式
Q/VD企业标准工艺文件管理制度第3部分:统计类工艺文件格式及编写规则前言本标准规定了工艺文件的管理办法,是编制工艺文件的依据。
本标准由5部分组成。
—第1部分工艺文件的完整性—第2部分工艺文件编制的一般要求—第3部分统计类工艺文件格式及编写规则—第4部分规程类工艺文件格式及编制规则—第5部分工艺文件签署规定本部分标准是《工艺文件管理制度》的第3部分,统计类工艺文件格式及编写规则本部分起草单位:设计部本部分主要起草人:工艺文件管理制度第3部分统计类工艺文件格式及编写规则1范围本标准规定了统计类工艺文件格式及填写规则。
2引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改(不包括勘误的内容)或修订版均不适应于本标准,凡是不注日期的引用文件,其最新版本适用于本标准。
3格式工艺文件目录 Q/G—51工艺总方案 Q/G—52产品工艺路线表 Q/G—53主要材料消耗工艺定额明细表 Q/G--54主要材料消耗工艺定额汇总表 Q/G—55辅助材料消耗工艺定额汇总表 Q/G—56工艺装备明细表 Q/G—57关键工序明细表 Q/G—58外协件明细表 Q/G—594填写规则4.1 工艺文件目录4.1.1 用途用于编写工艺文件总目录或编写装订成册的工艺文件目录。
4.1.2 填写方法工艺文件目录填写方法见表1。
用于编写工艺文件总目录时,按完整性要求填写,用于编写工艺文件目录时,按产品零、部、组件代号的顺序填写。
4.2 工艺总方案4.2.1 用途工艺总方案是对产品工艺准备工作起指导作用的纲领性文件,也是制定生产计划、估算成本的重要参考文件。
4.2.2 填写方法工艺总方案见表2。
Q/G—52用于填写产品研制、工艺准备的数据统计, Q/G—52a用于编写工艺总方案文字内容部分。
4.3 产品工艺路线表4.3.1 用途产品全部零、部、组件(设计部门提出的外购件除外)在生产过程中所经过工种的工艺流程,供工艺部门和生产计划调度部门使用。
工艺文件编写规范
4.1.4作业指导书编写格式:
4.1.4.1表头为公司标志(Times New Roman五号黑体上英文下中文,中间横线为红色,英文字母i字点为红色);接下主题(作业流程图)为小初号加粗字体。
4.1.4.2第2行为小三号黑体,内容为作业指导书英文名全称。
文件名称:
工艺文件编写规范
生效日期:
1.0目的:以标准统一格式来规范文件编写,确保文件编写规范,体现工艺文件格式化与实用性。
2.0适用范围:适用于工艺文件的编写与编写格式。
3.0职责:
3.1工程部:负责工艺文件的编写、整理、修改、备份存档。
3.2ISO办:负责工艺文件的分发、回收、改版、保存、销毁。
4.1.4.3.4表内右边表框为绘编作业过程示意图,示意图的对应作业点要做对应文字标注。
4.1.4.3.5表内右下边第1栏为(作业类别),写有项目:焊锡(S)、装配(A)、品质检查(Q)、包装(P)、修理(RP)、加工(R)、插件(B)、点焊(SW)或对应岗位的作业类别标称并在项目前加选项框(□),并打上“√”。
4.6文件更改/分发、保存流程:按《文件控制程序》4.2、4.3相关项执行。
文件名称:
工艺文件编写规范
生效日期:
5.0附件:
文件编号编写规范:
TW--MI--X X—X X X X X X
产品型号
产品类别代号
产品类型代号
部门代号
文件代号
公司代号
说明:A、“部门代号”为编写文件的部门代号。例如:工程部代号------PE。
4.1.5SMT作业指导书编写格式:
4.1.5.1表内左边第1行为(贴片位置使用元件说明),第3行第1列为(序号),是编写位置元件序号;第2列为(元件型号/规格),是编写作业位置的元件型号/规格;第3列为(用量),是编写元件用量;第4列为(位置),是编写元件的贴装位置;第5列为(备注),用于相对应栏注解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 1 册
共 1 册
共 页
文件类别:专业工艺文件
文件名称:电子制作工艺文件
产品名称: 超声测试仪的设计与制作
产品图号:
本册内容:
批准:
年 月 日
工艺文件目录
产品名称
计划生产件数
超声测试仪的设计与制作
1件
序号
工 艺 文 件 名 称
页 号
备 注
1
封面
2
3
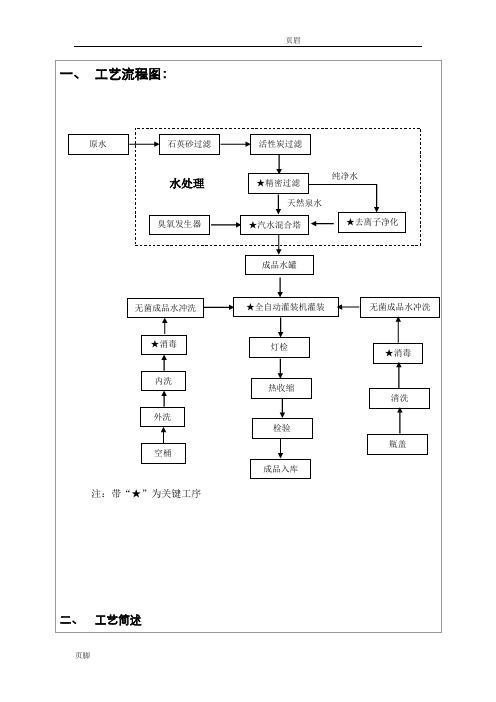
工艺流程图
4
元器件清单
5
仪器仪表明细表
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
线缆连接图(表)
产品名称
产品图号
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
调 试 单 卡
产 品 名 称
调 试 项 目
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
6
电气安装图(表)
7
调试单卡
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
工 艺 流 程 图
产 品 名 称
产 品 图 号
工 艺 流 程 图
示例:
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
元 器 件 清 单
产 品 名 称
产 品 图 号
序号
器 件 类 型
器 件 参 数
数 量
备 注
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
仪器仪表明细表
产 品 名 称
产 品 图 号
序号
型 号
名 称
数 量
备 注
旧底图
总 号
更改
标记
数量
更改
单号
签名