平面磨床液压系统设计
普通平面磨床工作台换向控制回路的液压设计

普通平面磨床工作台换向控制回路的液压设计摘要:20世纪60年代以后,液压传动技术随着计算机与电子产业的发展而迅速发展,液压元件已经形成了系列,并在各种机械设备上得到了广泛的使用。
平面磨床工作台在工作中由液压传动系统带动,进行往复水平运动,且要求往复运动的速度一致,同时要求在任意位置都能锁定且防止轴向窜动。
基于这些因素的考虑,设计了平面磨床工作台换向控制回路。
利用双作用双出杆液压缸来满足往复式运动,用三位四通电磁换向阀来实现换向回路的控制。
关键词:普通平面磨床;往复式;控制回路;锁定一、普通平面磨床工作台换向控制回路原理图二、液压缸的选择普通平面磨床工作台在工作中,受力不是很大且受力相对均匀,但要求进给速度(v)平稳且无冲击,由此选用液压传动系统带动进行往复运动且工作台在工作行程中要求往复运动的速度一致,依据液压缸的结构与原理,选择采用双作用双出杆液压缸。
此时只要使液压油液进入驱动工作台往复运动的液压缸的不同工作腔,就能使液压缸带动工作台完成往复运动。
三、换向阀的选择普通平面磨床工作台在工作中要求往复运动,运动方向发生了改变,这就要求必须使用换向阀。
但是换向阀的种类颇多,究竟要怎么选择?通过分析,平面磨床工作台的运动分为三种:(1)工作台向左运动;(2)工作台向右运动;(3)工作台在任意位置的停止与锁紧。
考虑这些因素,应该选择中位机能为O型的三位四通换向阀。
而电磁换向阀在如今自动化程度要求较高的组合机床液压系统中已被普遍使用,便捷而经济,代替了原来手动扳手式换向阀。
综上各种考虑,所以我最终选用了三位四通电磁换向阀来控制平面磨床工作台的换向。
四、控制回路的连接按照平面磨床工作台换向控制回路原理图,正确选用元器件及油管连接各油口。
为了充分利用油液,在油路中接了溢流阀,多余的油液再次返回油箱,进行循环利用。
连接完毕后,认真检查各油口的连接情况是否准确无误,符合标准后方可启动液压泵。
由于在磨削过程中,污染比较严重,细小屑粒极有可能附着床身进入油液,所以要加装防护层,防止油液污染,堵塞油液管道。
卧轴矩台平面磨床使用说明书

MY7140A 共34页 卧轴矩台平面磨床使用说明书第 1 页1、概括产品概略:本机床系采纳砂轮周边磨削工件平面的机床, 亦可使用砂轮的端面磨削工件垂直面。
按工件的不一样可将其吸牢在电磁吸盘上,或直接固定在工件台上,亦可用其余夹具夹持磨削。
本机床主要零件运动的特色以下。
工作台纵向运动为液压驱动。
磨头在拖板上的横向运动为液压驱动, 亦可手动,并有自动互锁装置。
拖板(连同磨头)在立柱上,上、下垂直运动拥有手动进给和灵巧(迅速起落)功能,并有互锁装置。
起落丝杆为滚珠丝杆,操控轻巧灵巧。
床身内部油池中的回油点与进油点的距离路线最长, 液压油循环流动, 有效的控制了油液升温,减小机床的热变形。
本机床精度稳固,刚性好,性能稳固靠谱,易于维修。
附带说明:1.2.1 本厂因产品规格、设计特征等均在不断的研究改良之中,若有改正,恕不另行通知,敬请用户鉴谅。
1.2.2 本厂厂址:昆明市嵩明县杨林工业区华狮路电话:(0871) 7976088、7976268传真:(0871)7976902卧轴矩台平面磨床第 2 页卧轴矩台平面磨床第 3 页2、主要技术参数部件工作台进给系统砂轮液压系统电动机功率机床外形重量加工范围内容公制英制工作台台面宽度400 mm工作台台面长度1000 mm工作台纵向行程1100 mm工作台 T 型槽数目 3工作台 T 型槽宽度尺寸18工作台纵向进给3~22 m/min主轴中心到台面距离最大850 mm最小155 mm横进给手轮每格进给量0.05 mm横进给手轮每转进给量 3 mm横进给速度~2 m/min横进给行程470 mm磨头每行程断续进给量(无级变速)5~25 mm磨头垂直进给手轮每格进给量0.005 mm磨头垂直进给手轮每转进给量0.5 mm磨头迅速垂直进给速度350 mm/min砂轮外形尺寸( D×d×W)400×203×50 mm砂轮转速1440 r/min工作压力1~ MPa油泵电机功率 3 KW润滑压力~ MPa电机总功率KW砂轮主轴电机KW油泵电机 3 KW磨头迅速起落电机KW冷却泵电机KW机床外形(长×宽×高)2280× 1410×2315机床净重3500 kg机床最大承载重量500 kg长1000mm宽400mm高(含磁力工作台)650mm卧轴矩台平面磨床第 4 页MY7140A使用说明书卧轴矩台平面磨床转动轴承明细表(比较传动简图)精度序安装部位代号主要尺寸号等级1 垂直进给机构6206 G 30×62×162 垂直进给机构6205 G 25×52×153 垂直进给机构7207 G 35×72×4 垂直进给机构7207 G 35×72×5 立柱53209U G 45×73×246 横进给机构6205 G 25×52×157 横进给机构6205 G 25×52×158 磨头7210C/P4 C 50×90×20共34页第 5 页数目备注21222222卧轴矩台平面磨床第 6 页卧轴矩台平面磨床第 7 页4、机床构造床身及工作台机床床身为丁字形箱式构造,前床身经过 V-平导轨与工作台实现配合连结,经过液压油缸的推动实现工作台来去挪动。
M7130型平面磨床的主电路分析

XXXXX XXXXX
一、M7130平面磨床的电气原理图:
当KT计时时间到(可设为10秒钟或其它)
M7130平面磨床的电路 图可分为主电路、控制 电路、电磁吸盘控制电 路及变压电路、机床照 明电路等部分。其中蓝 色部分为主电路。
二、M7130平面磨床的主电路
主电路分析
主电路分析
由于磨床的冷却泵箱是与床 身分开安装的,所以冷却泵 电动机M2由插头插座Xl接通 电源,在需要提供冷却液时 才插上。M2受M1起动和停转 的控制。由于M2的容量较小, 因此不需要过载保护。
Hale Waihona Puke 三相交流电源由电源开关 QS引入,由FUl作全电路 的短路保护。
主电路中共有三台电动机, 其中M1为砂轮电动机,M2 为冷却泵电动机,M3为液 压泵电动机,三台电动机 均为单向旋转,直接起动、 无调速要求;
砂轮电动机M1和液压电动 机M3分别由接触器KMl、 KM2控制,并分别由热继电 器FRl、FR2作过载保护。
毕业设计论文—M7130平面磨床电气控制设计

目录第1章M7130平面磨床的原理结构 (1)1.1M7130平面磨床的主要结构 (1)1.2M7130平面磨床的原理 (2)1.3电力拖动特点及控制要求 (3)1.3.1电力拖动特点 (3)1.3.2控制要求 (4)1.4电源形式 (4)第2章电气设计 (5)2.1电气控制设计 (5)2.2主电路分析 (5)2.3控制电路分析 (5)2.3.1电动机的控制 (5)2.3.2电磁吸盘的控制 (6)2.3.3照明及指示灯的控制 (6)第3章电气元件的选择 (7)3.1电动机的选择 (7)3.1.1电动机容量的选择 (7)3.1.2电动机的转速和结构形式的选择 (8)3.2热继电器 (9)3.3交流接触器 (9)3.4熔断器 (10)3.5按钮 (11)3.6变压器 (11)3.7电气柜的设计 (13)3.8平面磨床一般故障处理方法 (14)3.9磨床的电气保养 (15)结束语 (17)参考文献 (18)第1章 M7130平面磨床的原理结构1.1 M7130平面磨床的主要结构M7130 是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。
适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。
中国传统的卧轴矩台平面磨床是从原联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。
近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
平面磨床液压系统设计ppt课件

•
控制阀的流量一般要选得比实际通过的流量大一些,必要时也允许有
20%以内的短时间过流量。
•
所选液压阀明细见表3-3
ppt精选版
6
3.3液压缸的选择
• 根据对系统中液压缸主要参数的计算,选 择海德科技液压公司 C SM 16 TF 63/361250 M I-H型伺服液压缸。
• C SM 型伺服液压缸为双作用单活塞杆式 液压缸。具有安装连接方式多样以及可带 缓冲装置等特点。用于精密机床等伺服系 统
力流量28.8(L/min) 转速1000-1500 (r/min) 驱动功率6.4(kW)叶片泵
ppt精选版
5
3.2液压阀的选择
•
阀的规格,根据系统的工作压力和实际通过该阀的最大流量,选择有定
型产品的阀件。溢流阀按液压泵最大流量选取;选择节流阀和调速阀时,要
考虑最小稳定流量应满足执行机构最低稳定速度的要求。
ppt精选版
10
4.2.3 冷却器的选择
• 在一个工作循环中液压泵平均输入功率为 2058.3W ,平均输出的有效功率为1441W。 所以系统的平均发热功量为617.3W,根据 油箱散热面积计算出油箱的散热功率为
1050W
• 由于N散为1050W 大于系统发热量617.3W, 综上可得不用选择冷却器,采用自然风冷 即可满足要求。
ppt精选版
19
参考文献:
• [1] 雷天觉主编,新编液压工程手册,北京. 机械工业出版 社,2000
• [2] 成大先主编,机械设计手册,北京. 化学工业出版社, 2005
• [3] 王春行主编,液压控制系统,北京. 机械工业出版社, 2000
• [4] 孙文质编,液压控制系统,北京. 国防工业出版社, 1985
毕业设计---平面磨床 液压系统设计计算说明书

中期设计计算一.工况分析液压缸所受外负载:F w = F g + F f + F a式中:F g ——工作负载,在此取F g =4000N ;F a ——运动部件速度变化时的惯性负载;F f ——导轨摩擦阻力负载;F f =f (G+ F Rn )式中:G ——运动部件重力(取质量m=400kg ,重力加速度g=9.8m/s 2,G=mg=3920N );F Rn ——垂直于导轨的工作负载,在此取F Rn =0;f —摩擦系数,在本设计方案中,平面磨床工作台运动速度属低速运动,所以根据表1-1,取动摩擦系数f=0.1,静摩擦系数f=0.2;导轨静摩擦阻力负载F fs =0.2×3920=784N ;导轨动摩擦阻力负载F fa =0.1×3920=392N ;惯性载荷a F =G g ΔυΔt 式中 g ——重力加速度;g=9.8m/s ²;∆υ—— 速度变化量,取∆υ=5m/min ≈0.083m/s ;∆t —— 起动或制动时间,平面磨床一般去∆t=0.5s ;所以a F = 66.4N机床起动加速时:F w = F g + F fs +F a =4000+784+66.4=4850.4N机床平稳运动时:F w = F g + F fa =4000+392=4392N机床减速运动时:F w = F g + F fa –F a =4000+392-66.4=4325.6N二.初选系统工作压力压力的选择要根据载荷大小和设备类型而定.还要考虑执行元件的装配空间、经济条件及元件供应情况等的限制.载载荷一定的情况下,工作压力低,势必要加大执行元件的结构尺寸,对某些设备来说,尺寸要受到限制,从材料消耗角度看也不经济;反之,压力选得太高,对泵、缸、阀等元件的材质、密封、制造精度也要求很高,必然要提高设备成本,所以压力可以选低一些。
根据表格1-2,初选系统工作压力为P1=1.5MPa 。
平面磨床的工作原理

平面磨床的工作原理
平面磨床是一种常见的机械加工设备,它主要用于对平面进行精密加工。
平面磨床的工作原理是通过磨削磨具对工件表面进行加工,使其达到精密度要求。
平面磨床的主要部件包括床身、工作台、磨头、磨轮、电机、液压系统等。
床身是平面磨床的主体部分,它支撑着整个设备的运转。
工作台是平面磨床上的工作平台,用于放置待加工的工件。
磨头是平面磨床上的主要加工部件,它通过磨削磨具对工件表面进行加工。
磨轮是磨头上的磨具,它通过旋转磨削工件表面。
电机是平面磨床的动力源,它提供动力给磨头和磨轮。
液压系统是平面磨床的控制系统,它控制着磨头和磨轮的运动。
平面磨床的工作原理是将待加工的工件放置在工作台上,然后通过液压系统控制磨头和磨轮的运动,使其对工件表面进行磨削。
磨头和磨轮的运动轨迹是由液压系统控制的,可以根据加工要求进行调整。
磨头和磨轮的磨削力量是由电机提供的,可以根据加工要求进行调整。
平面磨床的加工精度非常高,可以达到微米级别。
它广泛应用于各种机械加工领域,如汽车制造、航空航天、模具制造等。
平面磨床的工作原理简单,但需要经过专业的培训和操作才能熟练掌握。
在使用平面磨床时,需要注意安全,避免发生意外事故。
平面磨床是一种非常重要的机械加工设备,它的工作原理是通过磨削磨具对工件表面进行加工,使其达到精密度要求。
在使用平面磨床时,需要注意安全,避免发生意外事故。
M7120型平面磨床的电气控制电路及工作原理
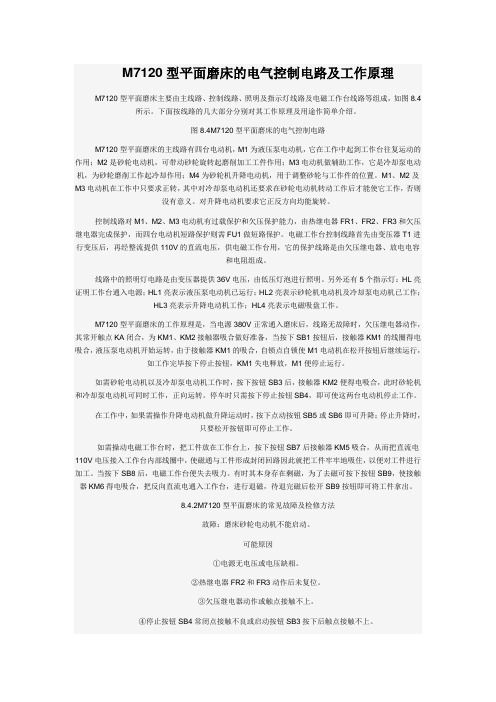
M7120型平面磨床的电气控制电路及工作原理M7120型平面磨床主要由主线路、控制线路、照明及指示灯线路及电磁工作台线路等组成,如图8.4所示。
下面按线路的几大部分分别对其工作原理及用途作简单介绍。
图8.4M7120型平面磨床的电气控制电路M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
M7120型平面磨床的工作原理是,当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面磨床液压系统设计摘要:本文从负载开始计算液压缸的主要参数,确定液压缸侯选择液压泵和液压元件,拟定液压系统图。
然后进行校核计算,确定所选用的液压元件是否合理。
该液压传动系统采用叶片泵供油,回油节流调速。
能量利用合理,工作安全可靠。
以液压缸作为执行元件,夹紧力大,进行磨削时工作性能好。
对液压系统进行了回路的设计,并对集成块、布局等进行了简单的设计。
在设计过程中,尽量使结构紧凑,布局合理。
关键词:液压、平面磨床、设计The Hydraulic System Design of Flat GrinderAbstrac t:This paper calculated hydraulic cylinder of load began to determine the hydraulic cylinder, main parameters of hydraulic pump and hydraulic components was choice, draw up the hydraulic system diagram. Then check calculation, sure chooses hydraulic components is reasonable.This hydraulic transmission system USES vane pump oil supply and return throttling speed. Energy use reasonable, work safety and reliability. With the hydraulic cylinder as actuators, clamping force big when, grinding work performance.The hydraulic system, and the circuit design and layout of manifold blocks the simple design. In the design process, make compact structure, rational layout..Key Words: hydraulic pressure, surface grinder, design0.文献综述0.1液压在机械制造行业中的应用液压技术作为能量传递或者做功环节是必不可缺少的一部分,在机械制造行业中应用比较广泛。
我国正经历着从“制造大国”到“制造强国”的历史性转折,我国的设备制造业在国防事业中具有举足轻重的作用。
在机械制造设备的领域,各种液压机床,如磨床,拉床刨床,组合机床,加工中心及自动化生产线,各种液压机,机器人,机器手臂等都要用到液压技术。
在车辆及工程机械领域,轿车,自卸是卡车,液压汽车起重机,液压叉车,液压挖掘机,挖土机,装载机等要用到液压技术。
在冶金、采矿机械方面,轧钢机,平炉装料机,转炉及电炉的料钟控制,炉体的倾动及卢盖的提旋装置,带钢跑偏装置等要用到液压技术。
轻工、食品及电子设备方面,各种塑料成型机,造纸机,纺织机,印刷机,揉糖机,香肠灌装机等要用到液压技术。
在船舶机具领域,液压舵机,锚机,舱口开启装置等要用到液压技术,我国工程船上应用液压设备有着非常快的发展。
在化工、医疗设备方面,离心机卸料装置,造气自动机,医用牵引床等都要用到液压技术。
在农业机械领域,农机液压元件具有体积小,质量小,易获得较大力矩,可实现无级变速等优点,联合收割机,捆草机,拖拉机等都涉及到液压技术的应用。
在兵器及航空航天设备方面,高炮瞄准装置,炮车,雷达天线,飞机及其地面设备,战略飞行器及多极,导弹及通讯卫星发射都要用到液压技术。
0.2 液压技术的发展趋势液压技术是一种包括传动、运动在内的自动化技术。
我国液压技术已形成门类齐全、有一定生产能力和技术水平、初具规模的生产科研体系。
随着科技的迅猛发展和高新技术的采用,如自动化控制技术,微电子技术,传感器技术,摩擦磨损技术,可靠性技术及新工艺新材料的发展,大大促进了液压技术的提高。
综合个方面资料,可从以下几个方面看起发展前景。
(1)可靠性和性能稳定性是涉及最广的指标,它包括元器件,辅助键,附件的可靠性,系统的可靠性设计,新工艺新材料的体现,元器件的可靠性将大幅度。
(2)增强对环境的适应性,拓宽应用领域。
液压传动虽然有很多优点,但由于存在着发热、噪声、工作介质污染等不尽如人意的地方,使其应用受到某种程度上的制约,面对环境保护意识越老越强的未来,应采取措施逐步解决和改善以上问题。
(3)电液技术的加速融合。
微电子技术的飞速发展,为液压技术的进步注入了新活力,液压器件是机电一体化的重要接口器件,充分考虑到液压技术的特点而研制出集液压、电子、传感器于一体的新产品及其组成系统。
(4)高度集成化。
为提高液压技术的应用水平和加速拓展其应用领域并最大程度方便用户,发展集成式多功能元器件已经成为必然趋势。
集成化发展分为三个层次:首先是多功能元器件的组合向多功能元器件的发展,其次是集成器件子系统化,再者是开发智能型一体化器件,它可实现功率的合理分配,修正人为控制信号,使元器件或系统自动保持最佳状态。
(5)计算机技术的应用。
现代设计包括多方面知识的获取,综合应用和合理取舍过程,需要进行反复计算,对方案进行定向最优化比较。
如液压CAD技术的发展,使人工设计变为自动化和半自动化的方式。
(6)陶瓷液压系统。
用陶瓷液压元件来提高液压系统的工作可靠性和使用寿命。
总之,液压技术具有十分广泛的应用,它作为一种重要的工业自动化基础件,已与微电子技术,传感器技术紧密结合,形成并发展成为包括传动、控制、检测、校正在内的综合自动化技术,其内涵较之传统的液压技术更加完整而丰富。
0.3 液压技术的优缺点液压技术与机械、电力传动等相比具有以下特点:(1)能方便地进行无级调速,调速范围比较大。
(2)体积小,重量轻,功率大,一方面在相同的输出功率情况下,其体积小,重量轻,动作灵敏,这对于液压自动控制系统更有意义;另一方面,在体积或者重量相近的情况下,其输出功率大,能传递较大的扭矩或者推力。
(3)控制和调节简单、方便、省力,易实现自动化控制和过载保护。
(4)可实现无间隙调整,运动平稳。
(5)因为传动介质为油液,因此元件有自我润滑作用,寿命更长。
(6)液压元件实现了标准化、系列化、通用化,便于设计、制造和推广使用。
(7)可以采用大推力的液压缸和大扭矩的液压马达直接带动负载,从而不用中间减速装置,是传动简单。
液压传动有以下缺点:(1)漏。
由于作为传动介质的液体在一定压力下,有时候是在较高压力下工作,因此在相互运动的表面间不可避免要产生泄漏。
同时,由于油液是不可压缩的,油管也会产生弹性变形。
所以液压传功不可以用在传动要求比较严格的场合。
(2)震。
液压传动中,液压冲击和空穴现象会产生很大的震动和噪声。
(3)热。
在能量转合和传递过程中,由于存在机械摩擦,压力损失,泄露损失,因而容易使油液发热,总效率降低,所以液压传动不适宜远距离传动。
(4)液压传动对温度比较敏感,故不适宜在高温和低温环境下工作,液压传动对油液的污染也比较敏感,故要求有良好的过滤设施。
(5)液压元件加工要求高,使成本提高。
所以,液压传动由于其优点比较突出,故在工、农各部门得到广泛的应用。
它的某些缺点随着生产技术的不断发展、提高,正在逐步得到克服。
1引言随着科学的发展和技术的进步,液压技术被应用到各种领域,液压技术在各个方面都发挥着巨大的作用。
液压技术用于制造各种机械中的零部件、工业材料,已经成为现代人类和生活中必不可缺少的一部分。
平面磨床属于磨床的一种,主要应用在技术加工行业。
主要是通过砂轮的旋转来研磨工件以达到平整度要求的设备。
主要适用于轻工、航空、船舶、钢结构等。
本课题所设计的平面磨床是机械加工制造行业中用砂轮外圆磨削钢材、铸铁以及有色金属等各种材料,以及用砂轮断面磨削不高的侧边和沟槽的一种普通级磨床。
该磨床采用液压技术,要求设备性能良好,以便提高技术水平和作业能力。
2设计步骤与设计要求2.1 设计步骤液压系统的设计步骤没有严格的要求,大致设计步骤如下:(1)确定也压制性元件的组成。
(2)制定基本方案,拟定液压系统原理图。
(3)选择液压元件。
(4)液压系统性能计算。
(5)绘制工作图,编制技术文件。
2.2 明确设计要求设计要求是每项工程设计的依据。
(1)主机的概况:性能,用途,作业环境,总体布局等。
(2)各动作机构的载荷的大小及性质。
(3)对调速范围、运动平稳性、转换精度等性能方面的要求。
(4)自动化程序、操作控制方面的要求。
(5)对防尘、防爆、防寒、噪声、安全可靠性的要求。
(6)对效率、成本方面的要求。
2.3 对系统进行分析(1)确定各执行元件所承受载荷的大小和方向,并分析各执行元件在执行过程中震动、冲击及过载能力等。
(2)确定机器中那些运动需要液压传动来实现。
(3)确定各工作机构的运动规律和各工件的循环顺序以及执行元件的运动速度、调速范围、行程大小以及循环时间长短等。
(4)确定也液压执行元件主要参数,比如液压缸的工作压力、结构尺寸等。
(5)确定执行元件的工况图。
2.4 制定基本方案(1)制定调速方案。
方向控制用换向阀控制,节流调速采用定量供油泵供油,用流量控制阀改变输入或者输出液压执行元件的基本流量来调速。
液压泵从油箱吸油,压力油流经系统释放能量后在排回油箱。
(2)制定压力控制方案。
液压元件工作时,要求系统保持一定的工作压力或者在一定范围内,在系统的某一局部,工作压力低于主油源压力时,要采用减压回路来获得所需要的压力。
(3)制定顺序工作方案。
平面磨床的液压系统的执行机构的顺序动作的控制多采用行程控制。
当工作部件移动到一定位置时的时候,通过电气行程开关发出电信号给电磁铁来推动电磁阀或者直接压下行程阀来控制持续的动作。
(4)选择液压动力源。
液压系统的工作介质完全由液压泵来提供,液压源的核心就是液压泵。
在无其它辅助油源的情况下,液压泵的供油量要大于系统的需油量,多余的油经溢流阀流回油箱。
溢流阀同时起到控制并稳定油源压力的作用。
问了节省能源,提高效率,液压泵的供油量要尽量与系统所需流量想匹配。
油液的净化装置是液压源中不可缺少的。
一般泵的入口要有粗过滤器,进入系统的油液根据被保护元件的要求,经过相应的精过滤器再次过滤,为防止系统中杂质流回油箱。
可在回油路上设置磁性过滤器或者其它形式的过滤器。
3.主要参数的确定3.1 工作压力的选取工作压力的选择与设备类型、负载大小、结构要求和技术水平有关。
它关系到设计出来的系统是否合理。
系统工作压力高,可节省材料,使结构紧凑、重量轻,是液压系统的发展方向。