FANUC PMC使用培训
FANUC系统PMC程序教程
FANUC系统PMC程序教程FANUC是一个世界知名的工业机器人和自动化设备制造商,其PMC (Programmable Machine Controller)程序是用于控制和监控机器的一种编程语言。
本教程将介绍FANUC系统PMC程序的基础知识和使用方法。
一、PMC程序的基础知识1.PMC是一个独立的控制器,与CNC控制器分开,用于控制机器中的继电器、传感器和其他线路。
2.PMC程序由一系列指令组成,用于控制和监控机器的运行状态。
3.PMC程序采用G代码编程,类似于CNC程序,但有一些特殊指令。
二、PMC程序的编写步骤1.创建PMC程序文件。
使用PMC编程软件(如PMC写作)创建一个新的PMC程序文件。
2.编写程序头部。
在PMC程序文件中,编写程序头部,包括程序号、程序说明等信息。
3.编写变量声明。
PMC程序中可以定义变量,用于存储和操作数据。
在程序中声明需要使用的变量,并指定变量的类型和初始值。
4.编写主程序。
主程序是PMC程序的入口点,用于控制机器的运行。
在主程序中编写一系列指令,根据需要控制继电器、传感器和其他线路的操作。
5.编写子程序。
子程序是独立的代码块,可以在主程序或其他子程序中调用。
编写需要重复使用的代码块,并在需要的地方进行调用。
7.调试和优化程序。
在机器上运行PMC程序,调试和优化程序,确保机器能够按照预期执行。
三、PMC程序的常用指令1.LD指令:将一个常数或变量加载到一个寄存器中。
2.OR指令:对两个寄存器进行逻辑或操作。
3.AND指令:对两个寄存器进行逻辑与操作。
4.OUT指令:将一个寄存器的值输出到一个继电器或输出口。
5.JMP指令:无条件跳转到指定的程序行。
6.JMPZ指令:如果指定的寄存器为零,则跳转到指定的程序行。
7.CALL指令:调用一个子程序。
8.RET指令:从子程序返回到调用它的地方。
四、PMC程序的常见应用场景1.通过PMC程序控制继电器、传感器和其他线路的开关状态,实现机器的自动操作。
FANUCPMC培训课件

培训第一节, , 发布:数控与未来第一节:基础知识.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,即对其进行译码和运算处理,并将结果存储在和中。
高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:.顺序程序和继电器电路的区别:上图所示:继电器回路()和()的动作相同。
接通(按钮开关)后线圈和中有电流通过,接通后断开。
程序中,和继电器回路一样,通后、接通,经过一个扫描周期后关断。
但在中,(按钮开关)接通后接通,但并不接通。
所以通过以上图例我们可以明白顺序扫描顺序执行的原理。
.的程序结构对于的来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视的种类不同而定)—子程序—结束如图:在执行扫描过程中第一级程序每执行一次,而第二级程序在向的调试中传送时,第二级程序根据程序的长短被自动分割成等分,每中扫描完第一级程序后,再依次扫描第二级程序,所以整个的执行周期是*。
因此如果第一级程序过长导致每扫描的第二级程序过少的话,则相对于第二级所分隔的数量就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的程序,建议用子程序来编写,以减少的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在内部的输入和输出信号经过其内部的输入输出存储器每由第一级程序所直接读取和输出。
而对于外部的输入输出经过内部的机床侧输入输出存储器每由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
而输出信号的输出周期决定于二级程序的执行周期。
所以由上图可以看出第一级程序对于输入信号的读取和相应的输入信号存储器中信号的状态是同步的,而输出是以为周期进行输出。
FANUC PMC培训资料

附加信息行
信号状态显示区
【强制功能】
要改变信号的状态时,按下【强制】软件,转移到强制输入/输出画面。对任意 的PMC地址的信号强制性地输入值的功能。强制输入X,不使用I/O设备就能调 试顺序程序;强制输出Y,不使用顺序程序就能有效地确认I/O设备侧的信号线 路。 有普通强制输入输出方式和倍率方式强制两种输入方式,根据用途不同区分使 用。
【0i用I/O单元】
由 4 组 I/O 接口组成 每组 24/16 个输入输出点,共 96/64 个输入输出点。
可通过 I/O Link 电缆和主控器或者其他 I/O设备连接。 为了简化连接,使用MIL规格的扁平电缆把0i 用 I/O 单元和强电盘分线器或其他 I/O 设 备进行连接。
下图连接器 CB104,CB105,CB106,CB107 管脚图中的 B01 脚+24V 是输出信号, 该管脚输出 24V,不要将外部 24V 接入到该管脚。
符号
符号、注释显示编辑画面
信息
信息显示/编辑画面
在线 用于在线监控的参数设定画面
PMC维护菜单
PMCMNT <
PMC维护
该菜单显示PMC信号状态 的监控、跟踪、PMC数据 显示/编辑等与PMC的维 护相关的画面。
PMC维修辅助菜单
信号
信号状态画面
I/O LINK 报警
I/O 定时 计数器
I/O连接情况画面 PMC报警画面 数据输入/输出画面 PMC参数(定时器设定)画面 PMC参数(计数器设定)画面
如果需要使用连接器的Y信号,请将 24V 输入到 DOCOM 管脚。 如果需要使用 Xm+4 的地址,请不要悬空 COM4 管脚,建议将 0V 接入 COM4 管 脚。 表中的 m,n 为对该模块进行地址分配时“MODULE”界面的首地址例如实习机中, m=0,n=0.
数控机床的PMC控制培训教材
• 这些信号所占用PLC的输入单元地址均可由 机床生产厂家的PLC程序设计者自行定义。
数控机床的PMC控制培 训教材
2020年4月22日星期三
•5.1.1 数控机床PMC概 PLC用于数控机床通常称述之为可编程序机床控制器
PMC(Programmable Machine Controller)。
❖数控机床的控制,由CNC和PMC协调配合共同完成。 ☺CNC主要完成哪些功能? ☺PMC主要完成哪些功能?
具有内装型PLC的CNC系统
独立型(或外装型) • 以独立专业化的PLC生产厂家的产品来实现顺序控
制系统,称为独立型(或外装型)P易于扩展和变更。
3.独立型PLC和CNC之间是通过输入输出接口连接 的。
独立型PLC的CNC系统
•5.1.2 数控机床PMC的信息传递
2、S指令功能—主轴转速的控制 3、T功能—刀具功能
•~110V/220V市电 •现场用户输入设备
•现场信号 •按钮、开关
•传感器 •外部设备 •编程设备 •计算机 •打印机等
•PLC基本单元
•电源变换器
•输
•微处理器(CPU)
•输
•入
•出
•部 •件
•运算器
•控制器
•部 •件
•通
•讯
•系
•用
•I/O
• 顺序程序一般由两部分组成。第一级程序和第二 级程序。第一级程序处理窄脉冲信号(对时间反 应速度快的),第二级程序是顺序程序的主体部 分。
FANUC PMC控制技术学习情境3 FANUC PMC 自动运行控制
FANUC PMC 控制技术
学习情境 3 FANUC PMC 自动运行控制
3.6 实训中常见问题解析 1.在手动数据输入运行PMC控制的调试中,为什么程序的最后一行要用M99指令? 2.存储器保护信号 KEY1、KEY2、KEY3和KEY4的含义是什么? 3. 为什么在存储器运行PMC控制的调试中,有时执行完M02指令会返回程序头?
FANUC PMC 控制技术
第 3 章 FANUC PMC 自动运行控制
3.4 手动数据输入运行PMC控制项目的检查与评估 1. 打开PMC程序文件 2. 定义信号 3.编辑PMC程序 4.编译PMC程序 5.保存PMC程序 6.导出PMC程序 7.调试PMC程序
FANUC PMC 控制技术
学习情境 3 FANUC PMC 自动运行控制
3.5 拓展实训 实训:存储器运行PMC控制 实训目的
掌握存储器运行PMC控制的流程。 掌握存储器运行PMC控制的实现方法。 实训要点 在手动数据输入运行PMC控制项目的基础上,实现存储器运行PMC控制。 (1)按下编辑工作方式按键,使CNC处于编辑工作方式。在该方式下,创建 一个数控加工程序。 (2)按下自动工作方式按键,使CNC处于自动工作方式,选择上述创建的数 控加工程序,按下循环启动按键,执行该程序,循环启动指示灯亮,按下进给保持 按键,停止执行该程序,进给保持指示灯亮,循环启动指示灯灭。 预习要求 结合手动数据输入运行PMC控制的流程,分析存储器运行PMC控制的流程。
数 控 PMC 编 程 与 调 试
学习情境 3 FANUC PMC 自动运行控制
3.2 基础知识 3.2.1 手动数据输入运行 3.2.2 存储器运行 3.2.3 远程运行 3.2.4 循环启动 3.2.5 进给保持
FANUC PMC控制技术学习情境4 FANUC PMC 手动运行控制

FANUC PMC 控制技术
学习情境 4 FANUC PMC 手动运行控制
4.5 拓展实训 实训一:增量进给PMC控制 实训目的
掌握增量进给PMC控制的流程。 掌握增量进给PMC控制的实现方法。 实训要点 在手动连续进给PMC控制的基础上,实现增量进给PMC控制。即在增量进给工 作方式下,按下增量倍率选择按键(×1、×10、×100、×1000),或者按下手 轮选择键后用手轮上(×1、×10、×100)旋钮开关选择任一倍率;再按下轴选 择(X、Y、Z)按键,或者按下手轮选择键后用手轮上(X、Y、Z)旋钮开关选择 任一轴;然后每按一次移动方向(-或+)按键,其相应的轴将移动一步后停止。 若按住快速移动键的同时,又按住移动方向(-或+)按键,其相应的轴将快速移 动一步后停止,每一步移动的距离等于最小输入增量乘以增量进给倍率。 预习要求 结合手动连续进给PMC控制的控制流程,分析增量进给PMC控制的流程。
FANUC PMC 控制技术
学习情境 4 FANUC PMC 手动运行控制
4.2 基础知识 4.2.1 手动连续进给 4.2.2 增量进给 4.2.3 手轮进给 4.2.4 手动返回参考点 4.2.5 信号跟踪 4.2.6 波形诊断
FANUC PMC 控制技术
学习情境 4 FANUC PMC 手动运行控制
FANUC PMC 控制技术
学习情境 4 FANUC PMC 手动运行控制
4.1 手动连续进给PMC控制项目说明 3. 项目内容及要求
设计PMC梯形图,实现如下控制要求:在手动连续进给工作方式下,按下轴选 择(X、Y、Z)按键,或者按下手轮选择键后用手轮上(X、Y、Z)旋钮开关选择 任一轴;旋转进给速度倍率开关选择任一倍率,再按住移动方向(-或+)按键, 其相应的轴将连续以系统参数No.1423所设定的值乘以开关倍率值的实际进给速度 移动。若按住快速移动键的同时,又按住移动方向(-或+)按键,其相应的轴将 连续以系统参数No.1420所设定的值乘以开关倍率值的实际进给速度快速移动。松 开移动方向(-或+)按键,相应轴的移动将停止。
FANUC数控系统 PMC培训
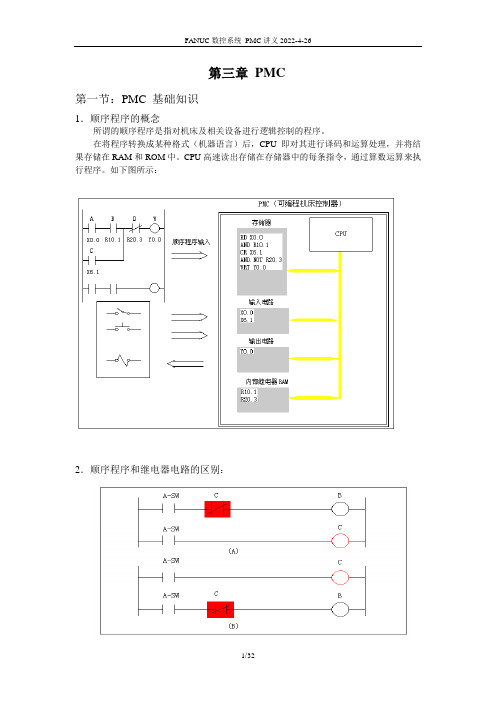
第三章PMC第一节:PMC 基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8M由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
FANUCPMC的操作要点

FANUC PMC 的操作一:PMC 的软键布局 PMC 画面的进入 [SYSTEM] T [PMC]PHCLAD PMCDGN PMCPRHSTOP EDIT I/D SYSPRM MONIT[PMCLAD ]:梯形图的监控与编辑画面[PMCDGN] : PMC 信号的诊断[TITLE]: 标题画面 [STATUS]: 信号状态画面 [ALARM]: PMC 报警画面 [TARCE]:PMC 信号追踪画面JSTATUS ALARM TRACE1/OCHK[ZOOM]:梯形图监控和编辑画面[l/OCHK]:IO LINK诊断画面[KEEPRL]: 保持型k 地址画面 [DA TA]:数据表画面[SETING ]: 参数设定画面[STOP]/[RUN] : PMC 亭止 / 启动 (正常运行时请不要进行此项操作)[EDIT] : PMC 编辑画面(进入编辑画面时需停止PMC )TITLESYMBOLMESAGEMODULECROSSCLEAR[TITLE]: 标题的编辑 [SYMBOL]:信号注释的编辑 [MESAGE]: 外部信息的编辑 [MODULE] : IO 模块的设定 [CROSS]:交叉点的设定 [CLEAR] :PMC 的删除[CLRTTL]: 删除标题 [CLRLAD]: 删除梯形图 [CLRSYM]: 删除系统参数 [CLRMSG]: 删除外部信息 [CLRALL]: 删除全部 [CLRMDL]: 删除10模块设定 [CONDNS]: 压缩PMC 区域 [CLRPRM]:删除PMC 参数[SYSPRM]:系统参数画面[MONIT]:在线监控画面CLRTTL CL Hl AD CLRSYM CLRMSGCLRALL CLRMDL CDNDHS CLRPRMCOUNTER DFITA TYPE LADDER EXECBINARY BCD 计数器数据类型=二进制/BCD 码| 159<1-150^[PMCPRM] : PMC 参数可以通过 RS-232C 以及HIGH SPEED l/F (快速以太网口)和 F-LADDER III 软件进行在线 监控和编辑,在线的同时在系统画面上对梯形图的监控变成无效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(R) (E) (A) (D) (T) (C) (C) (K) (P) (L)
⬏䴶᪡(PMC-SA1/SB7)
P P
MC-SA1/SB7 ⬏䴶᪡ MC-SA1 ⬏䴶᪡
⬅Ѣ PMC-SA1 ᪡ࡳ㛑ⱘᔎˈϟ䗄乍ⳂᏆথ⫳ᬍবDŽ • PMC ࠊ䕃ӊЁݙ㕂㓪䕥ࡳ㛑 • ᔎᑣֱᡸࡳ㛑 30& 䕃䬂ᵘ៤ &1& ㋏㒳㦰ऩ⬏䴶य़ϟ䕃䬂>30&@ৢˈᰒ冫 30& Џ㦰ऩDŽҹϟЎ 30& ⬏䴶ᷥᵘ៤DŽ 30&6$ Ё䰈ᕅ䚼ߚ᳝᠔ᬍবDŽ
䆒ᅮࡳ㛑
䆒ᅮࡳ㛑 䆒ᅮ⬏䴶
PMC-SB7 䆒ᅮ⬏䴶 • TRACE START(PMC-SB7:K906.5) MANUAL(0): य़ϟ[EXEC] 䕃䬂ᠻ㸠䗑䏾ࡳ㛑DŽ AUTO (1): ㋏㒳Ϟ⬉ৢ㞾ࡼᠻ㸠䗑䏾ࡳ㛑DŽ EDIT ENABLE(PMC-SB7:K901.6, PMC-SA1:K18.6) NO (0): 火ℶ㓪䕥乎ᑣᑣDŽ YES(1): ܕ䆌㓪䕥乎ᑣᑣDŽ ⊼) ℸ䆒ᅮӮᕅડᶤѯ PMC ࡳ㛑DŽ WRITE TO F-ROM(PMC-SB7:K902.0, PMC-SA1:K19.0) NO (0): 㓪䕥乎ᑣᑣৢϡӮ㞾ࡼ ܹݭFlash ROM DŽ YES(1): 㓪䕥乎ᑣᑣৢ㞾ࡼ ܹݭFlash ROM DŽ
⬏䴶-SB7
⬏䴶᪡
⬅Ѣ PMC-SB7 ᪡ࡳ㛑ⱘᔎˈϟ䗄乍ⳂᏆথ⫳ᬍবDŽ • PMC ࠊ䕃ӊЁݙ㕂㓪䕥ࡳ㛑 • ᬃᣕ᮹䇁ᰒ冫 • ẃᔶⲥ/㓪䕥⬏䴶 • ֵো⊶ᔶ(ANALYS) 䗑䏾(TRACE)ࡳ㛑䲚៤ • ヺো᭄ᠽሩ㟇 16 Ͼᄫヺ • ᔎᑣֱᡸࡳ㛑 PMC 䕃䬂ᵘ៤ CNC ㋏㒳㦰ऩ⬏䴶य़ϟ䕃䬂[PMC]ৢˈᰒ冫 PMC Џ㦰ऩDŽҹϟЎ PMC ⬏䴶ᷥᵘ៤DŽ PMC-SB7 Ё䰈ᕅ䚼ߚ᳝᠔ᬍবDŽ
PMC-SA1/SB7
⊼ 1 䖭ѯഄഔ⫼Ѣ I/O Link 䗮䘧 2DŽ䳔ᣛᅮ I/O link ᠽሩ䗝乍DŽ 2 䖭ѯऎඳ⬅ PMC ֱ⬭DŽϡ㛑ᣛᅮ݊⫼Ѣ䕧ܹ/䕧ߎDŽ 乎ᑣᑣЁϡ㛑Փ⫼DŽ 3 䖭ѯऎඳЁࣙ PMC ⱘֱ⬭䚼ߚDŽᅲ䰙ৃՓ⫼ⱘഄഔপއѢ CNC ㋏㒳ⱘ䜡㕂DŽ 4 䖭ѯऎඳ⫼Ѣ䏃ᕘ㋏㒳DŽ݊ࣙ PMC ⱘֱ⬭䚼ߚDŽᅲ䰙ৃՓ⫼ⱘഄഔপއѢ CNC ㋏㒳ⱘ䜡㕂DŽ 5 䖭ѯऎඳ⬅ PMC ֱ⬭DŽ乎ᑣᑣЁϡ㛑Փ⫼DŽ 6 䖭ѯऎඳ⬅ PMC ㋏㒳䕃ӊ⫼⡍⅞㒻⬉఼DŽ䇋ḍഄഔⱘ䇈ᯢՓ⫼DŽ 7 䖭ѯऎඳৃ䈵ݙ䚼㒻⬉఼˄R˅ϔḋՓ⫼DŽ䖭ѯ㒻⬉఼(E)ᰃ䴲ᯧ༅ᗻ㒻⬉఼DŽ Ԛ ᰃৃ䈵 PMC খ᭄ϔḋᇍ݊䗮䖛ᄬټव䖯㸠䕧ܹ/䕧ߎ᪡DŽ 8 䖭ѯഄഔ⫼ѢϢֵᙃᰒ冫䇋∖ֵোϔϔᇍᑨⱘֵᙃᰒ冫⢊ᗕֵোDŽ ϡ㛑ᇍ䖭ѯഄ ഔ䖯㸠ݭ᪡DŽ 9 䖭ѯऎඳ⫼Ѣ䅵఼᭄ᣛҸ(CTRB)ˈ݊㽕∖ᅮ᭄Ў乘㕂ؐDŽ 10 䖭ѯऎඳ⫼Ѣ PMC ࠊ䕃ӊDŽ䇋ḍ䇈ᯢՓ⫼䖭ѯֵোDŽ 11 䖭ѯऎඳ⬅ PMC ֱ⬭DŽ乎ᑣᑣЁϡ㛑Փ⫼DŽ
•
•
•
•
•
V e
)*
L+e ¡u¢£
V¤
¥¦§¨o 6©ª «e¬ ±' Hg®%& h¤¯12V ° ²12V126 cN+, >®³g®d
R0 ࠄ R7999 R9000 ࠄ R9499*6 E0 ࠄ E7999 A0 ࠄ A249 A9000 ࠄ A9249 C0 ࠄ C399 C5000 ࠄ C5199*9 K0 ࠄ K99 K900 ࠄ K919*10 T0 ࠄ T499 T9000 ࠄ T9499*11 D0 ࠄ D9999 L1 ࠄ L9999 P1 ࠄ P2000
[PMC] [PMCLAD] [PMCDGN] [TITLE] [STATUS] [ALARM] [TRACE] [IOCHK] [PMCPRM] [TIMER] [COUNTR] [KEEPRL] [DATA] [SETING] [RUN]/[STOP] [EDIT] [TITLE] [LADDER] [SYMBOL] [MESAGE] [MODULE] [CROSS] [CLEAR] [I/O] [SYSPRM] [MONIT] [ONLINE] [G.DATA] ẃᔶⲥ ᷛ乬᭄ ֵো⢊ᗕ 䄺 ֵো䗑䏾 I/O LINK 䖲Ẕ⌟ ᅮᯊ఼ 䅵఼᭄ ֱᣕൟ㒻⬉఼ ᭄㸼 䆒ᅮ⬏䴶 ਃࡼذℶ乎ᑣᑣ ᷛ乬᭄㓪䕥 ẃᔶ㓪䕥 ヺো᭄㓪䕥 ֵᙃ᭄㓪䕥 , 2 ऩܗഄഔ䆒ᅮ Ѹঝ㋶ᓩ ⏙䰸乎ᑣᑣ 䕧ܹ䕧ߎ乎ᑣᑣ 3 0 & খ᭄ ㋏㒳খ᭄ 㒓䆒ᅮ
PMC-SA1/SB7
PMC
P 0&6$6% Ё䗖⫼ⱘ 30& ഄഔབϟ᠔冫 PMC ㉏ൟ ഄഔ X ֵো㉏ൟ Ңᴎᑞջࠄ PMC ⱘ䕧ֵܹো (MT ėPMC) Ң PMC ࠄᴎᑞջⱘ䕧ߎֵো (PMCėMT) Ң NC ࠄ PMC ⱘ䕧ֵܹো (NCėPMC) 16i/18i/21i-B ㋏߫ PMC-SA1 X0 ࠄ X127 PMC-SB7 X0 ࠄ X127 X200 ࠄ X327*1 X1000 ࠄ X1127*2 Y0 ࠄ Y127 Y200 ࠄ Y327*1 Y1000 ࠄ Y1127*2 F0 ࠄ F1000 F2000 F3000 G0 ࠄ G1000 G2000 G3000 F767*3 ࠄ F1767*4 ࠄ F2767*4 ࠄ F3767*5 G767*3 ࠄ G1767*4 ࠄ G2767*4 ࠄ G3767*5
•
•
䆒ᅮࡳ㛑
•
RAM WRITE ENABLE(PMC-SB7:K900.4, PMC-SA1:K17.4) NO (0): 火ℶᔎࠊࡳ㛑DŽ YES(1): ܕ䆌ᔎࠊࡳ㛑DŽ ⊼) ℸ䆒ᅮӮᕅડᶤѯ PMC ࡳ㛑DŽ DATA TBL CNTL SCREEN(PMC-SB7:K900.7, PMC-SA1:K17.7) YES(0): ᰒ冫 PMC ᭄㸼ㅵ⧚⬏䴶DŽ NO (1): ϡᰒ冫 PMC ᭄㸼ㅵ⧚⬏䴶DŽ HIDE PMC PROGRAM(PMC-SB7:K900.0, PMC-SA1:K17.0) NO (0): ܕ䆌ᰒ冫乎ᑣᑣDŽ YES(1): 火ℶᰒ冫乎ᑣᑣDŽ ⊼) ℸ䆒ᅮӮᕅડᶤѯ PMC ࡳ㛑DŽ LADDER START(PMC-SB7:K900.2, PMC-SA1:K17.2) AUTO (0): ㋏㒳Ϟ⬉ৢ㞾ࡼᠻ㸠乎ᑣᑣDŽ MANUAL(1): य़ϟ [RUN] 䕃䬂ৢᠻ㸠乎ᑣᑣDŽ ALLOW PMC STOP(PMC-SB7:K902.2, PMC-SA1:K19.2) NO (0): 火ℶᇍ乎ᑣᑣ䖯㸠 run/stop ᪡DŽ YES(1): ܕ䆌ᇍ乎ᑣᑣ䖯㸠 run/stop ᪡DŽ ⊼) ℸ䆒ᅮӮᕅડᶤѯ PMC ࡳ㛑DŽ PROGRAMMER ENABLE(PMC-SB7:K900.1, PMC-SA1:K17.1) NO (0): 火ℶݙ㕂㓪ࡳ㛑DŽ YES(1): ܕ䆌ݙ㕂㓪ࡳ㛑DŽ ⊼) ℸ䆒ᅮӮᕅડᶤѯ PMC ࡳ㛑DŽ
[PMC] [PMCLAD] [EDIT] ẃᔶⲥ 䲚Ёⲥࡳ㛑 ẃᔶ㓪䕥 [PMCDGN] [TITLE] [STATUS] [ALARM] [TRACE] [IOCHK] [PMCPRM] [TIMER] [COUNTR] [KEEPRL] [DATA] [SETING] [RUN]/[STOP] [EDIT] [TITLE] [SYMBOL] [MESAGE] [MODULE] [CROSS] [CLEAR] [I/O] [SYSPRM] [MONIT] [ONLINE] [G.DATA] ᷛ乬᭄ ֵো⢊ᗕ 䄺 ֵো䗑䏾 I/O LINK 䖲Ẕ⌟ ᅮᯊ఼ 䅵఼᭄ ֱᣕൟ㒻⬉఼ ᭄㸼 䆒ᅮ⬏䴶 ਃࡼذℶ乎ᑣᑣ ᷛ乬᭄㓪䕥 ヺো᭄㓪䕥 ֵᙃ᭄㓪䕥 I/O ऩܗഄഔ䆒ᅮ Ѹঝ㋶ᓩ ⏙䰸乎ᑣᑣ 䕧ܹ䕧ߎ乎ᑣᑣ PMC খ᭄ ㋏㒳খ᭄ 㒓䆒ᅮ
PMC-SA1/SB7
P MC-SA1/SB7 PMC 㾘Ḑ
PMC-SA1/SB7 ⱘᴀ㾘Ḑབϟ㸼᠔冫DŽ 21i-B ㋏߫ PMC ㉏ൟ 㓪ᮍ⊩ ᑣ㑻᭄ ϔ㑻ᑣᠿᦣ਼ᳳ ᴀᣛҸᠻ㸠ᯊ䯈 ᑣᆍ䞣 - ẃᔶ - ヺো⊼䞞 - ֵᙃ ᴀᣛҸ᭄ ࡳ㛑ᣛҸ᭄ ݙ䚼㒻⬉఼ 䚼㒻⬉఼ ֵᙃᰒ冫䇋∖ԡ 䴲ᯧ༅ᗻᄬټऎ - ᭄㸼 - ৃবᅮᯊ఼ ᅮᅮᯊ఼ - 䅵఼᭄ ᅮ䅵఼᭄ - ֱᣕൟ㒻⬉఼ ᄤᑣ ᷛো I/O Link - 䕧ܹ 䕧ߎ 乎ᑣᑣᄬټ PMC-SA1 ẃᔶ 2 8ms 5.0sec/ℹ ᳔㑺 5,000 ℹ 1KB ࠄ 128KB 8KB ࠄ 64KB 12 48 1,100 ᄫ㡖 200 ⚍(25 ᄫ㡖) 1,860 ᄫ㡖 40 Ͼ(80 ᄫ㡖) 100 Ͼ 20 Ͼ(80 ᄫ㡖) 20 ᄫ㡖 ᳔ 1,024 ⚍ ᳔ 1,024 ⚍ Flash ROM 128KB PMC-SA1 ᴎẄࠊ ẃᔶ 2 8ms 5.0sec/ℹ ᳔㑺 12,000 ℹ 1KB ࠄ 128KB 8KB ࠄ 64KB 12 48 1,100 ᄫ㡖 200 ⚍(25 ᄫ㡖) 1,860 ᄫ㡖 40 Ͼ(80 ᄫ㡖) 100 Ͼ 20 Ͼ(80 ᄫ㡖) 20 ᄫ㡖 ᳔ 1,024 ⚍ ᳔ 1,024 ⚍ Flash ROM 128KB 16i/18i/21i-B ㋏߫ PMC-SB7 ẃᔶ 3 8 ms 0.033sec/ℹ ᳔㑺 64,000 ℹ*1,2 1KB - *2 8KB - *2 14 69 8,500 ᄫ㡖 8,000 ᄫ㡖 2,000 ⚍(500 ᄫ㡖ˈ2 ԡ/⚍) 10,000 ᄫ㡖 250 Ͼ(1,000 ᄫ㡖ˈ4 ᄫ㡖/Ͼ) 500 Ͼ(ᅮᯊ఼োᣛᅮ) 100 Ͼ(400 ᄫ㡖ˈ4 ᄫ㡖/Ͼ) 100 Ͼ(200 ᄫ㡖ˈ2 ᄫ㡖/Ͼ) 120 ᄫ㡖 2000 9999 ᳔ 2,048 ⚍*3 ᳔ 2,048 ⚍*3 Flash ROM 128KB(16,000 ℹҹϟ䗝乍) 256KB(24,000 ℹ䗝乍) 384KB(32,000/40,000 ℹ䗝乍) 512KB(48,000 ℹ䗝乍) 768KB(64,000 ℹ䗝乍)