偏移尾座法车外圆锥.ppt
车外圆锥面

车外圆锥面前言:前几个课题我们学习了车外圆、车端面、切断和车槽、钻中心孔。
我们都掌握了其车削方法和要领以及它们车削时的注意事项。
今天我们学习一个新课题(车外圆锥面)首先介绍圆锥的特点:在机床与工具中圆锥配合应用得很广泛。
比如:车床主轴锥孔与顶尖的配合,车床尾座锥孔与麻花钻锥柄的配合等。
圆锥面配合只所以获得广泛应用主要原因有它的特点:1、当圆锥角较小时,可传递很大的转矩。
2、圆锥面配合时同轴度较高。
3、即使多次装卸,仍能做到无间隙配合。
以上我们了解了圆锥的一些特点,那么在车床上车削圆锥面的方法主要有:转动小滑板法、偏移尾座法、仿形法和宽刃刀车削法,本课题主要学习和掌握转动小滑板法车削外圆锥面的方法。
一、转动小滑板法的特点与转动角度的确定1、转动小滑板法及特点1)、转动小滑板法就是将小滑板沿顺时针或逆时针方向按工件的圆锥半角a/2转动一个角度,使车刀的运动轨迹与所需加工圆锥在水平轴平面内的素线平行,用双手配合均匀不间断转动小滑板手柄,手动进给车削圆锥面的方法。
2)、特点:优点在于(1)能车圆锥角a较大的圆锥面(2)能车整圆锥表面和圆锥孔应用范围广,且操作简单。
(3)在同一工件上车削不同锥角的圆锥面时,调整角度方便。
但是也有它的不足之处,这种方法只能手动进给,劳动强度大,工件表面粗糙度值较难控制,只能适用于单件,小批量生产。
此外由于受小滑板行程的限制,只能加工素线长度不长的圆锥面。
2、小滑板转动角度的确定:就是圆锥素线与车床主轴线的夹角,也就是圆锥半角a/2,图样上的圆锥半角值可以由公式:(1)tga/2=1/2C=D-d/2L(2)a/2=28.7*C(此公式用于圆锥半角应在6°以内,得出的值是度,比如2.35°=2°+0.35°*60′=2°21′二、外圆锥面的车削方法1、工件与车刀的装夹1)工件的回转中心必须与车床主轴的回转中心重合。
2)车刀的刀尖必须严格对准工件的回转中心,否则车出的圆锥素线不是直线,而是双曲线。
精品课件-车工工艺与技术实训-项目六

工件端Hale Waihona Puke 上划出线痕A。端面刻线痕装
•
②移动床鞍使车刀刀尖离开工件端面, 刀法
转动卡盘使工件转过180度,并找正水平位
1. 工作任务
2. 任务分析
(1) 本任务是加工锥套零件,保证尺寸精度。 (2) 零件材料:45号钢。 (3) 精度控制要求:
① 线性公差、几何公差和表面粗糙度。
② 高的圆锥接触面要求,精车时,先保证圆锥接 触面积,后控制圆锥尺寸 。 (4) 几何要素、尺寸标注。该圆锥最大直径为23.825mm, 圆锥长度45mm,锥度为莫氏N0.3 ,接触面积大于70%,锐 边倒角0.3×45°,工件总长45mm。 (5) 生产类型、定位基准。该零件生产为单件生产, 定准基准选在外圆表面。
基尺与基准 面靠平,直 尺与母线接 触
透光法判断 角度是否符 合要求
1. 外圆锥面检测
( 2 )角度样板检测—— 常用于成批和大量生产时,以减
少辅助时间。
样
板
样 板
图例
用样板测量圆锥齿轮 角度
1. 外圆锥面检测
( 3 )圆锥套规检测——用于标准圆锥或配合精度要求较高 的圆锥体测量。
莫氏圆锥套 规
2.外圆锥面车削方法与步骤 (10)精车圆锥,保证锥形长度符合要求
① 测量锥形长度的实际 尺寸
② 利用锥度的比值关系,计 算出中滑板的进刀刻度,精 车圆锥面,保证锥形长度。
3.外圆锥面车削训练
任务中注意 (事1)项防止扳手在松动小滑板螺母时打滑而撞伤手。 (2)车刀刀尖必须严格对准工件旋转中心。
2. 外圆锥面车削方法与步骤
(3) 工作准备
①工件:材料:45钢。坯料为半成品。数量:1件/人。 ②工艺装备:0-150mm钢直尺、0-150mm游标卡尺、万 能角度尺,90°或45°车刀。 ③设备:CA6140型卧式车床。
第二十八课时偏移尾座法车圆锥体

第五单元 车圆锥面
无论采用哪种方法偏移尾座,都有一定的误解差,必须通过试切,逐步修正, 才能达到加工精度要求。 (3)工件图和确定加工步骤(图5-13)
第五单元 车圆锥面
1、偏移尾座车圆锥体的特点
2、偏移尾座车外圆锥面的方法 (1)尾座偏移量的计算 S=L0tan α/2=L0X(D-d)/2L 或s=C/2L0 (2)偏移尾座的方法 1)用尾座的刻度偏移尾座 如图5-10所示
第五单元 车圆锥面
2)用百分表偏移尾座 如图5-11所示
3)用锥度量棒或试件偏移尾座 如图5-12所示
第五单元 车圆锥面
课题 二 偏移尾座法车圆锥体
一、实习教学要求 二、相关工艺知识
采用偏听偏信移尾座法车外圆锥面,须将工工件装夹在两顶尖间,把尾座上滑板 横向偏移一个距离S,使工件回转轴线与车床主轴线相交一个角度α/2。工件就车成了 一个圆锥体如图5-9所示。尾座向里还是向外偏移,取决于圆锥工件大小端在两顶尖 间的加工位置。
偏移尾座法车削圆锥体

上一页 下一页 返回
3. 1刀具材料
• 高速钢是综合性能较好、应用范围最广的一种刀具材料。热处理后硬 度达63~66 HRC,抗弯强度约3. 3 GPa,耐热性为600 ℃ ~660 ℃ 。 高速钢的使用占刀具材料总量的
• 60%~70%,特别适用于制造结构复杂的成形刀具、孔加工刀具,例 如各类铣刀、拉刀、螺纹刀具、切齿刀具等。
• 涂层硬质合金允许采用较高的切削速度,与未涂层硬质合金相比,能 减小切削力,降低切削温度,改善已加工表面质量,提高通用性。
上一页 下一页 返回
3. 1刀具材料
• 涂层硬质合金不能用于焊接结构,不能重磨,主要用于可转位刀片。 • 对比工具钢和硬质合金,工具钢耐热性差,但抗弯强度高,价格便宜,
焊接与刃磨性能好,故广泛用于中、低速切削的成形刀具,不宜高速 切削;硬质合金耐热性好,切削效率高,但刀片强度、韧性不及工具 钢,焊接刃磨工艺性也比工具钢差,故多用于制作车刀、铣刀及各种 高效切削刀具。一般刀体均用普通碳钢或合金钢制作;如焊接车、锁 刀的刀柄,钻头、铰刀的刀体常用45钢或40Cr制作。尺寸较小的刀 具或切削负荷较大的刀具宜选用合金工具钢或整体高速钢制作,如螺 纹刀具、成形铣刀、拉刀等。机夹、可转位硬质合金刀具,镶硬质合 金钻头,可转位铣刀等可用合金工具钢制作,如9CrSi或GCr巧等。 对于一些尺寸较小的精密孔加工刀具,如小直径锁、铰刀,为保证刀 体有足够的刚度,宜选用整体硬质合金制作,以提高刀具的切削用量。
中职教育-《车工技术项目训练教程》课件:项目5.1 外圆锥车削的基本知识.ppt
⑤锥度C:圆锥大、小端直径之差与长度之比,
即: C=
D
d
L
图5-4 圆锥
图5-5 圆锥的计算
3.标准工具圆锥 常用的标准工具圆锥有下列两种: (1)莫氏圆锥 莫氏圆锥是机器制造业中应用得最广泛的一种,如车床 主轴孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。莫氏 圆锥分成七个号码,即0、1、2、3、4、5、6,最小的 是0号,最大的是6号。莫氏圆锥是从英制换算过来的。 当号数不同时,圆锥半角也不同。 (2)米制圆锥 米制圆锥有八个号码,即4、6、80、100、120、140、 160和200号。它的号码是指大端的直径,锥度固定不变, 即C = 1∶20。例如100号米制圆锥,它的大端直径是 100 mm,锥度C = 1∶20,其优点是锥度不变、记忆方 便。
图5-7 偏移尾座法车削圆
(3)仿形法 仿形法(又称靠模法)是刀具按仿形装置(靠模)进给 车削外圆锥的方法,如图5-8所示。
图5-8 仿形法车削圆锥
(4)宽刃刀切削法 在车削较短的圆锥时,也可以用宽刃刀直接车出。宽刃 刀的切削刃必须平直,切削刃与主轴轴线的夹角应等于 工件圆锥半角,如图5-9所示。
(a)正弦规的形状
(b)正弦规的检测方法
1、2—挡板 3—圆柱 4—长方体 5—工件 6—量块
图5-21 用正弦规检测外圆锥的方法
四、思考与练习
1.转动小滑板车削圆锥有什么优缺点? 2.用万能角度尺测量圆锥时应注意哪些问题?
感谢
使用万能角度尺测量外圆锥的方法,如图5-14所示。 使用时要注意: (1)按工件所要求的角度,调整好万能角度尺的测量 范围; (2)工件表面要清洁; (3)测量时,万能角度尺应通过工件的旋转中心,并 且基尺要跟工件测量基准面吻合,测量尺透光检查:当 圆锥小端碰到测量尺时,说明该角度小了;反之,当圆 锥大端碰到测量尺时,说明该角度大了。
偏移尾座法车外圆锥
项目五
二、准备工作
1.工件
车圆锥
毛坯尺寸:φ40 mm×335 mm。材料:45钢。数量:1 件/人。 2.工艺装备 活扳手、内六角扳手、90°粗车 刀、90°精车刀、45°车刀、A型 φ2.5 mm中心钻、钢直尺、0.02 mm/0~150 mm游标卡尺、50~75 mm千分尺、莫氏4号圆锥套规、显 示剂。 3.设备
L=(D-d)/C =(D-d)/2tan
2
项目五
车圆锥
2.圆锥基本参数的计算 【例】下图所示的磨床主轴圆锥,已知锥度C=1∶5,最 大圆锥直径D=45 mm,圆锥长度L=50 mm,求最小圆锥直 径d。
磨床主轴圆锥
解:根据公式可得: 1 d=D-CL=45 mm5
×50 mm=35 mm
项目五
车圆锥
【例】车削磨床主轴圆锥,已知锥度C=1∶5,求圆锥半角α/2。
磨床主轴圆锥
解题过程
项目五
车圆锥
采用近似计算公式计算圆锥半角 圆锥半角应在6°以内
2
时,应注意:
计算出来的单位是度(°),度以下的小数部分是十进位 的,而角度是60进位,应将含有小数部分的计算结果转化为 分(′)和秒(″),例如,2.35°=2°+0.35×60′=2°21′。 【例】有一外圆锥,已知D=70mm,d=60mm,L=100mm,试分别 用查三角函数表法和近似法计算圆锥半角。
项目五
2.偏移尾座的方法
车圆锥
“0”线对齐 利用尾座刻度偏移
偏移距离S
项目五
车圆锥
利用百分表偏移
利用锥度量棒或样件偏移
3.偏移尾座法车圆锥的步骤
项目五
车圆锥
工件装夹
粗车外圆锥
车锥
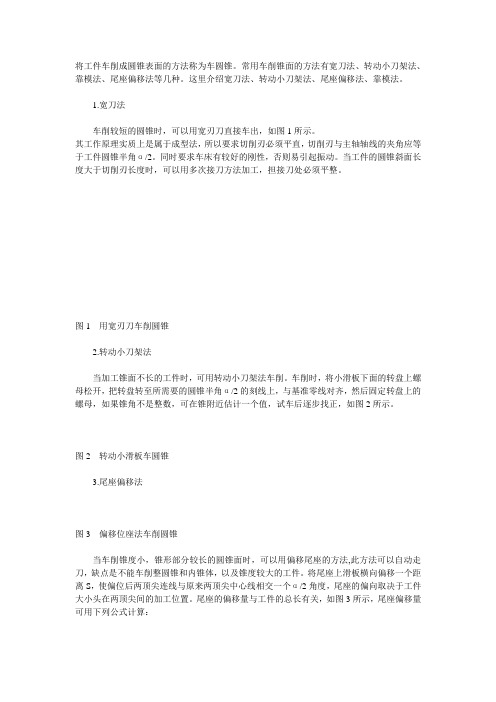
将工件车削成圆锥表面的方法称为车圆锥。
常用车削锥面的方法有宽刀法、转动小刀架法、靠模法、尾座偏移法等几种。
这里介绍宽刀法、转动小刀架法、尾座偏移法、靠模法。
1.宽刀法车削较短的圆锥时,可以用宽刃刀直接车出,如图1所示。
其工作原理实质上是属于成型法,所以要求切削刃必须平直,切削刃与主轴轴线的夹角应等于工件圆锥半角α/2。
同时要求车床有较好的刚性,否则易引起振动。
当工件的圆锥斜面长度大于切削刃长度时,可以用多次接刀方法加工,担接刀处必须平整。
图1 用宽刃刀车削圆锥2.转动小刀架法当加工锥面不长的工件时,可用转动小刀架法车削。
车削时,将小滑板下面的转盘上螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准零线对齐,然后固定转盘上的螺母,如果锥角不是整数,可在锥附近估计一个值,试车后逐步找正,如图2所示。
图2 转动小滑板车圆锥3.尾座偏移法图3 偏移位座法车削圆锥当车削锥度小,锥形部分较长的圆锥面时,可以用偏移尾座的方法,此方法可以自动走刀,缺点是不能车削整圆锥和内锥体,以及锥度较大的工件。
将尾座上滑板横向偏移一个距离S,使偏位后两顶尖连线与原来两顶尖中心线相交一个α/2角度,尾座的偏向取决于工件大小头在两顶尖间的加工位置。
尾座的偏移量与工件的总长有关,如图3所示,尾座偏移量可用下列公式计算:式中S——尾座偏移量;L—件锥体部分长度;L0——工件总长度;D、d——锥体大头直径和锥体小头直径。
床尾的偏移方向,由工件的锥体方向决定。
当工件的小端靠近床尾处,床尾应向里移动,反之,床尾应向外移动。
4.靠模法如图4所示,靠模板装置是车床加工圆锥面的附件。
对于较长的外圆锥和圆锥孔,当其精度要求较高而批量又较大时常采用这种方法。
图4 用靠模板车削圆锥面车圆锥体的质量分析:1)锥度不准确原因时计算上的误差;小拖板转动角度和床尾偏移量偏移不精确;或者是车刀、拖板、床尾没有固定好,在车削中移动而造成。
甚至因为工件的表面粗糙度太差,量规或工件上有毛刺或没有擦干净,而造成检验和测量的误差。
车工工艺与技能训练14 车外圆锥[1]
![车工工艺与技能训练14 车外圆锥[1]](https://img.taocdn.com/s3/m/a9f4795725c52cc58bd6becd.png)
锥度 1∶200 1∶100 1∶50 1∶30 1∶20 1∶15 1∶12 1∶10 1∶8 1∶7 1∶5 1∶3 0°17′11″ 0°34′23″ 0°57′17″ 1°25′56″ 1°54′33″ 2°23′09″ 2°51′45″ 3°34′35″ 4°05′08″ 5°42′38″ 9°27′44″ 8°17′46″
项目四 车削圆锥面
4.3 车削圆锥的方法
一、车削外圆锥面
2.偏移尾座法 车削长度较长,锥度较小的外圆锥工件时,若 精度要求不高,可用偏移尾座法。车削时将工件 装在两顶尖之间,把尾座横向偏移一段距离s,使 工件的旋转轴线与车刀纵向进给方向相交成一个 圆锥半角α /2,从而车削出圆锥。偏移尾座车削 圆锥的方法见图4-8。
本项目按如下顺序讨论:
4.1 圆锥工件简介 4.2 圆锥组成部分及其计 算 4.3 车削圆锥的方法 4.4 圆锥工件的测量 4.5 技能训练 4.6 圆锥工件的质量分析
项目四 车削圆锥面
4.3 车削圆锥的方法
圆锥素线与轴线相交成圆锥半角α/2 ,因此车削圆锥时, 车刀必须沿圆锥半角α /2的方向运动(即车刀的运动轨迹与要车 削的圆锥素线平行)。下面介绍几种常用的车圆锥面的方法。
项目四 车削圆锥面 4.3 车削圆锥的方法
一、车削外圆锥面
图4-8 偏移尾座法车削圆锥
项目四 车削圆锥面
4.3 车削圆锥的方法
一、车削外圆锥面
用偏移尾座法车削圆锥时,必须注意尾座的偏移量不仅
和圆锥长度有关,而且还和两顶尖之间的距离有关,这段距
离一般可近似看作工件全长L0。尾座偏移量可用下列近似
公式计算:
小滑板转动角度 1°20′27″ 1°25′43″ 1°25′50″ 1°26′16″ 1°29′15″ 1°30′26″ 1°29′36″ 15° 22°30′ 30° 37°30′ 45° 60°