关于焊锡膏及其使用共50页文档
焊锡膏的作用和使用方法
焊锡膏的作用和使用方法
焊锡膏是一种辅助焊接材料,主要用于电子元件的手工焊接。
它能够增加焊点的质量和减少焊接过程中松动、空焊、虚焊等问题的发生。
下面我们将介绍焊锡膏的作用和使用方法。
1. 作用
(1)清洁金属表面:焊锡膏是由焊剂、助焊剂和稠化剂等组成。
其焊剂主要是由活性剂组成,可以达到清洁、去氧化金属表面的作用,使得焊点更加牢固。
(2)促进热传递:焊锡膏的助焊剂含有一些金属颗粒,它们可以增加热传递的速度,使得焊接能够更加快速和均匀。
(3)防止氧化:由于焊锡膏的焊剂和助焊剂的存在,可以有效地防止焊接过程中的氧化现象。
(4)排气:焊锡膏的稠化剂可以防止气体被困在焊点内部,形成气泡,从而保证焊点质量。
2. 使用方法
(1)准备工作:
在使用焊锡膏之前,需要先备好焊接器具(如烙铁、焊丝等)。
同时需要做好保护措施,穿戴好焊接手套、眼镜等。
(2)涂抹焊锡膏:
将焊锡膏取出适量,在需要焊接的金属表面涂抹均匀。
其中涂抹的数量和厚度需要根据焊接的需要和金属表面状态来定量和定厚。
(3)加热:
将涂有焊锡膏的金属表面和烙铁轻轻接触,然后等待一个短时间直到焊锡膏熔化。
在这个过程中,焊锡膏的助焊剂和焊剂会被熔化并与金属表面发生化学反应,从而生成焊点。
(4)清洁:
在完成焊接后,将焊锡膏清除干净,可以使用无水酒精或者其他清洗剂,使得焊接后的表面干净、光滑,焊接质量更好。
总结:焊锡膏可以有效地提高焊接的质量,特别是对于手工焊接来说,是一种不错的选择。
在使用之前注意安全和注意量的控制。
有关焊锡膏的使用方法
焊锡膏的使用方法1、有关保质期限按照焊锡膏的生产日期,在未打开的情况下,保质期是6个月(不包括特殊产品)2、有关保存条件请在冷藏柜(0℃~15℃)范围之内进行保存。
另外,在使用冷冻过的的锡膏时,请在锡膏的温度和室内的温度相同后再打开,如果在这种冷冻的状态就直接打开的话,会产生结露,同时,也是产生退化的原因。
3、有关开封虽然建议您将打开后的锡膏在当天一次性的全部用完,可如果不能够全部使用,需要将余下的锡膏装到新瓶子里。
再度使用的话,请您慎重的检查其品质,然后再进行使用。
由于锡膏在印刷时是在网板上进行流动,因此会产生锡粉的氧化,锡粉的松香的反应,最终使锡膏的性能退化,由于以上原因,因此会出现锡膏粘度上升,产生锡球、空焊、锡膏扩展性下降、黏着性下降、清洗性下降等问题,情况严重的话,装在瓶子里的锡膏再度使用时,取不出来,所有,请您注意这方面情况的发生。
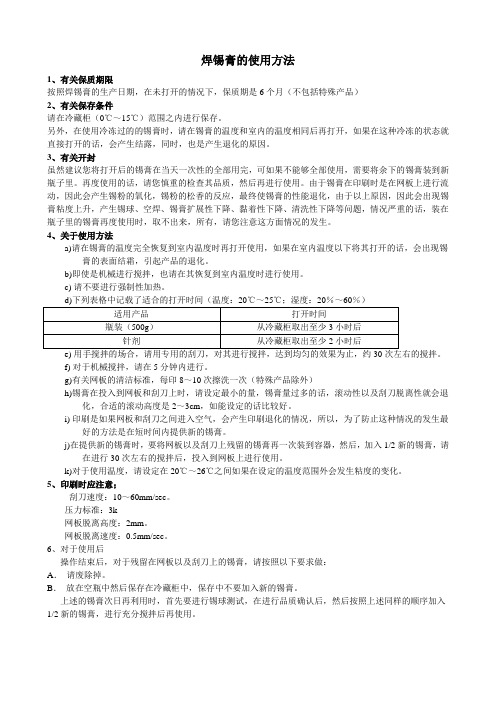
4、关于使用方法a)请在锡膏的温度完全恢复到室内温度时再打开使用,如果在室内温度以下将其打开的话,会出现锡膏的表面结霜,引起产品的退化。
b)即使是机械进行搅拌,也请在其恢复到室内温度时进行使用。
c) 请不要进行强制性加热。
e) 用手搅拌的场合,请用专用的刮刀,对其进行搅拌,达到均匀的效果为止,约30次左右的搅拌。
f) 对于机械搅拌,请在5分钟内进行。
g)有关网板的清洁标准,每印8~10次擦洗一次(特殊产品除外)h)锡膏在投入到网板和刮刀上时,请设定最小的量,锡膏量过多的话,滚动性以及刮刀脱离性就会退化,合适的滚动高度是2~3cm,如能设定的话比较好。
i) 印刷是如果网板和刮刀之间进入空气,会产生印刷退化的情况,所以,为了防止这种情况的发生最好的方法是在短时间内提供新的锡膏。
j)在提供新的锡膏时,要将网板以及刮刀上残留的锡膏再一次装到容器,然后,加入1/2新的锡膏,请在进行30次左右的搅拌后,投入到网板上进行使用。
k)对于使用温度,请设定在20℃~26℃之间如果在设定的温度范围外会发生粘度的变化。
焊锡膏的成分及其使用

10
8
6
4
2
0 Particles Diameter (um)
.
16
锡膏的主要参数-2c1
大小分布
Type 4 (20-38µm)
Distribution of Particles in Solder Powder
12
Mesh Size 400/67 0.11
.
21
锡膏的主要参数-2da
• 科利泰锡粉
.
22
锡膏的主要参数-2db
.
23
Solder Ball Test Result
.
3
锡膏成分简述-2
10%助焊膏和90%锡粉的重量比
助焊膏 10%
锡合金粉 90%
.
4
锡膏成分简述-3
50%助焊膏与50%锡粉的体积比
锡合金粉 50%
.
助焊膏 50%
5
锡膏的主要参数
1. 合金类型 2. 锡粉颗粒
3. 助焊剂类型
4. (残余物的去除)
5. 使用方法(包装)
.
6
锡膏的主要参数-1a
焊锡膏及其使用
.
1
概要
锡膏成分简述(5分钟)
锡膏的主要参数(30分钟)
锡膏品质(10分钟)
锡膏的使用(15分钟)
一般SMT不良的对策(15分钟) 综述&讨论( ? 分钟)
.
2
锡膏成分简述-1
锡膏的定义
是一种均匀、稳定的锡合金粉、助 焊剂、以及溶剂的混合物。在焊接时可以 形成合金性连接。这种物质极适合表面贴 装的自动化生产的可靠性焊接,是现电子 业高科技的产物。
焊锡膏使用说明
品名P-037-C 1 1/6《使用说明书》ECOSOLDER PASTE苏州沃斯麦机电科技有限公司 SuZhou WSM Electrical and Mechanical Technology Co.,Ltd. 办公室地址:江苏省苏州市吴中区木渎镇中山东路70号 Tel:(0512)66592567 Fax:(0512)66313317-8008 品名P-037-C 1 2/61.ECO SOLDER PASTE本产品是由焊锡粉和助焊剂形成的膏状焊接材料。
在使用时、请参照本产品的产品规格书(技术资料)/产品安全数据表(MSDS)。
(本产品符合中国版RoHS《电子信息产品污染控制管理方法》的要求)2.使用时的注意事项1) 本产品为无铅焊料。
请注意不要混入其他成分的焊膏中。
2) 请不要用手直接接触焊膏。
若衣服或身体上附有焊膏时,请及时用乙醇酒精擦去。
3) 请避免吸入回流时喷出的蒸汽。
4) 在焊料工作场所需要安装局部排气装置或全面排气装置。
5) 焊接工作结束后或用膳前务必要洗手和漱口。
6) 请把焊膏保存在冷藏库内(0℃~10℃)。
7) 从冷藏库内取出焊膏后,放置1~2小时恢复到室温后再进行开封。
8) 恢复到室温后,打开容器的盖子,用刮刀搅拌20~30回。
利用自动混炼机搅拌时,请注意搅拌时间。
搅拌时间过长会由于锡粉之间的摩擦导致发热,造成焊膏的恶化。
0.5~1分钟之间作为标准。
9) 从容器中取出适量的焊膏后、及时盖上容器的盖子。
10) 休息时间等在30分钟以上、印刷被一时中断的场合,印刷模板需要进行清洗并在试印1~2块后进行生产。
0.4mm间隔的QFP图形等开口部狭小的地方、模板开口部旁边附有的焊膏会逐渐变干、印刷模板的脱落性可能会随之变差。
11) 焊膏印刷后、请尽快进行回流。
(印刷后,4小时以内)12) 焊料工作场所的环境应适合温度在23~25℃、湿度60%以下。
13) 使用过一次的焊膏,请尽量废弃。
焊锡膏的作用和使用方法
焊锡膏的作用和使用方法焊锡膏(Solder Paste)是一种常用的焊接辅助材料,由焊锡粉末和流变剂等组成。
它的作用在于在焊接过程中起到焊锡和焊垫之间连接的作用。
焊锡膏的使用方法决定了焊接的质量和效果。
以下是焊锡膏的作用和使用方法的详细介绍。
一、焊锡膏的作用:1.保护焊垫:焊锡膏可以在焊接过程中起到保护焊垫的作用,避免焊接过程中因高温和气体的腐蚀而导致焊垫损坏或氧化,保证焊点的质量和可靠性。
2.提高焊接质量:焊锡膏中的流变剂具备清洁、除氧化、润湿焊垫等功能,能够消除焊垫表面可能存在的氧化物和污染物,提高焊接的接触性能,并增强焊锡与焊垫之间的结合力。
3.方便自动化生产:焊锡膏可以通过适当的粘度控制,适用于自动化生产线上的印刷、点拍和喷涂等工艺,提高生产效率和一致性。
4.减小焊锡球和焊接缺陷:焊锡膏的粘度较高,使用过程中可以减少溅射和短路的发生,有效地减小焊锡球和焊接缺陷的产生。
二、焊锡膏的使用方法:1.焊锡膏的储存条件:焊锡膏通常储存在低温和干燥的环境中,避免暴露在高温、湿度和阳光直射下,以免影响其性能和粘度。
同时,它需要定期搅拌,以保持其均匀性。
2.焊锡膏的准备:使用焊锡膏前,需将其搅拌均匀,以免焊锡粉末和流变剂分层。
可以采用专用的搅拌器或手工搅拌的方式,搅拌时间一般为2-3分钟。
3.焊锡膏的印刷:印刷是焊接过程中最常见的一种方式。
首先,将焊锡膏倒入印刷钢网中,然后将钢网放置在焊接区域上方,调整好印刷厚度。
通过印刷刮刀将焊锡膏均匀地压到焊垫上,并同时进行刮刀的运动。
印刷结束后,及时清洁印刷钢网和刮刀,以免焊锡膏干固。
4.焊锡膏的点拍:点拍法适用于焊锡膏厚度较大的情况。
使用专门的点拍设备,在焊接区域上方进行喷射,将焊锡膏点拍在焊垫上。
5.焊锡膏的喷涂:喷涂法适用于大尺寸、复杂结构或焊垫分散的元件。
通过喷涂设备将焊锡膏均匀地喷洒在焊接区域上方,然后进行焊接。
6.焊接前的干燥:在焊接之前,焊锡膏需要进行干燥处理,以去除其中的溶剂。
焊锡膏的使用
(1)锡膏的存储:3-10C环境 (2)开封使用前至少回温4个小时,保证锡膏温度恢复至室温 (3)使用后剩余的锡膏不可以再冷藏,应密封存放,并尽快再次使 用。再次使用时应与新锡膏按照1:1比例混合,并均匀搅拌后投入 使用 (4)印刷机环境温度:22-28oC,30-60%RH (5)印刷速度:25-100mm/sec
元件类型 PLCC QFP QFP QFP QFP 0402 0201 BGA BGA
BGA
pitch 1.25 0.65 0.50 0.40 0.30 N/A N/A 1.25 1.00
0.50
焊盘宽度 焊盘长度 开孔宽度 开孔长度 模板厚度
0.65
2.00
0.60
1.95
0.15-0.25
0.35
镀镍后
32
激光切割开孔
优点: 开孔尺寸可小至0.1mm,aspect ratio可达0.13,area ratio 可达0.66, 适合于细间距 可形成“倾斜”孔壁,更有利于锡膏脱模
缺点: 开孔需逐个加工,费时费力。可与化学腐蚀结合使用
33
电加工成型开孔
可获得极小粗糙度的孔壁 0.5mm量级
激光切割为1.5-3.0mm量级
0.69-0.92 45
开孔形状
46
与开孔密切相关的SMT缺陷
MCSB:Mid-chip Solder Bead/Ball
47
与开孔密切相关的SMT缺陷
MCSB:Mid-chip Solder Bead/Ball
48
历史经验
SnPb锡膏SMT经验表明,为了减少MCSB 最佳:0.125mm厚模板;”home plate”开孔;
0.80
0.80
焊锡膏及其使用
▻卤化物:去除铜面氧化物(活化剂) ▻中性有机酸:活化锡铅表面(活化剂) ▻胺类:活化银表面(活化剂) ▻有机酸:高温下配合FLUX除污(活化剂) ▻氯化物:活性强过RMA(活化剂) ▻溶剂:溶解固化物、活性剂,需有挥发性(坍塌、空洞、危害人体) ▻黏度改质剂(触变剂):印刷成型 ▻润湿剂:Solder Paste与PAD间的易接触,便于残渣清洗 ▻增黏剂:保持贴片后REFLOW前的黏性 ▻防氧化剂:防锡粉氧化,属酚类 ▻表面活剂:降低焊剂的表面张力,增加焊剂对焊粉和焊垫的亲润性 ▻其它添加剂:锡膏制造商的专利
•目前在电子制造业方面,免洗和水洗型焊锡膏占有率超过90%
书山有路勤为径, 学海无涯苦作舟
锡膏的主要参数-3c
各类型之成分比较
☞ RA和RMA 配方是相似的。然而 ,RA 含有卤化物活性剂。 ☞ 水溶性助焊剂含有高的活化剂。 ☞ 免洗类似于RA、RMA,除在松 香树脂含量上不同。 ☞ 其它成份是表面活化剂、增稠剂 、增韧剂等
书山有路勤为径, 学海无涯苦作舟
松香的化学结构
松 香 (脂) 酸
包含活性机能、有机物组成份 -COOH,-NH2,-NHR,-NR2
•COOH
•助焊剂强度(力度)取决于: • 分子结构 • 物理特性 • 周边的媒介物 • 基质的相容性 • 加热相容性
书山有路勤为径, 学海无涯苦作舟
锡膏的主要参数-3d
• Sn10/Pb90 • Sn10/Pb88/Ag2 • Sn5/Pb93.5/Ag1.5
低温应用 高温、无铅、高张力
高温、高张力、低价值
书山有路勤为ห้องสมุดไป่ตู้, 学海无涯苦作舟
锡膏的主要参数-1e
各合金参数表
书山有路勤为径, 学海无涯苦作舟
焊锡膏的正确使用方法
焊锡膏的正确使用方法【原创版3篇】《焊锡膏的正确使用方法》篇1焊锡膏是一种用于电子焊接的膏状物质,其主要成分是锡和其他辅助材料。
以下是焊锡膏的正确使用方法:1. 储存:焊锡膏应储存在低温环境下,通常为2-8 摄氏度。
在储存期间,应避免将焊锡膏暴露在阳光下或高温环境中。
2. 回温:在使用焊锡膏之前,需要将其回温到室温。
回温的时间通常为2-3 小时。
如果焊锡膏在使用前没有回温,则可能会出现潮湿、结露等问题,这可能会影响焊接质量。
3. 搅拌:在使用焊锡膏之前,需要将其搅拌均匀。
可以使用手动搅拌器或自动搅拌器来搅拌焊锡膏。
搅拌时间通常为5-10 分钟,直到焊锡膏中的合金粉和焊剂均匀混合为止。
4. 涂抹:将焊锡膏涂抹在需要焊接的金属表面上,或者将焊锡膏涂在电子元器件的触点上。
在涂抹焊锡膏时,应确保表面均匀涂抹,避免涂抹过多或过少。
5. 焊接:在使用电烙铁进行焊接时,需要先将电烙铁加热到适当的温度。
通常情况下,焊接温度为200-300 摄氏度。
在焊接过程中,应将电烙铁缓慢地移动,以确保焊接点均匀加热,并避免出现过热或烧焦的情况。
6. 清洁:在焊接完成后,需要及时清洁焊锡膏和电烙铁。
可以使用酒精或清洁剂来清洁焊锡膏和电烙铁。
总之,焊锡膏的正确使用方法包括回温、搅拌、涂抹、焊接和清洁等步骤。
《焊锡膏的正确使用方法》篇2焊锡膏是一种用于电子焊接的膏状物质,其主要成分是锡合金和助焊剂。
以下是焊锡膏的正确使用方法:1. 储存:焊锡膏应储存在低温环境下,通常为2-8 摄氏度。
在储存期间,焊锡膏的钎料成分和助焊剂成分可能会分离,因此在使用之前需要进行搅拌。
2. 回温:在使用焊锡膏之前,需要将其从冰箱中取出并放置在室温下回温,时间不得少于4 小时。
回温的目的是使焊锡膏达到室温,以避免在焊接过程中因温度差异而产生裂纹。
3. 搅拌:焊锡膏在使用之前需要进行搅拌,以确保钎料和助焊剂均匀混合。
搅拌时可以使用手工搅拌或自动搅拌机,搅拌时间一般为5-10 分钟。