镍极耳检验标准
18650圆柱电池检验规范 (1)

配是否符合要求
要求
13
隔膜规格
使用直尺测量隔膜宽度,目视检查隔膜外观,每 次抽检1-2m
符合工艺技术要求,外观要求颜色均匀、 无变色、静电、夹杂物、通孔、脏污和弯 曲变形现象
14
卷针规格
使用卡尺测量卷针直径,目视检查卷针外观,进 符合工艺技术要求,卷针外观无变形、表
行首件确认
面清洁
15
卷芯尺寸
使用卡尺测量卷芯高度、直径,确认极耳位置, 卷芯直径、极耳位置符合工艺技术要求, 首件每工位1-3个,过程中每次随机抽检5-10个 卷芯高度≤隔膜宽度+0.5mm
行首件确认
面光滑清洁
直尺
首件 更换,检修
目视检查钢壳底部外观,并用仪表检测镍带与钢 钢壳不能明显凸底,镍带与钢壳焊接强度
壳焊接强度
>5kg,确保无虚焊电芯.
直尺
每1h
停机调整设备,抽检验证上一 时间段产品的焊接强度.
20
加上垫片、折 极耳
检查有无加错垫片,极耳折叠后的外观
符合工艺技术要求
—— 每1h 返工
化成设备 电脑
每2h
停机,填写异常反馈单反馈
首检记录表 巡检记录表
36
老化 检查老化时间记录,每天抽查一次
搁置7-15天
—— 每天 重新搁置
巡检记录表
检查工作区域温度记录和温度表显示值
环境温度:18℃——35℃
温度表 每2h 填写异常反馈单处理
首检记录表
37
分容
查看电脑软件程序设置和软件显示数据信息
巡检记录表
巡检记录表
首检记录表 巡检记录表
巡检记录表 首检记录表 巡检记录表
巡检记录表 工序转交单
Ni-Mh Ni-Cd Li-ion ER CR LP电池检验标准-40页word资料
目录
一、文件封面 (1)
二、文件目录 (2)
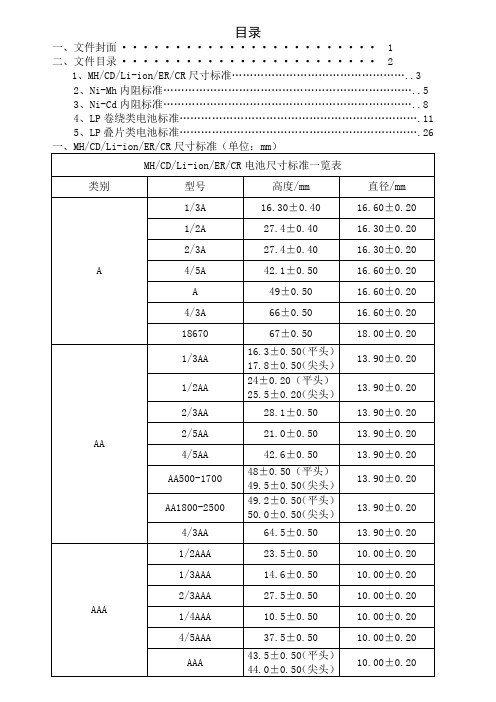
1、MH/CD/Li-ion/ER/CR尺寸标准 (3)
2、Ni-Mh内阻标准 (5)
3、Ni-Cd内阻标准 (8)
4、LP卷绕类电池标准 (11)
5、LP叠片类电池标准 (26)
第 2 页
第 3 页
第 4 页
第 5 页
第 6 页
第 7 页
第 9 页
第 10 页
第 21 页
第 22 页
第 23 页
第 24 页
第 25 页
第 26 页
第 27 页
第 28 页
第 29 页
薄,P代表大电流电池,G代表高温电池.D代表低温电池,M代表极耳中心距,F代表
第 31 页
第 32 页
第 33 页
第 34 页
第 35 页
第 36 页
第 37 页
第 38 页
第 39 页
代表大电流电池,L代表6C倍率电池,S代表10C倍率电池,W代表15C倍率电池,R代表20C倍率电池,CM代表锰酸锂加钴酸锂混合材料体系电池,CN代表钴酸锂加三元混合材料体系电池,I代表相同型号电池不同极耳中心距的区别,D代表低温电池,G代表高温电池
希望以上资料对你有所帮助,附励志名3条:
1、积金遗于子孙,子孙未必能守;积书于子孙,子孙未必能读。
不如积阴德于冥冥之中,此乃万世传家之宝训也。
2、积德为产业,强胜于美宅良田。
3、能付出爱心就是福,能消除烦恼就是慧。
第 40 页。
镍检测标准
镍检测标准嘿,朋友们!今天咱来聊聊镍检测标准这个事儿。
镍这玩意儿,在咱生活里可不少见呢!像什么不锈钢制品啦、电池啦,好多都有它的身影。
那镍检测标准就好比是一把尺子,来衡量镍的含量是不是合适。
你想想看啊,要是没有一个明确的标准,那可不得乱套啦!就好像你去买苹果,要是没有大小、甜度的标准,你怎么知道你买到的是不是好苹果呀?镍检测标准也是这个道理呀。
咱先来说说为啥要有镍检测标准。
这就好比是给镍这个小家伙戴上一个“紧箍咒”,让它乖乖地在合理的范围内活动。
要是镍的含量超标了,那可能会对咱的身体或者环境造成危害呢!比如说,有些人对镍过敏,要是接触到镍含量超标的东西,那可就遭罪啦,浑身痒痒,多难受呀!所以说,镍检测标准是很重要的,它能保护我们呢!那镍检测标准具体是啥样的呢?这可就复杂啦!不同的行业、不同的产品,标准都不太一样呢。
就像不同的比赛有不同的规则一样。
比如在食品行业,对镍的含量要求就特别严格,毕竟是要吃进肚子里的东西嘛,可不能马虎。
而在一些工业制品中,标准可能就会相对宽松一些,但也不是没有底线哦!那怎么检测镍的含量是不是符合标准呢?这就得靠专业的检测机构和检测设备啦!这些检测人员就像是“侦探”一样,能把镍的含量查得清清楚楚。
他们用各种高科技的仪器和方法,来确定镍的含量有没有超标。
哎呀,你说要是没有这些检测人员和检测设备,那我们怎么能放心地使用那些含镍的产品呢?这就好比是走夜路没有路灯,心里总是不踏实呀!那我们普通人在日常生活中怎么注意镍的问题呢?其实也不难啦!比如说,买不锈钢制品的时候,可以看看有没有相关的检测报告,或者问问商家镍的含量大概是多少。
要是你对镍过敏,那可得特别注意啦,尽量选择不含镍或者镍含量极低的产品。
总之,镍检测标准可不是小事儿,它关系到我们的身体健康和生活质量呢!我们要重视它,就像重视我们每天吃的饭、喝的水一样。
所以说呀,镍检测标准真的很重要,大家可别不当回事儿哦!让我们一起关注镍检测标准,让我们的生活更加安全、健康、美好!。
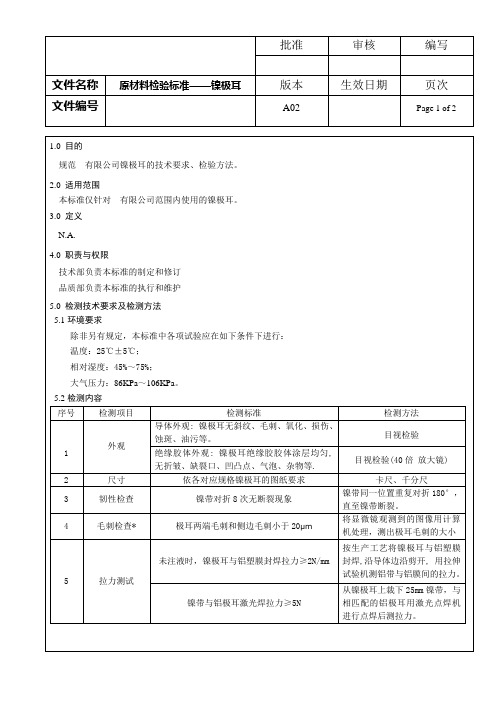
原材料检验标准—镍极耳
8
焊接特性*
270℃烙铁直接接触极耳表面9s,电池无损伤、无漏液。
按生产工艺将极耳制成样品电池,用可调温电烙铁(如HAKKO936)调270℃进行测试。
极耳导体能正常上锡,无气泡和虚焊。
按生产工艺进行上锡和焊接。
9
极耳胶DSC分析*
分析极耳胶DSC曲线,极耳胶的加工温度与供应商提供的原材料资料相符
5.增加选测项目“高温高湿、水浴实验”。
A02
2007-8-17
1.增加选测项目“焊接特性”;
2.增加选测项目“毛刺检查”。
3.取消“拉力测试”中对注液后拉力的要求。
7.0参考文件
N.A.
8.0质量记录
《进货检验报告》
9.0附件
N.A.
卡尺、千分尺
3
韧性检查
镍带对折8次无断裂现象
镍带同一位置重复对折180°,直至镍带断裂。
4
毛刺检查*
极耳两端毛刺和侧边毛刺小于20μm
将显微镜观测到的图像用计算机处理,测出极耳毛刺的大小
5
拉力测试
未注液时,镍极耳与铝塑膜封焊拉力≥2N/mm
按生产工艺将镍极耳与铝塑膜封焊,沿导体边沿剪开, 用拉伸试验机测铝带与铝膜间的拉力。
6.0修订履历
版本
生效日期
变更内容
A00
2006-4-21
新版发行
A01
2007-7-20
1.将“粘附性”和“可焊性检查”项目更改为“拉力测试”;
2.取消“熔胶效果”检测项目中关于“极耳胶与导体附着层面有一层白色胶状物”的要求;
3.更改“耐电解液腐蚀性能”的检测方法方法;
4.增加选测项目“极耳胶DSC分析”;
珠宝标准和测试须知
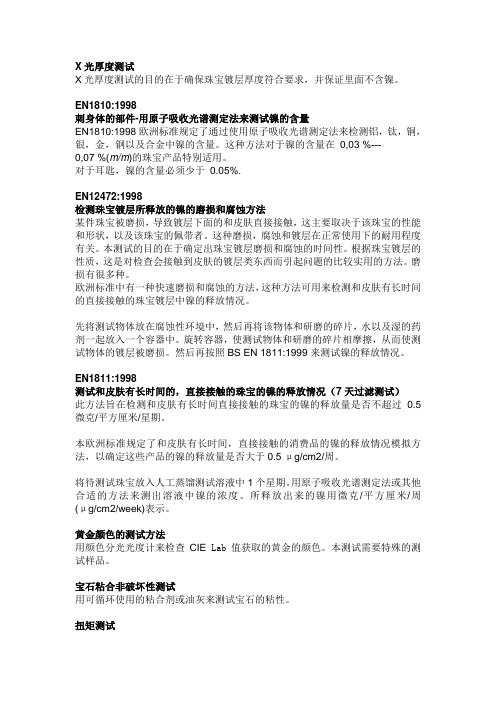
X光厚度测试X光厚度测试的目的在于确保珠宝镀层厚度符合要求,并保证里面不含镍。
EN1810:1998刺身体的部件-用原子吸收光谱测定法来测试镍的含量EN1810:1998欧洲标准规定了通过使用原子吸收光谱测定法来检测铝,钛,铜,银,金,钢以及合金中镍的含量。
这种方法对于镍的含量在0,03 %---0,07 %(m/m)的珠宝产品特别适用。
对于耳匙,镍的含量必须少于0.05%.EN12472:1998检测珠宝镀层所释放的镍的磨损和腐蚀方法某件珠宝被磨损,导致镀层下面的和皮肤直接接触,这主要取决于该珠宝的性能和形状,以及该珠宝的佩带者。
这种磨损,腐蚀和镀层在正常使用下的耐用程度有关。
本测试的目的在于确定出珠宝镀层磨损和腐蚀的时间性。
根据珠宝镀层的性质,这是对检查会接触到皮肤的镀层类东西而引起问题的比较实用的方法。
磨损有很多种。
欧洲标准中有一种快速磨损和腐蚀的方法,这种方法可用来检测和皮肤有长时间的直接接触的珠宝镀层中镍的释放情况。
先将测试物体放在腐蚀性环境中,然后再将该物体和研磨的碎片,水以及湿的药剂一起放入一个容器中。
旋转容器,使测试物体和研磨的碎片相摩擦,从而使测试物体的镀层被磨损。
然后再按照BS EN 1811:1999来测试镍的释放情况。
EN1811:1998测试和皮肤有长时间的,直接接触的珠宝的镍的释放情况(7天过滤测试)此方法旨在检测和皮肤有长时间直接接触的珠宝的镍的释放量是否不超过0.5微克/平方厘米/星期。
本欧洲标准规定了和皮肤有长时间,直接接触的消费品的镍的释放情况模拟方法,以确定这些产品的镍的释放量是否大于0.5 μg/cm2/周。
将待测试珠宝放入人工蒸馏测试溶液中1个星期。
用原子吸收光谱测定法或其他合适的方法来测出溶液中镍的浓度。
所释放出来的镍用微克/平方厘米/周(μg/cm2/week)表示。
黄金颜色的测试方法用颜色分光光度计来检查CIE Lab值获取的黄金的颜色。
本测试需要特殊的测试样品。
锂电池装配激光焊检验作业指引

锂电池装配激光焊检验作业指引
文件阶层 三阶文件 文件编号 版 次 A0
页 码
图 示
检验作业步骤
检验作业要点
1、检查极耳是否焊接在正极铝极耳上,无焊接歪斜现象;(如图1);
2、检查焊接的镍带总长度是否符合标
准,用直尺水平测量镍带长度(如图2);
3、检查焊接的镍带与正极铝极耳重叠长
度是否符合标准要求,将电芯斜下,用直尺水平挨着铝极耳与镍带侧面位置量取(如图3);
4、检查焊点数量是否≥3个,焊接强度是否符合要求,无虚焊、炸火、过焊焊穿;(如图4)
※激光焊接镍带,焊接在正极铝极耳上。
※如焊接镍带长度不在标准范围内,不可轻易拆卸、返工,需反馈获得处理意见!
※根据《生产品质异常控制管理办法》(SQAI016),根
据不良率控制指标值,作出相应警示、停岗学习等处理措施。
主 料
注意事项
*(顶封后或化成后)半成品电芯
1、戴好手套或手指套操作,人员需佩戴口罩,不得戴戒指、留长指甲等;
2、注意工作台面清洁,工作台面清洁按照1次/h 定期清洁、检查;
3、焊接在正极上,正极耳为铝极耳,呈现白色磨砂雾状。
4、及时整理台面,不允许堆积电池。
5、已激光焊(铝转镍)电芯及时放入周转盒中,确保极耳摆放方向一致。
辅 料
工装、夹具、设备、仪器 手套、手指套
千分尺、直尺、测温仪。
1
2
3
4。
原材料技术标准(极耳)
原材料技术标准—镍极耳
一、产品名称:镍极耳
二、镍极耳组分
负极材质:镍
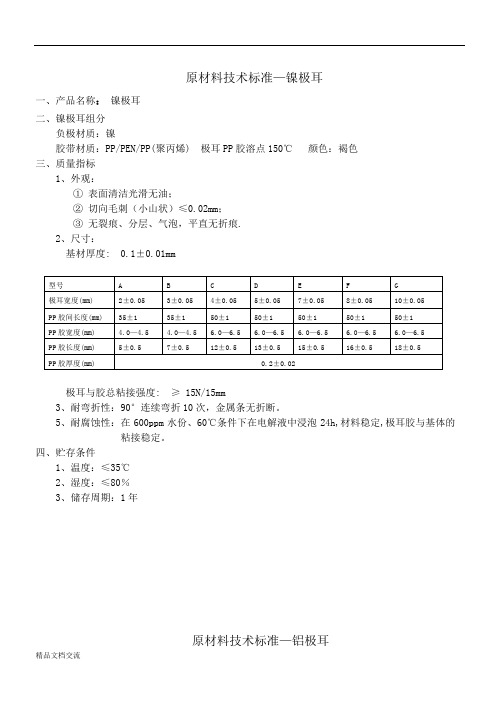
胶带材质:PP/PEN/PP(聚丙烯) 极耳PP胶溶点150℃颜色:褐色
三、质量指标
1、外观:
①表面清洁光滑无油;
②切向毛刺(小山状)≤0.02mm;
③无裂痕、分层、气泡,平直无折痕.
2、尺寸:
基材厚度: 0.1±0.01mm
极耳与胶总粘接强度: ≥ 15N/15mm
3、耐弯折性:90°连续弯折10次,金属条无折断。
5、耐腐蚀性:在600ppm水份、60℃条件下在电解液中浸泡24h,材料稳定,极耳胶与基体的
粘接稳定。
四、贮存条件
1、温度:≤35℃
2、湿度:≤80%
3、储存周期:1年
原材料技术标准—铝极耳
一、产品名称:铝极耳
二、铝极耳组分
正极材质:铝
胶带材质: PP/PEN/PP(聚丙烯) 极耳PP胶溶点150℃颜色:褐色
三、质量指标
1、外观:
④表面清洁光滑无油;
⑤切向毛刺(小山状)≤0.02mm;
⑥无裂痕、分层、气泡,平直无折痕.
2、尺寸:
基材厚度: 0.1±0.01mm
极耳与胶总粘接强度: ≥ 15N/15mm
3、耐弯折性:90°连续弯折10次,金属条无折断。
5、耐腐蚀性:在600ppm水份、60℃条件下在电解液中浸泡24h,材料稳定,极耳胶与基体的
粘接稳定。
四、贮存条件
1、温度:≤35℃
2、湿度:≤80%
3、储存周期:1年
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。
关于NI(镍)的检测和法规说明
欧盟于1994年通过了94/27/EC 指令( Nickel Release Directive),该指示是用以管制镍Ni在与皮肤有直接及长期接触的产品上的使用量,理由是镍可能令皮肤引致过敏反应。
1.规定和人体皮肤长期直接接触的产品中镍的释放量不得超过0.5μg/cm2/week,这些产品包括:耳环,项链,手镯和手链,脚镯,指环,表链,表带和表上的收紧装置,以及服装中的纽扣、紧固件、铆钉、拉链及其它金属标志。
2. 耳朵或身体其它部位被刺穿后,在上皮形成的过程中,穿进耳朵的耳饰,或穿过人身体的其它部位皮膜的饰钉,不论最终去除与否均要求这类饰物和人体皮肤组织不排斥,且其中的镍的质量含量不得超过0.05%,否则禁止使用。
其中:EN1810(镍含量检测方法)EN1811/EN12472(镍释放检测方法)为该标准的协助标准。
但是.新的欧盟镍释出量指令修订上述指令94/27/EC的第2条款将镍总含量0.05%的要求修改为:其中的镍的释放不得超过0.2μg/cm2/week目前欧盟取消了规定镍的总含量EN1810(镍总含量检测方法)与皮肤有直接及长期接触的产品的镍释出量测试(EN1811,适用于没有电镀涂层之产品);产品长期及直接接触皮肤者规定镍释出量不能超出0.5微克/平方厘米/每星期, 产品浸于人工汗液一星期, 以A.A. 测试以及用以测量有涂层物件在催化及磨损后镍释出量的测试(EN12472:2005,适用于有涂层之产品)EN12472 : 1998 (具保护层产品经腐蚀及磨损后之释镍测试)步骤(1) –腐蚀步骤(2) –磨损步骤(3)-- 测定(EN1811 )補充: EN12471 “Rubbing Test” 測試環境液0.8 %二甲基乙二醛肪溶于乙醇10 % 氨水人工汗试剂存于8℃或以下( 有效期6个月)关于NI(镍)的检测和法规说明:EN1811EN1811/EN12472是针对各种首饰类金属以及电镀中镍释放量的测试标准镍的用途及危害:镍通常存在于电镀、不锈钢及其它合金中,镍可能经由长期的皮肤接触而释出,可能造成严重的过敏及皮肤炎症状。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
韧性检查
镍带对折8次无断裂现象
镍带同一位置重复对折180°,直至镍带断裂。
4
毛刺检查*
极耳两端毛刺和侧边毛刺小于20μm
将显微镜观测到的图像用计算机处理,测出极耳毛刺的大小
5
拉力测试
未注液时,镍极耳与铝塑膜封焊拉力≥2N/mm
按生产工艺将镍极耳与铝塑膜封焊,沿导体边沿剪开,用拉伸试验机测铝带与铝膜间的拉力。
1.0目的
规范有限公司镍极耳的技术要求、检验方法。
2.0适用范围
本标准仅针对有限公司范围内使用的镍极耳。
3.0定义
N.A.
4.0职责与权限
技术部负责本标准的制定和修订
品质部负责本标准的执行和维护
5.0检测技术要求及检测方法
5.1环境要求
除非另有规定,本标准中各项试验应在如下条件下进行:
温度:25℃±5℃;
镍带与铝极耳激光焊拉力≥5N
从镍极耳上裁下25mm镍带,与相匹配的铝极耳用激光点焊机进行点焊后测拉力。
6
熔胶效果
封焊后,铝塑膜与极耳胶封焊面熔胶均匀,无气泡、杂物、凹凸点。
按正常工艺将镍极耳与铝塑膜封焊,冷却后用手将镍极耳与铝塑膜撕开,目视检测。
7
耐电解液腐蚀性能
镍极耳浸泡电解液60℃烘烤24h后,极耳胶与镍带间无脱落现象。
用差式扫描量热仪测试后做DSC分析,极耳胶加工温度应与供应商提供的原材料资料相符。
10
高温高湿、水浴实验*
电池不允许有起泡、漏液、鼓胀现象,电池厚度变化不允许超过0.5mm。水浴后外观无变化
电池样品充满电后,放入60℃,湿度大于90%的恒温恒湿箱中保持96h后测试。
注::加“*”号的项目为选测项目,仅在首次来料检验、原材料情况异常或客户有特殊要求时进行选测。
将镍极耳浸泡在电解液中,60℃烘烤24h后取出检查。
8
焊接特性*
270℃烙铁直接接触极耳表面9s,电池无损伤、无漏液。
按生产工艺将极耳制成样品电池,用可调温电烙铁(如HAKKO 936)调270℃进行测试。
极耳导体能正常上锡,无气泡极耳胶DSC分析*
分析极耳胶DSC曲线,极耳胶的加工温度与供应商提供的原材料资料相符
相对湿度:45%~75%;
大气压力:86KPa~106KPa。
5.2检测内容
序号
检测项目
检测标准
检测方法
1
外观
导体外观:镍极耳无斜纹、毛刺、氧化、损伤、蚀斑、油污等。
目视检验
绝缘胶体外观:镍极耳绝缘胶胶体涂层均匀,无折皱、缺裂口、凹凸点、气泡、杂物等.
目视检验(40倍放大镜)
2
尺寸
依各对应规格镍极耳的图纸要求
6.0修订履历
版本
生效日期
变更内容
A00
2006-4-21
新版发行
A01
2007-7-20
1.将“粘附性”和“可焊性检查”项目更改为“拉力测试”;
2.取消“熔胶效果”检测项目中关于“极耳胶与导体附着层面有一层白色胶状物”的要求;
3.更改“耐电解液腐蚀性能”的检测方法方法;
4.增加选测项目“极耳胶DSC分析”;
5.增加选测项目“高温高湿、水浴实验”。
A02
2007-8-17
1.增加选测项目“焊接特性”;
2.增加选测项目“毛刺检查”。
3.取消“拉力测试”中对注液后拉力的要求。
7.0参考文件
N.A.
8.0质量记录
《进货检验报告》
9.0附件
N.A.